Изобретение относится к преимущественно плоскому шлифовальнику, содержащему материал-носитель и нанесенный на материал-носитель шлифовальный материал, закрепленный на материале-носителе.
Такие шлифовальники широко представлены на рынке, например, в виде шлифовальных дисков или шлифовальных цветков и применяются в эксцентриковых шлифовальных машинах, вибрационных шлифовальных машинах, машинах с резиновым амортизатором или другом подобном оборудовании для обработки самых различных поверхностей.
В частности, их используют, например, в автомобильной промышленности для постобработки дефектов лакированных поверхностей. Для этого применяются шлифовальники с шлифовальными материалами различной зернистости, которые в процессе ручного или машинного перемещения параллельно обрабатываемой поверхности снимают перепады по высоте. Процесс шлифовальной обработки осуществляют всухую или с использованием сходных с водой жидкостей. Подвергаемую постобработке лакированную поверхность последовательно полируют до зеркального блеска, используя вращающийся полировальный диск и полировальную пасту.
Задачей такой постобработки является получение в конечном итоге лакированной поверхности, плоскость которой абсолютно параллельна подстилающему материалу-носителю и которая по блеску и по структуре ничем не отличается от прилегающей необработанной лаковой поверхности.
Выполнение такой операции оказывается затруднительным, если обрабатываемая поверхность выполнена вогнутой. В этом случае вокруг обрабатываемой поверхности, обычно небольшой площади, внешние края шлифовального материала оставляют значительные по площади следы шлифования и истирания в форме круглого кольца или полумесяца.
Кроме того, образование линейных или серповидных углублений может происходить и при обработке плоских поверхностей из-за не совсем параллельного размещения шлифовальника на поверхности и связанного с этим заметного износа краев шлифовальника, что становится причиной значительного повышения стоимости постобработки.
Из документа DE 10305189 А1 известна конструкция из шлифовального диска и шлифовального круга ротационной шлифовальной машины, в которой внешняя кольцеобразная область выполнена более эластичной, чем прилегающая центральная часть. Такое решение направлено на высокую приспособляемость к неплоскому профилю. Однако остается риск того, что в случае некорректного размещения произойдет нежелательное срезание лакированной поверхности краем шлифовального круга.
Из DE 2805288 А1 известен диск из абразивной шкурки, на тыльной стороне которого размещен усиливающий слой гибкого материала, предпочтительно выступающий за край диска, что должно защищать от появления борозд, прошлифованных краем диска. По существу, однако, даже такое решение не устраняет полностью риска появления борозд, например, оно не работает в случае отрыва гибкого материала.
Наконец, из DE 4440034 А1 известен шлифовальник, область внешнего края которого выполнена с зоной из эластичного материала. Зона эластичного материала служит главным образом для предотвращения отрыва агломерированных или отдельных шлифовальных зерен от края шлифовальника.
Задачей настоящего изобретения является простое и экономичное усовершенствование типового шлифовальника, с надежным предотвращением образования нежелательных борозд.
Указанная задача решена в шлифовальнике, охарактеризованном признаками п.1 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Изобретением предусмотрены различные варианты выполнения безабразивной краевой области шлифовальника.
Предусмотрено выполнение материала-носителя без шлифовального материала в краевой области, то есть наличие шлифовального материала только в по существу внутренней части, ограниченной краевой областью, так чтобы этот безабразивный боковой край был образован материалом-носителем, имеющим сглаженную поверхность.
В соответствии с еще одним вариантом предусмотрено выполнение безабразивной краевой области из материала, сглаживающего структуру шлифовального материала.
При этом как в случае обработки кривой поверхности, так и в случае неровного размещения шлифовальника на обрабатываемой поверхности предотвращено врезание внешних краев шлифовальника в поверхность. При использовании предлагаемого шлифовальника съем материала происходит только посредством центральной части шлифовальника, прилегающей изнутри к его краю.
Сглаживание структуры шлифовального материала можно выполнить путем полного покрытия его краевой области сглаживающим материалом или путем заполнения сглаживающим материалом пор между зернами шлифовального материала. В обоих случаях обработанные таким образом участки лишены абразивных свойств.
Еще одним предпочтительным вариантом предусмотрено, что сглаживающий материал представляет собой минеральный или полимерный материал. В качестве наиболее предпочтительного минерального материала можно использовать гипс, а в качестве наиболее предпочтительного полимерного материала - двухкомпонентный лак или двухкомпонентную полиэфирную смолу. При выборе этого материала важно обратить внимание на то, чтобы он выдерживал тепло, образующееся в процессе трения, сопровождающего шлифование.
Согласно изобретению предпочтительная толщина слоя сглаживающего материала составляет от 30 до 40 мкм. В зависимости от размера зерна шлифовального материала такая толщина слоя обеспечивает либо полное покрытие отдельных зерен шлифовального материала, либо, по меньшей мере, заполнение пор между отдельными зернами. Тем самым шлифовальник лишен своих абразивных свойств в обработанной таким образом краевой области.
Материал, который сглаживает структуру шлифовального материала, можно нанести, используя, например, шелкографию, тампопечать, лакировку напылением, клеймение, намазывание, макание или приклеивание. По существу пригоден любой способ, посредством которого сглаживающий материал можно равномерно нанести на краевую область шлифовальника.
По предпочтительному варианту осуществления изобретения материалом-носителем шлифовальника служит ткань, бумага, синтетическая пленка или несущая пластина.
В качестве синтетической пленки особенно предпочтительна пленка из поливинилхлорида (ПВХ).
Предпочтительно использовать для крепления шлифовального материала на материале-носителе вяжущее средство.
На сторону материала-носителя, обращенную от шлифовального материала, предпочтительно нанести соединительный элемент для соединения шлифовальника со шлифовальным аппаратом, например с эксцентриковой шлифовальной машиной или с вибрационной шлифовальной машиной. Для этого применимы, например, клеящие средства, которые могут быть покрыты защитной пленкой до использования шлифовальника. В альтернативном варианте шлифовальник можно крепить к шлифовальной машине с помощью текстильной липучки из ленты микрокрючками и ленты с петлями.
Шлифовальный материал предлагаемого шлифовальника имеет зернистость в диапазоне между 2500 и 7000, предпочтительно 3000. Зерна указанного диапазона особенно хорошо подходят для постобработки лакированных поверхностей, например кузовов автомобилей.
Материал-носитель предлагаемого шлифовальника имеет толщину от 30 до 70 мкм, в частности предпочтительна толщина 50 мкм.
Далее изобретение подробно описывается на примере его осуществления, со ссылками на прилагаемые чертежи, на которых:
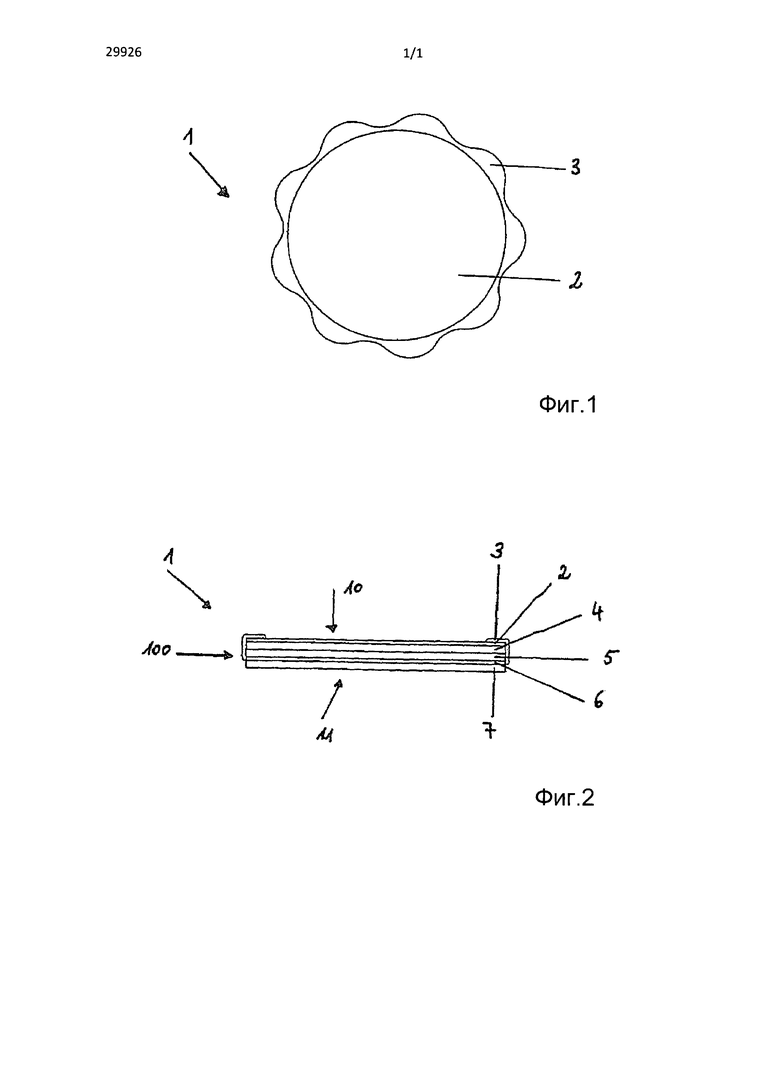
фиг.1 - вид сверху примерного варианта осуществления предлагаемого шлифовальника, реализованного в виде абразивного цветка;
фиг.2 - шлифовальник с фиг.1 в разрезе.
На фиг.1 и 2 предлагаемый шлифовальник обозначен в целом номером позиции 1. Шлифовальник 1 применим, например, в автомобильной промышленности для постобработки дефектов лакированной поверхности. Шлифовальник 1 выполнен в виде абразивного цветка с волнистым краем. Такое решение обладает преимуществом при обработке переходов между поверхностями разной кривизны. Шлифовальник 1 имеет верхнюю сторону 10, нижнюю сторону 11 и край 100.
Шлифовальник 1 выполнен многослойным. В середине расположен материал-носитель 5 из ткани. На материале-носителе закреплено с помощью вяжущего средства 4 зерновое покрытие с зернистостью 3000.
Под материалом-носителем 5 размещен соединительный элемент 6 для надежного крепления шлифовальника 1 к шлифовальному инструменту (не показан), например к эксцентриковой или вибрационной шлифовальной машине. Для защиты соединительного элемента его изначально покрывают защитной пленкой 7, снимаемой перед прикреплением шлифовальника 1 к шлифовальному инструменту.
На краевую область шлифовальника 1 нанесено покрытие из материала 3, сглаживающего структуру шлифовального материала. В данном случае использован гипс, который намазан на край 100 и на область непосредственно у края 100 на шлифовальной верхней стороне 10 шлифовальника 1.
Нанесение гипса обеспечивает закрывание поверхностной абразивной структуры краевой области, поэтому съем материала способна осуществлять уже только центральная часть шлифовального материала. Тем самым значительно уменьшены следы обработки и, соответственно, временные затраты на постобработку.
Отличительной чертой шлифовальника 1 является, в частности, возможность простого и экономичного нанесения сглаживающего материала 3 на уже существующие шлифовальники 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТЫ И ПЛИТА, В ЧАСТНОСТИ ПОЛОВАЯ ПАНЕЛЬ ИЛИ МЕБЕЛЬНАЯ ПЛИТА | 2005 |
|
RU2344940C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ, ПРИГОДНЫЕ ДЛЯ НЕПОСРЕДСТВЕННОГО ДЕКОРИРОВАНИЯ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2008 |
|
RU2464176C2 |
| Способ изготовления сварных соединений из циркониевых сплавов | 2021 |
|
RU2759091C1 |
| Способ пайки твердосплавного инструмента | 1987 |
|
SU1480987A1 |
| Способ изготовления основы информационного диска | 1988 |
|
SU1656590A1 |
| СПОСОБ УХОДА ЗА ТВЕРДОЙ ГЛАДКОЙ ПОВЕРХНОСТЬЮ | 2005 |
|
RU2376125C2 |
| СПОСОБ УХОДА ЗА ТВЕРДОЙ ГЛАДКОЙ ПОВЕРХНОСТЬЮ ПОЛА | 2005 |
|
RU2376124C2 |
| ГИБКОЕ ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2385799C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении шлифовальников, предназначенных, в частности, для устранения дефектов лакированных поверхностей автомобилей. Шлифовальник содержит материал-носитель и нанесенный и закрепленный на нем шлифовальный материал. Шлифовальник выполнен с безабразивным боковым краем, ограничивающим рабочую область шлифовального материала. Безабразивный боковой край образован материалом, нанесенным с обеспечением сглаживания структуры шлифовального материала. В результате обеспечивается качественная постобработка дефектов лакированной поверхности за счет исключения врезания в нее внешних краев шлифовальника. 11 з.п. ф-лы, 2 ил.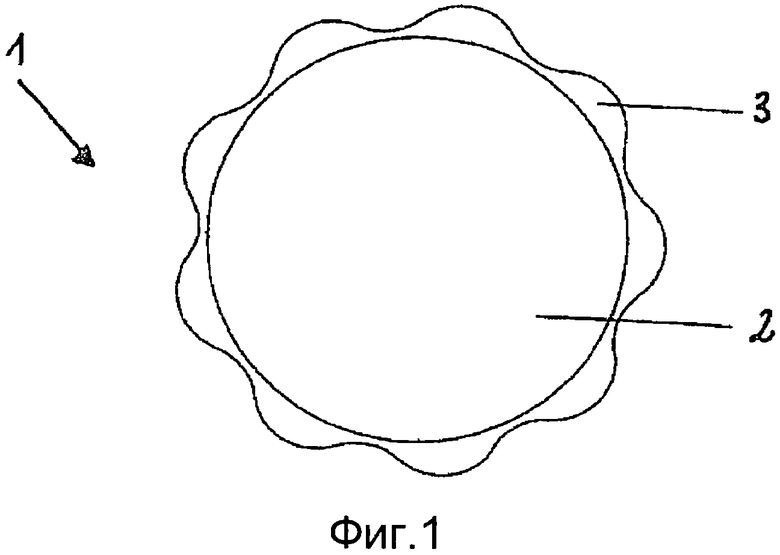
1. Шлифовальник (1), содержащий материал-носитель (5) с нанесенным и закрепленным на нем шлифовальным материалом (2), отличающийся тем, что шлифовальник выполнен с безабразивным краем, ограничивающим по бокам рабочую область с закрепленным шлифовальным материалом (2), причем безабразивный край образован нанесением материала (3), обеспечивающего сглаживание структуры шлифовального материала (2).
2. Шлифовальник (1) по п. 1, отличающийся тем, что нанесенный материал (3) является минеральным или полимерным материалом.
3. Шлифовальник (1) по п. 2, отличающийся тем, что в качестве минерального материала (3) использован гипс.
4. Шлифовальник (1) по п. 2, отличающийся тем, что в качестве полимерного материала (3) использован двухкомпонентный лак.
5. Шлифовальник (1) по п. 2, отличающийся тем, что в качестве полимерного материала (3) использована двухкомпонентная полиэфирная смола.
6. Шлифовальник (1) по любому из пп. 1-5, отличающийся тем, что толщина упомянутого нанесенного материала (3) составляет от 30 мкм до 40 мкм.
7. Шлифовальник (1) по любому из пп. 1-5, отличающийся тем, что упомянутый материал (3) нанесен с помощью шелкографии, тампопечати, лакировки напылением, клеймения, покрытия, макания или приклеиванием.
8. Шлифовальник (1) по любому из пп. 1-5, отличающийся тем, что в качестве материала-носителя (5) использована ткань, бумага, синтетическая пленка или несущая пластина.
9. Шлифовальник (1) по любому из пп. 1-5, отличающийся тем, что шлифовальный материал (2) прикреплен к материалу-носителю (5) посредством вяжущего средства (4).
10. Шлифовальник (1) по любому из пп. 1-5, отличающийся тем, что на сторону материала-носителя (5), которая обращена от шлифовального материала (2), нанесен соединительный элемент (6) для соединения шлифовальника со шлифовальным аппаратом.
11. Шлифовальник (1) по любому из пп. 1-5, отличающийся тем, что шлифовальный материал (2) имеет зернистость в диапазоне между 2500 и 7000, предпочтительно 3000.
12. Шлифовальник (1) по любому из пп. 1-5, отличающийся тем, что материал-носитель (5) имеет толщину от 30 мкм до 70 мкм, предпочтительно 50 мкм.
| US 5203881 A, 20.04.1993 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПАРЫ "МЕТАЛЛ-МЕТАЛЛ" | 2023 |
|
RU2805288C1 |
| Гибкий инструмент для абразивной обработки | 1986 |
|
SU1407781A1 |

