(54) СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана и устройство для его осуществления | 1982 |
|
SU1106560A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| Прокатный стан | 1974 |
|
SU463483A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
1
Изобретение относится к прокатному производству и может быть использовано при производстве листового проката на стенах широкого типоразмера листов по толш,ине со средним объемом заказов.
Известен способ производства листов из заготовки-карты, полученной на заготовочном стане, включаюший многократное обжатие заготовки, обрезку некондиционных концов и уборку готовой продукции с линии стана 1.
Недостатком этого способа является то, что он не позволяет вести производство широкого диапазона толщины листов, вплоть до тонких, из слитка на одном одноклетьевом стане, т. е. в известном способе для производства из слитка тонкого листа необходимо два типа стана - толстолистовой (заготовочный) и тонколистовой, что при небольшом объеме пар-. тии (заказа на требуемый типоразмер) и широком сортаменте по толщине является Нерентабельным.
Известен стан для прокатки слябов, содержащий, подводящий рольганг, реверсивную клеть, отводящий рольганг с устройствами для порезки раскатов и уборки
готового проката. Перед реверсивной клетью установлены приемники раскатов, образующие ряд параллельных ветвей 2.
Однако этот стан не обеспечивает производства листов широкого сортамента
S по толщине и ширине, так как в нем не может быть достигнута прокатка, карт, полученных из промежуточного раската с возмОжностью разбивки ширины за счет деформации в уширительных проходах.
10 Наиболее близким к предлага емому техническому решению является способ прокатки листов на одноклетевом стане, обеспечивающим прокатку литой заготовки в реверсивном режиме с уширительными проходами за счет порезки раската, получен5 ного из заготовки, на отдельные карты 3.
Литая заготовка после многократного
обжатия в реверсивной клети подается на
ножницы для порезки на отдельные карты,
которые затем собирают в стопу за клетью.
20 После набора стопы она поворачивается на 90° относительно оси прокатки для осуществлений полистной прокатки карт с уширительными проходами.
Листораскладчик поочередно по мере .освобождения рольганга от готового листа.
полученного от предыдущей карты, выдает скантованные карты на рольганг, по которому они поступают к клети для многократного обжатия до заданной толщины, готовый лист перемещается к ножницам для обрезки переднего конца и далее к уборочному устройству, где готовый лист убирается (сматывается) с остановкой для обрезки заднего конца и так до тех пор, пока все карты, полученные из одного слитка, не будут израсходованы. Затем на приемный рольганг задается новая заготовка.
Этот способ осуществляется в прокатном стане, содержащем приемный рольганг, расположенный за ним раскатной рольганг, следующую за раскатным рольгангом прокатную клеть, после прокатной клети вновь продолжается раскатной рольганг, далее установлены ножницы, а за ними листораскладчик с кантующим стеллажом, за листораскладчиком следует транспортный рольганг и расположено уборочное устройство. Причем приемный, раскатной и транспортный рольганги составляют один общий рольганг.
Недостатки прототипа заключаются в том, что каждая последующая карта может поступать на прокатку только после выполнения всех вспомогательных операций (клеймения, центрирования, обрезки концов, уборКи готовой продукции с линии стана и т. п.) с готовым листом, полученным из предыдущей карты, т. е. имеют место встречные потоки карт, поступающих на обжатие с одной стороны, и готового листа, поступающего, например, на смотку с другой стороны. Особенно отрицательно это сказывается при получении больщого количества карт из одного раската. Кроме того, затруднен проход карт через режущее устройство вследствие ограничений карт по длине.
Недостатком также является совмещение операций уборки (смотки) листа и обрезки его заднего конца, так как при этом необходимо останавливать уборку (смотку) готового листа в роль.
Эти недостатки ведут к снижению производительности.
Цель изобретения - повыщение производительности стана лутем исключения встречньгх потоков при одновременном расщирении сортамента прокатываемых полос.
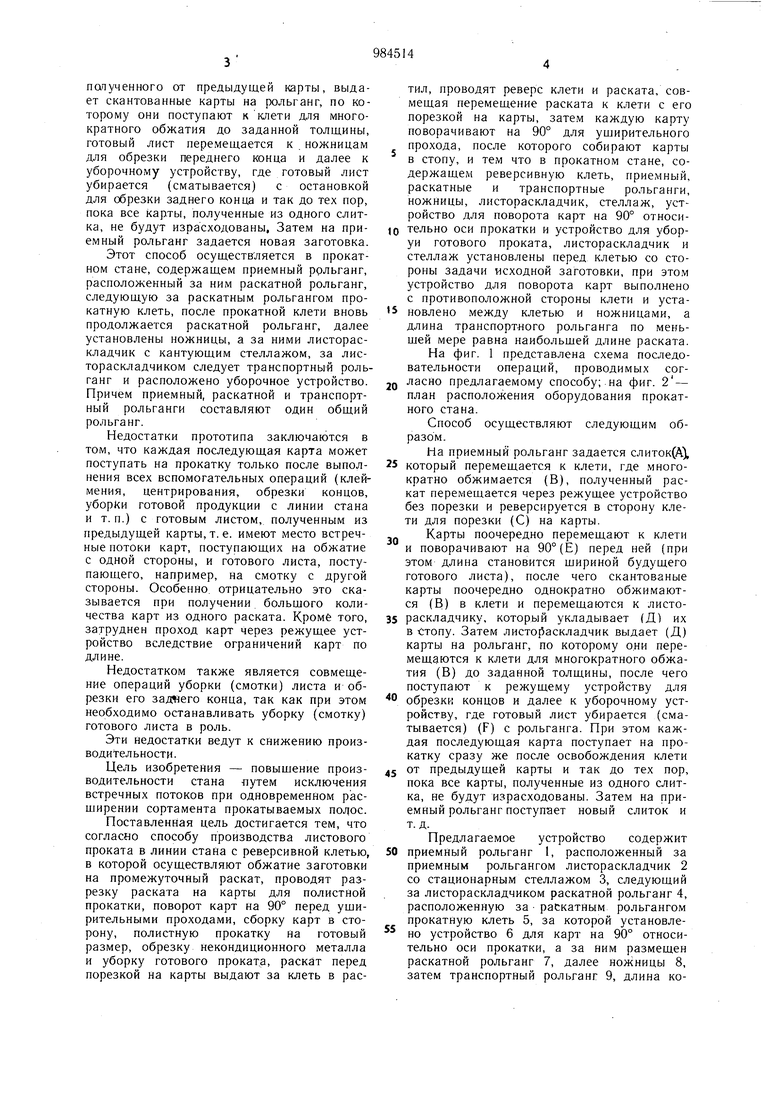
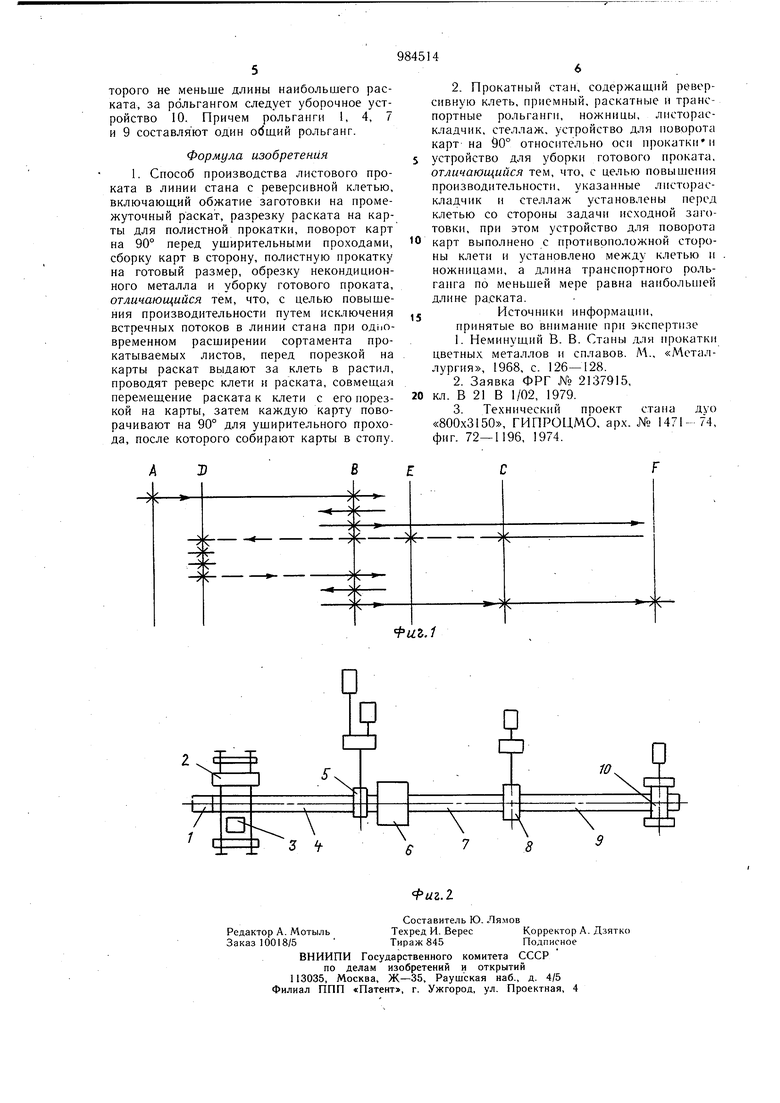
Поставленная цель достигается тем, что согласно способу производства листового проката в линии стана с реверсивной клетью, в которой осуществляют обжатие заготовки на промежуточный раскат, проводят разрезку раската на карты для полистной прокатки, поворот карт на 90° перед ущирительными проходами, сборку карт в сторону, полистную прокатку на готовый размер, обрезку некондиционного металла и уборку готового проката, раскат перед порезкой на карты выдают за клеть в растил, проводят реверс клети и раската, совмещая перемещение раската к клети с его порезкой на карты, затем каждую карту поворачивают на 90° для ущирительного прохода, после которого собирают карты в стопу, и тем что в прокатном стане, содержащем реверсивную клеть, приемный, раскатные и транспортные рольганги, ножницы, листораскладчик, стеллаж, устройство для поворота карт на 90° относительно оси прокатки и устройство для уборуи готового проката, листораскладчик и стеллаж установлены перед клетью со стороны задачи исходной заготовки, при этом устройство для поворота карт выполнено с противоположной стороны клети и установлено между клетью и ножницами, а длина транспортного рольганга по меньщей мере равна наибольщей длине раската. На фиг. 1 представлена схема последовательности операций, проводимых согласно предлагаемому способу; на фиг. 2 - план расположения оборудования прокатного стана.
Способ осуществляют следующим образом.
На приемный рольганг задается слиток{А),
5 который перемещается к клети, где многократно обжимается (В), полученный раскат перемещается через режущее устройство без порезки и реверсируется в сторону клети для порезки (С) на карты.
Карты поочередно перемещают к клети и поворачивают на 90° (Е) перед ней (при этом длина становится шириной будущего готового листа), после чего скантованые карты поочередно однократно обжимаются (В) в клети и перемещаются к листо5 раскладчику, который укладывает (Д) их Б стопу. Затем листо{5аскладчик выдает (Д) карты на рольганг, по которому они перемещаются к клети для многократного обжатия (В) до заданной толщины, после чего поступают к режущему устройству для
0 обрезки концов и далее к уборочному устройству, где готовый лист убирается (сматывается) (F) с рольганга. При этом каждая последующая карта поступает на прокатку сразу же после освобождения клети
5 от предыдущей карты и так до тех пор, пока все карты, полученные из одного слитка, не будут израсходованы. Затем на приемный рольганг поступает новый слиток и т.д.
Предлагаемое устройство содержит
0 приемный рольганг 1, расположенный за приемным рольгангом листораскладчик 2 со стационарным стеллажом 3, следующий за листораскладчиком раскатной рольганг 4, расположенную за раскатным рольгангом прокатную клеть 5, за которой установлено устройство 6 для карт на 90° относительно оси прокатки, а за ним размещен раскатной рольганг 7, далее ножницы 8, затем транспортный рольганг 9, длина которого не меньше длины наибольшего раската, за рольгангом следует уборочное устройство 10. Причем рольганги 1, 4, 7 и 9 составляют один общий рольганг.
Формула изобретения
п
Источники информации, принятые во внимание при экспертизе
iUZ.I
