Изобретение относится к области машиностроения, в том числе к способам и устройствам для финишной обработки деталей сложной пространственной формы, в частности заготовок лопаток газотурбинных двигателей (ГТД).
Заготовки для финишной обработки лопаток газотурбинных двигателей изготавливаются ковкой и штамповкой, затем фрезеруются. При этом удовлетворяются ограничительные требования по точности к толщине заготовки, но не обеспечивается стабильность угла ее закрутки относительно продольной оси и заданная кривизна поверхности. Поэтому для получения готовой лопатки необходима адаптивная финишная обработка абразивным инструментом, учитывающая форму заготовки и обеспечивающая плавность сопряжений между различными видами поверхностей. В качестве финишных операций используется шлифование и полирование - шлифование для обеспечения допустимых геометрических размеров, полирование - для получения требуемого качества поверхности; в настоящее время эти операции выполняются на разных станках.
Известен способ для формирования трехмерной внешней поверхности объекта (патент US 8747188 В2, МПК В24В 49/00 от 24.02.2011), включающий создание 3D-модели объекта и формирование траектории движения инструмента относительно детали по этой модели. Недостатком данного способа является отсутствие возможности обрабатывать каждую поверхность лопатки ГТД оптимальным для этой поверхности способом.
Известен 3D-принтер для послойного изготовления объемных деталей, включающий основание, печатающую головку, закрепленную на каретке, снабженной модулем ее перемещения в плоскости XY, параллельной основанию принтера; рабочий стол, оснащенный устройством подогрева рабочей поверхности, смонтированный в основании и снабженный модулем перемещения по оси Z; расположенные на основании принтера катушки с механизмами подачи расходного материала в печатающую головку, причем устройство для перемещения каретки включает две продольные рельсовые и, по крайней мере, одну поперечную направляющие, продольные направляющие расположены по оси Y и жестко закреплены на основании, поперечная направляющая расположена по оси X между двумя продольными направляющими с возможностью перемещения по ним, а каретка имеет возможность перемещения по поперечной направляющей посредством приводных ремней (патент РФ на полезную модель №164639, кл. B41F 17/00, 2016 г.).
Известно устройство для механической обработки изделий сложной пространственной формы, в которых шлифование производится методом относительного взаимного перемещения привода вращения инструмента относительно обрабатываемой детали (патент RU 2475347 С1, МПК В24В 19/14, В23С 3/18, B25J 9/00 от 23.08.2011). Недостатком данного устройства является отсутствие в нем средств измерения заготовки и, следовательно, невозможность адаптации управляющей программы к изменениям формы заготовки.
Известен также способ изготовления детали с помощью ковки и дальнейшей адаптивной шлифовки (патент RU 2550449 С2, МПК B21K 3/04, В24В 19/14, В24В 21/16 от 26.06.2009). После операции ковки измеряют геометрические характеристики заготовочной детали и сравнивают их с соответствующими размерами теоретической модели, задающей геометрические характеристики готовой детали. На поверхности заготовочной детали выделяют зоны несоответствия (рассогласования) размеров и определяют количество материала, которое необходимо удалить в каждой из таких зон для устранения этого несоответствия. Заготовочную деталь шлифуют абразивной лентой. При этом количеством удаляемого материала управляют за счет изменения скорости движения детали относительно абразивной ленты в продольном направлении детали в соответствии с заранее установленными соотношениями, полученными калибровкой.
Недостатком данного способа является отсутствие возможности обработки поверхности сопряжения замковой части и пера лопатки и отсутствие возможности бесконтактных измерений размеров заготовки оптической системой контроля.
Наиболее близким техническим решением по отношению к предложенному по совокупности существенных признаков является способ финишной обработки лопатки газотурбинного двигателя и устройство для его осуществления (патент РФ №2629419 от 25.02.2016, МПК В24В 19/14). Способ включает измерение геометрических характеристик заготовки лопатки, сравнение измеренной формы заготовки с теоретической формой готовой лопатки, определение областей заготовки лопатки для полирования, формирование траектории движения инструмента, установление режимов резания для полирования на основе измеренных данных и выполнение полирования, отличающийся тем, что геометрические параметры заготовки лопатки измеряют с помощью оптической системы контроля, а определение областей заготовки для полирования производят путем математического наложения по меньшей мере, одной из допустимых математической моделью поверхностей готовой лопатки и измеренной поверхности заготовки, при этом для полирования используют инструмент в виде полировального круга, имеющего совмещенные на нем коническую, тороидальную и вторую коническую режущие поверхности, предназначенные для обработки участков поверхности лопатки, соответственно спинки и корыта, вогнутой поверхности сопряжения полки и поверхности полки, а формирование траектории движения инструмента и установление режимов резания осуществляют для упомянутых режущих поверхностей полировального круга, причем полирование упомянутых областей на участках заготовки лопатки ведут соответствующими режущими поверхностями полировального круга с помощью двух манипуляторов для относительного перемещения заготовки и круга. Устройство, реализующее данный способ, содержит измерительный модуль, приводы перемещения заготовки лопатки и вращения инструмента для полирования, а также содержит манипуляционную систему с двумя манипуляторами для отдельного перемещения приводов вращения инструмента и перемещения заготовки, а измерительный модуль выполнен в виде оптической системы контроля геометрических характеристик заготовки, включающей систему числового управления упомянутыми манипуляторами, при этом в качестве инструмента использован полировальный круг, выполненный с совмещенными конической, тороидальной и второй конической режущими поверхностями, предназначенными для обработки соответственно спинки и корыта лопатки, вогнутой поверхности сопряжения ее полки и поверхности полки.
Недостатками перечисленных технических решений являются:
- или полное отсутствие измерительной системы, или сложность измерения геометрии заготовки, в том числе из-за разных условий закрепления заготовки для измерения, что требует адаптации измерительной системы к каждой заготовке.
- низкая производительность получения готовых деталей из-за необходимости выполнения нескольких вспомогательных операций - переустановок заготовок.
Преимуществами предлагаемого технического решения являются:
- операции финишной обработки - шлифование, полирование, а также предварительное и окончательное измерения заготовки и детали производят за один установ, что обеспечивает уменьшение ошибок базирования и увеличивает точность изготовления детали;
- высокая точность измерения геометрии заготовки за счет привязки расположения измерительного модуля к каретке и рабочему инструменту.
- высокая производительность за счет уменьшения количества технологических операций (измерения, переустановки и т.д.)
- возможность выполнять операции финишной обработки - и шлифования и полирования за одну установку;
- возможность выполнять измерения (до обработки и контрольное измерение после обработки) без переустановки заготовки-детали;
- возможность выбирать вариант установки заготовки (консоль или с двумя закрепленными концами в зависимости от жесткости или размеров лопатки);
- возможность применять разные способы (технологии) измерения геометрии заготовок;
- возможность контролировать и макрогеометрию (размеры) и микрогеометрию (шероховатость поверхности) за одну установку детали;
- более жесткая конструкция станка и всей системы СПИД, позволяющая использовать повышенные режимы обработки (или обеспечивать меньшие уровни вибрации на сравнимых по производительности режимах обработки);
- наличие встроенного инструментального магазина револьверного типа позволяет выполнять обработку деталей разными инструментами;
- большая зона сервисного обслуживания;
- более простая система управления;
- наличие в системе управления функции расчета примерного времени обработки для синхронизации подачи в зону обработки очередной заготовки;
- возможность параллельной работы двумя инструментами (одновременное шлифование и полирование);
- наличие инструментального магазина и узла правки инструмента;
- возможность использования выдвижной каретки только для перемещения детали (ручная и автоматическая установка) для ускорения подачи заготовки в зону обработки;
- возможность проводить обработку с использованием смазочно-охлаждающей жидкости и без нее;
- наличие варианта встраивания измерительной системы в стойки портала;
- возможность использования дополнительной поддерживающей нижней опоры, соединенной с кареткой, для увеличения жесткости заготовки лопатки;
- возможность поворота детали вокруг оси Z (для круга);
- возможность обработки диска с лопатками в сборе.
Задача, на решение которой направлено заявленное изобретение, заключается в выполнении высокопроизводительной финишной операции обработки поверхностей лопатки ГТД при учете особенностей геометрии детали.
Для достижения поставленной цели предложен способ финишной обработки заготовки лопатки газотурбинного двигателя, включающий измерение геометрических характеристик заготовки, сравнение измеренной формы заготовки с теоретической формой готовой детали, определение областей заготовки для финишной обработки, формирование траектории движения рабочего инструмента, установление режимов резания на основе измеренных данных и выполнение финишной обработки, при этом используют рабочий инструмент в виде круга. В предложенном способе заготовку перемещают в зону обработки и производят сканирование геометрических параметров заготовки в ортогональных координатах в поперечном, продольном и вертикальном направлениях по осям Y, X, Z с помощью измерительного модуля путем равномерного перемещения его вдоль оси вращающейся заготовки, после чего данные измеренной формы заготовки передают в блок управления, в котором производят математическую обработку данных, сравнение измеренной формы заготовки с теоретической формой детали и определение множества областей для механической обработки заготовки, на основании чего выполняют обработку заготовки рабочим инструментом путем совместного перемещения рабочего инструмента по трем ортогональным координатам Y, X, Z, при этом осуществляют снятие текущих параметров обработки заготовки при помощи силомоментного датчика, которые передаются в блок управления для выработки команд управления. При проведении всех операций рабочий инструмент вращают относительно продольной оси корпуса X, а заготовку во время обработки поворачивают относительно ее продольной оси с возможностью фиксации ее в определенном положении.
Также предлагается устройство, в котором реализуется новый способ для финишной обработки лопатки газотурбинного двигателя, содержащее основание, на котором установлен портал с размещенными на нем заготовкой, режущим инструментом, измерительным блоком и приводами перемещения инструмента и заготовки, связанные с измерительным блоком и блоком управления. Портал выполнен подвижным относительно основания с возможностью продольного перемещения по оси Y и на нем установлены манипулятор подачи заготовки, измерительный блок и каретка поперечного перемещения по оси X с закрепленным на ней корпусом под установку сменного рабочего инструмента с возможностью вертикального перемещения инструмента относительно оси Z. При этом на корпусе дополнительно установлен силомоментный датчик, связанный с блоком управления, который имеет обратную связь с приводами перемещения портала, каретки, инструмента блока и манипулятора с заготовкой, причем установленном на основании манипулятор подачи заготовки обеспечивает возможность фиксированного положения или вращения заготовки вокруг оси Y в процессе обработки.
Возможен вариант выполнения устройства по схеме с двумя подвижными порталами, на одном портале установлена каретка с обрабатывающим инструментом, а на другом манипулятор с заготовкой и измерительный модуль, причем оба портала базируются на одном основании.
Предложенный способ финишной обработки лопатки газотурбинного двигателя осуществлен в нижеописанном устройстве для обработки сложных геометрических поверхностей, в том числе для финишной обработки лопатки ГТД поясняется следующими иллюстрациями.
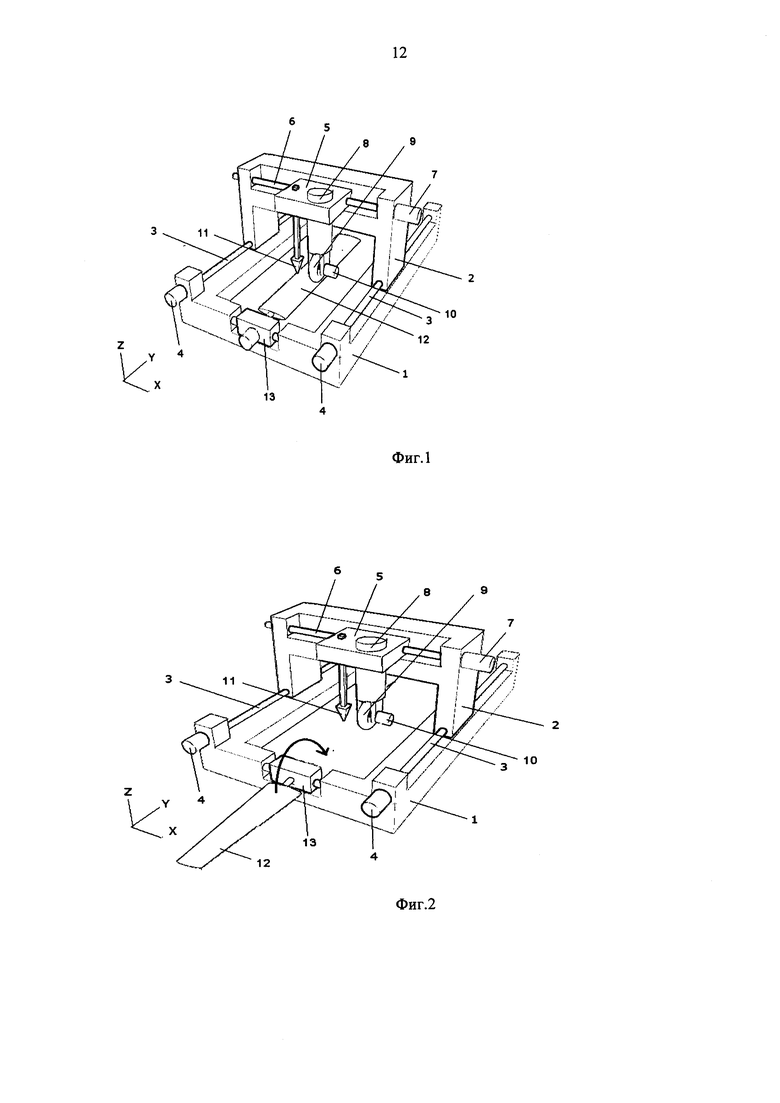
На фиг. 1 показан вид устройства для финишной обработки лопатки ГТД,
на фиг. 2 дана схема устройства при подаче заготовки лопатки в манипуляторе,
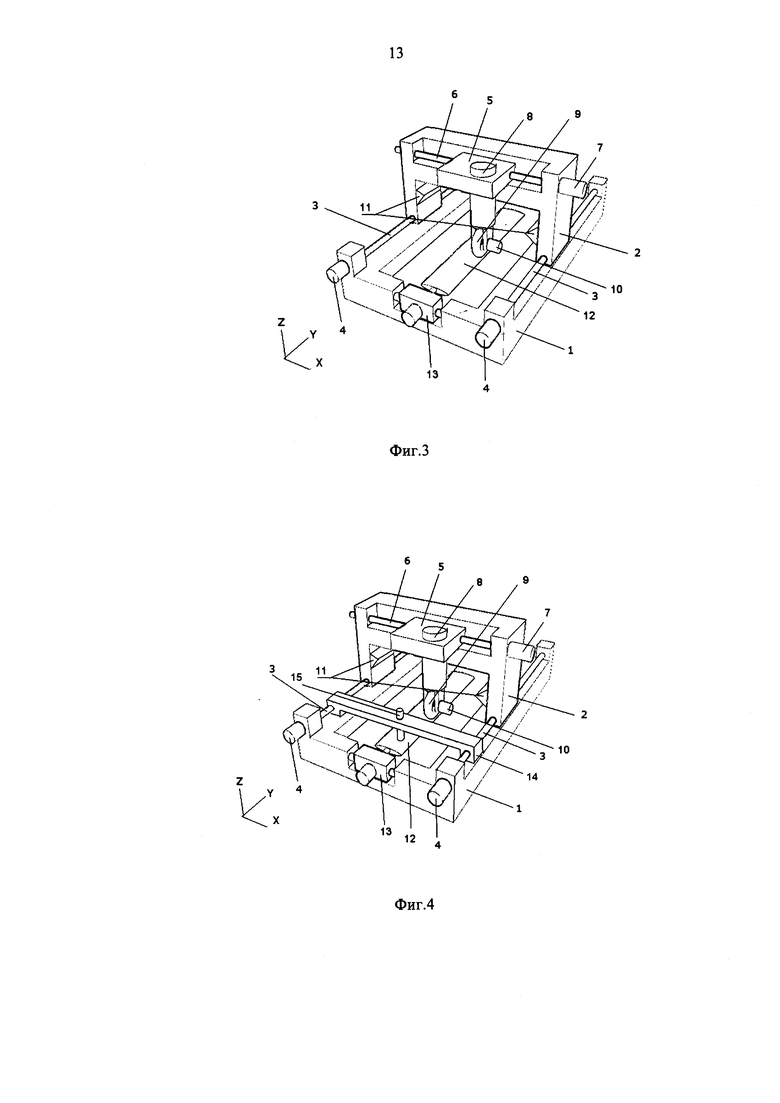
на фиг. 3 показано устройство с расположенным на портале измерительным оптическим модулем,
на фиг. 4 дано устройство с двумя порталами - на одном портале установлена каретка с обрабатывающим инструментом, а на другом измерительный модуль.
На основании 1 расположен портал 2 с возможностью перемещения по оси Y относительно основания 1 при помощи шарико-винтовых передач (ШВП) 3 и шаговых двигателей 4 на рельсовых линейных направляющих (на рисунке не показаны) (Фиг. 1). Каретка 5 расположена на портале 2 с возможностью перемещения по оси X при помощи ШВП 6 и шагового двигателя 7. На каретке 5 размещен корпус 8 с рабочим инструментом 9, например, шлифовальным или полировальным кругом, приводимым во вращение двигателем 10. Корпус 8 выполнен с возможностью перемещения по оси Z и поворота относительно этой оси при помощи двигателя (на рисунке не показан). На корпусе 8 размещен также силомоментый датчик (на рисунке не показан), связанный с рабочим инструментом 9. На каретке 5 размещен также датчик измерения геометрических координат 11 поверхности заготовки лопатки ГТД - детали 12. Система измерения геометрических координат детали - измерительный модуль 11 установлена с возможностью перемещения по оси Z относительно каретки 5. Измерительный модуль 11 может быть выполнен как оптическим, так и механическим. Заготовка лопатки 12 закреплена в манипуляторе подачи заготовок 13 с возможностью вращения относительно оси X и Y при помощи двигателей (на рисунке не обозначены). Силомоментный датчик, измерительный модуль 11, двигатели 4, 7 и двигатель корпуса 8 соединены с блоком управления (на рисунке не показан), который обрабатывает информацию полученную с силомоментного датчика и измерительного модуля 11 и вырабатывает управляющие команды для перемещения рабочего инструмента.
Устройство может быть выполнено с измерительным оптическим модулем с передающей и приемной частью 11 (фиг. 3) расположенным на портале 2. Устройство снабжено двумя порталами 2 и 14 (фиг. 4) - на портале 2 установлена каретка 5 с обрабатывающим инструментом 9, а на портале 14 измерительный модуль 15, выполненный, например, в виде щупа.
Способ и устройство реализуются следующим образом.
Заготовку 12 перемещают к устройству при помощи, например робота (на рисунках не показан), затем производят ее размещение в зажимном приспособлении (на рисунке не показано) манипулятора подачи заготовок 13 и осуществляют поворот на 180 градусов (фиг. 2), тем самым, перемещая ее в зону обработки. Производят измерение геометрических характеристик заготовки лопатки оптической или механической системой измерения геометрических координат детали 11 путем перемещения измерительного модуля 11 по оси Z и каретки 5 по оси X и портала 2 по оси Y (фиг. 1). Также возможно бесконтактное измерение координат поверхности детали 12 измерительным модулем 11 путем перемещения каретки 5 по оси X и портала 2 по оси Y.
Данные измеренной формы детали 12 передаются в блок управления устройством (на рисунке не показан), где производится сравнение измеренной формы заготовки 12 с теоретической формой детали и определение множества областей для обработки данной заготовки, а также определение траектории и режимов резания для рабочего инструмента 9. Затем выполняют обработку заготовки 12 рабочим инструментом 9 при движении корпуса 8, портала 2 и каретки 5. Параметры обработки заготовки 12 при помощи силомоментного датчика передаются в систему управления станком для выработки команд управления. При необходимости после обработки проводят контроль геометрических размеров заготовки при помощи измерительного модуля 11. В случае достижения необходимой точности изготовления блок управления отправляет заготовку 12 на дальнейшие технологические операции, в противном случае - на повторную обработку.
Способ реализуется также при помощи измерительного оптического модуля 11, который скрепляют с порталом 2 (фиг. 3). Измерительный оптический модуль 11 состоит из приемной и излучающей части, например лазерного излучателя и линейки фотоэлементов. Портал 2 движется относительно заготовки 12 и измерительный оптический модуль 11 сканирует геометрические параметры заготовки 12, после чего блок управления формирует управляющие команды на движение портала 2 по оси Y, движение каретки 5 по оси X, движение корпуса 8 с рабочим инструментом 9 по оси Z, а также регулирует частоту вращения и усилие прижима рабочего инструмента 9 к поверхности детали 12.
Способ реализуется также при помощи измерительного модуля 15, который скрепляют с порталом 14 (фиг. 4), который может двигаться по оси Y. Измерительный модуль 15 выполнен например в виде щупа и выполнен с возможностью перемещения вдоль оси X относительно портала 14. Вначале измерительный модуль 15 сканирует поверхность заготовки 12, с последующей выработкой управляющих команд на движение корпуса 8 с рабочим инструментом 9
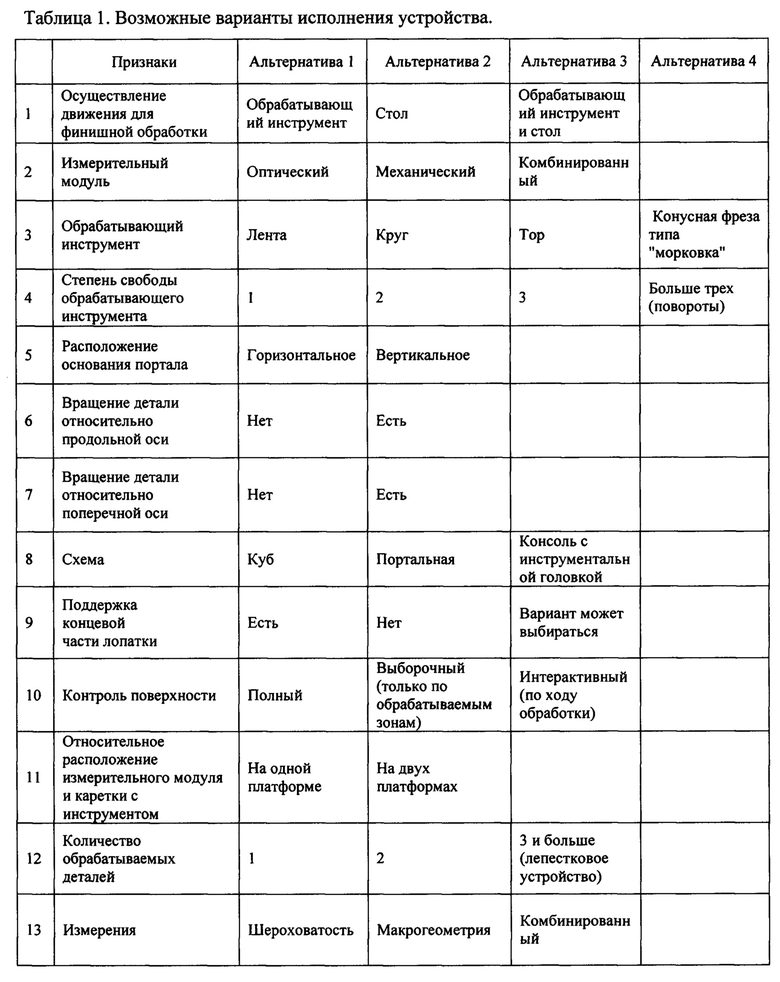
Блок управления станка управляет процессом измерения и обработкой заготовок. Возможные варианты исполнения устройства приведены в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2629419C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1992 |
|
RU2008172C1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2012 |
|
RU2504468C1 |
| НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2023 |
|
RU2819772C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТКИ ГТД ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
Изобретение относится к области машиностроения и может быть использовано для финишной обработки деталей сложной пространственной формы, в частности лопаток газотурбинных двигателей (ГТД). Заготовку перемещают в зону обработки и производят сканирование геометрических параметров заготовки в ортогональных координатах в поперечном, продольном и вертикальном направлениях с помощью измерительного модуля. Полученные данные передают в блок управления, в котором производят математическую обработку данных, сравнение с теоретической формой детали и определение множества областей для обработки заготовки с помощью рабочего инструмента при его перемещении по трем ортогональным координатам. Осуществляют снятие текущих параметров обработки заготовки с помощью силомоментного датчика, которые передаются в блок управления для выработки команд управления. При этом на основании устройства установлен портал с размещенными на нем заготовкой, рабочим инструментом, измерительным блоком и приводами перемещения инструмента и заготовки, связанными с измерительным блоком и блоком управления. В результате обеспечивается высокопроизводительная финишная обработка поверхностей лопаток ГТД. 2 н. и 3 з.п. ф-лы, 4 ил., 1 табл.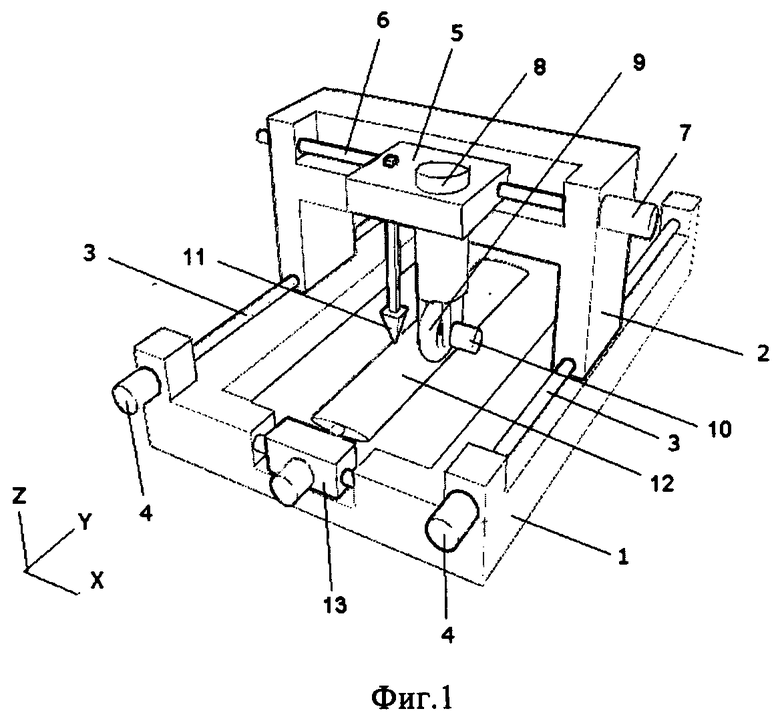
1. Способ финишной обработки заготовки лопатки газотурбинного двигателя, включающий измерение геометрических характеристик заготовки, сравнение измеренной формы заготовки с теоретической формой готовой детали, определение областей заготовки для финишной обработки, формирование траектории движения рабочего инструмента, установление режимов резания на основе измеренных данных и выполнение финишной обработки с помощью рабочего инструмента в виде круга, отличающийся тем, что заготовку перемещают в зону обработки и производят сканирование геометрических параметров заготовки в ортогональных координатах в поперечном, продольном и вертикальном направлениях по осям Y, X, Z с помощью измерительного модуля путем равномерного перемещения его вдоль оси вращающейся заготовки, после чего данные измеренной формы заготовки передают в блок управления, в котором производят математическую обработку данных, сравнение измеренной формы заготовки с теоретической формой детали и определение множества областей для финишной обработки заготовки, на основании чего выполняют обработку заготовки упомянутым рабочим инструментом путем его перемещения по трем ортогональным координатам Y, X, Z, при этом осуществляют снятие текущих параметров обработки заготовки с помощью силомоментного датчика, которые передают в блок управления для выработки команд управления.
2. Способ по п. 1, отличающийся тем, что рабочий инструмент вращают относительно продольной оси его корпуса.
3. Способ по п. 1, отличающийся тем, что заготовку во время обработки поворачивают относительно ее продольной оси с возможностью фиксации в определенном положении.
4. Устройство для финишной обработки заготовки лопатки газотурбинного двигателя, содержащее основание, на котором установлен портал с размещенными на нем заготовкой, рабочим инструментом, измерительным блоком и приводами перемещения инструмента и заготовки, связанными с измерительным блоком и блоком управления, отличающееся тем, что портал выполнен подвижным относительно основания с возможностью продольного перемещения по оси Y, на нем установлены манипулятор подачи заготовки, измерительный блок и каретка поперечного перемещения по оси X с закрепленным на ней корпусом для установки сменного рабочего инструмента с возможностью вертикального перемещения инструмента относительно оси Z, при этом на корпусе дополнительно установлен силомоментный датчик, связанный с блоком управления, который имеет обратную связь с приводами перемещения портала, каретки, инструмента и манипулятора с заготовкой, причем установленный на основании манипулятор подачи заготовки обеспечивает возможность фиксированного положения заготовки или вращения ее вокруг оси Y в процессе обработки.
5. Устройство по п. 4, отличающееся тем, что оно снабжено установленным на основании дополнительным подвижным порталом, на котором установлен измерительный модуль.
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2629419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ДЕТАЛИ С АДАПТИВНОЙ ШЛИФОВКОЙ | 2010 |
|
RU2550449C2 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2012 |
|
RU2504468C1 |
| Микрофон для волоконно-оптической линии связи | 1987 |
|
SU1525949A2 |

