1
Изобретение относится к оптико-Механической промышленности и может быть применено для производства асферических и сферических поверхностей.
Известен способ обработки асферических поверхностей, при котором вращающейся заготовке и вращающемуся сферическому инструменту сообщают относительное перемещение вдоль оси вращения заготовки.
Однако такой способ ие обеспечивает необходимого качества оптической поверхности.
С целью повышения точности обработки по пред.тагаемому способу ось вращения инструмента с радиусом, равным одному из экстремальных значений радиуса кривизны обрабатываемой поверхности, располагают перпендикулярно оси вращения заготовки и сообщают дополнительное относительное перемещение в направлении, перпендикулярном обеим осям вращения.
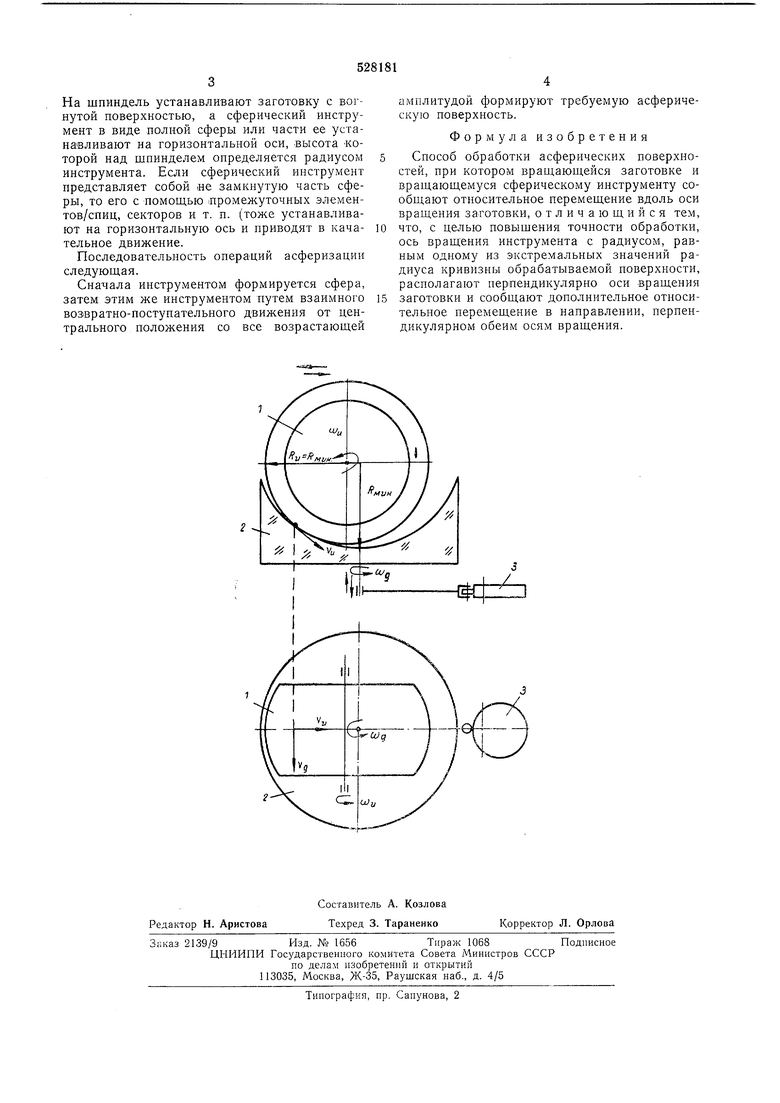
На чертеже изображена одна из возможных схем реализации предлагаемого способа.
На чертеже даны следующие обозначения: 1 - сферический инструмент; 2 - заготовка; 3 - устройство для распределения времени работы по зонам.
Ио предлагаемому способу асферическая поверхность получается путем абразивной обработки вращающейся заготовки экваториальной частью сферического инструмента. Для
формирования заданной асферичности деталь или сферический инструмент перемещают в направлении, перпендикулярном обеим осям вращения. Ири этом в пятне касания поверхности имеют взаимно перпендикулярное направление движений. Вследствие этого они взаимно исправляют друг друга каас по кольцевым зонам, так и в меридианальном (радиальном) направлениях, т. е. происходит процесс притира по площади, правда, в пределах площади пятна касания.
Для увеличения площади пятна касания соприкасающиеся поверхности имеют кривизну разного знака и наи.меньшую разность их радиусов. Так как пределом минимума разности радиусов является их равенство, то сферический инструмент должен иметь радиус, равный одному из экстремальных значени) радиуса кривизны асферической поверхности. Поэтому инструмент должен быть выпуклый с радиусом, равным наименьшему радиусу кривизны обрабатываемой вогнутой поверхности, и вогнутый с радиусом, равным наибольшему радиусу кривизны обрабатываемой выпуклой поверхности.
Предложенный способ может быть реализован, например, на базе шлифовально-полировального станка с вертикальной осью вращения щпинделя и со степенями свободы как вдоль оси, так и перпендикулярно обеим осям.
На шпиндель устанавливают заготовку с вогнутой поверхностью, а сферический инструмент в виде полной сферы или части ее устанавливают на горизонтальной оси, высота которой над шпинделем определяется радиусом инструмента. Если сферический инструмент представляет собой .не замкнутую часть сферы, то его с помощью промежуточных элементов/сниц, секторов и т. п. (тоже устанавливают на горизонтальную ось и приводят в качательное движение.
Последовательность операций асферизации следующая.
Сначала инструментом формируется сфера, затем этим же инструментом путем взаимного возвратно-поступательного движения от центрального положения со все возрастающей
амплитудой формируют требуемую асферическую поверхность.
Формула изобретения
Способ обработки асферических поверхностей, при котором вращающейся заготовке и вращающемуся сферическому инструменту сообщают относительное перемещение вдоль оси вращения заготовки, отличающийся тем, что, с целью повышения точности обработки, ось вращения инструмента с радиусом, равным одному из экстремальных значений радиуса кривизны обрабатываемой поверхности, располагают перпендикулярно оси вращения заготовки и сообщают дополнительное относительное перемещение в направлении, перпендикулярном обеим осям вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ обработки оптических деталей с асферическими поверхностями | 1976 |
|
SU650789A1 |
| Станок для обработки криволинейных поверхностей | 1989 |
|
SU1741971A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Способ обработки оптической поверхности | 1979 |
|
SU881015A1 |
| Способ обработки асферических поверхностей деталей | 1974 |
|
SU542626A1 |
| Устройство для шлифования и полирования асферических поверхностей оптических деталей | 1982 |
|
SU1098764A1 |
