ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к листовой стали и способу ее производства, в частности, к кремнистой стали и способу ее производства.
УРОВЕНЬ ТЕХНИКИ
Традиционная текстурированная кремнистая сталь с высокой магнитной индукцией содержит следующие основные химические компоненты: 2,0-4,5% Si, 0,03-0,10% C, 0,03-0,2% Mn, 0,005-0,050% S, 0,02-0,05% Als (растворимого в кислоте алюминия) и 0,003-0,012% N, и некоторые системы компонентов дополнительно содержат один элемент или более из Cu, Mo, Sb, B, Bi и другие элементы.
Традиционный способ производства традиционной текстурированной кремнистой стали с высокой магнитной индукцией содержит следующие стадии: сначала, получение стали в конвертере (или электрической печи), осуществление вторичного рафинирования и легирования, а затем - непрерывная разливка с формированием плоских заготовок (слябов); затем - нагревание сляба до температуры примерно 1400°C в специальной высокотемпературной нагревательной печи и тепловая выдержка в течение 45 мин. или более для обеспечения полного перехода в твердый раствор полезных включений; затем - горячая прокатка и ламинарное охлаждение, затем сматывание в рулоны, осаждение мелких и дисперсных частиц вторичных фаз в материале кремнистой стали в процессе нормализации горячекатаной толстолистовой стали, чтобы получить эффективные ингибиторы роста зерен; далее - холодная прокатка горячекатаной толстолистовой стали до толщины конечного продукта, затем - обезуглероживание и отжиг для удаления C из толстолистовой стали до такой степени, когда магнитные свойства конечного продукта станут стабильными (это обычно достигается при содержании C 30 частей на миллион или меньше), и покрытие изолирующим реагентом для отжига, включающим MgO в качестве основного компонента; далее - высокотемпературный отжиг для осуществления вторичной рекристаллизации листовой стали в процессе высокотемпературного отжига, формирование нижнего слоя из силиката магния и завершающая очистительная обработка (для удаления S, N и других элементов в стали, ухудшающих магнитные свойства), чтобы получить текстурированную кремнистую сталь с высокой магнитной индукцией, обладающую высокой степенью ориентации и низкими потерями в железе; и, наконец, нанесение изолирующего покрытия, растяжение и отжиг для получения продукта - текстурированной кремнистой стали в форме, пригодной для коммерческого применения.
Традиционный способ производства текстурированной кремнистой стали с высокой магнитной индукцией имеет следующие недостатки: для реализации полного перехода в твердый раствор ингибиторов необходимо обеспечить очень высокую температуру нагрева 1400°C, которая является предельным уровнем традиционной нагревательной печи. Дополнительно, из-за высокой температуры нагрева и большого угара нагревательная печь требует частого ремонта, и из-за этого низок коэффициент ее использования. Одновременно с этим, высокое энергопотребление и образование больших краевых трещин в горячекатаных рулонах при холодной прокатке вызывают сложности в производстве продукта, выход низок, а затраты высоки.
Ввиду вышеназванных проблем, в данной технической области было проведено большое количество исследований по снижению температуры нагрева текстурированной кремнистой стали. Взяв за основу дифференциации диапазон температуры нагрева слябов, выделили два главных пути усовершенствования, первый - среднетемпературный процесс нагрева слябов, в котором температура нагрева слябов составляет от 1250 до 1320°C, а в качестве ингибиторов берут AlN и Cu; и другой путь - это низкотемпературный процесс нагрева слябов, в котором температура нагрева слябов составляет от 1100 до 1250°C, а ингибиторы вводят путем применением способа азотирования.
В настоящее время быстрее идет развитие низкотемпературного способа нагрева слябов; например, нагрев слябов производят при температуре 1200°C или ниже, завершающую холодную прокатку выполняют со степенью обжатия холодной прокатки более 80%, и в процессах обезуглероживания и отжига применяют аммиачный газ для проведения непрерывного азотирования и осуществляют высокотемпературный отжиг, чтобы получить зерна вторичной рекристаллизации с относительно высокой степенью ориентации. Такой способ производства имеет преимущества в том, что позволяет изготовить текстурированную кремнистую сталь с высокой магнитной индукцией (HiB) при относительно низких затратах, и при этом типовое значение магнитной индукции B8 кремнистой стали составляет 1,88-1,92 Т.
Ингибиторы в низкотемпературном процессе нагрева слябов главным образом образуются из мелких и дисперсных частиц (Al, Si), N, (Mn, Si) и N, которые формируются при соединении азота и первичного алюминия в стали во время азотирования после обезуглероживания и отжига. Одновременно ингибиторы также присутствуют в имеющихся в слябе включениях; эти включения образуются в процессах изготовления стали и литья, с их участием осуществляют получение частично твердого раствора в процессе нагрева сляба, и они осаждаются в процессе прокатки; форму включений можно регулировать посредством нормализации и отжига, тем самым осуществляя важную функцию влияния на первичную рекристаллизацию и дополнительно на магнитные свойства конечного продукта. Когда размеры первичных зерен совпадают с уровнем ингибирования, вторичная рекристаллизация улучшается, и конечный продукт отличается превосходными магнитными свойствами. В процессе нормализации, хотя нитридные ингибиторы зависят от формы включений в слябе, управлять формой включений в слябе довольно сложно, например, крупнозернистый AlN, сформированный в процессе литья, трудно использовать для получения твердого раствора при последующем отжиге, следствием чего являются чрезвычайные сложности регулирования стабильностью размеров первичных зерен и низкая вероятность стабильного получения высококачественного HiB продукта с магнитной индукцией B8 не ниже 1,93 Т. Дополнительно, при условии, что толщина конечного продукта задана, некоторые действия по добавочному сокращению потерь в железе обычно вызывают снижение магнитной индукции, например, увеличение содержания Si или лазерное скрайбирование, или что-либо подобное. Диапазон применений этих способов сокращения потерь ограничен из-за снижения магнитной индукции. Другие способы повышения магнитной индукции B8, такие, как быстрый нагрев в процессах обезуглероживания и отжига, требуют дополнительной установки специальных устройств, таких, как устройство быстрого индукционного нагрева или устройство омического (электрического) нагрева, и подобных им; из-за этого увеличиваются капитальные затраты. Дополнительно, быстрый нагрев увеличит дефекты в нижнем слое конечного продукта, в частности, могут возникнуть ярко выраженные точечные дефекты.
Китайский патентный документ с номером публикации патента CN 1138107 A, дата публикации 18 декабря 1996 г, название которого «Текстурированная электромагнитная листовая сталь с высокой плотностью магнитного потока и низкими потерями в железе и способ ее производства» («High-magnetic flux density and low-iron loss grain oriented electromagnetic steel plate and manufacturing method thereof»), раскрывает электромагнитную листовую сталь, содержащую 2,5-4,0 мас. % Si и 0,005-0,06 мас. % Al; во всех зернах листовой стали, в расчете по площади, по меньшей мере 95% зерен представляют собой крупные зерна вторичной рекристаллизации с диаметром 5-50 мм, ось (001) имеет угол в пределах 5° относительно направления прокатки листовой стали, и ось (001) имеет угол в пределах 5° относительно вертикального направления поверхности листовой стали; и в крупных зернах вторичной рекристаллизации или на границе зерен существуют мелкие зерна с диаметром 0,05-2 мм, и относительный угол наклона оси (001) мелких зерен к оси (001) крупных вторичных зерен составляет 2-30°.
Японский патентный документ с номером публикации патента JP 8232020 A, дата публикации 10 сентября 1996 г, название которого «Способ производства направленной электромагнитной листовой стали» («Manufacturing method of directional electromagnetic steel sheet»), относится к способу производства кремнистой листовой стали, имеющей низкую стоимость и отличные магнитные свойства, и способ производства включает стадии холодной непрерывной прокатки с особой скоростью прокатки и отжига, доведения общего количества азота до определенного значения частей на миллион и завершающего отжига. Листовая сталь содержит следующие компоненты в процентах по массе: 0,001-0,09% C, 2-4,5% кремния, 0,01-0,08% растворимого в кислоте алюминия, 0,0001-0,004% N, 0,008-0,06% S в отдельном виде или суммарном количестве и (или) селен; 0,01-1% меди, 0,01-0,5% марганца, малое количество Bi, P, Sn, Pb, B, V, ниобия и т.п., остальное - Fe и другие неизбежные примеси. Показатель непрерывной холодной прокатки для холоднокатаной кремнистой стали составляет 75-95%, температура отжига 800-1000°C, время отжига 1300 с, общее содержание азота 50-1000 частей на миллион.
Японский патентный документ с номером публикации патента JP 4337029 A, дата публикации 25 ноября 1992 г, название которого «Способ спекания с однократной рекристаллизацией направленной электромагнитной листовой стали» («One-time recrystallization sintering method of directional electromagnetic steel plate»), раскрывает способ производства направленной электромагнитной листовой стали, и способ производства в основном относится к способу контроля размера первичных зерен при азотировании текстурированной кремнистой стали и предлагает способ подстройки температуры обезуглероживания в соответствии с Als, N и Si.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является получение текстурированной кремнистой стали с высокой магнитной индукцией и обеспечение способа ее производства. Исходя из того, что дополнительные устройства не используются, посредством разработки состава компонентов стали и управления процессами обезуглероживания и отжига получают продукт в виде текстурированной кремнистой стали с улучшенными магнитными свойствами, в которой магнитная индукция заметно выше по сравнению с обычной текстурированной кремнистой сталью, и у которой типовая магнитная индукция B8 составляет более 1,93 Т.
Для реализации цели настоящего изобретения в настоящем изобретении предложена текстурированная кремнистая сталь с высокой магнитной индукцией, которая содержит следующие химические элементы в процентах по массе: 0,035-0,120% C, 2,9-4,5% Si, 0,05-0,20% Mn, 0,005-0,050% P, 0,005-0,012% S, 0,015-0,035% Als, 0,001-0,010% N, 0,05-0,30% Cr, 0,005-0,090% Sn, не более 0,0100% V, не более 0,0100% Ti, по меньшей мере один из следовых элементов Sb, Bi, Nb и Mo, остальное - Fe и другие неизбежные примеси, в которой Sb+Bi+Nb+Mo составляет 0,0015-0,0250% и величина (Sb/121,8+Bi/209,0+Nb/92,9+Mo/95,9)/(Ti/47,9+V/50,9), т.н. отношение молярных долей (Sb+Bi+Nb+Mo)/(V+Ti), находится в диапазоне от 0,1 до 15.
Кроме того, текстурированная кремнистая сталь с высокой магнитной индукцией согласно настоящему изобретению имеет размер Ф первичных зерен не более 30 мкм и степень P первичной рекристаллизации не менее 90%.
В техническом решении посредством добавления следовых элементов Sb, Bi, Nb или Mo и регулирования содержания примесных элементов V и Ti, предпочтительно формируют углеродные соединения и азотные соединения следовых элементов, и сильно сокращается количество композиционных включений MnS+AlN, при том, что в слябе главным образом образуются TiN, TiC или VN. Поскольку эти композиционные включения имеют крупный размер, полный переход в твердый раствор не может быть реализован при нагреве и последующем процессе отжига сляба, и ингибирующий эффект слабо выражен. С увеличением содержания суммы (Sb+Bi+Nb+Mo) и отношения молярных долей (Sb+Bi+Nb+Mo)/(V+Ti), с одной стороны, следовые элементы и образованные ими углеродные соединения и азотные соединения можно использовать как дополнительные ингибиторы, чтобы они способствовали усилению ингибирования, и, с другой стороны, поскольку количество композиционных включений MnS+AlN сокращено и количество мелких и дисперсных AlN увеличено, происходит не только повышение уровня ингибирования для вторичной рекристаллизации, но также складывается благоприятная ситуация для получения мелких и единообразных первичных зерен и высокой степени первичной рекристаллизации и осуществления вторичной рекристаллизации, и при этом магнитная индукция готовой листовой стали заметно улучшается.
Соответственно, в настоящем изобретении дополнительно предложен способ производства текстурированной кремнистой стали с высокой магнитной индукцией, включающий следующие стадии:
(1) плавка и разливка с получением сляба;
(2) горячая прокатка;
(3) нормализация и отжиг;
(4) холодная прокатка;
(5) обезуглероживание и отжиг: температура обезуглероживания удовлетворяет формуле T(x1, x2)=ax1+bx2+c, где x1 представляет собой содержание в процентах по массе Sb+Bi+Nb+Mo и измеряется в частях на миллион, x2 является отношением молярных долей (Sb+Bi+Nb+Mo)/(V+Ti), его единица измерения 1, а находится в диапазоне от 0,1 до 1,0, b находится в диапазоне от 0,1 до 1,0, и с находится в диапазоне от 800 до 900°C и представляет собой температуру обезуглероживания когда следовой элемент не добавляют; и время обезуглероживания составляет от 80 до 160 с;
(6) азотирование;
(7) нанесение покрытия из MgO на листовую сталь и последующий высокотемпературный отжиг; и
(8) нанесение изолирующего покрытия и горячая вытяжка, правка и отжиг с получением текстурированной кремнистой стали с высокой магнитной индукцией.
В дополнение, согласно способу производства текстурированной кремнистой стали с высокой магнитной индукцией по настоящему изобретению, температуру обезуглероживании и отжига регулируют так, что размер Ф первичных зерен не превышает 30 мкм и степень P первичной рекристаллизации составляет не менее 90%.
Кроме того, способ производства текстурированной кремнистой стали с высокой магнитной индукцией по настоящему изобретению дополнительно содержит стадию (9) рафинирования магнитных доменов с получением продукта с относительно низкими, согласно требованиям, потерями в железе. Рафинирование магнитных доменов может включать применение способа лазерного скрайбирования, и после лазерного скрайбирования магнитные свойства текстурированной кремнистой стали с высокой магнитной индукцией дополнительно улучшаются.
Дополнительно, на стадии (2) способа производства текстурированной кремнистой стали с высокой магнитной индукцией согласно настоящему изобретению, температура нагрева не превышает 1250°C.
Дополнительно, на стадии (4) способа производства текстурированной кремнистой стали с высокой магнитной индукцией согласно настоящему изобретению, степень обжатия при холодной прокатке составляет не менее 75%.
Дополнительно, на стадии (6) способа производства текстурированной кремнистой стали с высокой магнитной индукцией согласно настоящему изобретению, содержание поглощенного азота составляет от 50 до 260 частей на миллион.
Ключевым пунктом способа производства текстурированной кремнистой стали с высокой магнитной индукцией согласно настоящему изобретению является регулирование температуры обезуглероживания. Установка надлежащей температуры обезуглероживания требуется для достижения двух целей: одна цель - ограничить размер Ф первичных зерен так, чтобы он не превышал 30 мкм, и другая цель - обеспечить степень P рекристаллизации при первичной рекристаллизации не менее 90%, причем P степень первичной рекристаллизации определена как процентное отношение первичной рекристаллизации полосовой стали после обезуглероживания и отжига. Когда размер Ф первичных зерен составляет не более 30 мкм и степень P рекристаллизации не менее 90%, магнитные свойства стальных полос улучшаются. Для того, чтобы и размер первичных зерен, и степень рекристаллизации удовлетворяли требованиям в отношении вышеназванных диапазонов, необходимо устанавливать температуру обезуглероживания в соответствии с содержанием и долей следового элемента в слябе, и чтобы она удовлетворяла формуле функционального соотношения T(x1, x2)=ax1+bx2+c. В техническом решении размер Ф первичных зерен и степень P первичной рекристаллизации могут быть измерены посредством традиционных в данной области техники средств измерения, например, степень P первичной рекристаллизации может быть измерена посредством дифракции обратного рассеяния электронов (ДОРЭ).
Кроме того, из формулы функционального соотношения температуры обезуглероживания можно увидеть, что температура обезуглероживания после добавления следового элемента Sb, Bi, Nb или Mo выше, чем без добавления этих элементов, являющихся компонентами системы. Это происходит из-за того, что количество композиционных включений MnS+AlN в листовой стали уменьшилось, а количество мелкого и дисперсного AlN возросло, ингибирующий эффект для первичной рекристаллизации усилился, и температуру обезуглероживания, таким образом, нужно соответственно повысить.
По сравнению с обычной текстурированной кремнистой сталью с высокой магнитной индукцией текстурированная кремнистая сталь с высокой магнитной индукцией согласно настоящему изобретению имеет более высокую степень первичной рекристаллизации, более мелкие и одинаковые по размеру первичные зерна, и более крупные зерна вторичной рекристаллизации; благодаря этому магнитная индукция существенно повышается, и магнитные свойства продукта являются стабильными; при этом потери в железе не сокращаются или сокращаются незначительно.
В способе производства текстурированной кремнистой стали с высокой магнитной индукцией согласно настоящему изобретению, посредством добавления следового элемента в процессе изготовления стали, регулирования содержания соответствующих примесных элементов в сочетании с проведением последующих процессов обезуглероживания и отжига, в итоге достигают, что размер зерен первичной рекристаллизации не больше 30 мкм и степень рекристаллизации при первичной рекристаллизации не менее 90%, следовые элементы и образованные ими углеродные соединения и азотные соединения могут быть использованы как дополнительные ингибиторы, количество композиционных включений MnS+AlN в слябе сокращено, а количество мелкого и дисперсного AlN увеличено, что благоприятно для получения мелких и одинаковых по размеру первичных зерен и высокой степени первичной рекристаллизации, улучшения магнитной индукции в конечном продукте, и дополнительно получения текстурированной кремнистой стали с отличными магнитными свойствами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
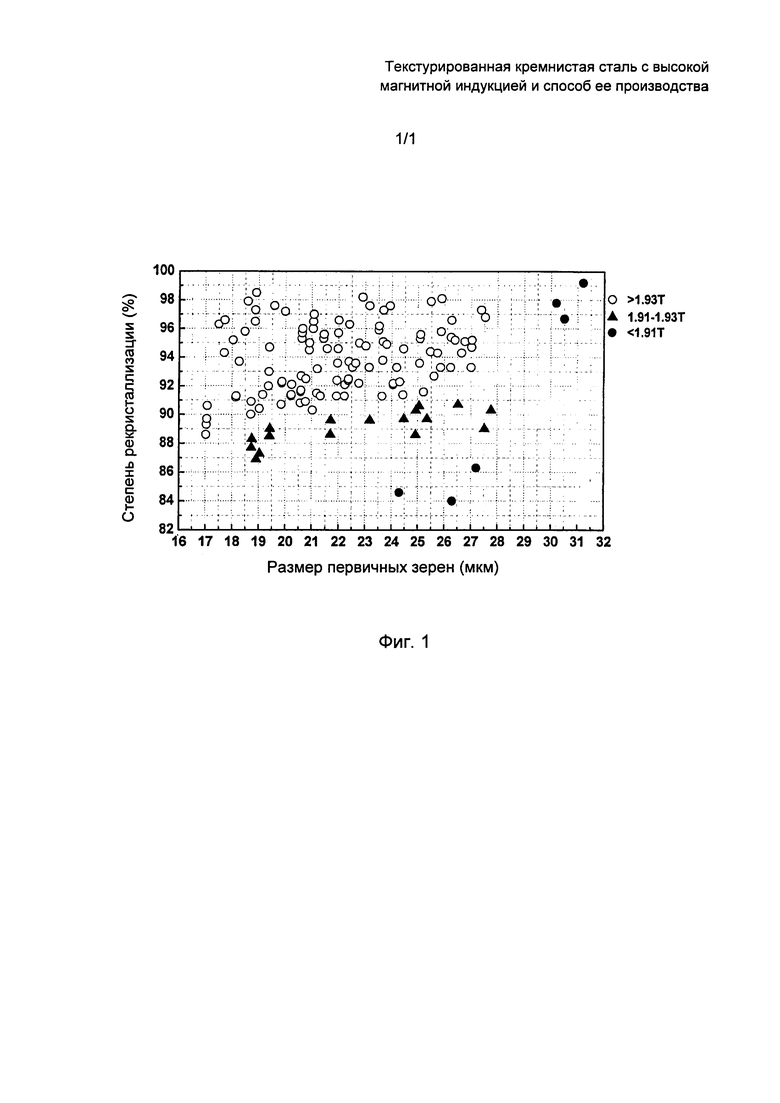
Фиг. 1 показывает зависимость магнитной индукции текстурированной кремнистой стали с высокой магнитной индукцией от размера первичных зерен и степени рекристаллизации
ПОДРОБНОЕ ОПИСАНИЕ ВОПЛОЩЕНИЙ
Фиг. 1 показывает зависимость магнитной индукции текстурированной кремнистой стали с высокой магнитной индукцией от размера первичных зерен и степени рекристаллизации в техническом решении. Из фиг. 1 можно увидеть, что для технического решения, когда размер Ф первичных зерен не превышает 30 мкм и степень P первичной рекристаллизации не менее 90%, магнитная индукция B8 полосовой стали составляет более 1,93 Т.
Далее описано техническое решение настоящего изобретения и для него ниже приведены объяснения во взаимосвязи с конкретными воплощениями и сравнительными примерами.
Текстурированную кремнистую сталь с высокой магнитной индукцией по настоящему изобретению изготовляют согласно следующим стадиям:
(1) плавка в соответствии с составом по компонентам, как показано в таблице 1, и разливка с получением сляба;
(2) нагревание сляба при температуре 1150°C и затем горячая прокатка с получением горячекатаного толстолистового проката толщиной 2,3 мм;
(3) нормализация и отжиг;
(4) холодная прокатка с получением конечного продукта толщиной 0,30 мм;
(5) обезуглероживание для уменьшения содержания C в листовой стали до 30 частей на миллион или меньше при условиях, что температура обезуглероживания удовлетворяет формуле функционального соотношения T=0,21x1+0,16x2+831 и время обезуглероживания составляет от 80 до 160 с;
(6) выполнение операции азотирования, где содержание поглощенного N составляет от 100 до 160 частей на миллион;
(7) нанесение покрытия из MgO на листовую сталь и затем выполнение высокотемпературного отжига в течение 20 ч в условиях атмосферы из 100% H2 и при температуре 1200°C; и
(8) размотка, затем нанесение изолирующего покрытия и осуществление горячей вытяжки, правки и отжига с получением текстурированной кремнистой стали с высокой магнитной индукцией.
Вышеприведенную формулу функционального соотношения температуры обезуглероживания определяют следующим образом: проводят тестовые комбинации различных компонентов и различных температур обезуглероживания для стали, которая после холодной прокатки имеет толщину конечного продукта, и подвергают высокотемпературному отжигу в течение 25 ч, измеряют размер Ф первичных зерен и степень P первичной рекристаллизации для каждой заготовки обезуглероженной стали; затем отбирают образцы рулонов стали, в которых размер первичных зерен не превышает 30 мкм и степень P первичной рекристаллизации не менее 90%, для статистического анализа (когда величины x1 и x2 одинаковы, предпочтительно для статистического анализа используют образцы стали с большими значениями Р/Ф), и применяют метод линейной аппроксимации для получения a, b и c в формуле функционального соотношения температуры обезуглероживания с x1 и x2. Данные, используемые для аппроксимации,
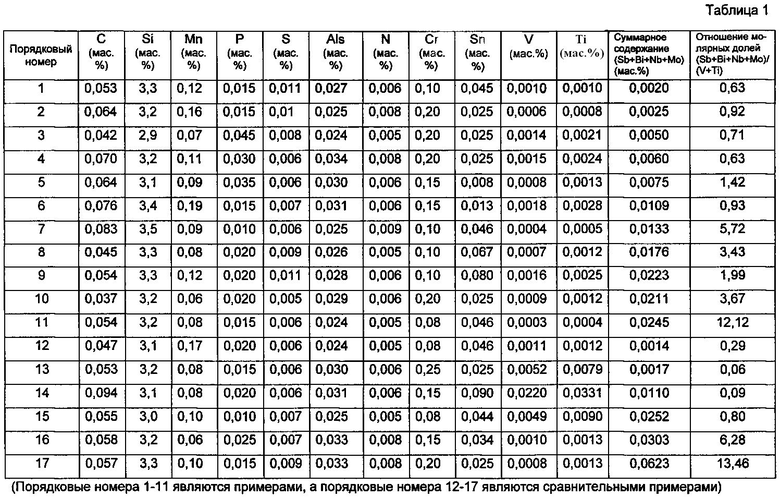
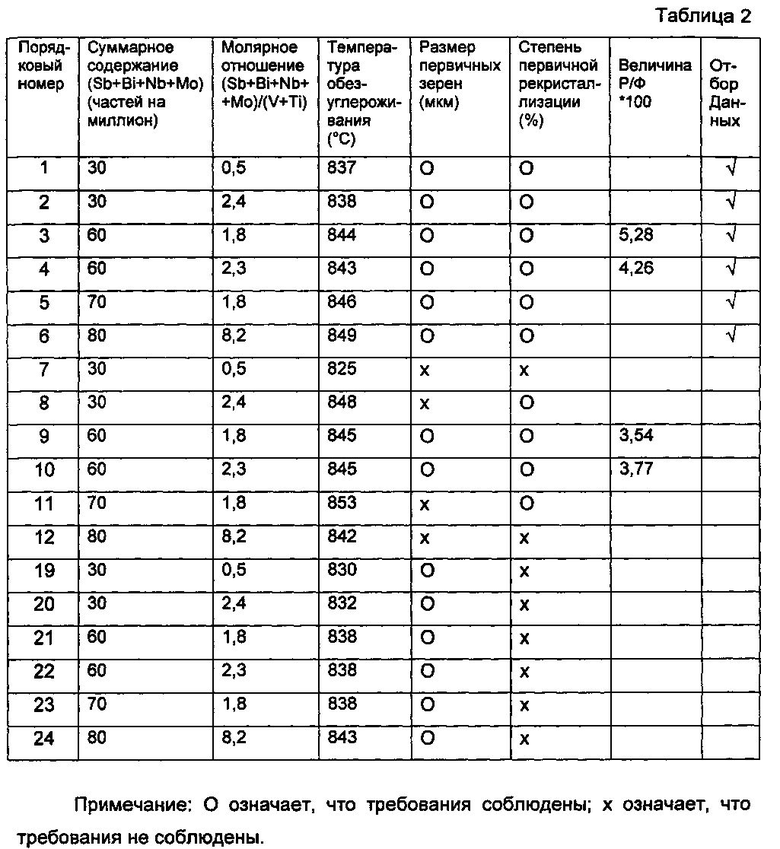
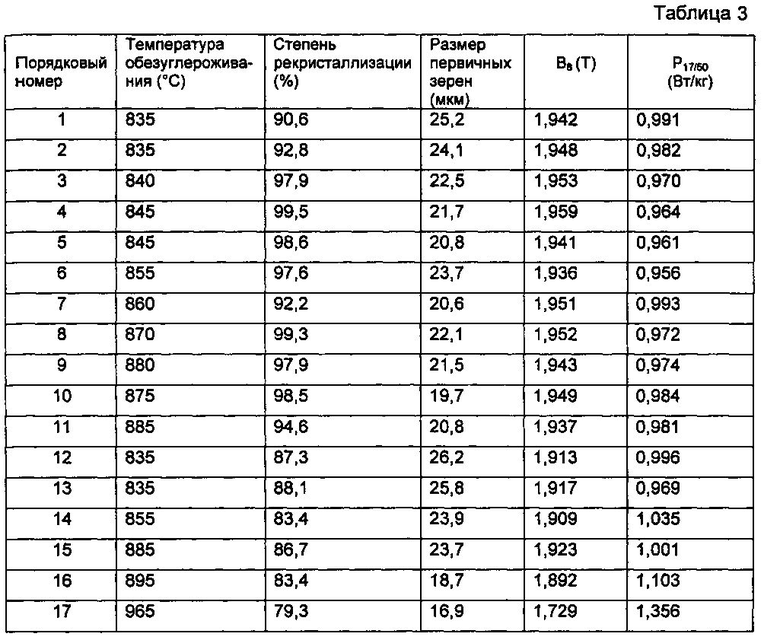
Таблица 3 показывает температуру обезуглероживания, степень рекристаллизации, размер первичных зерен, магнитную индукцию B8 и потери в железе P17/50 в примерах 1-12 и сравнительных примерах 14-17.
Из таблицы 1 и таблицы 2 можно увидеть, что сталь в образце, соответствующая техническому решению настоящего изобретения и, в частности, удовлетворяющая разработанным требованиям по компонентам согласно настоящему изобретению в отношении состава и относительного содержания следового элемента и удовлетворяющая требованиям в отношении температуры обезуглероживания, размера первичных зерен и степени рекристаллизации, в основном имеет высокие магнитные характеристики, и магнитная индукция B8 такой стали составляет более 1,93 Т.
Для того, чтобы дополнительно описать влияние операции рафинирования магнитных доменов на характеристику потерь в железе в текстурированной кремнистой стали, авторы изобретения также добавляют элемент Sb, Bi, Nb или Mo в соответствии с нормами для компонентов традиционной низкотемпературной текстурированной кремнистой стали, содержание V и Ti регулируют так, чтобы оно было менее 0,0020%, устанавливают соответствующие температуры обезуглероживания для получения продуктов в виде текстурированной кремнистой стали толщиной 0,23 мм и выполняют операцию лазерного скрайбирования для получения множества продуктов. Магнитные характеристики каждого продукта показаны в таблице 4.
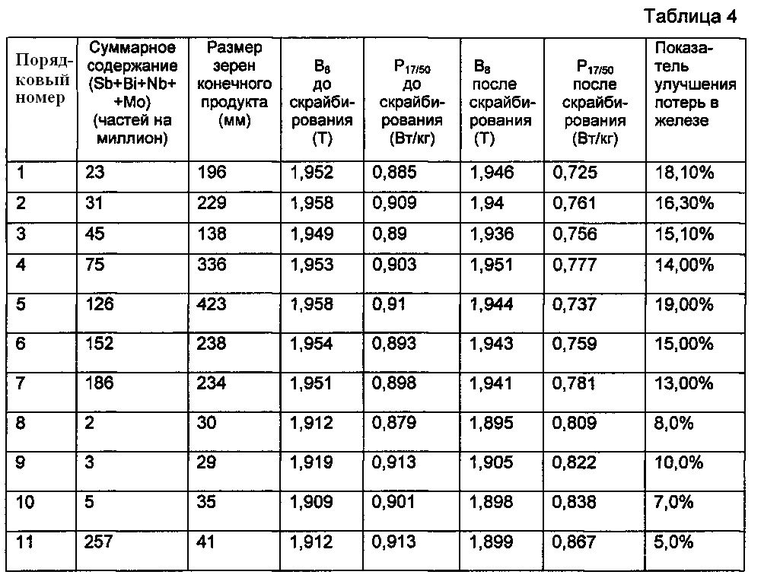
Из таблицы 4 можно увидеть, что, поскольку в конечном продукте зерна имеют крупный размер, эффекты снижения потерь в железе для продуктов с порядковыми номерами 1-7 видны очень ясно после лазерного скрайбирования, и все магнитные показатели продукта после скрайбирования заметно лучше, чем у продуктов с порядковыми номерами 8-11.
Следует отметить, что приведенные выше примеры представляют собой только конкретные примеры настоящего изобретения, и очевидно, что настоящее изобретение не ограничено вышеприведенными примерами и может включать множество подобных изменений. Все варианты изменений, которые могут получить из данного описания специалисты в данной области или которые могут быть соотнесены с этим описанием, должны быть в пределах объема настоящего изобретения.
Изобретение относится к области металлургии, а именно к текстурированной кремнистой стали. Сталь содержит, в мас.%: 0,035-0,120 C, 2,9-4,5 Si, 0,05-0,20 Mn, 0,005-0,050 P, 0,005-0,012 S, 0,015-0,035 Alsol, 0,001-0,010 N, 0,05-0,30 Cr, 0,005-0,090 Sn, не более 0,0100 V, не более 0,0100 Ti, по меньшей мере один из следовых элементов Sb, Bi, Nb и Mo при их суммарном содержании от 0,0015 до 0,0250, остальное - Fe и неизбежные примеси. Для компонентов стали выполняется соотношение (Sb/121,8+Bi/209,0+Nb/92,9+Mo/95,9)/(Ti/47,9+V/50,9), составляющее от 0,1 до 15. Обеспечивается высокая магнитная индукция стали. 2 н. и 6 з.п. ф-лы, 1 ил., 4 табл.
1. Текстурированная кремнистая сталь с высокой магнитной индукцией, содержащая следующие химические элементы в мас.%:
0,035-0,120 C
2,9-4,5 Si
0,05-0,20 Mn
0,005-0,050 P
0,005-0,012 S
0,015-0,035 Als
0,001-0,010 N
0,05-0,30 Cr
0,005-0,090 Sn
не более 0,0100 V
не более 0,0100 Ti,
по меньшей мере один из следовых элементов Sb, Bi, Nb и Mo, при этом
Sb+Bi+Nb+Mo составляет 0,0015-0,0250,
остальное - Fe и неизбежные примеси,
в которой величина (Sb/121,8+Bi/209,0+Nb/92,9+Mo/95,9)/(Ti/47,9+V/50,9) находится в диапазоне от 0,1 до 15.
2. Текстурированная кремнистая сталь с высокой магнитной индукцией по п. 1, которая имеет размер Ф первичных зерен не более 30 мкм и степень Р первичной рекристаллизации не менее 90%.
3. Способ производства текстурированной кремнистой стали с высокой магнитной индукцией по п. 1, включающий следующие стадии:
(1) плавка и разливка с получением сляба;
(2) горячая прокатка;
(3) нормализация и отжиг;
(4) холодная прокатка;
(5) обезуглероживание и отжиг, причем температура обезуглероживания удовлетворяет формуле T(x1, x2)=ax1+bx2+c, где x1 представляет собой содержание в процентах по массе Sb+Bi+Nb+Mo и измеряется в частях на миллион, x2 является отношением молярных долей (Sb+Bi+Nb+Mo)/(V+Ti), а находится в диапазоне от 0,1 до 1,0, b находится в диапазоне от 0,1 до 1,0 и с находится в диапазоне от 800 до 900°C, и время обезуглероживания составляет от 80 до 160 с;
(6) азотирование;
(7) нанесение покрытия из MgO на листовую сталь и последующий высокотемпературный отжиг; и
(8) нанесение изолирующего покрытия и горячая вытяжка, правка и отжиг с получением текстурированной кремнистой стали с высокой магнитной индукцией.
4. Способ производства текстурированной кремнистой стали с высокой магнитной индукцией по п. 3, в котором температуру обезуглероживания регулируют так, что размер Ф первичных зерен не превышает 30 мкм и степень Р первичной рекристаллизации составляет не менее 90%.
5. Способ производства текстурированной кремнистой стали с высокой магнитной индукцией по п. 3 или 4, который дополнительно включает стадию (9) рафинирования магнитных доменов.
6. Способ производства текстурированной кремнистой стали с высокой магнитной индукцией по п. 3 или 4, в котором на указанной стадии (2) температура нагрева не превышает 1250°C.
7. Способ производства текстурированной кремнистой стали с высокой магнитной индукцией по п. 3 или 4, в котором на указанной стадии (4) коэффициент обжатия холодной прокатки не ниже 75%.
8. Способ производства текстурированной кремнистой стали с высокой магнитной индукцией по п. 3 или 4, в котором на указанной стадии (6) содержание поглощенного азота составляет от 50 до 260 частей на миллион.
| ПЕРЕХОДНОЙ КАНАЛ МЕЖДУ ДВУМЯ СТУПЕНЯМИ ТУРБИНЫ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2007 |
|
RU2455498C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ СТАЛЬНОЙ МАГНИТНОЙ ПОЛОСЫ | 2006 |
|
RU2407807C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРИРОВАННОЙ МАГНИТНОЙ ПОЛОСЫ | 2008 |
|
RU2456351C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ С ОРИЕНТИРОВАННЫМ ЗЕРНОМ | 2006 |
|
RU2383634C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2001 |
|
RU2288959C2 |
| CN 102453838 A, 16.05.2012 | |||
| ВРАЩАЮЩАЯСЯ МАШИНА И УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ДЛЯ ТАКОЙ МАШИНЫ | 2008 |
|
RU2455497C2 |

