Область техники
Настоящее изобретение относится к способу изготовления горячекатаной кремнистой стали, и более конкретно, к способу повышения качества кромок (снижения количества дефектов на кромках) кремнистой стали при изготовлении горячекатаной кремнистой стали.
Уровень техники
В процессе изготовления горячекатаной кремнистой стали в ходе прокатки легко возникают различные дефекты на кромках, где концентрируются напряжения и изменение температуры является очень резким, что таким образом влияет на качество кремнистой стали в целом, снижает выход продукта и дополнительно снижает производительность. Более конкретно, дефект отслоения на кромках (edge seam defect) является одним из распространенных дефектов кромки горячекатаной кремнистой стали. Исследования показывают, что края и угловые участки плоской заготовки всегда находятся при низкой температуре и в состоянии высокого напряжения и деформации в ходе прокатки; в ходе горизонтальной прокатки направленная внутрь сила трения валка на прокатной детали подвергает металл по углам воздействию сильного напряжения растяжения, и он в итоге течет к верхней поверхности прокатной детали; по мере прохождения прокатки после горизонтальной прокатки заново образованные границы раздела смещают исходные границы раздела гораздо дальше от кромок плоской заготовки, и состояние сильного напряжения растяжения может вызывать возникновение дефекта «черной линии».
В настоящее время известны различные способы устранения указанных дефектов кромки. Например, в патентном документе 1 описана форма для непрерывного литья, в которой боковая стенка для короткой плоской заготовки выполнена в форме круглой дуги, и четыре угла выполнены в виде скругленных углов, чтобы обеспечить боковую поверхность отлитой плоской заготовки с закругленными на круглую дугу углами, предотвратить загибание кромок или углов в процессе горячей прокатки плоской заготовки, избежать быстрого охлаждения кромок и углов, и таким образом устранить дефекты продольной черной линии и отслаивания. В патентном документе 2 описан способ, с помощью которого можно достичь высокого качества поверхности кремнистой стали посредством регулирования температурного градиента между поверхностью плоской заготовки и позицией на определенной глубине кремнистой стали в ходе грубой прокатки и чистовой прокатки. В документе 3 описан профилированный валок и блок калибровочного пресса для плоской заготовки (КППЗ) выпуклого типа для формования вогнутой боковой поверхности плоской заготовки, чтобы избежать возникновения дефектов, и это решение имеет определенные недостатки: на профилированном валке легко могут появляться значительные царапины, и блок КППЗ выпуклого типа может привести к нестабильной вытяжке и, таким образом, к нестабильной прокатке. В документах 4 и 5 описан основной закон течения металла на краях и в углах плоской заготовки в ходе процесса вертикально-горизонтальной прокатки в течение грубой прокатки, с использованием подхода расчета с помощью численного моделирования, и сделаны расчеты в отношении правила влияния различных форм вертикальных валков на течение металла по краям и в углах прокатной детали. Однако результаты исследований не прошли проверочные испытания серийной продукции, а также относятся к улучшенному способу в отношении вытяжки посредством использования вертикального валка при грубой прокатке. В документе 6 предложена другая, модифицированная конструкция вертикального валка прокатного стана для грубой прокатки, чтобы устранить механические повреждения в процессе производства. Кроме того, в производственной практике используемый блок КППЗ также в некоторых случаях был модифицирован для получения вогнутой боковой поверхности плоской заготовки, однако это ограничено нестабильным контактом между блоком КППЗ выпуклого типа и плоской заготовкой, что приводит к асимметричному потоку металла на две стороны и затрудняет регулирование формы плоской заготовки при последующей грубой прокатке.
Однако все доступные в настоящее время документы уровня техники касаются модельных расчетов и фактического улучшения влияния формы вертикального валка и прокатной детали при грубой прокатке на расстояние между дефектом и кромками (расстояние до кромки). В настоящее время отсутствуют сведения об устранении и уменьшении количества дефектов посредством изменения температуры прокатной детали, в частности посредством изменения температуры по поперечному сечению прокатной детали.
Техническая литература
1. Патент на полезную модель (Китай) ZL 200720067413.7.
2. Патент US 5572892 А.
3. YAMAGUCHI HARUO, KUSABA YOSHIAKI, YAMADA TAKEO, Techniques for the Control of Edge Crack Defects of Stainless Steel Sheets, Foreign Steel, 1996 (12): 48-52.
4. Xiong Shangwu, J.M.C. Rodrigues, P.A.F. Martins. Three-dimensional modelling of the vertical-horizontal rolling process [J], Finite Elements in Analysis and Design, 2003, 39: 1023-1037.
5. Xiong Shangwu, Liu Xianghua, Wang Guodong, et al., Three-dimensional thermo-mechanical finite element simulation of the vertical-horizontal rolling process [J]. Journal of Materials Processing Technology, 2011, 11: 89-97.
6. Gao Wenfang, Yan Zhengguo, Song Ping, Rao Kewei, Chen Fangwu, Kong Yongjiang, Research on the Linear Defects along the Edges of Shadow Mask and Chassis Cold-rolled Sheets [J], Steelmaking, 2003, 19 (1).
Краткое описание изобретения
В свете описанных выше технических проблем авторы настоящего изобретения провели множество испытаний, из которых было обнаружено, что существующий уровень количества дефектов кромки кремнистой стали можно значительно понизить путем изменения операции нагревания в процессе изготовления горячекатаной кремнистой стали и что такой уровень количества дефектов можно дополнительно снизить путем изменения операции грубой прокатки. На основании этих обнаруженных фактов было сделано настоящее изобретение.
Более конкретно, целью настоящего изобретения является обеспечение способа изготовления горячекатаной кремнистой стали, с помощью которого можно снизить количество дефектов кромки кремнистой стали посредством изменения операции нагревания и операции грубой прокатки, а также можно получить горячекатаную кремнистую сталь с поверхностью высокого качества.
Более конкретно настоящее изобретение описано ниже.
1. Способ изготовления горячекатаной кремнистой стали, включающий операцию нагревания, операцию грубой прокатки и операцию чистовой прокатки плоской заготовки из кремнистой стали, где указанную операцию нагревания проводят в нагревательной печи, включающей секцию предварительного нагревания, секцию нагревания и секцию выдержки, где
секция предварительного нагревания удовлетворяет следующей формуле (1):

где VТр - скорость роста температуры в секции предварительного нагревания, °C/мин,
t - общее время нагревания плоской заготовки в нагревательной печи, и t=180-240 мин,
TС - начальная температура плоской заготовки при поступлении в печь, °C;
секция выдержки удовлетворяет следующей формуле (2-1) или (2-2):
-10°C≤TS≤30°C (2-1), когда содержание кремния в кремнистой стали составляет 1,5 масс. % или выше,
10°C≤TS≤80°C (2-2), когда содержание кремния в кремнистой стали составляет менее 1,5 масс. %,
где TS - подъем температуры в секции выдержки, т.е. разность между температурой плоской заготовки, которая полностью вынута из печи, и ее температурой в конце секции нагревания, °C; и
подъем температуры в секции нагревания удовлетворяет следующей формуле (3):
подъем температуры в секции нагревания = (температура плоской заготовки, которая полностью вынута из печи, - подъем температуры в секции выдержки) - температура в конце секции предварительного нагревания (3),
где указанная секция предварительного нагревания представляет собой секцию от точки поступления, в которой плоская заготовка поступает в печь, до точки, расположенной на расстоянии 1/6-1/3 длины печи от указанной точки поступления,
указанная секция выдержки представляет собой секцию от точки выхода, в которой плоскую заготовку вынимают из печи, до точки, расположенной на расстоянии 1/6-1/3 длины печи от указанной точки выхода, и
указанная секция нагревания представляет собой секцию, которая находится между секцией предварительного нагревания и секцией выдержки.
2. Способ изготовления горячекатаной кремнистой стали по п. 1, в котором в указанной операции грубой прокатки используют от 1 до 6 проходов указанной вытяжки посредством вертикальной прокатки.
3. Способ изготовления горячекатаной кремнистой стали по п. 2, в котором вытяжка для каждой боковой вытяжки посредством вертикальной прокатки составляет 10-40 см.
4. Способ изготовления горячекатаной кремнистой стали по п. 2, в котором при грубой прокатке используют от 3 до 8 проходов горизонтальной вытяжки при суммарном коэффициенте вытяжки 70-90%.
5. Способ изготовления горячекатаной кремнистой стали по п. 2, в котором период времени от момента сразу после выемки из печи плоской заготовки до момента завершения последнего прохода грубой прокатки не превышает 360 секунд.
6. Способ изготовления горячекатаной кремнистой стали по п. 2, в котором в операции грубой прокатки используют калибровочный пресс для плоской заготовки, при этом боковая вытяжка составляет от 10 до 180 см.
Технический эффект настоящего изобретения
Способ изготовления горячекатаной кремнистой стали согласно настоящему изобретению можно применять для снижения частоты возникновения дефектов кромки кремнистой стали в процессе изготовления и, таким образом, для получения горячекатаной кремнистой стали с поверхностью высокого качества.
Краткое описание чертежей
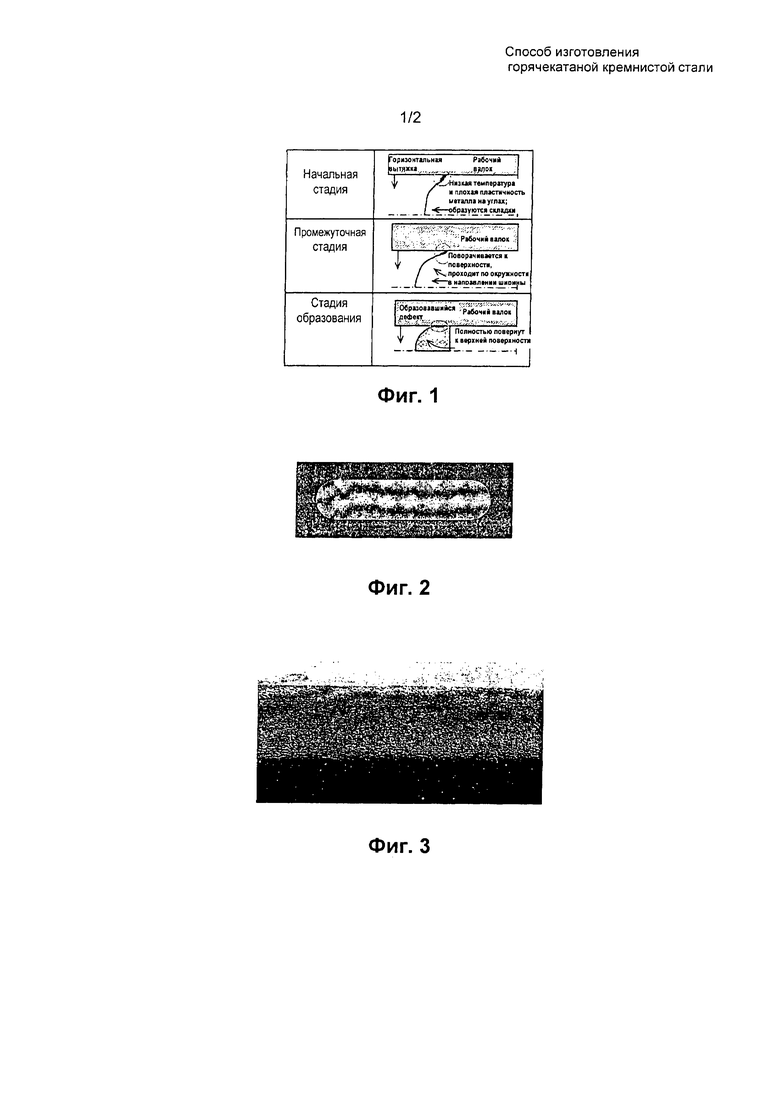
На Фиг. 1 проиллюстрирован принцип течения металла на краях и в углах плоской заготовки при грубой прокатке.
На Фиг. 2 показано распределение температуры в сечении для отлитой плоской заготовки, полученное при операции нагревания по настоящему изобретению.
На Фиг. 3 показана промежуточная плоская заготовка с вогнутой боковой поверхностью, полученной после грубой прокатки посредством способа нагревания по настоящему изобретению.
На Фиг. 4 и Фиг. 5 показаны фотографии дефектов отслоения на кромках горячекатаной кремнистой стали (Фиг. 4 представляет собой фотографию при выявлении дефектов в режиме реального времени, а Фиг. 5 представляет собой фактическую фотографию).
На Фиг. 6 показана фотография кромок кремнистой стали, изготовленной посредством способа нагревания по настоящему изобретению.
На Фиг. 7 показана схема процесса изготовления горячекатаной кремнистой стали.
Лучший вариант осуществления настоящего изобретения
Способ изготовления горячекатаной кремнистой стали в основном включает операцию нагревания, операцию грубой прокатки и операцию чистовой прокатки плоской заготовки из кремнистой стали, и может, при необходимости, дополнительно включать операцию свертывания в рулон, с помощью которой горячекатаную кремнистую сталь можно свертывать с получением рулонов кремнистой стали, т.е. рулонов горячекатаной кремнистой стали.
Авторы настоящего изобретения провели измерения температуры, наблюдения и модельные расчеты исходя из практического производства, на основании чего было сделано заключение. Что касается горячекатаной кремнистой стали, дефекты кромок возникают главным образом из-за того, что при грубой прокатке посредством горизонтальной прокатки и вертикальной прокатки верхние и нижние кромки на боковой поверхности плоской заготовки поворачиваются, соответственно, к верхней и нижней поверхностям (как показано на Фиг. 1). Для различных типов стали существует четыре возможных механизма образования дефектов после того, как кромки поворачиваются к поверхности.
Случай (1)
Для типов стали, имеющих низкую теплопроводность и плохую пластичность: в наиболее значительной степени под воздействием воздушного охлаждения кромки плоской заготовки имеют минимальную температуру, и на них образуются дефекты после прокатки и поворота к поверхности кремнистой стали. Из-за низкой температуры кромок, они не соответствуют окружающим их структурам по сопротивлению деформации, что приводит к образованию трещин при вытягивании в ходе прокатки, и дефекты образуются вдоль направления прокатки при последующей прокатке из-за невозможности сварки.
Случай (2)
Для типов стали, имеющих относительно высокую температуру фазового перехода γ - α: металл на кромках плоской заготовки находится в двухфазной зоне при грубой прокатке, и, учитывая, что напряжение деформации феррита на 1/4 ниже, чем эта величина для аустенитной фазы, и что деформация концентрируется в ферритной фазе, локальная деформация может легко увеличиться в последующем процессе прокатки и привести к полному разрушению, в результате чего образуются дефекты в ферритной фазе.
Случай (3)
Для типов стали, чувствительных к перегреву: дефекты, возникающие вследствие перегрева на кромках и боковой поверхности плоской заготовки, остаются на кромках поверхности стального листа, что приводит к дефекту отслоения на кромках.
Случай (4)
Для типов стали, у которых трудно удалить железную окалину: оксидный слой на кромках плоской заготовки трудно удалить, и он остается на кромках поверхности стального листа, в результате чего возникает дефект отслоения на кромках.
В настоящем изобретение повышение качества кромок горячекатаной кремнистой стали охватывает только операцию нагревания и операцию грубой прокатки, а операция чистовой прокатки не ограничена особым образом, и может быть принята операция чистовой прокатки существующего способа изготовления горячекатаной кремнистой стали.
Ниже представлено подробное описание различных операций, которые задействованы в настоящем изобретении.
1. Операция нагревания
Операцию нагревания осуществляют в нагревательной печи, и нагревательная печь не ограничена особым образом; можно использовать нагревательную печь с шагающим подом, которую обычно применяют в способе изготовления горячекатаной кремнистой стали; форсунка может представлять собой традиционную форсунку или форсунку с регенерацией тепла.
Нагревательная печь для горячекатаной кремнистой стали обычно разделена на секцию предварительного нагревания, секцию нагревания и секцию выдержки. Однако для некоторых нагревательных печей горячей прокатки нового типа такое строгое разделение не принято (например, для печи с импульсным нагреванием), и указанные различные секции по настоящему изобретению определяют, исходя из следующих принципов:
указанная секция предварительного нагревания представляет собой секцию от точки поступления, в которой плоская заготовка поступает в печь, до точки, расположенной на расстоянии 1/6-1/3 длины печи от указанной точки поступления;
указанная секция выдержки представляет собой секцию от точки выхода, в которой плоскую заготовку вынимают из печи, до точки, расположенной на расстоянии 1/6-1/3 длины печи от указанной точки выхода, и
указанная секция нагревания представляет собой секцию, которая находится между секцией предварительного нагревания и секцией выдержки.
Нагревательные характеристики существующей системы нагревания заключаются в том, что секция предварительного нагревания имеет относительно низкую температуру, тогда как секция нагревания имеет относительно высокую температуру, а температура секции выдержки равна температуре выпуска металла, так что теплота, поглощенная плоской заготовкой в нагревательной секции, непрерывно передается во внутреннюю часть, чтобы получить однородное распределение температуры по поперечному сечению плоской заготовки. Однако особый тип кремнистой стали, изготавливаемой с использованием такой системы нагревания, имеет очень высокую частоту возникновения дефекта отслоения на кромках, и эта частота в некоторых случаях превышает 80%, и тогда требуется обрезка кромок для устранения таких дефектов.
В настоящем изобретении операция нагревания должна удовлетворять следующим требованиям:
(1) Оптимизация температуры секции выдержки
Целью является достижение распределения температуры по поперечному сечению плоской заготовки, как показано на Фиг. 2, т.е. достижение относительно высокой температуры поверхности плоской заготовки, в частности, достижение относительно высокой температуры кромок плоской заготовки; при этом преследуют три специальные цели:
1) Устранение дефектов, возникающих в описанном выше случае (1): относительно высокая температура кромок плоской заготовки улучшает ее формовку при грубой прокатке, снижает различие между повернутыми кромками и окружающими их структурами и снижает количество дефектов или позволяет избежать возникновения дефектов.
2) Устранение дефектов, возникающих в описанном выше случае (2): при условии, что кромки плоской заготовки в процессе нагревания достигли относительно высокой температуры, которая выше температуры фазового перехода в процессе грубой прокатки (или фазовый переход происходит до последнего прохода грубой прокатки), устраняют дефекты, возникающие из-за фазового перехода.
3) Уменьшение расстояния между дефектами и кромками из-за высокого поверхностного горизонтального вытягивания в ходе грубой прокатки: верхняя и нижняя поверхности имеют относительно низкое сопротивление деформации из-за высокой температуры и, следовательно, относительно высокое вытягивание происходит в ходе прокатки и снижается расстояние от повернутых кромок до поверхности. Результаты были проверены при фактическом производстве, и на Фиг. 3 показана промежуточная плоская заготовка с вогнутой боковой поверхностью, полученная после грубой прокатки при регулировании процесса нагревания.
Таким образом, в настоящем изобретении секция выдержки удовлетворяет следующей формуле (2-1) или (2-2):
-10°C≤TS≤30°C (2-1), когда содержание кремния в кремнистой стали составляет 1,5 масс. % или выше,
10°C≤TS≤80°C (2-2), когда содержание кремния в кремнистой стали составляет менее 1,5 масс. %,
где TS - подъем температуры в секции выдержки, т.е. разность между температурой плоской заготовки, которая полностью вынута из печи, и ее температурой в конце секции нагревания, °C.
Путем оптимизации температуры секции выдержки можно устранить дефекты, возникающие в вышеописанных случаях (1) и (2).
(2) Повышение температуры секции предварительного нагревания
В настоящем изобретении необходимо повышать температуру секции предварительного нагревания, поскольку температура снижается в последующей секции нагревания; таким образом, чтобы поддерживать одинаковый темп производства, без увеличения времени выдержки плоской заготовки в печи, температура нагревания в других секциях должна быть увеличена, чтобы компенсировать влияние пониженной температуры секции нагревания на поглощение теплоты плоской заготовкой.
Таким образом, секция предварительного нагревания удовлетворяет следующей формуле (1):

где VТр - скорость роста температуры в секции предварительного нагревания, °C/мин,
t - общее время нагревания плоской заготовки в нагревательной печи, и t=180-240 мин,
TС - начальная температура плоской заготовки при поступлении в печь, °C.
(3) Понижение температуры секции нагревания
Понижение температуры секции нагревания может предотвратить перегрев кромок плоской заготовки и избежать линейный дефектов, возникающих в вышеописанном случае (3); кроме того, принимая во внимание, что окислительный процесс ускоряется при высокой температуре нагревания и что составляющие компоненты оксидов также изменяются с ростом температуры, при выемке плоской заготовки из печи может легко образовываться слоистая железная окалина, которую трудно удалить; таким образом, понижение температуры секции нагревания также может позволить избежать дефекта отслоения на кромках, возникающего в вышеописанном случае (4).
Однако в действительности, принимая во внимание разницу времени пребывания в печи и температуру, при которой плоскую заготовку вынимают из печи, в секции нагревания не накладывают особых требований на температуру печного газа, и ее можно определить, исходя из температуры секции предварительного нагревания и подъема температуры в секции выдержки.
При условии, что способ имеет ограничения по способу нагревания секции предварительного нагревания и секции выдержки, температура секции нагревания определяется фактическим производством. Более конкретно, подъем температуры плоской заготовки в секции нагревания удовлетворяет следующей формуле (3):
Подъем температуры плоской заготовки в секции нагревания = (Температура плоской заготовки, вынутой из печи, - Подъем температуры в секции выдержки) - Температура в конце секции предварительного нагревания (3),
где указанная температура плоской заготовки, вынутой из печи, представляет собой температуру плоской заготовки, когда она только что полностью вынута из печи, т.е. целевую температуру нагревания плоской заготовки;
указанный подъем температуры в секции выдержки, как отмечено выше, представляет собой разность между температурой плоской заготовки, когда она полностью вынута из печи, и ее температурой в конце секции нагревания (°C);
указанная температура в конце секции предварительного нагревания представляет собой температуру плоской заготовки, когда она полностью вынута из секции предварительного нагревания.
Температуру печного газа в секции нагревания определяют исходя из роста температуры в секции нагревания, как рассчитано выше, в сочетании с фактическим темпом производства (скорость продвижения вперед плоской заготовки внутри печи).
2. Операция грубой прокатки
В настоящем изобретении различные термины, используемые при описании операции грубой прокатки, определены ниже.
Боковая вытяжка представляет собой фактическую вытяжку по ширине, вызванную деформирующей силой, принимаемой плоской заготовкой в направлении ширины. Деформирующую силу может создавать вертикальный валок или калибровочный пресс для плоской заготовки.
Боковая вытяжка посредством вертикальной прокатки представляет собой фактическую вытяжку плоской заготовки под воздействием вертикального валка, т.е. вытяжку по ширине плоской заготовки после прохождения через вертикальный валок.
Отдельная вытяжка представляет собой вытяжку по ширине плоской заготовки после каждого прохождения через вертикальный валок.
Горизонтальная вытяжка представляет собой деформацию плоской заготовки, вызванную давлением горизонтального валка.
Суммарный коэффициент вытяжки представляет собой отношение (%) выходной толщины плоской заготовки в конце прокатки к ее входной толщине в начале прокатки.
Боковая вытяжка КППЗ представляет собой вытяжку по ширине плоской заготовки после вытяжки посредством КППЗ.
В настоящем изобретении для операции грубой прокатки можно использовать оборудование грубой прокатки, которое обычно используют в существующем способе изготовления горячекатаной кремнистой стали. В качестве оборудования грубой прокатки можно использовать двухвалковый прокатный стан или четырехвалковый прокатный стан.
Что касается установки различных параметров операции грубой прокатки, можно использовать параметры, обычно применяемые в настоящее время, в качестве базисных. Однако, если некоторые параметры операции грубой прокатки установлены, как описано ниже, можно дополнительно снизить частоту возникновения дефектов кромки горячекатаной кремнистой стали.
1) Боковая вытяжка
В настоящем изобретении применяют от 1 до 6 проходов боковой вытяжки посредством вертикальной прокатки, причем вытяжка для каждой боковой вытяжки составляет 10-40 см; предпочтительно применяют 3 прохода боковой вытяжки посредством вертикальной прокатки, при величине отдельной вытяжки, составляющей 30 см.
2) Горизонтальная вытяжка
В настоящем изобретении применяют от 3 до 8 проходов горизонтального валка для вытяжки, с суммарным коэффициентом вытяжки 70-90%.
3) Вода для удаления окалины
Чтобы предотвратить чрезмерное падение температуры поверхности, количество проходов с использованием воды в зоне грубой прокатки регулируют ниже 4, от извлечения плоской заготовки из нагревательной печи до ее помещения на промежуточный роликовый конвейер.
4) Продолжительность грубой прокатки
Чтобы предотвратить чрезмерное падение температуры поверхности, грубая прокатка должна протекать быстро, и период времени между моментом, когда вся плоская заготовка только что вынута из печи, и моментом, когда завершен последний проход грубой прокатки, регулируют в пределах 360 секунд.
5) Калибровочный пресс для плоской заготовки (КППЗ)
При необходимости, в операции грубой прокатки можно использовать КППЗ. Использование блока КППЗ с вогнутым контуром помогает уменьшить расстояние от дефектов до кромок; таким образом, можно снизить степень обрезки кромок в последующей операции, с увеличением выхода. Если используют КППЗ, требуется регулировать боковую вытяжку в пределах диапазона 10-180 см.
3. Операция чистовой прокатки
В способе изготовления горячекатаной кремнистой стали по настоящему изобретению повышение качества кромок горячекатаной кремнистой стали не включает усовершенствование операции чистовой прокатки, поэтому операция чистовой прокатки не ограничена особым образом, и можно использовать оборудование для чистовой прокатки, которое обычно применяют в существующем способе изготовления горячекатаной кремнистой стали, т.е., как правило, прокатный стан с 5-7 четырехвалковыми клетями.
4. Операция свертывания в рулон
Горячекатаную кремнистую сталь по настоящему изобретению, при необходимости, можно свертывать в рулоны горячекатаной кремнистой стали, т.е. рулоны кремнистой стали.
Примеры
Далее технологическая схема настоящего изобретения дополнительно описана в сочетании с примерами и сравнительными примерами, но настоящее изобретение не ограничено этими примерами.
Ниже описаны исходные материалы и оборудование, используемые в процессе производства.
Материалы плоских заготовок: в настоящем изобретении можно использовать плоские заготовки из кремнистой стали с различным содержанием кремния, изготавливаемые компанией Baoshan Iron & Steel Co., Ltd., или аналогичные продукты, продаваемые на рынке.
Нагревательная печь: нагревательная печь с шагающим подом, снабженная форсункой с регенерацией тепла.
Калибровочный пресс для плоской заготовки (КППЗ): калибровочный пресс с направляющей плитой с входной стороны, входным/выходным прижимным валком и нажимным валком.
Оборудование грубой прокатки: две клети, первая из которых представляет собой двухвалковый прокатный стан без вертикального валка, тогда как вторая представляет собой четырехвалковый прокатный стан, выполненный с возможностью реверсивной прокатки и включающий вертикальный валок.
Оборудование чистовой прокатки: прокатный стан с семью четырехвалковыми клетями.
Примеры 1-5
Плоскую заготовку А из кремнистой стали (с содержанием кремния 2,1 масс. %) подвергали последовательной обработке с использованием следующих операций, чтобы получить горячекатаную кремнистую сталь.
1) Операция нагревания
Исходя из условий нагревания, указанных в таблице 1, плоские заготовки в примерах 1-5, соответственно, поступают в нагревательную печь, где они последовательно проходят через три секции операции нагревания (т.е. секцию предварительного нагревания, секцию нагревания и секцию выдержки) перед выемкой из печи.
2) Операция грубой прокатки
Как показано в таблице 1, устанавливают величины боковой вытяжки, горизонтальной вытяжки, количество проходов с использованием воды в зоне грубой прокатки на стадии обработки водой для удаления окалины и продолжительность грубой прокатки, и направляют плоские заготовки кремнистой стали после операции нагревания в оборудование грубой прокатки для грубой прокатки.
В примере 5 используют калибровочный пресс для плоских заготовок, который не используют в примерах 1-4.
3) Операция чистовой прокатки
После грубой прокатки плоские заготовки направляют в оборудование чистовой прокатки для осуществления чистовой прокатки.
Должны быть установлены следующие параметры:
скорость обработки: 9-11 м/с;
целевая толщина: 2,0-2,6 мм.
После этого проводили сравнительную оценку частоты возникновения дефектов кромки для продуктов из различных горячекатаных кремнистых сталей.
Использовали детектор качества поверхности полосовой стали, чтобы сделать фотографии с полным охватом по всей длине верхней и нижней поверхности горячекатаной кремнистой стали, а затем визуально проверяли качество поверхности в четырех местах на верхней, нижней и обеих боковых поверхностях горячекатаной кремнистой стали, принимая расстояние 15 мм от кромок в качестве стандарта; когда дефекты присутствовали непрерывно на протяжении 5 м или присутствовало более 10 дефектов отслоения на кромках в пределах указанного интервала, горячекатаную кремнистую сталь считали некачественной. При испытаниях было получено множество рулонов полосовой стали, и тогда:
Частота возникновения дефектов = Количество некачественной кремнистой стали / Количество полученных рулонов кремнистой стали ×%.
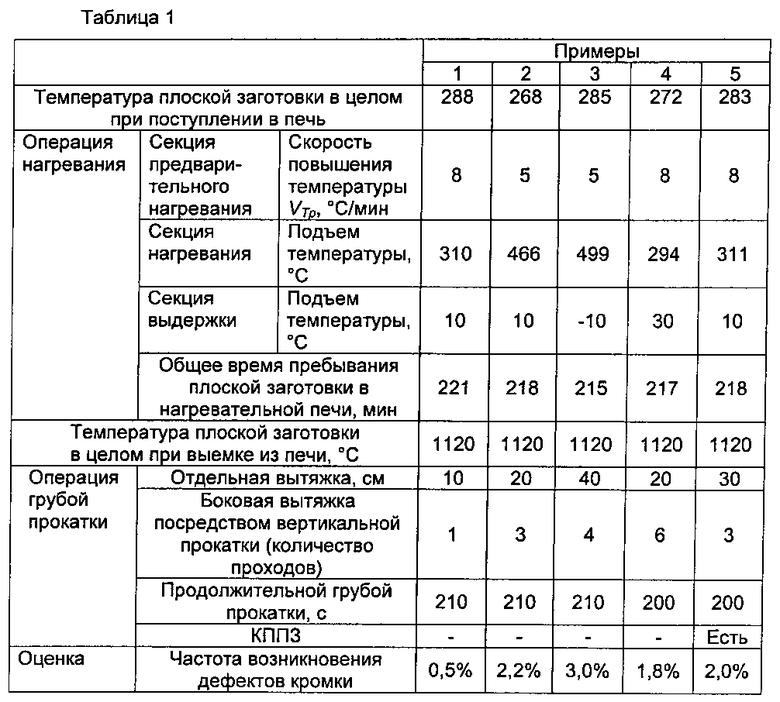
Как видно из таблицы 1, в примерах 1-5, в которых как операцию нагревания, так и операцию грубой прокатки осуществляли в соответствии со способом изготовления по настоящему изобретению, частота возникновения дефектов кромки не превышала 3,0%.
Примеры 6-10
Плоскую заготовку А из кремнистой стали (с содержанием кремния 2,1 масс. %), которую используют в примерах 1-5, также использовали в примерах 6-10, и, за исключением того, что операцию грубой прокатки осуществляли, как указано в таблице 2, все операции, используемые для изготовления кремнистой стали, были такими же, как операции, используемые в примерах 1-5.
Для оценки частоты возникновения дефектов кромки кремнистой стали в примерах 6-10 использовали такой же метод оценки, как и в примерах 1-5.
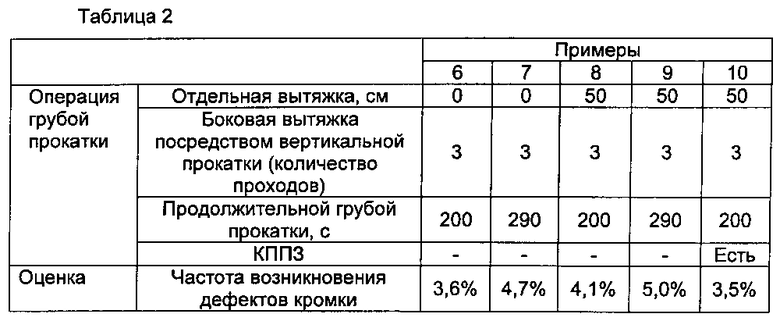
Как видно из таблицы 2, в примерах 6-10, в которых использовали операцию нагревания согласно способу по настоящему изобретению, тогда как операцию грубой прокатки все еще осуществляли в соответствии с существующей технологией изготовления кремнистой стали, частота возникновения дефектов кромки составляла от 3,5% до 5%, что немного выше, чем эта величина в примерах 1-5, где как операцию нагревания, так и операцию грубой прокатки осуществляли в соответствии со способом изготовления по настоящему изобретению.
Примеры 11-15
Плоскую заготовку В из кремнистой стали (с содержанием кремния 0,5 масс. %) использовали в примерах 11-15, и, за исключением того, что операцию нагревания осуществляли, как указано в таблице 3, все операции, используемые для изготовления кремнистой стали, были такими же, как операции, используемые в примерах 1-5, и для оценки частоты возникновения дефектов кромки кремнистой стали в примерах 11-15 использовали такой же метод оценки, как и в примерах 1-5.
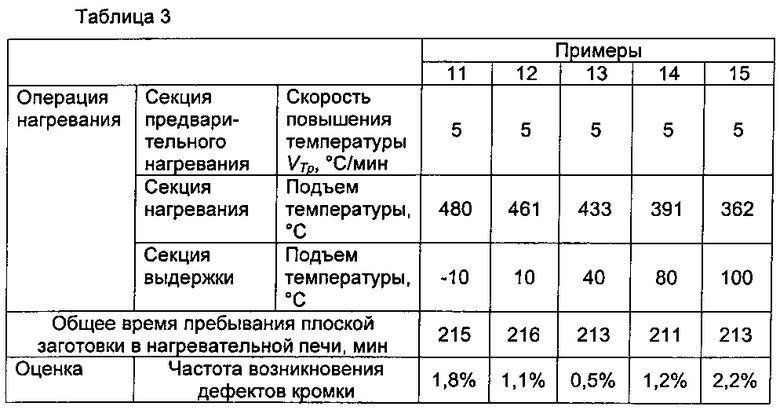
Как видно из таблицы 3, для плоской заготовки из кремнистой стали с содержанием кремния 0,5 масс. % операцию нагревания и операцию грубой прокатки согласно способу по настоящему изобретению также можно применять для поддержания частоты возникновения дефектов кромки на относительно низком уровне.
Сравнительные примеры 1-5
В сравнительных примерах 1-3 использовали плоскую заготовку А из кремнистой стали (с содержанием кремния 2,1 масс. %), а в сравнительных примерах 4 и 5 использовали плоскую заготовку В из кремнистой стали (с содержанием кремния 0,5 масс. %); в сравнительных примерах 1-5, соответственно, операцию нагревания и операцию грубой прокатки проводили на основании параметров, указанных в таблице 4, а помимо этого использовали такие же операции, как в примерах 1-5, для изготовления кремнистой стали и применяли такой же метод оценки, как в примерах 1-5, чтобы оценить частоту возникновения дефектов кромки.
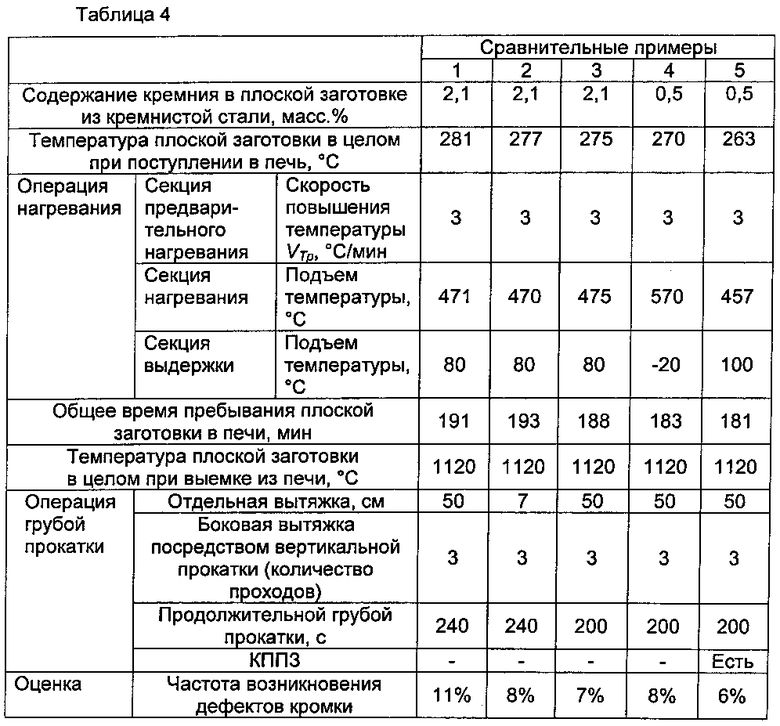
Как видно из таблицы 4, частота возникновения дефектов кромки в продуктах из горячекатаной кремнистой стали, изготовленных существующими в настоящее время способами изготовления, т.е. в соответствии со сравнительными примерами 1-5, составляет, соответственно, 11%, 8%, 7%, 8% и 6%, что гораздо выше частоты возникновения дефектов кромки в продуктах из горячекатаной кремнистой стали в примерах 1-15 по настоящему изобретению.
Как видно из приведенных выше примеров 1-15 и сравнительных примеров 1-5, при изготовлении горячекатаной кремнистой стали операция нагревания по настоящему изобретению позволяет заметно снизить частоту возникновения дефектов кромки, а выполнение как операции нагревания, так и операции грубой прокатки в соответствии с настоящим изобретением может дополнительно снизить частоту возникновения дефектов кромки.
Таким образом, идеальным выбором является выполнение как операции нагревания, так и операции грубой прокатки в соответствии с настоящим изобретением.
Промышленная применимость
Способ изготовления по настоящему изобретению позволяет эффективно снизить частоту возникновения дефектов кромки горячекатаной кремнистой стали и получать горячекатаную кремнистую сталь с поверхностью высокого качества, поэтому его можно эффективно применять при изготовлении рулонов горячекатаной кремнистой стали.
Изобретение относится к области металлургии. Для исключения возникновения дефектов кромки при производстве горячекатаной кремнистой стали и получения горячекатаной кремнистой стали с поверхностью хорошего качества способ изготовления горячекатаной кремнистой стали включает нагрев, черновую прокатку и чистовую прокатку плоской заготовки из кремнистой стали. Операция нагрева включает стадии предварительного нагрева, нагрева и выдержки с помощью нагревательной печи. Стадия предварительного нагрева удовлетворяет следующей формуле (1):

где VТр - скорость роста температуры на стадии предварительного нагрева, °C/мин; t - общее время нагрева плоской заготовки в нагревательной печи t=180-240 мин, TС - начальная температура плоской заготовки при поступлении в печь, °C. 5 з.п. ф-лы, 4 табл., 7 ил.
1. Способ изготовления горячекатаной полосы из кремнистой стали, включающий операцию нагревания, операцию грубой прокатки и операцию чистовой прокатки плоской заготовки из кремнистой стали, где указанную операцию нагревания проводят путем предварительного нагрева заготовки в секции предварительного нагревания нагревательной печи, представляющей собой секцию от точки поступления, в которой плоская заготовка поступает в печь, до точки, расположенной на расстоянии 1/6-1/3 длины печи от указанной точки поступления, последующего нагрева в секции нагревания нагревательной печи и последующего выдерживания заготовки в секции выдержки нагревательной печи, представляющей собой секцию от точки выхода, в которой плоскую заготовку вынимают из печи до точки, расположенной на расстоянии 1/6-1/3 длины печи от указанной точки выхода заготовки из печи, причем скорость роста температуры в секции предварительного нагревания удовлетворяет формуле (1):

где VТр - скорость роста температуры в секции предварительного нагревания, °C/мин,
t - общее время нагревания плоской заготовки в нагревательной печи, равное t=180-240 мин,
ТС - начальная температура плоской заготовки при поступлении в печь, °C;
изменение температуры в секции выдержки удовлетворяет формуле (2-1) или (2-2):
-10°C≤Ts≤30°C (2-1), когда содержание кремния в кремнистой стали составляет 1,5 мас.% или выше,
10°C≤Ts≤80°C (2-2), когда содержание кремния в кремнистой стали составляет менее 1,5 мас.%,
где TS - подъем температуры в секции выдержки, т.е. разность между температурой плоской заготовки, которая полностью вынута из печи, и ее температурой в конце секции нагревания, °C; и
подъем температуры в секции нагревания удовлетворяет следующей формуле (3):
подъем температуры в секции нагревания = (температура плоской заготовки, которая полностью вынута из печи), - (подъем температуры в секции выдержки) - температура в конце секции предварительного нагревания (3).
2. Способ по п. 1, в котором указанную операцию грубой прокатки осуществляют от 1 до 6 проходов боковой вытяжки посредством вертикальной прокатки.
3. Способ по п. 2, в котором вытяжка для каждой боковой вытяжки посредством вертикальной прокатки составляет 10-40 см.
4. Способ по п. 2, в котором при операции грубой прокатки осуществляют от 3 до 8 проходов горизонтальной вытяжки при суммарном коэффициенте вытяжки 70-90%.
5. Способ по п. 2, в котором период времени от момента сразу после полной выемки из печи плоской заготовки до момента завершения последнего прохода грубой прокатки не превышает 360 секунд.
6. Способ по п. 2, в котором в операции грубой прокатки используют калибровочный пресс для плоской заготовки, при этом боковая вытяжка составляет от 10 до 180 см.
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2403293C1 |
| CN 101947549A, 19.01.2011 | |||
| СПОСОБ НАГРЕВА СЛИТКОВ | 1998 |
|
RU2133283C1 |
| Способ нагрева заготовок под прокатку | 1990 |
|
SU1768654A1 |
| Способ изготовления резьбы | 1985 |
|
SU1611616A1 |

