Изобретение относится к технологии изготовления арматурных элементов, применяемых для армирования обычных и предварительно напряженных строительных конструкций и может быть использовано для изготовления конструкционного материала взамен металлических и деревянных деталей, применяемых в других отраслях промышленности и в народном хозяйстве.
Известна технологическая линия для изготовления неметаллической арматуры, включающая шпулярник с установленными на нем бобинами, камеру отжига, пропиточную камеру с натяжным устройством, формовочный узел с блоком фильер, камерой предварительной полимеризации и обмотчиком, камеры окончательной полимеризации, тянущее устройство и узлы сматывания и резки арматуры (RU 2075577, Е 04 С 5/00, 5/07, 20.03.97). Недостатком известной линии является недостаточная прочность периодического профиля арматуры, обусловленная тем, что профиль образуется путем намотки на стержень оплеточной нити, а также наличие большого числа камер полимеризации.
Задачей изобретения является упрощение конструкции линии и повышение прочности изготавливаемой арматуры.
Техническим результатом, достигаемым в предложенной линии, является обеспечение возможности формования арматуры в виде монолитного изделия при одновременной полимеризации в процессе формования, что позволяет повысить прочность изделия и отказаться от всех или большей части камер полимеризации.
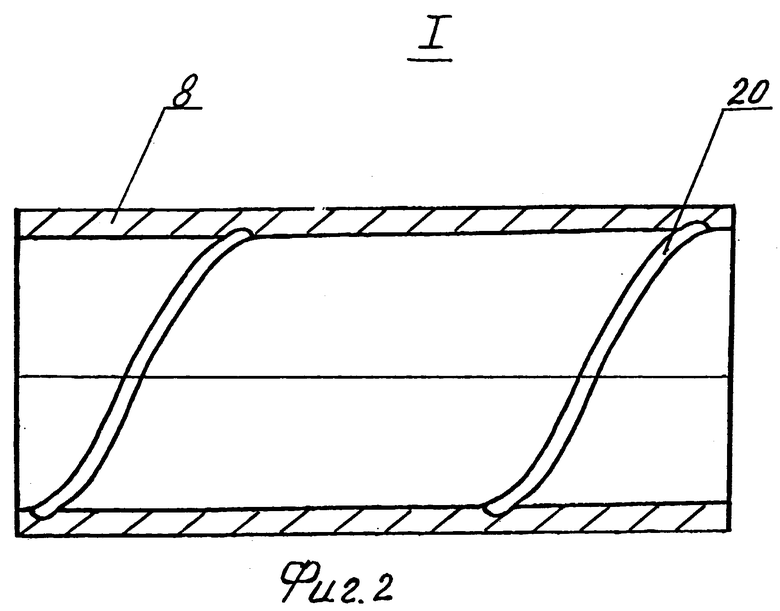
Технический результат достигается тем, что в технологической линии для изготовления неметаллической арматуры, содержащей бобинодержатель, пропиточную камеру, формовочный узел, включающий блок фильер, камеру предварительной полимеризации и устройство для формования профиля, узел для сматывания арматуры и/или узел для резки арматуры, устройство для формования профиля выполнено в виде нагреваемого патрубка, разъемного по диаметральной плоскости, с углублением на внутренней поверхности, по форме соответствующим профилю арматуры. Нагреваемый патрубок может быть выполнен из материала, обладающего низкой адгезией при нагревании. Кроме того, линия может быть снабжена камерой деполимеризации, установленной между устройством для формования профиля и узлом сматывания арматуры и/или узлом для резки арматуры. Кроме того, линия может быть снабжена выравнивающим устройством, установленным между бобинодержателем и пропиточной камерой.
На фиг. 1 изображена технологическая линия изготовления неметаллической арматуры; на фиг.2 - узел I на фиг.1.
Технологическая линия состоит из последовательно установленных бобинодержателя 1; выравнивающего устройства 2 для равномерного натяжения ровингов по сечению, поступающих в камеру отжига 3; пропиточной камеры 4 с модульным устройством 5; формовочного узла, состоящего из блока фильер 6 камеры предварительной полимеризации 7 и устройства для формования профиля 8; камеры деполимеризации 9; поворотного блока 10; тянущих устройств 11, 12; узла сматывания 13 и узла резки арматуры, содержащего дисковую пилу 14 с концевым пускателем 15 и сбрасывателя 16.
Линия содержит также узел нанесения адгезионного или пленочного покрытия, содержащий камеры нанесения полимерного связующего 17 и абразивного материала 18 и камеры покрытия 19.
Бобинодержатель 1 состоит из рамы-основания, на которой смонтированы с возможностью вращения металлические оси, на которых установлены бобины с ровингами и натяжными блоками и выравнивающими гребенками, задающими направление движения ровинга.
Пропиточная камера 4 выполнена с уклоном днища к центру камеры и снабжена натяжным устройством. Днище камеры имеет фторопластовое покрытие.
Модульное устройство 5 выполнено в виде фторопластовой пластины с отверстиями для оттяжки избытка связующего с ровинга.
Блок фильер 7 состоит из ряда последовательно установленных металлических фильер с нагревательными элементами и фторопластовыми вставками с уменьшающимися диаметрами конусных отверстий в них и обеспечивает формование сечения профиля.
Камера отжига 3 для обеспечения интенсивных режимов сушки и удаления замасливателя в автоматическом режиме снабжена высокочастотным нагревателем на устройство для формования профиля 8 (фиг.2), которое выполнено в виде нагреваемого патрубка, разъемного по диаметральной плоскости и имеющего на внутренней поверхности углубление 20, соответствующее по форме периодическому профилю арматуры. Патрубок выполнен из материала, обладающего низкой адгезией при нагревании, например из керамики.
Технологическая линия работает следующим образом. На вращающиеся металлические оси бобинодержателя 1 через ряд устанавливают бобины ровинга минерального и химического волокна и натяжные блоки, а на смежных осях - выравнивающие гребни. Ровинг с бобины проходит через ролики натяжного блока и выравнивающие гребни, после чего ровинги направляют на выравнивающее устройство 2, которое формирует полотно ровингов, поступающее в камеру отжига 3.
В камере отжига происходит удаление влаги и замасливателя, температура обработки - 200oС. Затем высушенное полотно ровингов поступает в пропиточную камеру, заполненную полимерным связующим с температурой до 60oС.
Выполнение фторопластовой облицовки камеры предотвращает прилипание связующего к стенкам. Натяжное устройство и уклон днища камеры обеспечивает заданный оптимальный режим пропитки полотна ровинга связующим. Далее пропитанное связующим полотно проходит через модульное устройство 5, отжимающее излишки связующего, которые возвращаются в пропиточную камеру, и далее обжимается на фильерах 6, частично формуя сечение арматуры, и поступает в камеру предварительной полимеризации 7, где частично отверждается. После чего отформованный стержень поступает на устройство для формования профиля 8.
Стержень размещается между половинками нагреваемого патрубка 8 и обжимается ими. При этом происходит формование периодического профиля арматуры и одновременно происходит полимеризация материала арматуры. Формование профиля зацело с арматурой позволяет повысить ее прочность. Нагреваемая втулка служит одновременно камерой полимеризации, так что исключается необходимость последующих камер полимеризации. В линию может быть включена в случае необходимости одна камера деполимеризации 9, в которую арматура поступает после окончательного формования и полимеризации в устройстве 8. В камере 9 деполимеризации обеспечивается импульсный режим нагрева.
Отвержденный стержень поступает на узел резки, на котором дисковой пилой 15 разрезается на заготовки мерной длины и подается сбрасывателем 17 на склад. Отвержденный стержень при необходимости может подаваться посредством поворотного блока 11 на узел для сматывания 13 в бухты.
На стержень может быть нанесено пленочное или адгезионное покрытие. Для этого в технологическую линию включают последовательно после поворотного блока 10 камеру нанесения полимерного связующего и абразива 17, камеру нанесения пленочного покрытия 18 и камеры отверждения покрытия 19. Непрерывную протяжку осуществляют тянущее устройство 12 или 13.
Предлагаемая автоматизированная технологическая линия позволит производить неметаллическую арматуру высокого качества со скоростью 0,5 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2318102C1 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2384408C2 |
| ФОРМОВОЧНЫЙ УЗЕЛ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ И СПОСОБ ФОРМИРОВАНИЯ СТЕРЖНЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2018 |
|
RU2682627C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2010 |
|
RU2417889C1 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
Изобретение относится к изготовлению арматурных элементов, применяемых для армирования обычных и предварительно напряженных строительных конструкций. Техническая линия для изготовления неметаллической арматуры включает бобинодержатель, пропиточную камеру, формовочный узел, включающий блок фильер, камеру предварительной полимеризации и устройство для формования профиля, узел для сматывания арматуры и/или узел для резки арматуры. Устройство для формования профиля выполнено в виде нагреваемого патрубка, разъемного по диаметральной плоскости, с углублением на внутренней поверхности, по форме соответствующим профилю арматуры. Изобретение позволяет повысить прочность изготавливаемой арматуры. 3 з.п. ф-лы, 2 ил.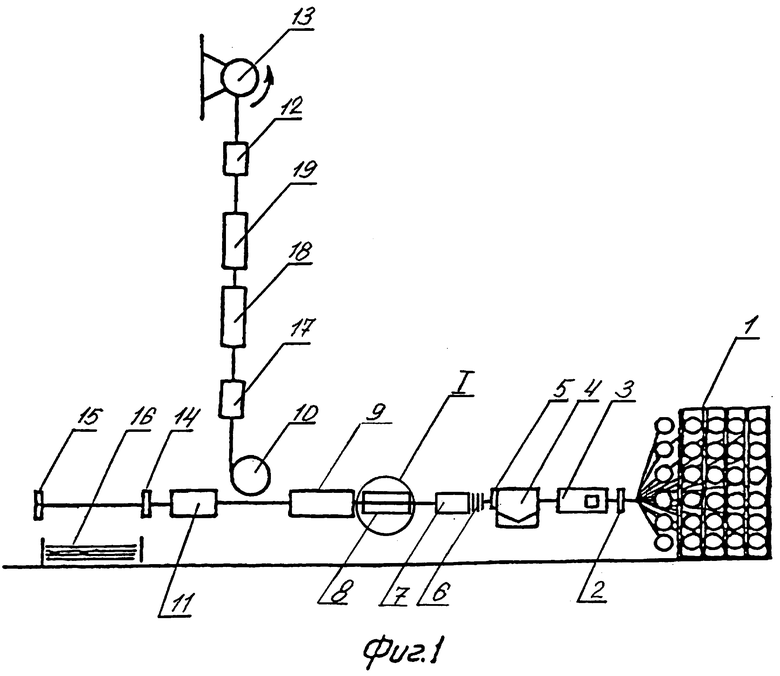
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| Установка для получения предварительно пропитанного ленточного материала | 1988 |
|
SU1652081A1 |
| Агрегат для изготовления длинномерного профильного изделия | 1989 |
|
SU1799739A1 |
| Установка для непрерывного многократного покрытия тесьмы, например спецклеем | 1960 |
|
SU135213A1 |

