Область техники
Настоящее изобретение относится к области металлургии. В частности, настоящее изобретение относится к нетекстурированной электротехнической листовой стали и способу ее изготовления, а более конкретно, к нетекстурированной электротехнической листовой стали, характеризующейся низкой стоимостью производства, низкими потерями в железе и высокой магнитной проницаемостью, применимую для промышленных двигателей, и способу изготовления этой стали.
Уровень техники
В связи со все возрастающим ужесточением требований к экономии энергии в различных странах мира, более жесткие требования выдвигают в отношении КПД и энергетической эффективности двигателей. Чтобы повысить КПД двигателей, следует снизить их потери. Потери в двигателях можно грубо подразделить на потери в меди статоров и роторов, основные потери в железе, механические потери и потери рассеяния, среди которых потери в меди и потери в железе составляют примерно 40% и 20%, соответственно, от общего количества потерь и связаны с магнитной индукцией и магнитной проницаемостью листов электротехнической стали, которые используют для изготовления двигателей. Принимая во внимание, что повышение магнитной индукции и магнитной проницаемости листов электротехнической стали может способствовать снижению потерь в меди и потерь в железе, нетекстурированная электротехническая листовая сталь, характеризующаяся низкими потерями в железе и высокой магнитной проницаемостью, стала предпочтительным материалом для изготовления двигателей с высоким КПД.
Обычно добавляют Si, Al и другие подходящие элементы, чтобы повысить электрическое сопротивление материалов и таким образом снизить потери в железе. Например, в JP-A-55-73819 описано, что посредством добавления подходящего количества Al и подбора атмосферы отжига можно уменьшить внутренний оксидный слой на поверхности стального листа и тем самым достичь превосходных магнитных характеристик. Подобным образом, в JP-A-54-68716 и JP-A-61-87823 описано, что добавление Al или REM, или оптимизация скорости охлаждения при отжиге также может улучшить магнитные характеристики.
Однако только добавление Si, Al и других подходящих элементов или одновременная оптимизация процесса для улучшения магнитных характеристик может обеспечить очень ограниченный эффект, поскольку, как хорошо известно, добавление Si и Al приводит к снижению магнитной индукции и магнитной проницаемости листов электротехнической стали и, таким образом, снижению КПД двигателей.
В US 4545827 описан способ изготовления нетекстурированной электротехнической листовой стали, характеризующейся низкими потерями в железе и высокой магнитной проницаемостью, в котором регулируют содержание С (масс. %), чтобы контролировать выпадение карбида в продукции, и используют технологию дрессировки, чтобы получить ферритное зерно 3,5-5,0 ASTM и легко намагничиваемые компоненты текстуры. Однако согласно документу, компонентный состав характеризуется низким содержанием Si и высоким содержанием С, и высокое содержание С может легко приводить к магнитному старению и повышенным потерям в железе.
В US 6428632 описана нетекстурированная электротехническая сталь с низкой анизотропностью и превосходной обрабатываемостью, которую можно применять в высокочастотных областях. В документе требуется, чтобы свойства стальных листов удовлетворяли условиям выражений: B50(L+C)≥0,03W15/50(L+C)+1,63 и W10/400(D)/W10/400(L+C)≤1,2, чтобы изготавливать двигатели с высоким КПД (выше 92%). Однако нетекстурированную электротехническую сталь, изготавливаемую согласно способу в соответствии с документом, главным образом используют для высокочастотных роторных двигателей, что требует высокой стоимости производства и, таким образом, она неприменима для обычных промышленных двигателей.
Поэтому разработка нетекстурированных электротехнических листовых сталей с низкой стоимостью производства, низкими потерями в железе и высокой магнитной проницаемостью, применимых для промышленных двигателей имеет широкие перспективы рынка. Для этой цели был разработан протокол исследований, исходя из следующего представления: посредством регулирования времени воздушного охлаждения и конечной температуры прокатки операции горячей прокатки и укрупнения включений в стали, увеличивается как доля рекристаллизации, так и размер зерна горячекатаной стали, так что получают нетекстурированные электротехнические стали с низкими потерями в железе и высокой магнитной проницаемостью и таким образом производят нетекстурированные электротехнические листовые стали, которые можно использовать для повышения КПД обычных промышленных двигателей, так же как и высокоэффективных и сверхвысокоэффективных промышленных двигателей. В частности, настоящее изобретение относится к нетекстурированной электротехнической листовой стали, которая применима для изготовления промышленных двигателей с рабочей плотностью магнитного потока 1,0-1,6 Тл и может повысить КПД двигателей на 1%.
Сущность изобретения
Таким образом, целью настоящего изобретения является обеспечение нетекстурированной электротехнической листовой стали, полученной из отлитой плоской заготовки, содержащей, масс. %: Si: 0,1-2,0; Al: 0,1-1,0; Mn: 0,10-1,0; С: ≤0,005; Р: ≤0,2; S: ≤0,005; N: ≤0,005, Fe и неизбежные примеси - остальное, при этом листовая сталь имеет магнитную проницаемость, удовлетворяющую следующим выражениям (1) и (2):


где µ10, µ13 и µ15, соответственно, представляют собой относительную магнитную проницаемость при 50 Гц и магнитной индукции 1,0 Тл; 1,3 Тл и 1,5 Тл; P15/50 представляет собой потери в железе при 50 Гц и магнитной индукции 1,5 Тл; причем в выражении (1) Р15/50 представляет собой безразмерную числовую величину, не учитывая действительные единицы измерения (Вт/кг).
Предпочтительно листовая сталь имеет магнитную проницаемость, удовлетворяющую следующему выражению (3):

В указанную отлитую плоскую заготовку можно селективно добавлять Sn и/или Sb, в зависимости от фактических обстоятельств, и их суммарное содержание должно составлять ≤0,3 масс. %.
Другими словами, в настоящем изобретении обеспечивают нетекстурированную электротехническую листовую сталь, полученную из отлитой плоской заготовки, содержащей, масс. %: Si: 0,1-2,0; Al: 0,1-1,0; Mn: 0,10-1,0; С: ≤0,005; Р: ≤0,2; S: ≤0,005; N: ≤0,005, один или оба из Sn и Sb: ≤0,3, Fe и неизбежные примеси - остальное, при этом листовая сталь имеет магнитную проницаемость, удовлетворяющую следующим выражениям (1) и (2):


где µ10, µ13 и µ15, соответственно, представляют собой относительную магнитную проницаемость при 50 Гц и магнитной индукции 1,0 Тл; 1,3 Тл и 1,5 Тл; Р15/50 представляет собой потери в железе при 50 Гц и магнитной индукции 1,5 Тл; причем в выражении (1) Р15/50 представляет собой безразмерную числовую величину, не учитывая действительные единицы измерения (Вт/кг).
Другой целью настоящего изобретения является обеспечение способа изготовления указанной нетекстурированной электротехнической листовой стали, включающего последовательно выполняемые стадии выплавки стали, горячей прокатки, включающей горячую черновую прокатку, горячую чистовую прокатку и ламинарное охлаждение, кислотного травления, холодной прокатки и отжига, при этом конечная температура стадии горячей прокатки (КТП), в °С, удовлетворяет следующему выражению (4):

где Si и Al, соответственно, представляют собой массовое процентное содержание Si и Al в стали, а промежуток времени t1 между окончанием черновой горячей прокатки и началом чистовой горячей прокатки в первой клети чистовой горячей прокатки составляет ≥20 с, и промежуток времени t2 между окончанием чистовой горячей прокатки и началом ламинарного охлаждения составляет ≥5 с.
Предпочтительно в способе изготовления по настоящему изобретению не выполняют операцию нормализационной обработки горячекатаного листа.
Предпочтительно стадию горячей прокатки осуществляют с получением горячекатанного листа, в котором номинальный размер зерна D составляет не менее 30 мкм; где D=R·d, где R представляет собой долю рекристаллизации, а d представляет собой средний размер рекристаллизованного зерна горячекатаного листа.
Предпочтительно листовую сталь по настоящему изобретению можно использовать для изготовления промышленных двигателей, в особенности высокоэффективных и сверхвысокоэффективных промышленных двигателей.
Нетекстурированная электротехническая листовая сталь по настоящему изобретению имеет преимущества, заключающиеся в низкой стоимости производства, низких потерях в железе и высокой магнитной проницаемости, и она представляет собой материал с высокой эффективностью затрат при использовании для изготовления промышленных двигателей. Кроме того, в способе изготовления по настоящему изобретению можно не проводить нормализационную обработку горячекатаного листа, благодаря улучшению технологических параметров других стадий, что сокращает технологический маршрут обработки и, соответственно, снижает стоимость производства нетекстурированной электротехнической листовой стали и обеспечивает получение продукции с низкими потерями в железе и превосходными магнитными характеристиками. Эксперимент показал, что по сравнению с двигателями, изготовленными из традиционной нетекстурированной кремнистой стальной продукции, в двигателях, изготовленных из продукции, полученной по настоящему изобретению, можно повысить КПД по меньшей мере на 1% и существенно сэкономить электроэнергию.
Краткое описание чертежей
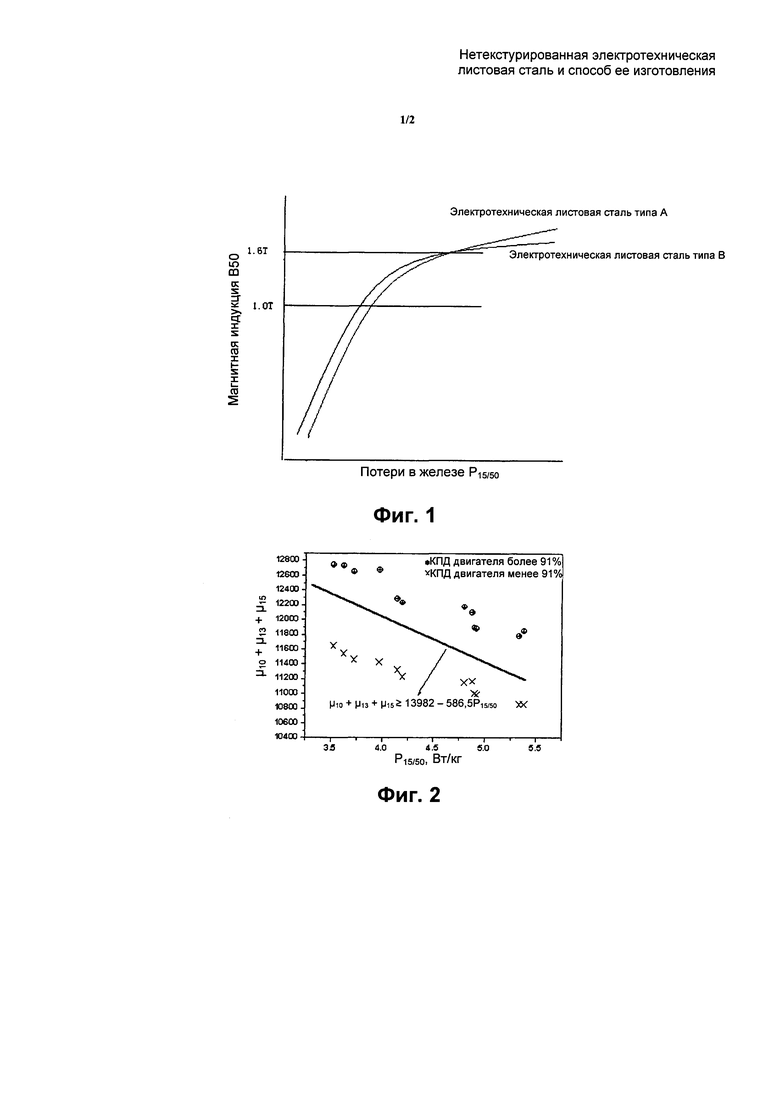
На Фиг. 1 представлен график, показывающий корреляцию между µ10+µ13+µ15 и Р15/50 нетекстурированной электротехнической листовой стали и КПД двигателя.
На Фиг. 2 показана зависимость потерь в железе Р15/50 от магнитной индукции В50 для электротехнической листовой стали типа А и электротехнической листовой стали типа В.
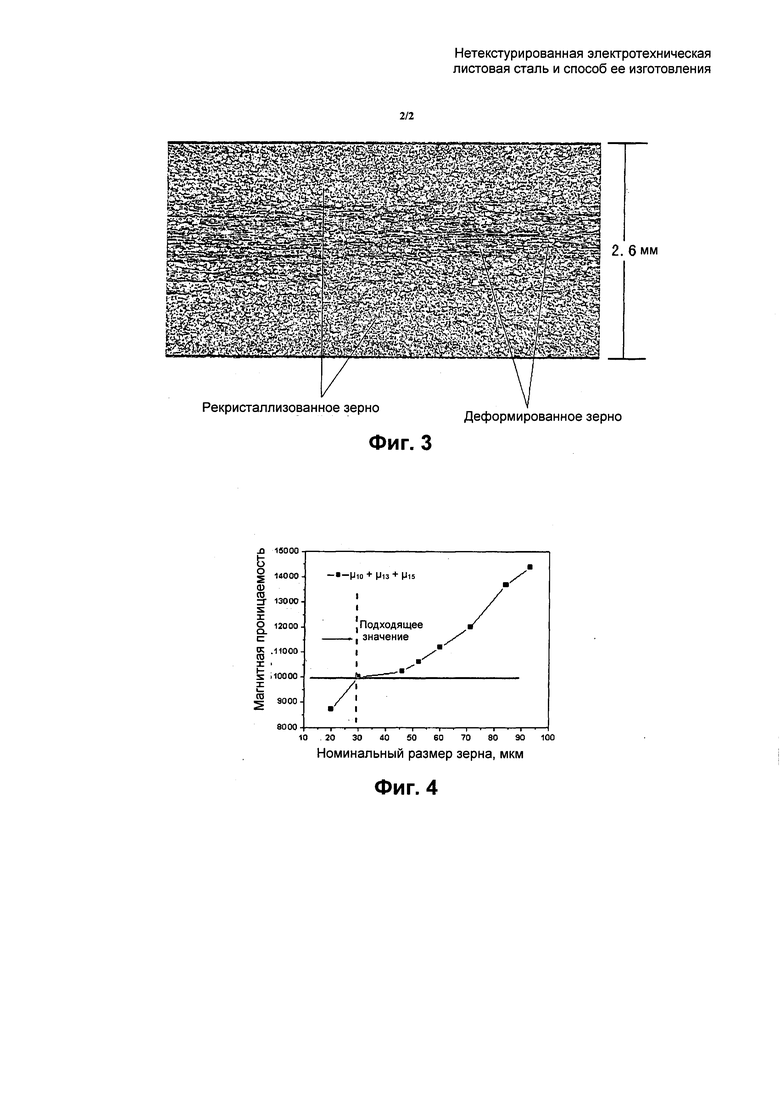
На Фиг. 3 представлено изображение металлографической микроструктуры горячекатаного листа.
На Фиг. 4 представлен график, показывающий корреляцию между размером зерна горячекатаного листа и общей магнитной проницаемостью (µ10+µ13+µ15) готовой стальной полосы.
Воплощения
Техническое решение настоящего изобретения ниже описано более подробно в сочетании с приложенными чертежами.
Определения
Промежуточная плоская заготовка
Стальная плоская заготовка, полученная после грубой прокатки, но не прошедшая чистовую прокатку в операции горячей прокатки.
Клеть F1
Первый прокатный стан в последовательности прокатных станов для чистовой прокатки. Типичная последовательность прокатных станов для чистовой прокатки состоит из семи прокатных станов и обозначается F1-F7, для краткости.
Номинальный размер зерна
Показатель, используемый для описания размера зерна и доли рекристаллизации в настоящем изобретении, представленный D, где D=R·d, причем R представляет собой долю рекристаллизации, a d представляет собой средний размер рекристаллизованного зерна горячекатаного листа.
Основные положения настоящего изобретения
КПД двигателя тесно связан с потерями в железе Р и магнитной индукцией В нетекстурированной электротехнической стали, используемой в качестве материала для его изготовления, однако потери в железе Р и магнитная индукция В представляет собой пару противоречащих параметров. При исследовании корреляции между КПД двигателя и магнитными характеристиками электротехнических листовых сталей, в настоящем изобретении использовали различные марки электротехнических листовых сталей для изготовления различных типов промышленных двигателей. Как показали исследования, обычные промышленные двигатели, как правило, имеют рабочую магнитную индукцию 1,0-1,6 Тл, и это означает, что их рабочий диапазон не может достигать магнитной индукции В50 материала в обычных обстоятельствах, таким образом, заключение в отношении КПД двигателя нельзя сделать просто путем оценки магнитных характеристик электротехнических листовых сталей через уровень В50. Например, при постоянной величине Р15/50, когда В50 электротехнической стали типа А=1,75 Тл и В50 электротехнической стали типа В=1,70 Тл, двигатели, изготовленные из электротехнической стали типа А, кажутся более энергосберегающими и эффективными. Однако в действительности может возникать ситуация, описанная на Фиг. 1. Другими словами, при условии, что двигатели имеют одинаковую конструкцию, двигатели, изготовленные из материала типа В, являются более эффективными, чем двигатели, изготовленные из материала типа А.
На Фиг. 2 представлен график, показывающий корреляцию между µ10+µ13+µ15 и Р15/50 нетекстурированной электротехнической листовой стали и КПД двигателя. Используемый двигатель представляет собой двигатель 30 кВт - 2. Как показано на Фиг. 2, когда магнитная проницаемость (µ10+µ13+µ15) и потери в железе нетекстурированной электротехнической стали удовлетворяют приведенным ниже выражениям (1) и (2), КПД двигателя значительно повышается


При этом при расчете по выражению (1) Р15/50 считают безразмерной величиной, не учитывая действительные единицы измерения (Вт/кг).
Взаимосвязь между магнитными характеристиками электротехнической стали и структурой зерен
В настоящем изобретении глубоко изучено влияние операции горячей прокатки на магнитную проницаемость готовой стальной полосы, и обнаружено, что существует значительная корреляция между размером зерна структуры горячекатаного листа и магнитной проницаемостью электротехнической листовой стали. При горячей прокатке нетекстурированной кремнистой стали, с одной стороны, возникает относительно высокая сила трения между стальным листом и валком, что приводит к множественным сжимающим напряжениям, сложным состояниям напряжения и деформации и высокой аккумулятивной накопленной энергии на поверхности стального листа; с другой стороны, температура на поверхности стального листа ниже, чем в центре, скорость увеличения поверхностной накопленной энергии повышается, скорость динамического восстановления является низкой и уровень потребления энергии является низким, что отвечает энергетическим условиям динамической рекристаллизации и приводит к образованию структур с мельчайшими динамически рекристаллизованными зернами; в центре скорость динамического восстановления является высокой, аккумулятивная накопленная энергия является низкой, способность к рекристаллизации является низкой, таким образом, этого недостаточно для протекания динамической рекристаллизации и структуры после чистовой прокатки обычно имеют деформированные зерна, как показано на Фиг. 3.
Поскольку температура после чистовой прокатки стального листа является относительно высокой, статическое восстановление и рекристаллизация, так же как и рост зерен обычно происходят в течение последующей операции воздушного охлаждения. Статическое восстановление связано с накопленной энергией деформации, энергией дефектов упаковки и температурой. Чем выше накопленная энергия деформации, энергия дефектов упаковки и температура, тем выше скорость статического восстановления. Скорость статической рекристаллизации связана со степенью статического восстановления, затрудненностью миграции границ зерен и температурой: чем более адекватным является статическое восстановление, более затруднена миграция границ зерен и ниже температура, тем ниже скорость статической рекристаллизации (даже протекание рекристаллизации становится невозможным).
В целом, структура зерен горячекатаных листов кремнистой стали главным образом определяется динамическим восстановлением, динамической рекристаллизацией, статическим восстановлением, статической рекристаллизацией, ростом зерен и другими процессами; распределение структур от поверхности к центру в направлении толщины (поперечного сечения) стальных листов является следующим: на поверхности главным образом присутствуют структуры, полученные в результате дальнейшего статического восстановления динамически рекристаллизованных зерен; в центре главным образом присутствуют структуры, полученные в результате дальнейшего статического восстановления или статической рекристаллизации динамически восстановленных деформированных зерен; в переходной зоне от поверхности к центру структуры главным образом присутствуют структуры, полученные в результате дальнейшего статического восстановления или статической рекристаллизации частично динамически восстановленных деформированных зерен и частично динамически рекристаллизованных зерен.
Исходя из указанного механизма рекристаллизации, были исследованы различные условия технологического процесса, непосредственно связанные с рекристаллизацией и размером зерна, в операции горячей прокатки, и были улучшены и ограничены некоторые условия, такие как конечная температура прокатки (КТП), время выдержки промежуточной плоской заготовки после окончания грубой прокатки и перед началом прокатки в клети F1, время выдержки перед операцией ламинарного охлаждения и т.д., чтобы обеспечить долю рекристаллизации и укрупнение зерна стального листа, и тем самым достигнуть превосходных магнитных характеристик.
Чтобы охарактеризовать взаимосвязь между магнитными характеристиками электротехнической стали и структурой зерен горячекатаного листа, заявители определяли размер зерен горячекатаного листа, как показано на Фиг. 3, и была предложена концепция «номинального размера зерна горячекатаного листа». В настоящем изобретении номинальный размер зерна горячекатаного листа представляет собой D=R·d, причем R является долей рекристаллизации, a d представляет собой средний размер рекристаллизованного зерна горячекатаного листа.
Как можно видеть из приведенной выше формулы, доля рекристаллизации прямо пропорциональна номинальному размеру зерна. Как обнаружено в исследовании, чем выше номинальный размер зерна горячекатаного листа, тем выше магнитная проницаемость электротехнической листовой стали.
Чтобы поддерживать преимущество низких потерь в железе стального листа в пределах диапазона магнитной индукции 1,0-1,6 Тл обычных промышленных двигателей, время выдержки промежуточной плоской заготовки после окончания грубой прокатки и перед началом прокатки в клети F1, время выдержки после обработки в клети F7 и перед операцией ламинарного охлаждения и конечную температуру прокатки можно оптимизировать при горячей прокатке стального листа, чтобы обеспечить долю рекристаллизации и укрупнение зерна стального листа.
Чтобы достичь высокой магнитной проницаемости, номинальный размер зерна горячекатаного листа по настоящему изобретению составляет менее 30 мкм. С другой стороны, номинальный размер зерна горячекатаного листа в настоящем изобретении составляет не более 200 мкм.
Компоненты электротехнической стали
В настоящем изобретении различные компоненты нетекстурированной электротехнической листовой стали оказывают различное влияние на потери в железе и магнитную проницаемость электротехнической стали, соотвественно, и отлитая плоская заготовка листовой стали содержит:
Si: растворим в феррите с образованием твердого раствора замещения, повышает сопротивление листа и снижает потери в железе, является одним из наиболее важных легирующих элементов электротехнической стали. Однако Si может уменьшать магнитную индукцию, и когда содержание Si непрерывно возрастает после достижения определенного уровня, оказываемый Si эффект снижения потерь в железе ослабевает. В настоящем изобретении содержание Si составляет 0,1-2,0%. Если оно выше 2,0%, трудно привести магнитную проницаемость электротехнической стали в соответствие с требованиями для высокоэффективных двигателей.
Al: он растворим феррите, в результате чего повышает сопротивление листа, и может укрупнять зерна и снижать потери в железе, а также обладает раскисляющим действием и связывает N, но он может легко вызывать окисление внутри поверхности готовой листовой стальной продукции. При содержании Al выше 1,5% затрудняется выплавка, литье и обработка и может снизиться магнитная индукция.
Mn: подобно Si и Al, он может повышать сопротивление стали и снижать потери в железе, кроме того, Mn может связываться с неизбежным примесным элементом S с образованием стабильного MnS и тем самым устранять вредное влияние S на магнитные свойства. Кроме того, предотвращая горячеломкость, он также растворим в феррите с образованием твердого раствора замещения и снижает потери в железе. Таким образом, необходимо добавлять Mn в количестве по меньшей мере 0,1%. В настоящем изобретении содержание Mn составляет 0,10-1,50%. Если содержание Mn ниже 0,1%, вышеописанные благоприятные эффекты не проявляются, если содержание Mn выше 1,50%, он снижает как Acl температуру, так и температуру рекристаллизации, приводит к α-γ фазовому переходу при термической обработке и ухудшает благоприятную текстуру.
Р: добавление определенного количества Р (менее 0,2) в сталь может улучшить обрабатываемость стального листа, однако, когда его содержание превышает 0,2%, ухудшается способность к обработке холодной прокаткой стального листа.
S: оказывает вредное влияние как на обрабатываемость, так и на магнитные свойства, она имеет склонность к образованию мелких частиц MnS при взаимодействии с Mn, затрудняет рост отожженных зерен конечной продукции и серьезно ухудшает магнитные свойства. Кроме того, S имеет склонность к образованию FeS и FeS2 с низкой температурой плавления или эвтектики с Fe и создает проблему хрупкости при горячей обработке. В настоящем изобретении содержание S составляет 0,005% или менее; если ее содержание превышает 0,003%, значительно увеличивается количество выпавших MnS и других соединений S, серьезно затрудняется рост зерен и повышаются потери в железе. Предпочтительно в настоящем изобретении содержание S составляет 0,003% или менее.
С: является вредным элементом. Высокое содержание С вызывает магнитное старение. В то же время, С расширяет регион γ-фазы и снижает температуру фазового превращения. Высокое содержание С снижает температуру отжига конечного продукта. Рост зерна не достаточен. В настоящем изобретение содержание С ограничено до 0,005% или менее. Предпочтительно содержание С составляет 0,003% или менее.
N: имеет склонность к образованию мелкодисперсных нитридов, таких как AlN и т.д., серьезно затрудняет рост зерен и повышает потери в железе. В настоящем изобретении содержание N составляет 0,002% или менее; если его содержание превышает 0,002%, это приводит к значительному увеличению количества выпавших AlN и других соединений N, сильно затрудняет рост зерен и повышает потери в железе.
Sn, Sb: в качестве активирующих элементов, при сегрегации на поверхности или у поверхности границы зерен, они могут снижать окисление поверхности, предотвращать проникновение активного кислорода в материал стали вдоль границы зерен, улучшать текстуру, увеличивать содержание [100] и [110] составляющих и уменьшать содержание [111] составляющей и значительно улучшать магнитную проницаемость. Нетекстурированная электротехническая сталь по настоящему изобретению предпочтительно содержит один из Sn и Sb, или оба эти элемента. Когда суммарное количество Sn и Sb составляет 0,04%-0,1%, можно значительно улучшить магнитные характеристики.
Fe: основной компонент электротехнической стали.
Неизбежные примеси: вещества, которые нельзя полностью удалить при настоящих технических возможностях или из экономических соображений, и присутствие которых допускается при определенном содержании. Посредством укрупнения примесей в электротехнической стали или облегчения их участия в образовании зерен, можно улучшить магнитные характеристики электротехнической стали.
Способ изготовления электротехнической стали
Нетекстурированную электротехническую листовую сталь по настоящему изобретению, характеризующуюся низкой стоимостью производства, низкими потерями в железе и высокой магнитной проницаемостью, изготавливают при ограничении содержания ее компонентов и улучшении технологии ее обработки.
В общем, типичный способ изготовления нетекстурированной электротехнической стали в основном включает следующие стадии:
1) операция выплавки стали, включающая бессемерование, рафинирование RH и непрерывное литье с получением плоской заготовки непрерывного литья, имеющей толщину, как правило, 200-300 мм. Компоненты, примеси и микроструктуры продукции можно строго регулировать посредством вышеуказанной операции. Кроме того, эта стадия также способствует поддержанию количества неизбежных примесей и остаточных элементов в стали на относительно низком уровне, снижению содержания включений в стали, укрупнению этих включений и получению литой плоской заготовки с высоким уровнем равноосных зерен при рациональной стоимости, в соответствии с требованиями для продукции различных типов;
2) операция горячей прокатки, включающая нагрев, грубую прокатку, чистовую прокатку, ламинарное охлаждение и охлаждение отлитых плоских заготовок, изготовленных из стали различных типов, со стадии (1) при различных температурах ниже 1200°С, чтобы получить горячекатаный прокат, который может удовлетворять требованиям к конечной продукции как по характеристикам, так и по качеству. Горячекатаная прокатная продукция обычно имеет толщину 1,5-3,0 мм.
При этом в промежуток времени между окончанием грубой прокатки и началом чистовой прокатки, промежуточная плоская заготовка должна проходить операцию, которая включает перемещение и откладывание (или размещение в статическом состоянии) и также предусматривает рекристаллизацию, рост зерен и/или деформацию зерен. Продолжительность промежутка времени для этой операции может влиять на кристаллизационное распределение и изменение листовой стали. В настоящей заявке этот промежуток времени также может называться «время перемещения и откладывания промежуточной плоской заготовки между окончанием грубой прокатки и началом прокатки в клети F1» или «время выдержки промежуточной плоской заготовки между окончанием грубой прокатки и началом прокатки в клети F1», обозначенное t1.
Кроме того, в период времени после чистовой прокатки и перед ламинарным охлаждением, промежуточная плоская заготовка должна проходить операцию, которая включает перемещение и откладывание (или размещение в статическом состоянии) и также предусматривает рекристаллизацию, рост зерен и/или деформацию зерен. Продолжительность промежутка времени для этой операции также может влиять на кристаллизационное распределение и изменение листовой стали. В настоящей заявке этот промежуток времени также может называться «время перемещения и откладывания пред ламинарным охлаждением» или «время выдержки перед ламинарным охлаждением», обозначенное t2;
3) операция нормализации и кислотного травления, включающая высокотемпературную термическую обработку посредством непрерывного отжига горячекатаных листов со стадии (2). При операции нормализационной обработки используют азотную защитную атмосферу при жестком контроле процесса, эта операция включает дробеструйную обработку и кислотное травление, и в результате получают нормализованный прокат толщиной 1,5-3,0 мм; вышеуказанную операцию можно использовать для улучшения микроструктуры, текстуры и качества поверхности;
4) операция холодной прокатки, включающая реверсивную прокатку или непрерывную прокатку нормализованного листа со стадии (3) или горячекатаного листа со стадии (2). Холоднокатаную прокатную продукцию можно получать согласно требованиям потребителя, такую как холоднокатаная продукция толщиной 0,2-0,65 мм. Для продукции с требуемой толщиной 0,15-0,35 мм можно также выполнять операцию промежуточного отжига и вторичной холодной прокатки, как описано для стадии (5);
5) операция промежуточного отжига и вторичной холодной прокатки, включающая промежуточный отжиг продукции толщиной 0,35-0,5 мм, подвергнутой первичной холодной прокатке, и холодную прокатку, применяемую для последующей вторичной прокатки, чтобы достичь целевой толщины, при этом первичную прокатку выполняют с коэффициентом вытяжки не менее 20%;
6) операция окончательного отжига, включающая непрерывный отжиг холоднокатаной продукции со стадии (4) или стадии (5) (т.е. при включении или исключении операции промежуточного отжига и вторичной холодной прокатки). Нагрев, выдержку, охлаждение и термическую обработку выполняют в различных атмосферах (смесь азота и водорода), чтобы образовать идеальные крупные зерна и оптимизировать компоненты текстуры, и получить конечную продукцию с превосходными магнитными характеристиками, механическими свойствами и изолированной поверхностью. Конечная продукция по настоящему изобретению представляет собой полосовую сталь, обычно имеющую толщину 0,15-0,65 мм.
Усовершенствование процесса благодаря настоящему изобретению
При исследованиях было обнаружено, что конечная температура прокатки (КТП) в операции горячей прокатки оказывает непосредственное влияние на номинальный размер зерна горячекатаного листа, и существует внутренняя взаимосвязь между конечной температурой прокатки (КТП) и номинальным размером зерна горячекатаного листа и составляющими компонентами стальной плоской заготовки (в частности, содержание Si и Al в стальной плоской заготовке). Многочисленные эксперименты показали, что когда конечная температура прокатки (КТП, °С) в операции горячей прокатки удовлетворяет следующему выражению (4):

и t1 и t2, соответственно, обеспечивают не менее 20 с и 5 с, номинальный размер зерна получаемого горячекатаного листа может достигать 30 мкм или более.
Например, для плоской стальной заготовки, содержащей 1,0 масс. % Si; 0,32 масс. % Al, 0,65 масс. % Mn, 0,035 масс. % Р; <0,0030 масс. % С и <0,0020 масс. % N в качестве основных компонентов, когда устанавливают времена выдержки и конечные температуры прокатки, получают горячекатаные структуры с различными размерами зерен при высокотемпературном скручивании в рулоны при 720°С, и после этого используют идентичные операции для холодной прокатки и непрерывного отжига. На Фиг. 4 проиллюстрирована взаимосвязь между размером зерен и магнитной проницаемостью получаемого горячекатаного листа. Как показано на Фиг. 4, конечная продукция может обладать относительно высокой магнитной проницаемостью только тогда, когда номинальный размер зерна горячекатаного листа достигает 30 мкм или более.
В следующем разделе представлены конкретные примеры для дополнительного пояснения настоящего изобретения. Следует понимать, что нижеследующие примеры представлены только для пояснения настоящего изобретения, и никоим образом не ограничивают область защиты изобретения.
Примеры
Пример I
После выплавки в конвертере и обработки рафинированием RH, расплавленную сталь отливают с получением плоских заготовок, которые затем используют для изготовления нетекстурированной электротехнической стали посредством горячей прокатки, кислотного травления, холодной прокатки, отжига и нанесения покрытия. Технологические параметры традиционного способа изготовления хорошо известны специалистам в данной области техники. Отличия настоящего изобретения от традиционного способа изготовления состоят в следующем: 1) исключена стадия нормализации; 2) магнитную проницаемость конечной полосовой стальной продукции улучшают посредством регулирования времени простоя и конечной температуры прокатки в операции горячей прокатки и, посредством этого, оптимизируют долю кристаллизации и номинальный размер зерна горячекатаного листа. Более конкретно, плоские стальные заготовки нагревают при температуре 1100-1200°С на операции горячей прокатки и затем прокатывают посредством горячей прокатки с получением полосовой стали толщиной 2,6 мм; горячекатаную полосовую сталь толщиной 2,6 мм затем подвергают холодной прокатке с получением полосовой стали толщиной 0,5 мм, а затем подвергают окончательному отжигу и наносят покрытие, чтобы получить готовую полосовую сталь.
Были измерены номинальный размер зерна горячекатаного листа, относительная магнитная проницаемость µ10, µ13 и µ15 и потери в железе Р15/50 готовой полосовой стали, а также КПД двигателей 30 кВт - 2, и результаты представлены в таблице 1.
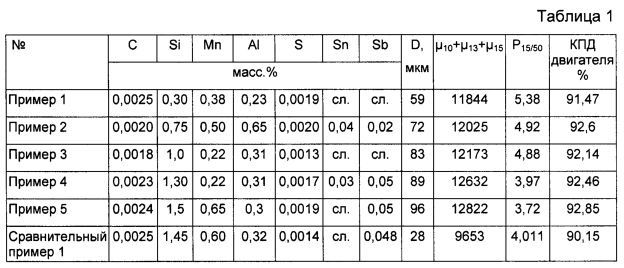
Сокращение «сл.» обозначает следовое количество или остаточное количество.
Как видно из таблицы 1, значение (µ10+µ13+µ15) конечного продукта в сравнительном примере 1 составляет менее 10000 и не удовлетворяет требованием выражения, а номинальный размер зерна горячекатаного листа слишком мал, поэтому КПД двигателей 30 кВт - 2, изготовленных из такой стали гораздо ниже, чем эта величина для двигателей, изготовленных из электротехнической стали в соотвествии с изобретением.
Данные примеров 1-5 показывают, что нетекстурированные электротехнические листовые стали по настоящему изобретению проявляют низкие потери в железе и высокую магнитную проницаемость, и являются очень подходящими для изготовления высокоэффективных традиционных промышленных двигателей.
Пример II
После выплавки в конвертере и обработки рафинированием RH, расплавленную сталь отливают с получением плоских заготовок, которые содержат следующие компоненты, в масс. % (помимо Fe и неизбежных примесей, что составляет остальное количество): 1,0 масс. % Si; 0,32 масс. % Al, 0,65 масс. % Mn, 0,035 масс. % Р; <0,0030 масс. % С и <0,0020 масс. % N. Температуру нагрева горячекатаной плоской заготовки поддерживали равной 1160°С. В таблице 2 показано различное время выдержки t1 промежуточной плоской заготовки между окончанием грубой прокатки и началом прокатки в клети F1, время выдержки t2 перед ламинарным охлаждением и КТП. После высокотемпературного скручивания в рулоны при 720°С, заготовки прокатывают посредством горячей прокатки с получением полосовой стали толщиной 2,6 мм; горячекатаную полосовую сталь толщиной 2,6 мм затем подвергают холодной прокатке с получением полосовой стали толщиной 0,5 мм, а затем подвергают окончательному отжигу и наносят покрытие, чтобы получить готовую полосовую сталь.
Были измерены номинальный размер зерна горячекатаного листа, магнитная проницаемость и потери в железе Р15/50 готовой продукции, а также КПД двигателей 30 кВт - 2, и результаты представлены в таблице 2.

Как видно из таблицы 2, в сравнительном примере 2 и сравнительном примере 3 номинальный размер зерна горячекатаных листов очень мал, поэтому КПД двигателей, изготовленных из этих сталей ниже, чем эта величина для двигателей, изготовленных из материала по настоящему изобретению.
Все параметры операции горячей прокатки для примеров 6-8 попадают в интервалы, ограниченные настоящим изобретением, поэтому двигатели, изготовленные из этих сталей, имеют высокий КПД. Данные для примеров 6-8 показывают, что нетекстурированная электротехническая листовая сталь по настоящему изобретению обладает низкими потерями в железе и высокой магнитной проницаемостью, она очень хорошо подходит для изготовления высокоэффективных традиционных промышленных двигателей.
Выше представлены ограниченные примеры для разъяснения технического решения настоящего изобретения, и эти примеры только демонстрируют результаты проверки магнитной проницаемости электротехнической листовой стали и трех параметров (t1, t2 и КТП) в операции горячей прокатки; однако настоящее изобретение можно, конечно, развить для улучшения еще большего количества технологических параметров, что является очевидным для специалиста в данной области техники. Таким образом, при условии сохранения сущности настоящего изобретения, специалист в данной области техники может сделать различные изменения и модификации, который попадают в область защиты настоящего изобретения.
Изобретение относится к области металлургии, а именно к получению нетекстурированной электротехнической листовой стали. Заготовка листовой стали содержит следующие компоненты, мас.%: Si: 0,1-2,0, Al: 0,1-1,0, Mn: 0,10-1,0, С: ≤0,005, P: ≤0,2, S: ≤0,005, N: ≤0,005, остальное представляет собой Fe и неизбежные примеси. Магнитная проницаемость листовой стали удовлетворяет следующим выражениям: µ10+µ13+µ15≥13982-586,5P15/50, µ10+µ13+µ15≥10000, где P15/50 представляет собой потери в железе при 50 Гц и магнитной индукции 1,5 Тл; µ10, µ13, и µ15 представляют собой относительную магнитную проницаемость при магнитной индукции 1,0 Тл; 1,3 Тл и 1,5 Тл при 50 Гц соответственно. Сталь обладает низкими потерями в железе и высокой магнитной проницаемостью. 2 н. и 4 з.п. ф-лы, 4 ил., 2 табл., 2 пр.
1. Нетекстурированная электротехническая листовая сталь, полученная из отлитой плоской заготовки, содержащей, мас.%: Si: 0,1-2,0; Al: 0,1-1,0; Mn: 0,10-1,0; С: ≤0,005; Р: ≤0,2; S: ≤0,005; N: ≤0,005, Fe и неизбежные примеси - остальное, при этом листовая сталь имеет магнитную проницаемость, удовлетворяющую следующим выражениям (1) и (2):


где µ10, µ13 и µ15, соответственно, представляют собой относительную магнитную проницаемость при 50 Гц и магнитной индукции 1,0 Тл; 1,3 Тл и 1,5 Тл; P15/50 представляет собой потери в железе при 50 Гц и магнитной индукции 1,5 Тл; причем в выражении (1) Р15/50 представляет собой безразмерную числовую величину.
2. Сталь по п. 1, отличающаяся тем, что отлитая плоская заготовка дополнительно содержит один или оба элемента из Sn и Sb, при суммарном содержании ≤0,3 мас.%.
3. Сталь по п. 1 или 2, отличающаяся тем, что она имеет магнитную проницаемость, удовлетворяющую следующему выражению (3):

4. Способ изготовления нетекстурированной электротехнической листовой стали по любому из пп. 1-3, включающий последовательно выполняемые стадии выплавки стали, горячей прокатки, включающей горячую черновую прокатку, горячую чистовую прокатку и ламинарное охлаждение, кислотного травления, холодной прокатки и отжига, при этом конечная температура стадии горячей прокатки (КТП), в °С, удовлетворяет следующему выражению (4):

где Si и Al, соответственно, представляют собой массовое процентное содержание Si и Al в стали, а промежуток времени t1 между окончанием черновой горячей прокатки и началом чистовой горячей прокатки в первой клети чистовой горячей прокатки составляет ≥20 с, и промежуток времени t2 между окончанием чистовой горячей прокатки и началом ламинарного охлаждения составляет ≥5 с.
5. Способ по п. 4, в котором изготовление листовой стали осуществляют без операции нормализационной обработки горячекатаного листа.
6. Способ по п. 4, отличающийся тем, что стадию горячей прокатки осуществляют с получением горячекатанного листа, в котором номинальный размер зерна D составляет не менее 30 мкм, но не более 200 мкм, где D=R·d, где R представляет собой долю рекристаллизации, a d представляет собой средний размер рекристаллизованного зерна горячекатаного листа.
| CN 101906577 A, 08.12.2010 | |||
| ЛИСТЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2092605C1 |
| Энергетическая установка | 1988 |
|
SU1590567A1 |
| Способ изготовления резьбы | 1985 |
|
SU1611616A1 |

