Изобретение касается способа прокатки изготовленного методом разлива в слитки прокатного материала, так называемого сляба или чушки, в прокатном стане, при этом прокатный материал перед прокаткой имеет форму усеченной пирамиды с нижним основанием, верхним основанием и четырьмя боковыми гранями. Изобретение касается также прокатного стана для прокатки такого прокатного материала, устройства управления и/или регулирования для такого прокатного стана, машинно-считываемого программного кода для такого рода устройства управления и/или регулирования, а также запоминающей среды для такого рода машинно-считываемого программного кода.
У некоторых прокатных материалов нецелесообразно изготавливать их в виде непрерывно литых продуктов, так как требуется слишком мало таких прокатных материалов. Тогда такой прокатный материал изготавливается, например, методом разлива в слитки и перед процессом прокатки называется «сляб». После прокатки сляб образует лист или полосу, которые в идеальном случае имеют форму прямоугольного параллелепипеда. При разливе в слитки применяется кристаллизатор, который выполнен слегка конусообразно, при этом его поперечное сечение сужается книзу. Благодаря особой форме кристаллизатора сляб после затвердевания полностью отсоединяется от стенки кристаллизатора, когда сляб посредством специальных клещей выдавливается из кристаллизатора. Без конусности или сходящейся формы кристаллизатора нельзя было бы отсоединить сляб от кристаллизатора. Однако сляб принимает форму кристаллизатора и затем существует проблема, что при прокатке должна устраняться двойная конусность сляба, т.е. клин по толщине и клин по ширине сляба.
Существенной проблемой при прокатке слябов является достижение прямоугольной основной формы с постоянной шириной по длине листа или полосы. Для влияния на ширину сляба сегодня применяются вертикально ориентированные осаживающие валки, которые утолщают горячекатаную полосу в области продольного края и, таким образом, могут уменьшать ширину полосы в определенных пределах.
В DE 19613718 C1 и DE 19757486 A1 описана в каждом случае установка для изготовления горячекатаной полосы, при этом перед первой горизонтальной прокатной клетью предусмотрена вертикальная прокатная клеть, с помощью которой осаживаются две области продольного края литого полуфабриката. Тем самым уменьшение ширины сляба, однако, ограничено.
Полное устранение клина по ширине цельно отлитых слябов с помощью нормально выполненных вертикальных клетей, однако, часто невозможно, так как вертикальные клети не могут выполняться достаточно мощными. Кроме того, возникающее при вертикальной прокатке обратное уширение материала сляба потребовало бы избыточной компенсации клина по ширине. Обратное уширение происходит, потому что уменьшение ширины не распределяется равномерно по ширине, а две области продольного края сляба деформируются сильнее. Происходит образование так называемого утолщения «собачья кость».
В основе изобретения лежит задача обеспечить возможность нового вида обработки сляба, имеющего форму усеченной пирамиды, с получением листа или полосы с прямоугольной основной формой с как можно более равномерной шириной и толщиной, при которой не предусмотрено применение вертикальных прокатных клетей.
Эта задача в соответствии с изобретением решается с помощью способа прокатки изготовленного методом разлива в слитки прокатного материала в прокатном стане, при этом прокатный материал перед прокаткой имеет форму усеченной пирамиды с нижним основанием, верхним основанием и четырьмя боковыми гранями, при котором:
- во время первой последовательности проходов прокатки две противоположные боковые грани прокатного материала прокатываются в первом направлении таким образом, что в конце первой последовательности проходов прокатки все поверхности поперечного сечения прокатного материала, которые ориентированы поперек направления прокатки, имеют одинаковую площадь,
- прокатный материал поворачивается, в частности, на 90°, и
- во время второй последовательности проходов прокатки те же самые две противоположные боковые грани прокатного материала прокатываются во втором направлении поперек первого направления.
«Прокатным материалом» при этом называется как сляб или слиток перед прокаткой, так и их промежуточные формы и окончательная форма, которую они принимают при прокатке или, соответственно, после нее. А под «последовательностью проходов прокатки» понимается ряд проходов прокатки без поворота прокатного материала.
Перед процессом прокатки прокатный материал или сляб, который был изготовлен при разливе в слитки в кристаллизаторе, вследствие геометрии кристаллизатора имеет клин по толщине, а также клин по ширине. Сляб имеет, таким образом, форму усеченной пирамиды с нижним основанием, верхним основанием, которое меньше, чем нижнее основание, и четырьмя боковыми гранями, образующими боковую поверхность. При прокатке сляб лежит одной боковой гранью в горизонтальной плоскости опоры. Эта ориентированная «книзу» боковая грань, а также противоположная боковая грань, которая направлена «кверху», при проходе прокатки приходят в контакт с рабочими валками прокатных клетей прокатного стана, когда прокатные клети представляют собой горизонтальные прокатные клети.
Сляб характеризуется длиной, при этом длина сляба определена расстоянием между нижним основанием и верхним основанием. Ширина сляба проходит в плоскости опоры поперек длины. А толщина сляба распространяется по существу перпендикулярно плоскости опоры. Сляб, как правило, своим верхним основанием вперед вводится в межвалковый зазор между рабочими валками прокатных клетей, однако альтернативно он может также вводиться в межвалковый зазор сбоку, т.е. вперед одной из боковых граней, причем это зависит от размера сляба. Поворот прокатного материала на 90° происходит в плоскости опоры, т.е. боковая грань, которой прокатный материал лежит в плоскости опоры, после поворота продолжает оставаться в плоскости опоры, и изменяется только ориентация нижнего основания, верхнего основания и других двух боковых граней относительно межвалкового зазора.
Изобретение основано на идее о том, чтобы при двух- или многоступенчатом процессе прокатки обеспечить возможность благоприятного распределения материала, благодаря которому простым образом достигается желаемая форма прямоугольного параллелепипеда. Это оптимальное распределение материала происходит, когда в конце первой последовательности проходов прокатки, если смотреть в направлении прокатки, среднее уплотнение поверхности поперечного сечения прокатного материала между нижним основанием и верхним основанием имеют одинаковую площадь. Благодаря этому клинообразная форма прокатного материала в первом направлении, в частности, инвертируется. При инвертировании направление сходящейся формы после прокатки изменяется, так что вместо этого получается расходящаяся форма. Иначе выражаясь: утолщение сляба заменяется сужением в направлении прокатки. В конце этого процесса нижнее основание, верхнее основание, а также поверхности поперечного сечения между верхним основанием и нижним основанием имеют одинаковую площадь, т.е. произведение ширины и толщины всегда одинаково в направлении прокатки. Получающееся в результате инверсии клинообразной формы двух противоположных боковых граней перераспределение материала прокатного материала в комбинации с прокаткой прокатного материала в двух расположенных поперек друг другу направлениях обеспечивает возможность полностью автоматизированной, высокопрецизионной установки желаемой геометрии с помощью прокатного стана, у которого отсутствует необходимость применения вертикальных прокатных клетей. В зависимости от желаемой окончательной геометрии прокатного материала возможна также настройка прокатного стана, у которого первоначальный градиент поверхностей в направлении прокатки устраняется не полностью или избыточно компенсируется.
По одному из предпочтительных вариантов осуществления во время первой последовательности проходов прокатки прокатка осуществляется в продольном направлении прокатного материала, так что, в частности, клин по толщине прокатного материала инвертируется. Последовательность проходов прокатки может осуществляться на нескольких прокатных клетях, при этом для каждого прохода, в частности, предусмотрена одна прокатная клеть. Последовательность проходов прокатки может, однако, также выполняться на небольшом количестве или даже на только одной прокатной клети в реверсируемом режиме, при котором направление прокатки попеременно изменяется. Процесс прокатки запускается при этом в продольном направлении прокатного материала, и первая последовательность проходов прокатки, которая также называется предварительной последовательностью, служит для того, чтобы устранять первоначальную разницу толщин в продольном направлении прокатного материала и вместо этого создавать новый градиент толщины, причем в противоположном направлении к первому градиенту толщины. При этом длина прокатного материала, в частности, увеличивается.
После первой последовательности проходов прокатки прокатный материал с помощью надлежащих средств поворачивается на 90°, так что он, так сказать, вводится в межвалковый зазор сбоку. Предпочтительно при этом в рамках второй последовательности проходов прокатки устраняется клин по ширине прокатного материала. «Устраняется» в этом случае означает, что после второй последовательности проходов прокатки получается равномерная ширина прокатного материала, и градиент ширины отсутствует. Важно при повороте, чтобы боковая грань, которая лежит на рольганге прокатного стана, после поворота также оставалась лежать на рольганге. То есть поворот осуществляется только вокруг вектора нормали, который стоит на этой одной боковой грани. Описанный поворот вокруг вектора нормали лежащей на рольганге боковой грани происходит, в частности, посредством поворотного рольганга. Этот рольганг характеризуется тремя признаками:
a) ролики рольганга имеют справа и слева слегка разный диаметр (т.е. они представляют собой не цилиндры, а усеченные конусы, или состоят из двух цилиндров различных диаметров);
b) ролики рольганга расположены на рольганге так, что попеременно с одной стороны ролики (например, все четные ролики) с большим диаметром следуют за роликами (например, всеми нечетными роликами) с меньшим диаметром в направлении одной стороны;
c) привод роликов осуществляется по отдельности.
Если все ролики вращаются в одинаковом направлении, прокатный материал транспортируется «нормально». Однако, если нечетные ролики вращаются в направлении, противоположном четным, прокатный материал поворачивается вокруг вектора нормали, стоящего на плоскости рольганга.
По другому предпочтительному варианту осуществления прокатный материал прокатывается с помощью по меньшей мере одной прокатной клети, которая регулируется таким образом, что при каждом проходе прокатки две противоположные боковые грани прокатного материала в направлении прокатки по всей своей длине прокатываются рабочими валками прокатной клети. Это представляет собой непрерывный процесс прокатки, при котором при каждом проходе прокатки рабочие валки указанной по меньшей мере одной прокатной клети в направлении прокатки контактируют с боковыми гранями по всей их длине. Таким образом, имеется динамическое регулирование высоты межвалкового зазора, при котором во время прохода прокатки активно адаптируется размер или, соответственно, высота межвалкового зазора. При каждом проходе прокатки при непрерывном процессе прокатки осуществляется изменение толщины прокатного материала по всей длине прокатного материала в направлении прокатки. Непрерывный метод обладает, таким образом, тем преимуществом, что посредством небольшого количества проходов прокатки достигается большее изменение геометрии прокатного материала.
Для получения желаемой геометрии прокатного материала требуются по меньшей мере две последовательности проходов прокатки, причем при одной - прокатка осуществляется в продольном направлении, а при другой - в направлении ширины. Принимая во внимание очень высокую точность при установке желаемой геометрии, после второй последовательности проходов прокатки могут выполняться небольшие корректировки формы прокатного материала, при этом прокатный материал еще один раз поворачивается на 90° и происходит дополнительная последовательность проходов прокатки снова в первом направлении.
Длина прокатного стана сокращается до минимума, при этом прокатный стан предпочтительно работает в реверсируемом режиме, т.е. по меньшей мере одна из прокатных клетей прокатного стана работает в реверсируемом режиме. Большое количество проходов осуществляется при этом на небольшом количестве прокатных клетей. В случае особенно компактного решения все проходы прокатки выполняются на одной единственной прокатной клети, т.е. прокатный стан имеет только одну прокатную клеть, которая может работать в реверсируемом режиме.
Задача также решается в соответствии с изобретением с помощью прокатного стана для прокатки изготовленного методом разлива в слитки прокатного материала в форме усеченной пирамиды, включающего в себя по меньшей мере одну прокатную клеть для прокатки прокатного материала в первом направлении и во втором направлении поперек первого направления, а также средства для поворота прокатного материала на 90°.
Задача решается, кроме того, с помощью устройства управления и/или регулирования для такого рода прокатного стана, снабженного машинно-считываемым программным кодом, который содержит команды управления, которые при их выполнении заставляет устройство управления и/или регулирования осуществлять способ по одному из описанных выше вариантов осуществления.
Задача решается также в соответствии с изобретением с помощью машинно-считываемого программного кода для устройства управления и/или регулирования, причем этот программный код содержит команды управления, которые заставляют устройство управления и/или регулирования осуществлять способ по одному из описанных выше вариантов осуществления.
Задача решается, наконец, в соответствии с изобретением с помощью запоминающей среды, содержащей сохраненный в ней такой машинно-считываемый программный код.
Приведенные в связи со способом преимущества предпочтительных вариантов осуществления по смыслу могут быть перенесены на прокатный стан и устройство управления и/или регулирования.
Один из примеров осуществления изобретения поясняется подробнее с помощью чертежей. На них схематично и сильно упрощенно показано:
фиг.1: прокатный материал перед процессом прокатки;
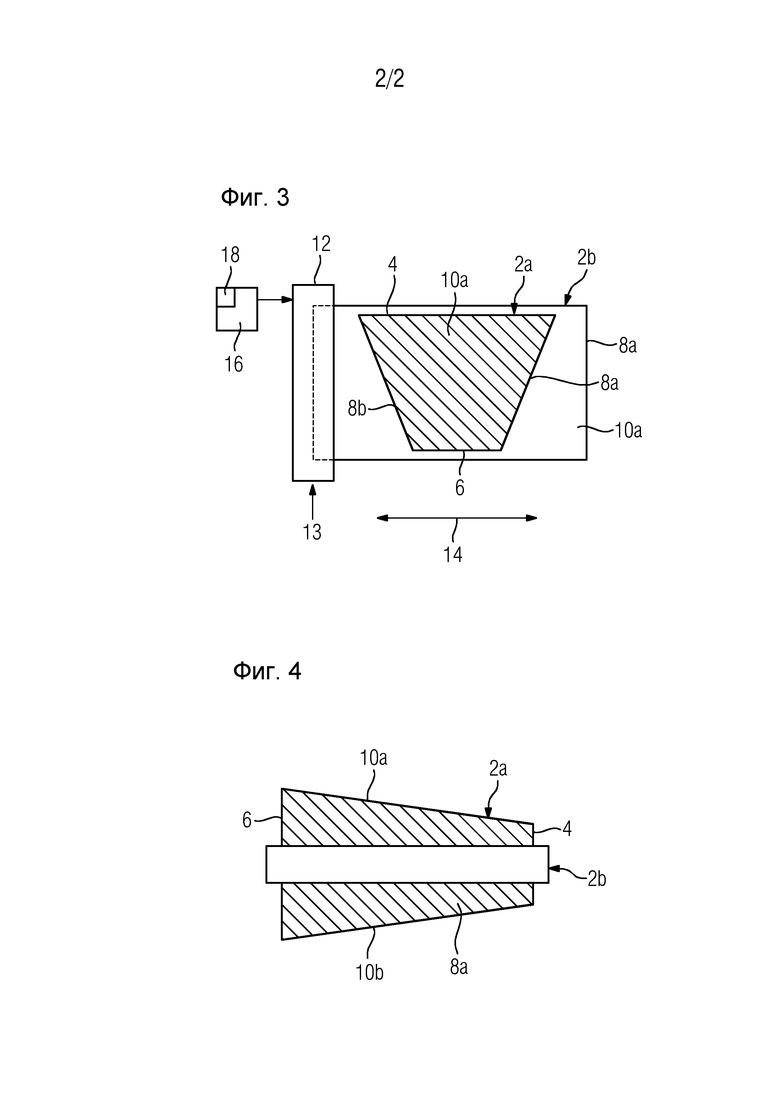
фиг.2: прокатный материал в соответствии с фиг.1 после первой последовательности проходов прокатки;
фиг.3: наложенный вид сверху промежуточной геометрии прокатного материала перед второй последовательностью проходов прокатки, а также окончательной геометрии прокатного материала после второй последовательности проходов прокатки, и
фиг.4: поперечное сечение промежуточной геометрии и окончательной геометрии прокатного материала перед прокаткой и по окончании процесса прокатки.
Одинаковые ссылочные обозначения на разных фигурах имеют одно и то же значение.
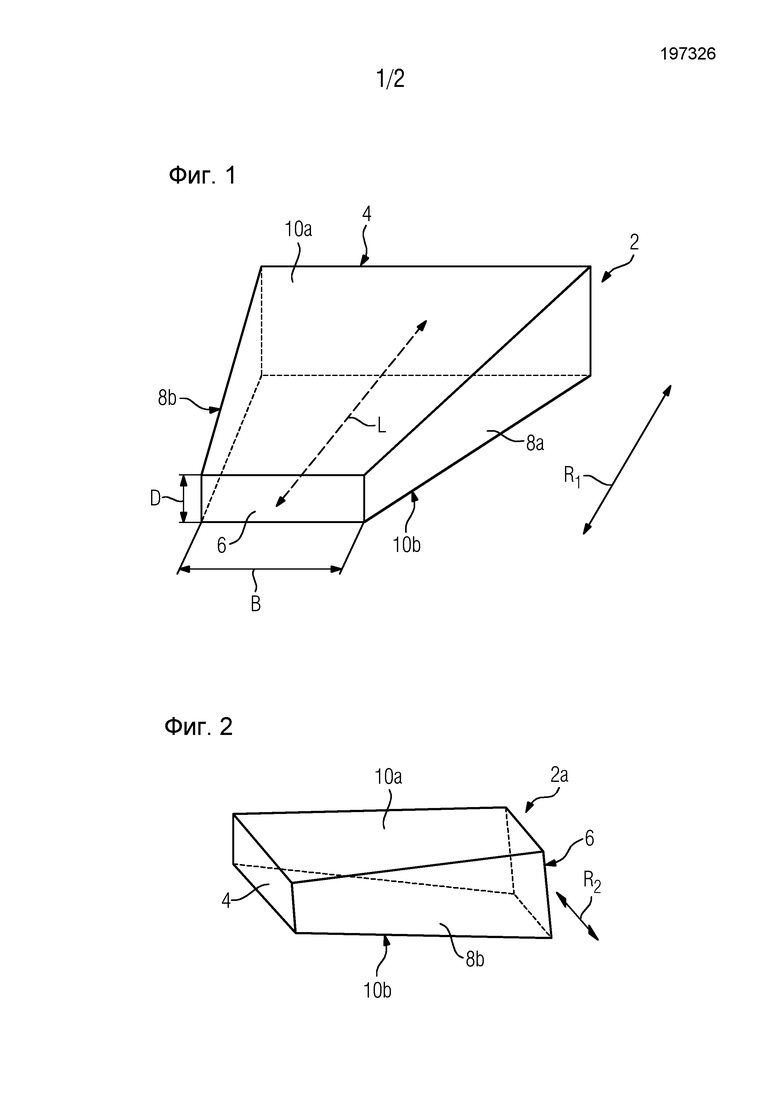
На фиг.1 показан сляб, который также называется прокатным материалом 2, который изготовлен методом разлива в слитки. Сляб 2 в этом примере осуществления представляет собой так называемую чушку, то есть слиток из полупроводникового материала, такого как кремний. Для изготовления чушки кремний был расплавлен и налит в неизображенный здесь в деталях кристаллизатор. После затвердевания массы в кристаллизаторе сляб 2 вынимается или выдавливается из кристаллизатора. Это возможно вследствие слегка конической формы кристаллизатора. Соответственно сляб 2 обладает также двойной конусностью, которая выражается в клине по толщине и клине по ширине, которая должна устраняться при прокатке, в частности, при горячей прокатке.
Как видно из фиг.1, прокатный материал 2 перед горячей прокаткой имеет форму усеченной пирамиды с нижним основанием 4, верхним основанием 6 и двумя парами противоположных трапецеидальных боковых граней 8a, 8b и 10a, 10b. Боковая грань 10b образует при этом нижнюю боковую грань, на которую опирается прокатный материал 2 при прокатке. Противоположная боковая грань 10a по существу направлена кверху и открыта. Прокатный материал 2 в своей первоначальной форме отличается длиной L, которая по существу соответствует расстоянию между нижним основанием 4 и меньшим верхним основанием 6. Кроме того, прокатный материал 2 имеет варьирующуюся ширину B, которая задана перпендикулярно длине L, а также тоже варьирующуюся толщину D, которая выдается из плоскости опоры боковой грани 10b и которая непрерывно возрастает между верхним основанием 6 и нижним основанием 4.
Чтобы устранить градиент толщины и градиент ширины, прокатный материал 2 прокатывается с помощью прокатного стана 13, который обозначен на фиг.3. Прокатный стан 13 может включать в себя несколько прокатных клетей, в показанном примере осуществления он включает в себя, однако, только одну единственную, горизонтальную прокатную клеть 12, которая на фиг.3 символически указана блоком 12. Прокатная клеть 12 работает в реверсируемом режиме, т.е. прокатная клеть может изменять направление 14 прокатки на противоположное. Для настройки прокатной клети 12 или, соответственно, прокатного стана 13 предусмотрено устройство 16 управления и/или регулирования, которое включает в себя программный код 18, сохраненный в непоказанной здесь в деталях запоминающей среде. Программный код содержит команды управления, при выполнении которых устройство 16 управления и/или регулирования надлежащим образом настраивает прокатный стан 13 на получение желаемой геометрии прокатного материала.
Вначале процесса прокатки прокатный материал 2 в соответствии с фиг.1 своим нижним основанием 4 или своим верхним основанием 6 вперед вводится в непоказанный здесь в деталях межвалковый зазор между двумя рабочими валками прокатной клети 12. Предпочтительно прокатный материал 2 при первом проходе верхним основанием 6 вперед вводится в межвалковый зазор и прокатывается в направлении L всей длины. При этом межвалковый зазор прокатной клети 12 отрегулирован таким образом, чтобы боковые грани 10a и 10b при каждом проходе прокатки по всей своей длине входили в контакт с рабочими валками, т.е. чтобы рабочие валки в направлении прокатки обкатывались по всей длине прокатного материала 2.
Требуются несколько проходов прокатки, чтобы устранить градиент толщины прокатного материала 2. Эта первая последовательность проходов прокатки называется предварительной последовательностью. В конце предварительной последовательности клинообразная форма верхнего основания 6 инвертируется в направлении нижнего основания 4, так что верхнее основание 6 теперь толще, чем нижнее основание 4. Эта промежуточная геометрия прокатного материала 2a показана на фиг.2. После предварительной последовательности прокатный материал 2a имеет форму неправильного гексаэдра, у которого боковые грани 8a, 8b, 10a, 10b также выполнены трапецеидально, однако каждые две прилегающие боковые грани 8a, 8b, 10a, 10b сходятся в обратном направлении. Прокатный материал 2a на этой стадии обладает тем свойством, что нижнее основание 4, верхнее основание 6 и все поверхности поперечного сечения в продольном направлении (L) прокатного материала (2), несмотря на их различные геометрии, имеют одинаковую площадь или площади. Это означает, что для каждого места (x) в продольном направлении (L) произведение ширины b(x) и толщины d(x) прокатного материала является таким же, как и произведение поперечного сечения, расположенного перед ним или после него:
b(x-1)*d(x-1)=b(x)*d(x)=b(x+1)*d(x+1) для x от 0 до L.
Это распределение материала является решающим для следующей последовательности действий, так как исходя из этой геометрии прокатного материала 2a желаемая форма прямоугольного параллелепипеда может достигаться за лишь небольшое количество проходов прокатки, когда прокатный материал 2a прокатывается перпендикулярно своему продольному направлению.
Поэтому прокатный материал 2a по окончании предварительной последовательности поворачивается примерно на 90°, при этом он продолжает опираться на свою направленную книзу боковую грань 10b. При повороте прокатный материал 2 ориентируется относительно прокатной клети 12 таким образом, чтобы прокатный материал 2 вводился в межвалковый зазор прокатной клети 12 своими боковыми гранями 8a, 8b. Направления перемещения прокатного материала 2a во время второй последовательности прокатки, так называемой уширительной последовательности, показано на фиг.3 стрелкой 14. Заштрихованная трапеция показывает при этом прокатный материал 2a перед уширительной последовательностью, а наложенный белый блок 2b изображает прокатный материал 2 в конце уширительной последовательности. Эта вторая последовательность проходов прокатки служит для устранения градиента ширины. В конце этой последовательности проходов прокатки желаемая форма листа по существу достигнута.
Фиг.4 наглядно поясняет ориентацию прокатного материала 2 относительно межвалкового зазора во время уширительной последовательности. Заштрихованный четырехугольник показывает прокатный материал 2, а белый четырехугольник 2b показывает поперечное сечение прокатного материала 2 после уширительной последовательности.
В конце процесса прокатки прокатный материал 2 может опционально снова поворачиваться на 90° и продолжать прокатываться в рамках чистовой последовательности, чтобы достичь особенно высокой точности при желаемой форме прокатного материала 2.
И при уширительной последовательности, и при необходимости при чистовой последовательности происходит непрерывная прокатка боковых граней 10a, 10b, при которой рабочие валки прокатной клети 12 контактируют с боковыми гранями 10a, 10b по всей их длине в направлении прокатки. По сравнению с традиционными, прерывистыми методами прокатки для обработки слябов, в частности, посредством вертикальных прокатных клетей этот метод обладает тем преимуществом, что при каждом проходе прокатки обрабатывается большего размера поверхность прокатного материала 2, и что обратные уширения по существу предотвращаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2518821C2 |
| Стан для горячей прокатки полосыС ушиРЕНиЕМ | 1979 |
|
SU816585A1 |
| ВВОД В ЭКСПЛУАТАЦИЮ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ ПРОКАТНОГО СТАНА В СОВМЕЩЕННОЙ ЛИТЕЙНО-ПРОКАТНОЙ УСТАНОВКЕ | 2012 |
|
RU2510297C2 |
| Способ горячей прокатки широких полос | 1980 |
|
SU973196A1 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ ПРОКАТНОГО СТАНА | 2012 |
|
RU2576971C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ | 2012 |
|
RU2583550C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2012 |
|
RU2605740C2 |
| Способ производства листового проката и прокатный стан для его осуществления | 1980 |
|
SU984514A1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2568550C2 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ ПОЛОСОВОГО ИЗДЕЛИЯ С РЕГУЛИРОВАНИЕМ ЕГО ШИРИНЫ | 2013 |
|
RU2643002C2 |
Изобретение относится к области прокатки сляба, имеющего перед прокаткой форму усеченной пирамиды с нижним основанием (4), верхним основанием (6) и четырьмя боковыми гранями (8a, 8b, 10a, 10b). Изготовление прямоугольных изделий без искажения их формы обеспечивается за счет того, что во время первой последовательности проходов прокатки две противоположные боковые грани (10a, 10b) прокатного материала (2) прокатывают в первом направлении (R1) таким образом, что в конце первой последовательности проходов прокатки все поверхности (4, 6) поперечного сечения прокатного материала (2), которые ориентированы поперек направления прокатки, имеют одинаковую площадь, прокатный материал (2) поворачивают на 90°, во время второй последовательности проходов прокатки те же две противоположные боковые грани (10a, 10b) прокатного материала (2) прокатывают во втором направлении (R2) поперек первого направления (R1). Перераспределение прокатного материала (2) после первой последовательности проходов прокатки обеспечивает возможность полностью автоматизированной, высокопрецизионной установки желаемой геометрии, в частности, без применения вертикальных прокатных клетей. 4 н. и 19 з.п. ф-лы, 4 ил.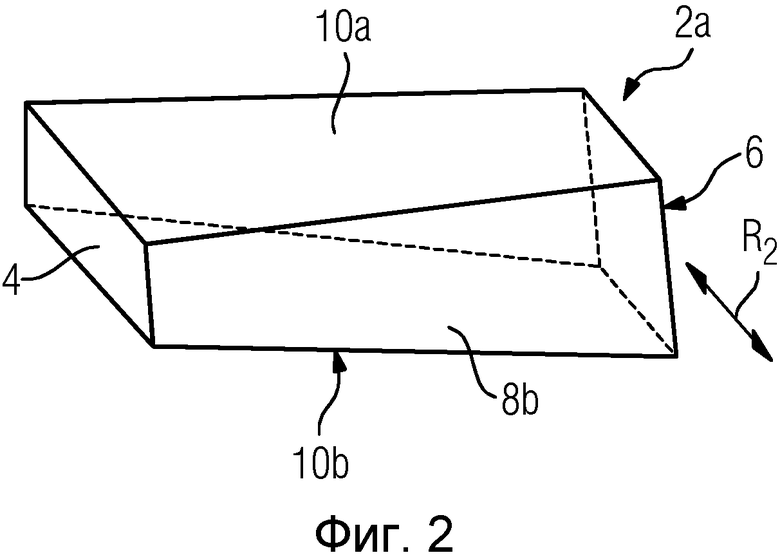
1. Способ прокатки в прокатном стане (13) прокатного материала (2), изготовленного методом разлива в слитки, имеющие перед прокаткой форму усеченной пирамиды с нижним основанием (4), верхним основанием (6) и четырьмя боковыми гранями (8a, 8b, 10a, 10b), при этом в процессе первой последовательности проходов прокатки две противоположные боковые грани (10a, 10b) прокатного материала (2) прокатывают в первом направлении (R1) с обеспечением в конце первой последовательности проходов прокатки равенства площадей всех поверхностей (4, 6) поперечного сечения прокатного материала (2), которые ориентированы поперек направления прокатки, после чего прокатный материал (2) поворачивают и в процессе второй последовательности проходов прокатки те же две противоположные боковые грани (10a, 10b) прокатного материала (2) прокатывают во втором направлении (R2) поперек первого направления (R1).
2. Способ по п. 1, при котором в процессе первой последовательности проходов прокатки прокатку осуществляют по длине (L) прокатного материала (2).
3. Способ по п. 2, при котором в процессе второй последовательности проходов прокатки прокатку осуществляют по ширине (B) прокатного материала (2) с устранением клина по ширине прокатного материала (2).
4. Способ по любому из пп. 1-3, при котором прокатный материал (2) прокатывают посредством по меньшей мере одной прокатной клети (12), которую регулируют с возможностью прокатки рабочими валками прокатной клети (12) при каждом проходе двух противоположных боковых граней (10a, 10b) прокатного материала (2) в направлении (14) прокатки по всей своей длине.
5. Способ по любому из пп. 1-3 , при котором прокатный материал (2) после второй последовательности проходов прокатки поворачивают и выполняют дополнительную последовательность проходов прокатки в первом направлении (R1).
6. Способ по п. 4, при котором прокатный материал (2) после второй последовательности проходов прокатки поворачивают и выполняют дополнительную последовательность проходов прокатки в первом направлении (R1).
7. Способ по любому из пп. 1-3, при котором прокатку производят в реверсивном режиме.
8. Способ по п. 4, при котором прокатку производят в реверсивном режиме.
9. Способ по п. 5, при котором прокатку производят в реверсивном режиме.
10. Способ по п. 6, при котором прокатку производят в реверсивном режиме.
11. Способ по любому из пп. 1-3, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
12. Способ по п. 4, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
13. Способ по п. 5, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
14. Способ по п. 6, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
15. Способ по п. 7, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
16. Способ по п. 8, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
17. Способ по п. 9, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
18. Способ по п. 10, при котором все последовательности проходов прокатки выполняют на одной прокатной клети (12).
19. Прокатный стан (13) для прокатки прокатного материала (2), изготовленного методом разлива в слитки в форме усеченной пирамиды, способом по любому из пп. 1-18, содержащий по меньшей мере одну прокатную клеть (12) для прокатки прокатного материала (2) в первом направлении (R1) и во втором направлении (R2) поперек первого направления и средства для поворота прокатного материала (2).
20. Прокатный стан (13) по п. 19, причем указанная по меньшей мере одна прокатная клеть (12) выполнена с возможностью регулирования с обеспечением при каждом проходе прокатки контакта рабочих валков прокатной клети (12) с прокатным материалом (2) в направлении (14) прокатки по всей его длине.
21. Прокатный стан (13) по п. 19 или 20, содержащий одну прокатную клеть (12), выполненную с возможностью прокатки в реверсивном режиме.
22. Устройство (16) для управления прокаткой в прокатном стане (13), снабженное машинно-считываемым программным кодом (18), который содержит команды управления, обеспечивающие при их выполнении устройством (16) управления осуществление прокатки способом по одному из пп. 1-18.
23. Носитель информации, содержащий сохраненный в нем машинно-считываемый программный код (18) для устройства (16) управления прокаткой в прокатном стане, при этом программный код (18) содержит команды управления, обеспечивающие посредством устройства (16) управления осуществление прокатки способом по любому из пп. 1-18.
| JPS 5844904 A, 16.03.1983 | |||
| Способ прокатки металлов | 1977 |
|
SU707621A1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| US 4238946 A, 16.12.1980. | |||

