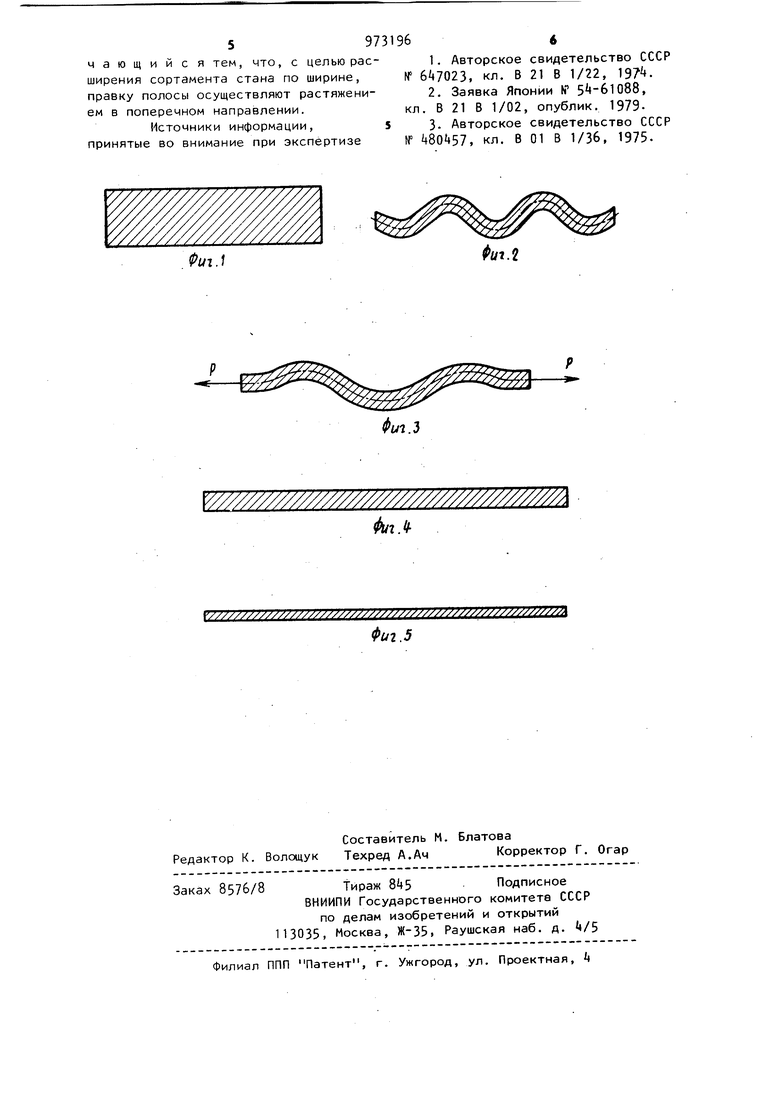
Изобретение относится к прокатному производству, а именно к области изготовления широких полос. Известен способ калибровки прокатных валков для. прокатки широких полос включающий прокатку полос в валках, имеющих на бочке ручьи, расположенные по винтовым линиям от центра к краям. Способ позволяет исключить кантовку заготовок в уширительной клети при прокатке широких полос j llОднако такой способ характеризуется недостаточным уширением полос. Последующая прокатка полос, имеющих на поверхности отпечатки ручьев, в валках с гладкой бочкой может приводить к надрывам на полосе вследствие неравномерности деформации по ширине, либо к отпечаткам ручьев на поверхности готового проката. Известен также способ горячей про- катки слябов для увеличения их ширины. Сляб прокатывают за несколько проХОДОВ в калиброванных валках, имеющих выступы на бочках. Затем сляб прокаывают в обычных цилиндрических горизонтальных валках Г21 . Однако данный способ не снижает производительности стана. Недостаток способа заключается в трудности получения полос с уширением более 10-15, что связайо с неравномерностью деформации по ширине при последующей прокатке калиброванных слябов и, как следствие, возможно образование надрывов на поверхности металла. Кроме того, отпечатки от круговых выступов валков остаются на поверхности металла при дальнейшей прокатке. Наиболее близким по технической сущности к предлагаемому является способ получения ленты путем правки в направлении, перпендикулярном движению, с последующей прокатко.й З Цель изобретения - расширение сор(тамента стана по ширине. Поставленная цель достигается тем, что в известном способе прокатки полос , лент, включающем прокатку заготовки за несколько проходов, правку с растяжением и последующую прокатку, после прокатки в валках с калиброванной бочкой производят правку полос в поперечном направлении. На фиг. 1 изображено сечение исход ного сляба; на фиг. 2- сечение заготовки после прокатки в калиброванных валках; на фиг. 3 промежуточное сечение заготовки в процессе правки, на фиг. 4 - заготовка после правки , на фиг. 5 - сечение готовой полосы. Способ горячей прокатки широких полос осуществляется следующим образом. Вначале сляб прокатывают в специальных калиброванных валках и получают за несколько проходов заготовку с фор мой поперечного сечения в виде синусоиды (ф-иг. 2). Ширина заготовки при этом практически не меняется, толщина уменьшается. Длина средней линии поперечного сечения заготовки в 1,3 2,0 раза больше ее ширины (фиг. 2). Затем производят правку полос растяжением заготовки силами Р,(фиг. 3). Толщина заготовки остается без изменений, а ширина ее увеличивается и становится равной длине средней линии поперечного сечения. Заготовка после этой операции имеет вид, представленный на фиг. . Окончательную прокатку заготовки производят в валках с гладкой бочкой. Причем толщина полосы доводится до требуемой. П р и м е р. Для получения полосы размером 2,8 20бО мм из стали 08Ю сляб размерами 150x1600x5000 мм после нагрева в методической печи до подают на приемный рольганг стана горячей прокатки. По рольгангу сляб транспортируют в черновой окалиноломатель, где прокатывают в цилиндричес ких валках с обжатием 10%, при этом происходит удаление печной окалины с поверхности металла. Далее сляб попадает в черновую груп пу стана, состоящую из четырех клетей Рабочие валки клетей черновой группы выполнены с одинаковой калибровкой таким образом, что межвалковый зазор имеет фррму волнистой линии в виде синусоиды. Прокатку сляба в черновой группе производят за три прохода в -первой реверсивной клети и по одному проходу в последующих трех клетях. При этом сляб обжимается в заготовку толщиной 2б мм, имеющую волнистую (синусоидальную) форму. Ширина заготовки составляет 1бОО мм, а длина около 29 м. Заготовка поступает на промежуточный рольганг, где осуществляется ее правка в направлении, перпендикулярном движению полосы, путем растягивания в листоправильной растяжной машине. Заготовку зажимают за боковые кромки и растягивают до получения прямоугольного поперечного сечения. При этом ширина полосы увеличивается до 2060 мм. Дальнейшую прокатку металла производят в чистовой группе стана. На существующих станах горячей прокатки широкие полосы получают прокаткой в уширительной клети. При этом необходим разворот заготовки, что, в свою очередь, уменьшает длину полосы и снижает производительность стана. Получить значительное уширение путем прокатки в специальных калиброванных валках без разворота полосы нельзя из-за неравномерности деформации при дальнейшей прокатке в валках с гладкой бочкой. Предложенный способ горячей прокатки широких полос по сравнению с известным позволяет получить практически любую в пределах длины бочки валков требуемую ширину полос при прокатке напрямую без разворота сляба на 90° в уширительной клети, использовать для прокатки широких полос более длинные и тяжелые слябы, что увеличивает производительность как станов горячей прокатки, так и технологических агрегатов в цехах холодной прокатки при использовании для переработки широких полос большого развеса, а также улучшает качество металла за счет уменьшения количества разнотолщинных концов полос. Внедрение предлагаемого изобретения позволяет увеличить производительность стана 2500 горячей прокатки на 300 тыс. т. в год или на 7,8. Формула изобретения Способ горячей прокатки широких полос включающий прокатку заготовки за несколько проходов, правку с растяжением и последующую прокатку, о т л ичающийся тем, что, с целью расширения сортамента стана по ширине, правку полосы осуществляют растяжением в поперечном направлении.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР ff 6 47023, кл. В 21 В 1/22, 197.
2.Заявка Японии № 5 4-61088, кл. В 21 В 1/02, опублик. 19793- Авторское свидетельство СССР № , кл. В 01 В 1/36, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| Стан для горячей прокатки полосыС ушиРЕНиЕМ | 1979 |
|
SU816585A1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ПОЛОС | 2013 |
|
RU2511159C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| Способ транзитной прокатки полосы | 1990 |
|
SU1738395A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
WzJ
Фиг.2
У//////////////////
ФигЛ
Фиг.5
