(54) СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСЫ С УШИРЕНИда
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Способ горячей прокатки полос | 1984 |
|
SU1176981A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| Способ горячей прокатки широких полос | 1980 |
|
SU973196A1 |
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
| Стан для горячей прокатки полосы | 1981 |
|
SU973209A1 |
| Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана | 1988 |
|
SU1532105A1 |
| Способ горячей прокатки полос | 1985 |
|
SU1268218A1 |
| Широкополосный стан горячей прокатки | 1981 |
|
SU1014602A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
. 1 , , .
Изобретение относится к прокатному производству и может быть использовано при строительстве новых и реконструкции действующих широкополосных станов.
В станах, предназначенных для прокатки полос с ушир.ением, например 2500, узким местом является ушцрйтельная клеть, расположенная в черновой группе l . .
Кроме потерь времени на необходимую кантовку слябов уширительная клеть обладает еще рядом недостатков Это - низкая обжимная способность и большие динамические нагрузки на клеть и привод, так как сляб подается в валки широкой гранью, а обжатия в уширительной клети происходит за один проход. Установка же в качестве уширительной реверсивной клети при существующей схеме еще больше снизит производительность стана.
Известен стан для горячей прокатки полосы с уширением, включакиций последовательно установленные черновую и чистовую группы клетей и ушири тельную клеть в составе черновой группы.
Процесс прокатки полос с уширением на известном стане осуществляется следукидим образом. Сляб (заготовка) от окалиноломателя подается к уширительной клети, кантуется на 90 в горизонтальной плоскости, прокатывается в уширительной клети в один проход до требуемой ширины листа, кантуется за клетью до первоначального положения и поступает на дальнейшую прокатку в остальные черновые клети и чистовую группу клетей 2.
Недостаток известного стана состоит в том, что уширительная клеть снижает производительность стана изза необходимости кантовок заготовки.
Цель изобретения - повышение производительности стана для горячей прокатки путем исключения разворотов заготовки.
Указанная цель достигается тем, что уширительная клеть установлена со сдвигом от оси стана и развернута относительно этой оси на 90°.
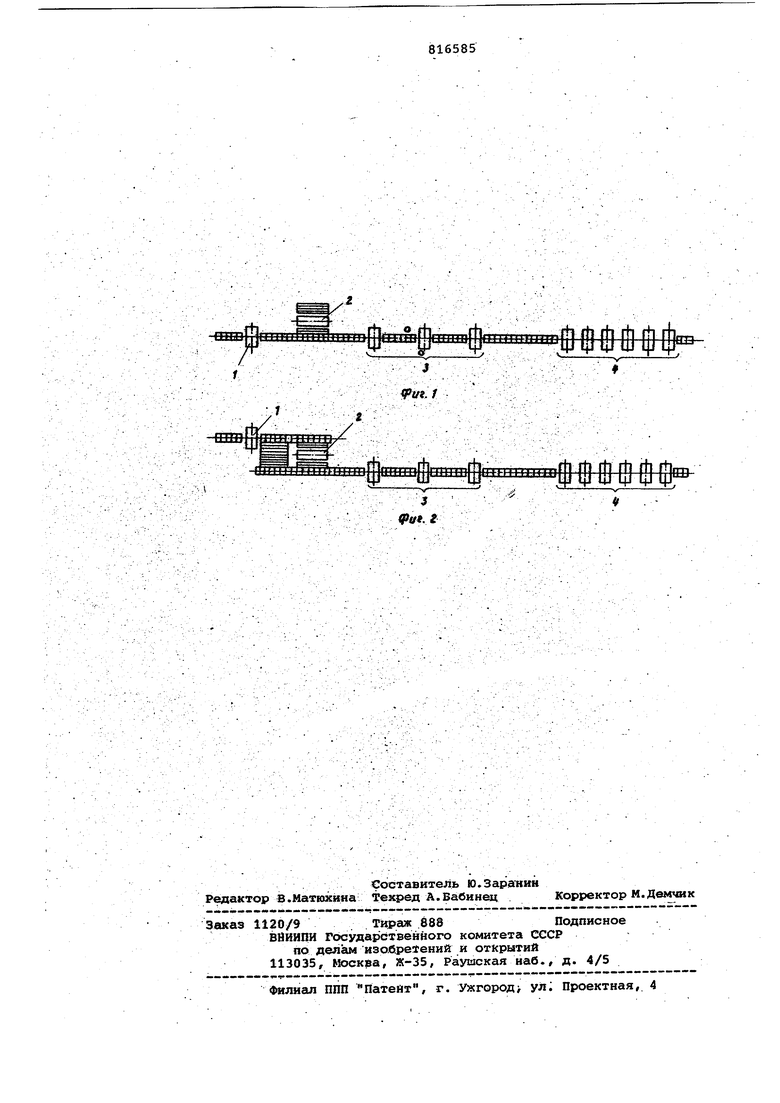
На фиг. 1 представлена схема расположения оборудования стана; на фиг. 2 - то яе, для случая, когда в готовом объеме выпуска стана большую долю составляют полисы, прокатываемые с уширением.
Предлагаемый стан содержит окалиноломатель 1, уширительную клеть 2, черновую группу клетей 3 и чистовую группу клетей 4. Процесс прокатки на предлагаемом стане осуществляется следующим образом. Сляб рт окалиноломателя 1 посту, приемный рольганг уширителг ной клети 2, прокатывается в два прохода в уширительной клети и затем поступает на да льнейшую прокатку в черновые клети 3 и чистовую группу 4 Н р и м е р.Прокатка полосы 8х У2300 tuM из сляба 125x1700 х 2650 мм массой 4,4т. При прокатке на известном стане сляб 125X 1700 X 2650 мм прокатЕлвается за один пропуск в уширительной клети в раскат 92 х 2300 х 2-650 мм. Теоретическая производительность определяется выражением:
ЗбСО-М
а
масса сляба, т;
М
де
t, время цикла прокатки в уширительной клети, с,
ПОАЧов -Оп М П-,
-время подъема поворотного
де
под стола (5,1) ,
-время поворота сляба
пов (1,85);
-время опускания сляба
оп (5Д);
-машинное время прокатки
f в уширительной клети;
t - время пауз между слябами;
де V - скорость прокатки в уширительной клети,. М/С; В - ширина раската, м.
1д принимает 10 с. Время пауз огда
5,1+1,85+2,85+5,1+2,3+10 24,35 с,
a.3||,.V- :
При прокатке по предлагаемому способу сляб раскатывается в два прохода, например 125 -х 1700 X 2650- 106 х 2000 х 2650- 92 X 2300 х 2650 мм
, а.97ь туч
16,3
Таким образом, производительность предлагаемого стана при прокатке полос с уширением возрастает по сравнению с производительностью стана известной конструкции на 45%.
Формула изобретения
Стан дли горячей прокатки полосы с уширением, включающий последовательно установленные черновую и чистовую группы клетей и уширительную, клеть в составе черновой .группы, о т л и ч а ю щ и и с я тем, что, С целью повьииенйя-произаодйтельности путем исключения разворотов заготовки, уширительная клеть установлена со сдвигом от оси стана и развернута относительно этой оси на 9).
Источники-информации, принятые во внимание при .экспертизе
