(Л
DO СЛ
ел
СЛ
OTCoci- / a также механизм управления 8 перемещением нагревателя. Механизм управления 8 выполнен в виде ус I-тановлеиного с возможностью переме- : щрния от привода 13 кроиптейна 16 с : RffHraKTHbiM псреключ телем 17, Контактный переключатель размещен, под нижним концом калибра и связан с механизмом перемещения 6 нагревателя, приводом 13 перемещения кронштейна 16 и с системой вaкyy rнoro отсоса 7. Изобретение позволяет снизить брак на 25-30%, 1 ил,, 2 табл.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибрования внутреннего канала стеклянных трубок | 1978 |
|
SU771031A1 |
| Способ калибрования стеклянных трубок | 1988 |
|
SU1537649A1 |
| Способ калибрования стеклянных трубчатых оболочек | 1985 |
|
SU1316981A1 |
| Способ изготовления стеклянных прецизионных трубок | 1988 |
|
SU1574548A1 |
| Устройство для калибровки стеклянных трубок | 1974 |
|
SU504712A1 |
| Устройство для вакуумной калибровки стеклянных труб | 1980 |
|
SU943209A1 |
| Способ вакуумной калибровки стекляннойТРубКи | 1975 |
|
SU833587A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СТЕКЛЯННЫХ ФЛАКОНОВ | 2012 |
|
RU2535570C2 |
Изобретение касается тепловой обработки стекла и может быть использовано при изготовлении стеклянных трубок. Цель изобретения - повышение точности калибрования и автоматизация процесса. Устройство для калибрования стеклянных трубок содержит калибр 1, нагреватель 5, механизм efo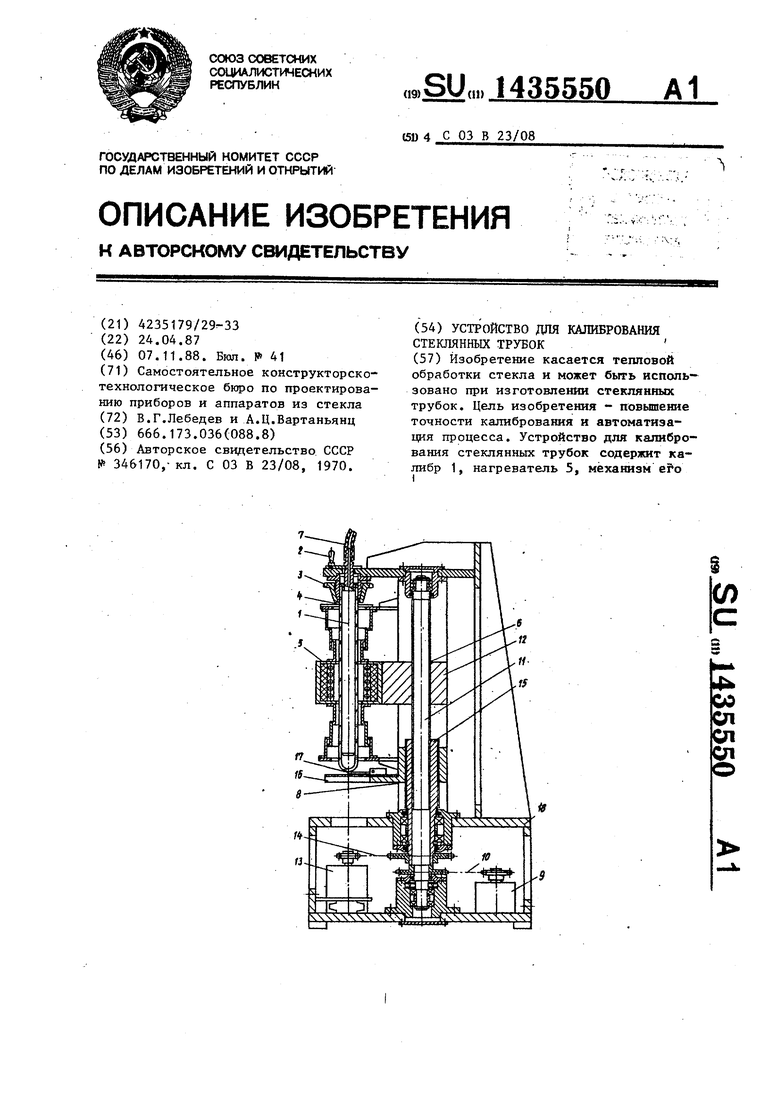
1
Изобретение относится к тепловой обработке стекла и может быть использовано при изготовлении стеклянных Трубок с точно заданными внутренними размерами.
Цель изобретения - повышение точности калибрования и автоматизации процесса.
На чертеже изображено устройство, общий вид,
Устройство для калибрования лянных трубок содержит калибр 1, закрепляе1-1Ый зажимом 2, цангу 3 для крепления стеклянной трубчатой заготовки 4, устанавливаемой с герметн- зацией на калибре 1, нагреватель 5 S виде кольцевогс электромуфеля с механизмом 6 перемещения, систему 7 вакуумного отсоса для удаления воздуха из полости между стеклянной заготовкой 4 и ха гибром 1, механизм 8 управле1шя перемещением нагревателя.
Механизм 6 перемещения нагревателя состоит из привода 9,связанного цепной передачей 10 с ходовым винтом 11, на котором находится гайка 12 с 1трикреплённым к ней Нагревателем 5,
Механизм управления 8 перемещением нагревателя содержит привод, 13, связанный цепной передачей 14 с резьбовым валом-втулкой 15, и размещенный под калибром кронштейн 16 с установленным на нем и.расположенным непосредственно под нижним концом калибра 1 контактным переключателем 17, связанным с механизмом перемещения 6 нагревателя, приводом 13 вертикального перемещения кронштейна 16 и системой 7 вакуумного отсоса. Все перечисленные узлы и детали размеще- ны и закреплены на станине 18,
0
Г $.
5 0
0
5
0
Устройство для калибрования стеклянных трубок работает следукщим образом, ,
Стеклянную { у члтую зах отовку 4
020 м, з&пая1О1унз снизу, с помещенным в нее и зГ1Гор,мети: ир-,;;и1нным гексагональным калибром 1, Г.О стороны
12 1Ф1 по малой;оси сечения его, опускают в нагреватель 5 с активной зоной наг.рева 50 ьш. После закрепления производят выстано ику зазора между нижним концом заготовки Д и контактным переключателем 17. Зазор выставляется в зависимости от мггссихмлльного расстояния между с-)е.1кпй заюювки 4 и калибром 1, я ;-|,днном случае 4 мм,
Далее няг}1евателем 5, установлен1,1м ближе к верхне у концу заготов- ли .4, npoiT еают ее на участке, равном шнрннг. уоны нагрева (50 мм), до ;. 1астическ го состояния. Разогретый учпстс : c i- .;лянной заготовки 4 под дейсгл.ч м 1-илы поверхностного натяжения предъ-.рительно осаживается на кгшибр 1, вьфавнивается по толщине стенки, опускается вниз на величину наотроенногг зазора (4 мм) и нажимает нижним 1 .ндом заготовки 4 на кон- тактяый и1 :-еключатель 17 механизма 8 угфаззлезпш тчоемещения нагревателя. При Ha.tai im на контактный переключатель 17 последний включает привод 9 механизма 6 перемещения нагревателя, привод 13 вертикального перемещения кронштейна 16 механизма 8 з равления и систему 7 вакуумного отсоса. Под действием вакуума стекло окончательно осаживается на калибр 1, При этом приводы 9 и 13 через цепные передачи 10 и 14, ходовой винт 11 и резьбовой вал-втулку 15 соответственно начинают перемещать вниз нагреватель 5 и кронштейн I 16 до тех пор, пока не прервется контакт конца заготовки 4 с контактным переключателем 17,вслед- ствие чего происходят останов обоих приводов 9 и 13 и отключение системы вакуумного отсоса. Остановившийся нагреватель 5 прогревает заготовку на новом участке и весь цикл калиб- рования повторяется до нужной отка- либрованной длины заготовки 4 в автоматическом режиме.
Устройство может быть применено для калибрования стеклянных трубчатых заготовок с толстыми стенками (1 - 10 мм) и большими зазорами (1-5 мм) между внутренними стенками стеклян- ,ной трубчатой заготовки и калибром как круглого сечения, так и полиго- нального, в частности кассет для упаковки заг отовок градиентпредставля- ющих собой гексагональные.
Параметры исходных заготовок и калибры даны в табл, . 1.
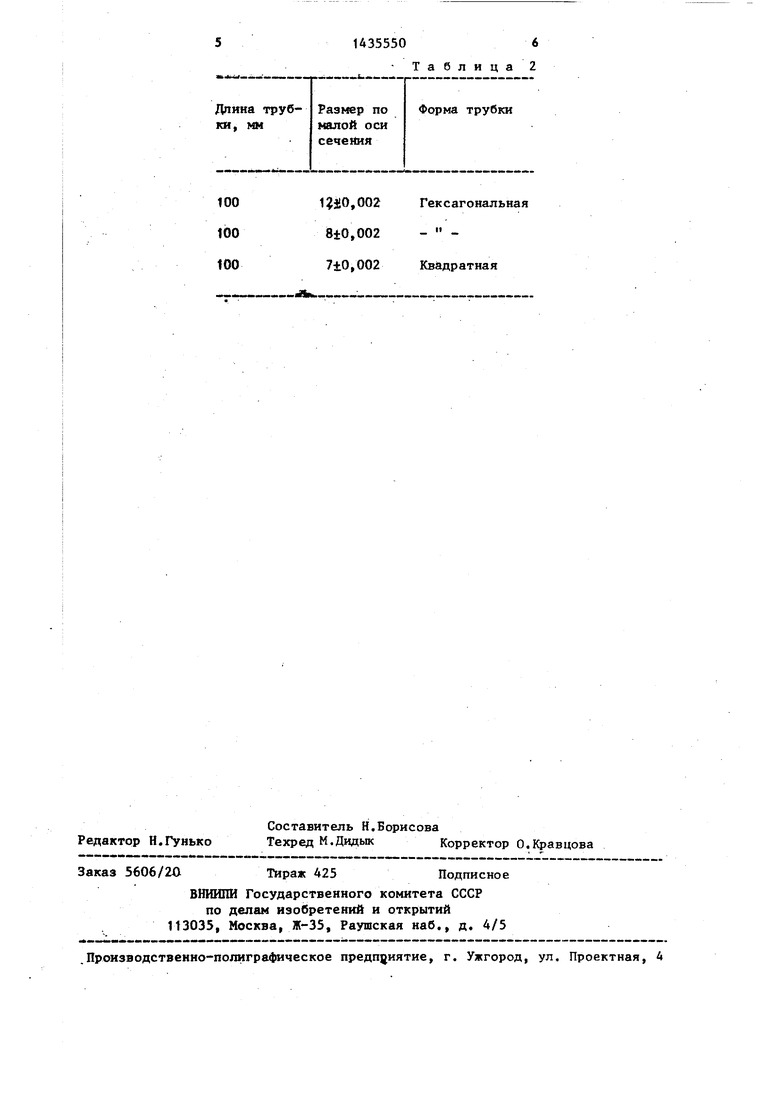
Параметры полученных изделий (трубок) даны в табл, 2.
Механизм управления перемещением нагревателя позволяет обеспечить взаимосвязь скорости перемещения нагре- вателя с объемом нагреваемого стекла. Это обеспечивает равномерный нагрев заготовки 4 до пластического состояния, что положительно влияет на однородность стекломассы в зоне нагрева
20 12 12
121,2±0,1 4,0
81,2+0,1 2,0
71,2±0,1 2,5
по вязкости и равномерность толщины стенок стеклотрубки и таким образом устраняет недокалибровку, залипание, напряжение и т.п, и, следовательно, значительно повьшшет точность калибрования .
В данном устройстве благодаря механизму управления осуществлена так назьшаемая обратная связь между заготовкой и нагревателем с механизмом его перемещения, при котсфой стеклянная заготовка автоматически управляет своим собственным нагревом, что в конечном счете позволяет автоматизировать процесс калибровки.
Формула изобретения
Устройство для калибрования стеклянных трубок, содержащее калибр, нагреватель с механизмом перемещения, систему вакуумного отсоса, отличающееся тем, что, с целью повьшения точности калибрования и автоматизации процесса, оно снабжено механизмом управления перемещением нагревателя, выполненным в виде установленного с возможностью вертикального перемещения от привода кронштейна с контактньт переключателем работы механизма перемещения нагревателя, привода перемещения кронштейна и системы вакуумного отсоса, расположен-, под нижним концом калибра.
Таблица 1
Гексагональная
Квадратная
Длина труб
,002 8±0,002 7±0,002
14355506
Таблица
Гексагональная и
Квадратная
| 0 |
|
SU346170A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
