Настоящее изобретение относится к области взаимного позиционирования труб, и более конкретно к трубам, которые подлежат стыковке, например, посредством сварки. Главным образом, сначала оконечные торцы труб выравнивают на одном уровне, затем их поддерживают в этом положении для сваривания друг с другом. С этой целью могут применяться различные способы и устройства.
Известны хомуты, содержащие кольцевой фланец, оснащенный винтовыми домкратами, закрепленными таким образом, чтобы их соответствующий стержень выходил за пределы фланца в его внутреннюю часть.
Кольцевой фланец обычно состоит из двух частей, имеющих соответствующую форму полуколец. Эти части подвижно соединены друг с другом посредством шарнира. Они могут быть разведены для установки фланца на трубу и его снятия. Части фланца могут быть сведены друг к другу в закрытое положение фланца. Части могут быть заблокированы в таком положении и таким образом удерживать фланец на трубе. Домкратами можно управлять таким образом, чтобы деформировать трубу и/или перемещать ее относительно фланца. Хомут позволяет позиционировать трубу, которую он поддерживает относительно другой трубы для наилучшего выравнивания этих труб. Термин “выравнивание” употреблен здесь в широком смысле он означает взаимное позиционирование труб, наиболее подходящее для их стыковки посредством сварки, с учетом их формы и размеров, без необходимости располагать их на одной линии. Такое взаимное позиционирование труб может включать взаимную регулировку внешних профилей соединяемых труб со смежными концами, осуществляемую путем деформации одной и/или другой трубы.
Свинчивание домкратов позволяет оказывать точечное давление на внешнюю поверхность трубы, охваченной хомутом, в тех зонах, где на фланцах установлены домкраты. Это позволяет деформировать трубу, например, для улучшения ее цилиндричности или для того, чтобы ее внешний профиль совпадал с внешним профилем соответствующей трубы.
Иногда соответствующий хомут позиционируют на каждой из соединяемых труб для большей возможности позиционирования. Посредством последовательной и соответствующей деформации концов каждой трубы может быть достигнуто лучшее совмещение поверхностей или оконечных ребер. Таким образом может быть выполнена лучшая сварка.
Хомуты также позволяют затянуть и поддерживать положение для сварки одной и/или другой трубы.
Также из документа WO 01/34340 известен способ взаимного позиционирования труб, при котором каждая из труб с внешней стороны снабжена соответствующим зажимным устройством, при этом зажимные устройства установлены на общей жесткой раме. Когда концы труб сварены между собой, раму перемещают относительно внешней поверхности одной из труб в направлении противоположного конца этой трубы, где должна быть выполнена новая сварка.
Учитывают только общую форму и внешний диаметр одной из труб для настройки позиционирования и обжатия другой трубы. Этот способ позволяет осуществлять лишь обжатие и грубое взаимное позиционирование труб.
Когда речь идет о сварке труб, важно достичь отличного совмещения формы концов каждой трубы и расположить их напротив друг друга или, по возможности, в контакте друг с другом.
Производственные погрешности приводят к тому, что внутренний и внешний контуры труб не обязательно являются концентричными. Таким образом, большинство известных способов направлены на совпадение внешних контуров свариваемых труб.
Внутренняя поверхность трубы также содержит геометрические и размерные несовершенства. С целью сделать концы соединяемых труб пригодными для сварки оконечные торцы труб должны пройти предварительную механическую обработку. Эта механическая обработка может включать операцию подрезки оконечного торца, выполнение так называемой внутренней скошенной кромки, соединяющей конечный торец с внутренней стенкой трубы, и/или выполнение так называемой внешней скошенной кромки, соединяющей оконечный торец с внешней поверхностью трубы.
Обычно эту операцию механической обработки выполняют посредством инструмента для копирования внутреннего профиля трубы рядом с ее оконечной частью. Таким образом, выполняют внутренние и/или внешние скошенные кромки на конце трубы в соответствие с внутренним профилем вышеуказанной трубы, но при этом также воспроизводятся несовершенства, в частности несовершенства, связанные с различными погрешностями. Позиционирование труб с выравниванием их поверхностей также оказывается довольно несовершенным. В результате получаются сварные швы, содержащие дефекты, особенно у труб со скошенной кромкой на концах, с закраиной.
Труба со скошенной кромкой на конце чаще всего содержит оконечный торец, содержащий поверхность в целом в форме усеченного конуса, собственно, так называемую скошенную кромку, соединяющую внешнюю поверхность трубы с практически кольцевой поверхностью, с преимущественно прямым или вогнутым поперечным сечением, расположенной вблизи внутренней поверхности трубы. Эта кольцевая поверхность, соответствующая оконечной поверхности, может быть определена известным в данной области техники термином “закраина”.
Оконечный торец трубы со скошенной кромкой на конце может не иметь кольцевой поверхности, тогда поверхность преимущественно в форме усеченного конуса также соединяется с внутренней поверхностью трубы. Иными словами, конец трубы в данном случае ограничивается ребром на пересечении внутренней поверхности трубы и скошенной кромки.
Ребра или соответствующие оконечные поверхности труб предназначены для образования фундамента или основы для сварного шва, тогда как скошенные кромки ограничивают зону, которая должна быть заполнена для образования шва.
Для правильного позиционирования труб необходимо, чтобы совпадали закраины или ребра. Вследствие дефектов формы и размеров, связанных с производством труб, известные способы этого не позволяют.
Известно расположение хомутов внутри стыкуемых труб для достижения выравнивания по двум концентричным окружностям концов домкратов при их задействовании и вхождении в точечный контакт с поверхностью стыкуемых труб вблизи их соответствующих концов.
Когда домкраты одного хомута задействованы, их стержни смещаются на одинаковое расстояние, и концы этих стержней почти совершенно вписываются в окружность с учетом производственных погрешностей хомута.
Однако такой способ не может гарантировать совмещение формы концов двух соединяемых труб по всей их внешней поверхности.
Цель настоящего изобретения заключается в улучшении ситуации, и в частности в расположении двух труб напротив друг друга таким образом, чтобы их закраины или их оконечные ребра имели максимальную поверхность совпадения.
Предлагается способ взаимного позиционирования труб, согласно которому на первой трубе и на второй трубе предусмотрен соответствующий оконечный торец, содержащий оконечную поверхность, в целом кольцевой формы, или оконечное ребро, в целом округлой формы, вблизи внутренней поверхности трубы, и поверхность скошенной кромки, примыкающая к оконечной поверхности или оконечному ребру внешней поверхности трубы, при котором перемещают первую и вторую трубу относительно друг друга таким образом, чтобы позиционировать оконечные торцы этих труб относительно друг друга. Предлагаемый способ включает этапы установки множества зажимных домкратов, соответственно на первую и вторую трубу, при этом каждый домкрат располагают радиально к соответствующей ему трубе, причем домкраты распределяют равномерно вокруг соответствующих им труб, осуществляют предварительное позиционирование первой и второй трубы относительно друг друга, таким образом, чтобы соответствующие оконечные торцы находились напротив друг друга, определяют, по меньшей мере, радиальное смещение H, H' между оконечными поверхностями или соответствующими оконечными ребрами первой и второй трубы, регулируют зажимные домкраты первой и/или второй трубы для их расположения относительно друг друга с учетом радиального смещения или смещений H, H', определенных на основе оптимизации совмещения оконечных поверхностей или соответствующих оконечных ребер указанных труб.
Предлагаемый способ позволяет сделать более точным совмещение поверхностей или геометрии контакта свариваемых труб на уровне их плоскости соединения. Способ позволяет улучшить совмещение оконечных поверхностей труб. Это обеспечивает лучшее сцепление при первом проходе сварки.
Оконечная поверхность может иметь в целом кольцевую форму с определенной толщиной. Эту оконечную поверхность иногда в технике называют “закраина”.
Далее раскрыты дополнительные, добавочные и опционные характеристики.
- Визуально оценивают радиальное смещение H, H'.
- Радиальное смещение H, H' определяют посредством специальных датчиков и величины радиального смещения передают на процессор, где процессор способен обработать указанные величины, чтобы активировать перемещения всех или части указанных домкратов.
- На этапе определения радиального смещения его определяют в виде одного или нескольких значений радиального смещения между соответствующими ребрами первой и второй трубы, при этом каждое ребро образует стык между внутренней поверхностью соответствующей трубы и оконечной поверхностью этой трубы.
- На этапе определения радиального смещения его определяют в виде одного или нескольких значений радиального смещения между соответствующими ребрами первой и второй трубы, при этом каждое ребро образует стык между поверхностью скошенной кромки соответствующей трубы и оконечной поверхностью этой трубы.
- На этапе определения радиального смещения его определяют в виде одного или нескольких значений радиального смещения между соответствующими ребрами первой и второй трубы, при этом каждое ребро образует стык между поверхностью скошенной кромки соответствующей трубы и внутренней поверхностью этой трубы.
- Этап захвата включает такие операции, на которых устанавливают первый комплект зажимных домкратов на внешней поверхности первой трубы, перемещают вторую трубу относительно первой трубы в положение выравнивания, при котором оконечный торец второй трубы практически совпадает с оконечным торцом первой трубы, устанавливают второй комплект зажимных домкратов на внешней поверхности второй трубы в это положение выравнивания.
- Регулируют домкраты первого и/или второго комплекта таким образом, чтобы значительно уменьшить радиальное смещение между оконечными поверхностями или оконечными ребрами, стараясь учесть максимальное значение радиального смещения на этих оконечных поверхностях или вдоль оконечных ребер.
- В предварительно установленном положении внешние поверхности первой и второй трубы разведены относительно друг друга на несколько миллиметров в продольном направлении одной и/или другой трубы.
- Зажимные домкраты регулируют индивидуально таким образом, чтобы допустить относительное перемещение концов труб при этом с сохранением сжимающего усилия указанных домкратов на указанные трубы.
- Перемещают указанную первую и/или вторую трубу относительно друг друга до получения поверхности совпадения, составляющей от 20% до 100% оконечной поверхности первой и/или второй трубы.
- Когда достигнуто положение оптимального совмещения, домкраты остаются заблокированными в положении захвата и сохраняют усилия, прилагаемые к первой и/или второй трубе.
- Этап регулирования домкратов включает по меньшей мере один подэтап, на котором регулируют перемещение по меньшей мере одного из домкратов независимо от перемещения других домкратов таким образом, чтобы локально изменить радиальное смещение H, H' между оконечными поверхностями или оконечными ребрами.
- Этап регулирования домкратов включает подэтапы одновременного регулирования домкратов для перемещения первой и второй трубы относительно друг друга со значительным уменьшением радиального смещения между оконечными поверхностями или оконечными ребрами этих труб и индивидуального регулирования по меньшей мере одного из домкратов дифференциальным образом относительно одного или нескольких противодействующих домкратов для локального деформирования соответствующей трубы и уменьшения отдельного радиального смещения.
- Применяют хомут, содержащий два идентичных фланца, установленные один на другом, при этом один из фланцев поддерживает часть из указанного множества домкратов, тогда как второй фланец поддерживает остальную часть из указанного множества домкратов.
Предлагается также устройство для взаимного позиционирования труб, содержащее хомут, имеющий два идентичных фланца, установленных один на другом, при этом один из фланцев поддерживает первый комплект гидравлических домкратов, тогда как другой фланец поддерживает второй комплект гидравлических домкратов, при этом каждый из домкратов по меньшей мере из первого комплекта и второго комплекта домкратов с одной стороны соединен с электроклапаном, посредством которого можно осуществлять подачу жидкости в домкрат, а с другой стороны - с регулятором давления пропорционального типа, посредством которого можно осуществлять спуск жидкости.
Кроме прочего устройство может иметь центральную гидравлическую линию, содержащую один или несколько гидронасосных узлов, при этом каждый домкрат по меньшей мере из первого и второго комплекта домкратов соединен с соответствующим насосным элементом.
Другие характеристики, подробности и преимущества настоящего изобретения будут понятны по прочтении нижеследующего описания, выполненного со ссылкой на прилагаемые графические материалы, на которых:
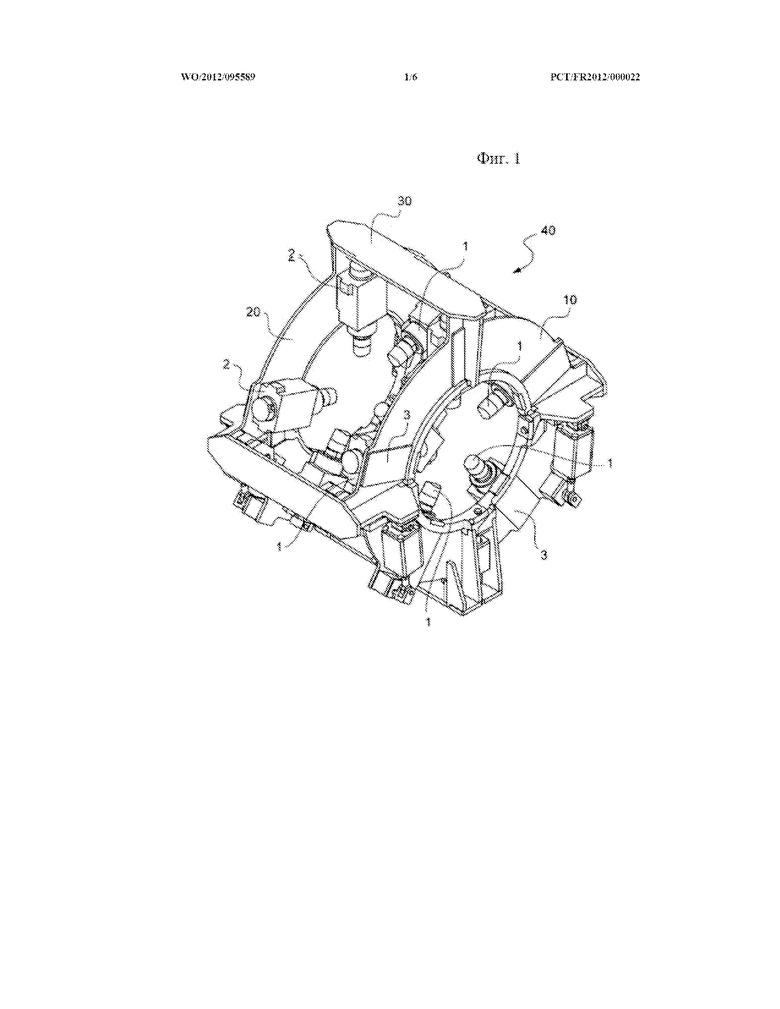
фиг. 1 показывает упрощенный вид в перспективе хомута для позиционирования;
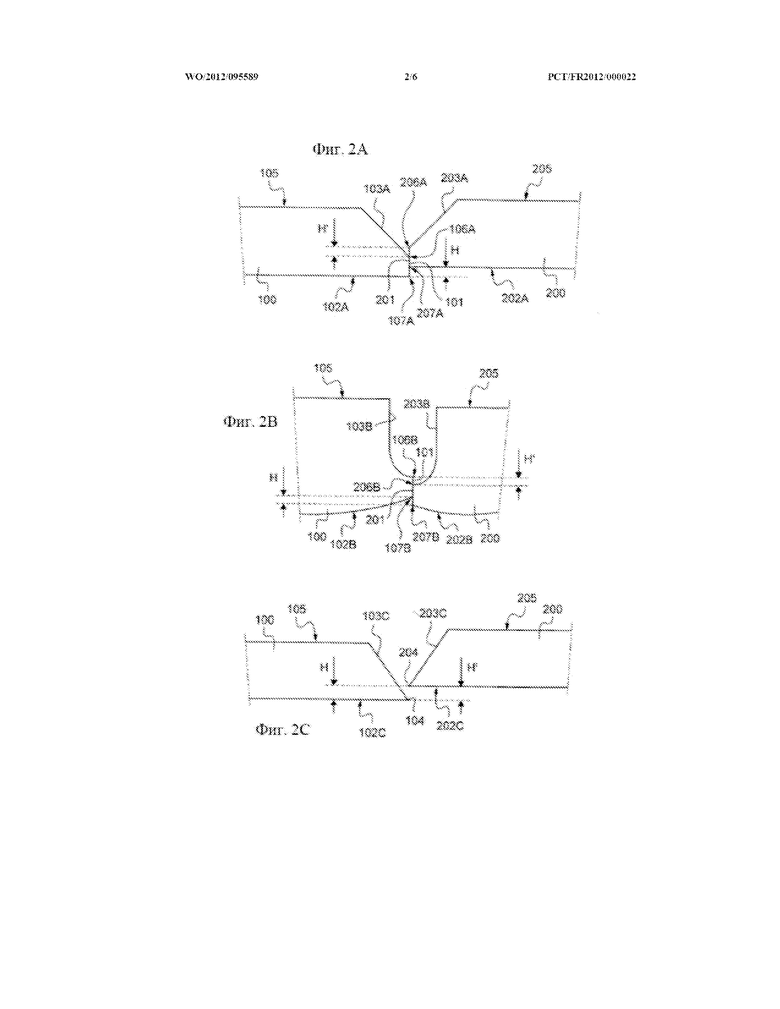
фиг. 2A показывает вид в продольном сечении двух оконечных участков труб для первой конфигурации;
фиг. 2B аналогична фиг. 2A, участки имеют вторую конфигурацию;
фиг. 2С аналогична фиг. 2A, участки имеют третью конфигурацию;
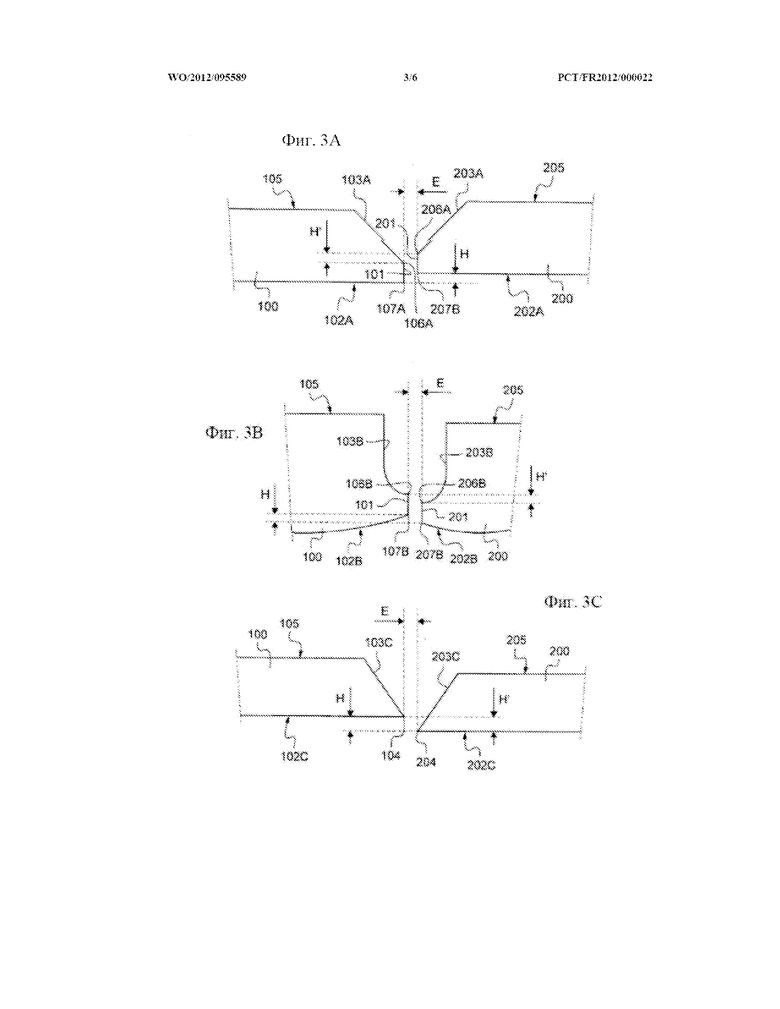
фиг. ЗА аналогична фиг. 2A, участки имеют четвертую конфигурацию;
фиг. 3B аналогична фиг. 2A, участки имеют пятую конфигурацию;
фиг. 3C аналогична фиг. 2A, участки имеют пятую конфигурацию;
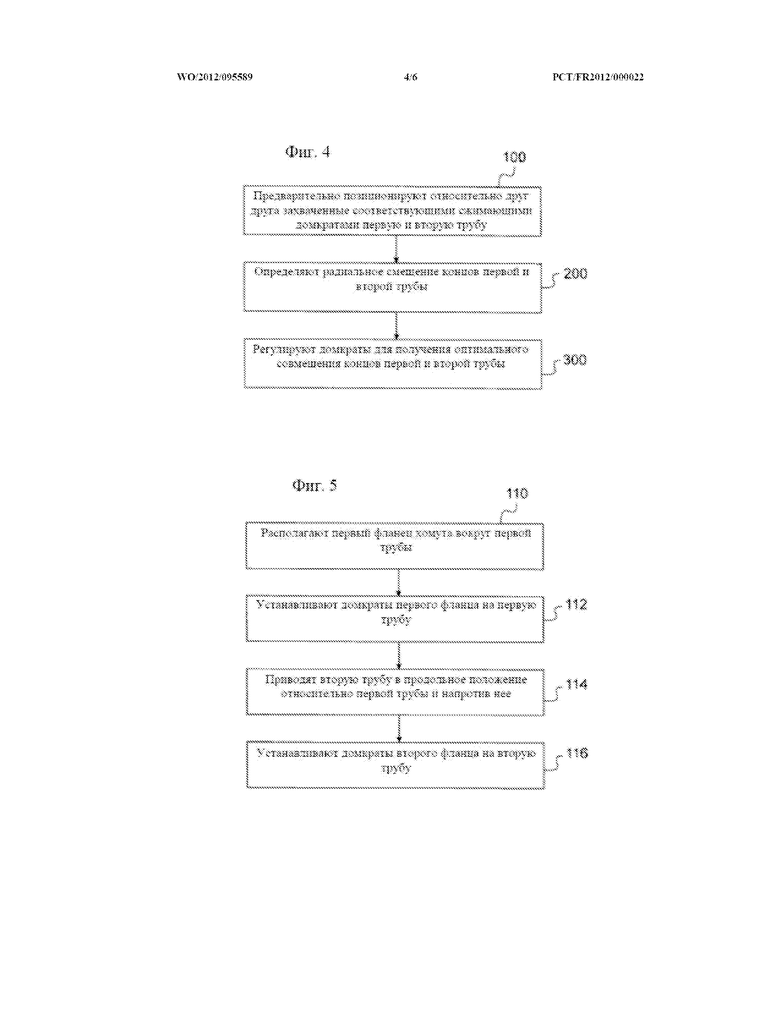
фиг. 4 является блок-схемой, иллюстрирующей способ взаимного позиционирования труб;
фиг. 5 является блок-схемой, детально иллюстрирующей этап 100 по фиг. 4 согласно первому варианту осуществления способа позиционирования;
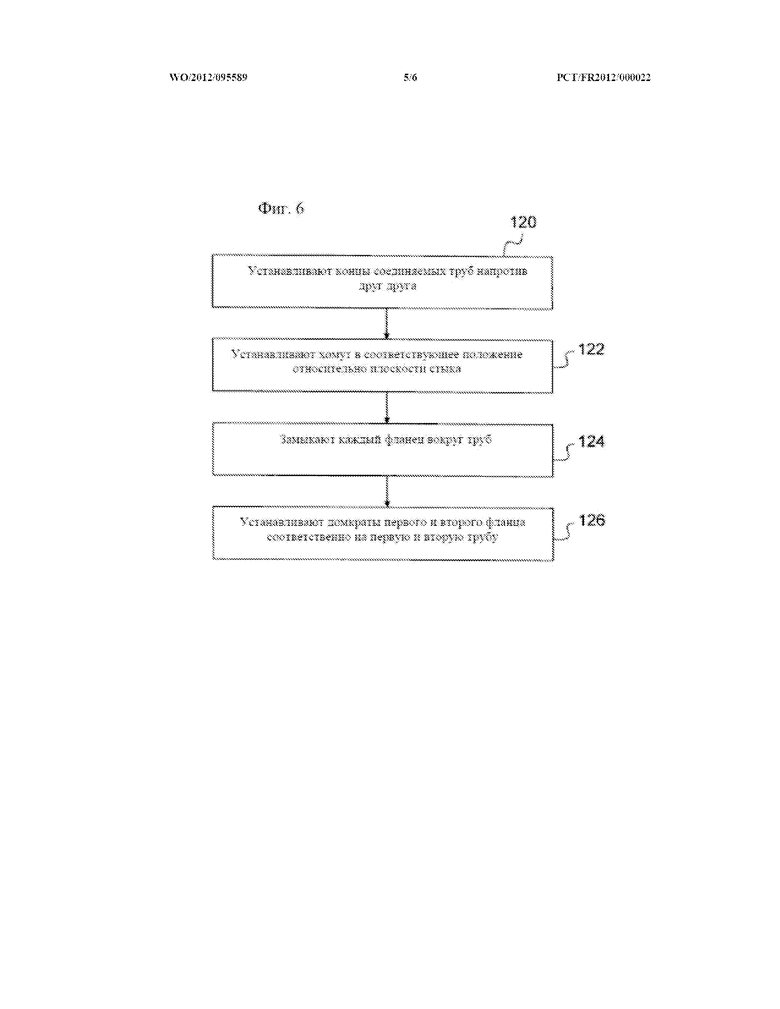
фиг. 6 является блок-схемой, детально иллюстрирующей этап 100 по фиг. 4 согласно второму варианту осуществления способа позиционирования;
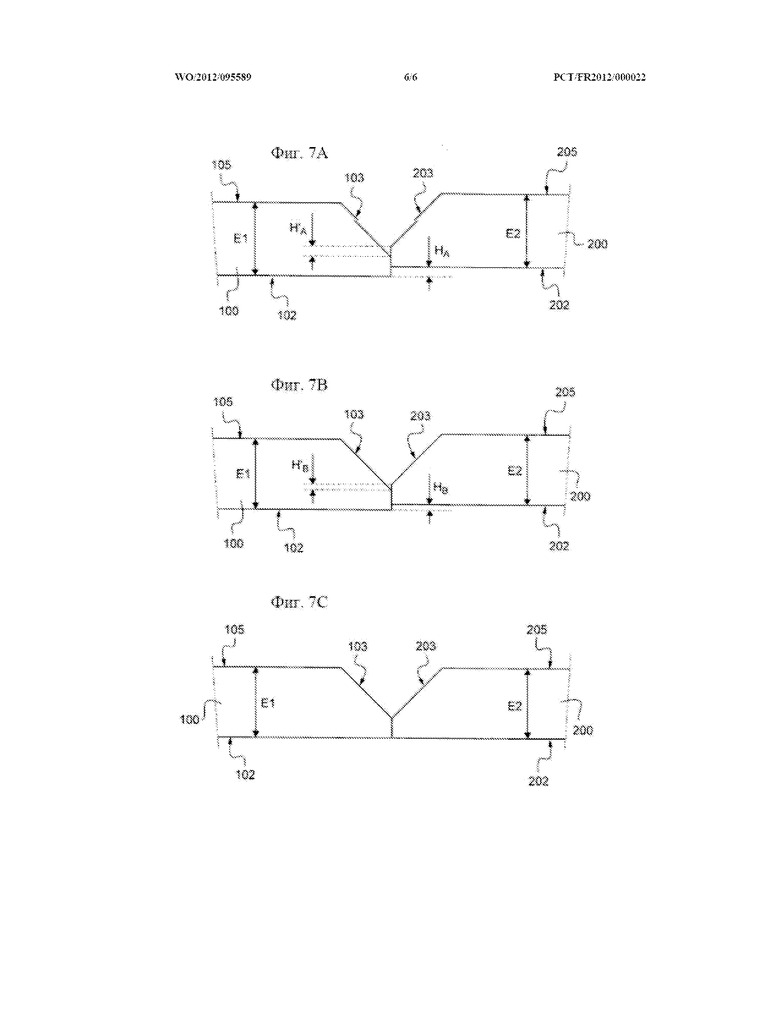
фиг. 7A, 7B и 7C показывают вид в продольном сечении оконечных участков двух труб на различных этапах их взаимного позиционирования.
Прилагаемые графические материалы содержат элементы с определенным обозначением и, в свою очередь, могут служить не только для дополнения настоящего изобретения, а также при необходимости способствовать его определению.
Идентичные или подобные элементы обозначены идентичными ссылками на совокупности фигур.
Обратимся к фиг. 1.
На ней изображено вспомогательное оборудование для позиционирования труб в виде хомута 40.
Первый комплект домкратов 1, изображенных здесь в количестве пяти штук, закреплен на первом фланце 10 или кольцевой опоре, тогда как второй комплект домкратов 2, изображенных здесь в количестве пяти штук, закреплен на втором кольцевом фланце 20. Первый фланец 10 и второй фланец 20 расположены относительно друг друга в целом концентрично. Они закреплены в этом относительном положении соединительными балками, или траверсами 30. Каждый домкрат 1 первого комплекта находится напротив домкрата 2 второго комплекта, или идентичного домкрата, расположенного таким же образом. Первый комплект домкратов 1 и второй комплект домкратов 2 предусмотрены для установки под прямым углом, соответственно, к позиционируемым относительно друг друга первой трубе и второй трубе вблизи их смежных концов. Иными словами, домкраты 1 первого комплекта предназначены для распределения вокруг первой трубы, тогда как домкраты второго комплекта предназначены для распределения вокруг второй трубы.
К первому фланцу 10 и/или второму фланцу 20 прикреплена укрепляющая пластина 3, также под прямым углом к домкратам 1 первого и/или домкратам 2 второго комплекта. Это позволяет придать жесткость фланцам. Количество, размеры и состав укрепляющих пластин 3 может отличаться в зависимости от действующих на конструкцию усилий. В данном случае домкраты 1, 2 относятся к гидравлическому типу двойного действия. Предпочтительно они соединены с гибким рукавом (не показан) с помощью соединителя, такого как быстроразъемный соединитель.
Каждый домкрат 1 содержит датчик перемещения, в данном случае внутренний (не показан), который может быть подключен к центральному процессору. Эти высокоточные датчики хода могут быть датчиками магнитострикционного типа, например, с разрешением 0,05 мм и точностью 0,1 мм. Эти датчики могут передавать соответствующие данные на вычислительное устройство. Соответствующие данные включают данные о расположении поверхности труб относительно эталонного расположения, при котором плунжер домкрата полностью втянут.
Эти датчики являются необязательными. Они могут быть заменены датчиками расстояния, установленными таким образом, чтобы измерять расстояние между шасси и внешней поверхностью трубы, на которой установлено шасси.
Электроклапаны взаимодействуют с каждым домкратом 1 отдельно, таким образом обеспечивая регулируемое и контролируемое давление или объем жидкости. К каждому домкрату присоединен электроклапан, в данном случае импульсного типа. Как вариант, электроклапаны могут быть пропорционального типа.
Каждый домкрат в данном случае соединен с двумя датчиками давления, один соответствующий датчик на каждую из камер домкрата. Это позволяет знать толкающее усилие, действующее на плунжер при измерении разницы давления между двумя камерами домкрата.
Каждый домкрат содержит один или несколько впусков и один или несколько выпусков, которые не показаны, при этом по меньшей мере один из впусков и по меньшей мере один из выпусков соединен с гибким рукавом, поддерживающим давление от 200 до 800 бар, например, посредством быстроразъемного соединителя.
Этот рукав сам соединен с центральной гидравлической линией. Эта линия содержит по меньшей мере один гидронасос. Предпочтительно она содержит насос с электроклапаном, при этом насосы могут быть установлены на общем приводном валу. Могут быть использованы насосы с регулируемой мощностью для оптимизации продолжительности цикла. Может быть использован общий насос для первого набора домкратов 1 и для второго набора домкратов 2, при этом насос может переключаться для питания одного или другого комплекта вышеуказанных домкратов.
Каждый домкрат соединен с регулятором давления пропорционального типа, при помощи которого управляют спуском жидкости из определенного домкрата. Этот регулятор может быть выполнен как один элемент с одним из двух вышеуказанных датчиков давления.
Количество домкратов, установленных на фланцах, может быть различным в зависимости от технологических ограничений, таких как, в частности, габариты, предусмотренные нагрузки, стоимость, или диаметр указанного фланца.
Предпочтительно, в частности, для шельфовой сварки выбирают усиленные гидравлические домкраты, плунжер которых может выдерживать радиальную нагрузку порядка 20% от их общей мощности (продольная нагрузка). В результате, для этого типа применения прилагаемое к трубам во время сварки сжимающее усилие может быть значительным. Обычно оно составляет порядка нескольких десятков тонн. Относительные перемещения труб также могут быть значительными. Устройство согласно настоящему изобретению является эффективным и надежным, несмотря на эти тяжелые условия эксплуатации.
Плунжер каждого домкрата на своем конце содержит подпятник.
Подпятник плунжера домкрата одного по меньшей мере из первого комплекта домкратов 1 и второго комплекта домкратов 2 установлен с возможностью вращения. Этот подпятник может также содержать свободно установленные вращательные ролики.
Заявителем выполнено устройство, соответствующее хомуту по фиг. 1. На каждом фланце 10, 20 закреплено по пять гидравлических домкратов. Каждый домкрат работает под давлением от 200 до 800 бар, обеспечивает толкающее усилие вдоль его продольной оси от 1 до 50 тонн, и даже до 200, и сжимающее усилие, действующее радиально к его продольной оси от 1 до 10 тонн, и даже до 50 тонн, и ход от 30 до 100 миллиметров. Каждый домкрат содержит внутренний датчик перемещения с точностью 0,05 миллиметров и разрешением 0,05.
Цепь питания каждой камеры домкрата содержит датчик давления, позволяющий с точностью узнать усилие, прилагаемое к внешней поверхности трубы. Указанная точность примерно составляет 1000 кПа с разрешением около 500 кПа. Датчики соединены вместе в процессоре, содержащем, например, микрокомпьютер или программируемый автомат, например, типа, известного под маркой "Control Logix" компании Allen Bradley. Настоящее изобретение относится к способу взаимного позиционирования первой трубы и второй трубы с целью их соединения посредством сварки их оконечными торцами.
Домкраты первого комплекта домкратов позиционируют вблизи конца первой трубы вокруг этой трубы. Это могут быть домкраты 1 хомута 40.
Домкраты могут быть закреплены на общей опоре, например фланце 10 по фиг. 1. Предпочтительно они равномерно распределены под углом вокруг первой трубы.
Домкраты второго комплекта домкратов позиционируют вблизи конца второй трубы, стыкуемой посредством сварки с первой трубой. Это могут быть домкраты 2 хомута 40.
Домкраты второго комплекта домкратов могут быть закреплены на общей опоре, например фланце 20 по фиг. 1. Предпочтительно домкраты 2 равномерно распределены под углом вокруг указанного конца второй трубы.
Первые домкраты 1 и вторые домкраты 2 могут быть соединены друг с другом, будучи разнесенными друг от друга в осевом направлении позиционируемых труб; дугообразные соединительные элементы, скобы или подобные предусмотрены для экономии объема, например для прохождения сварочных устройств или иного применяемого оборудования. Они могут быть фиксированной длины или могут быть регулируемой длины для регулирования расстояния между концами позиционируемых труб. Эти устройства могут быть типа траверсы 4 по фиг. 1.
Фланцы 10, 20 могут состоять из нескольких частей, чтобы затем быть приведенными в замкнутое положение, при котором они образуют замкнутое кольцо вокруг концов труб, и в разомкнутое положение, при котором несколько частей принимают разведенное положение относительно замкнутого кольцевого положения. Такие устройства, как шарниры, позволяют осуществлять поворотное соединение подвижных частей относительно неподвижных частей. Разумеется, такое устройство позволяет осуществлять сцепление и расцепление концов труб относительно оборудования как для их установки перед сваркой, так и для их снятия после сварки.
В способе может применяться описанное устройство, каждый фланец которого состоит из двух частей или более или из одной целой части.
Обратимся к фиг. 2A.
На ней изображены соответствующие оконечные участки труб 100, 200 со скошенной кромкой, содержащие соответствующие закраины 101, 201, каждая в виде преимущественно кольцевой плоской поверхности, расположенной в целом перпендикулярно оси своей соответствующей трубы. Закраины 101 и 201 образуют соответствующие оконечные поверхности труб 100 и 200.
Оконечные участки труб 100, 200 содержат соответствующие скошенные кромки 103A, 203A, каждая в виде поверхности преимущественно в форме усеченного конуса, с одной стороны примыкающей к внешней поверхности 105, 205 своей соответствующей трубы, а с другой стороны - к закраине 101, 201 этой трубы на ребре 106A, 206A, именуемом “внешним”. Каждая закраина 101, 201 примыкает к внутренней поверхности своей соответствующей трубы на ребре 107A, 207, именуемом “внутреннем”. Здесь скошенные кромки 103А, 203А наклонены в среднем под углом 45° относительно внутренней поверхности их соответствующих труб.
Обратимся к фиг. 2B.
Скошенные кромки 103B, 203B имеют радиальный профиль в форме литеры “J”. Иными словами, каждая скошенная кромка содержит в целом плоскую первую поверхность, проходящую практически перпендикулярно внешней поверхности 105, 205 своей соответствующей трубы, и вторую, изогнутую поверхность, примыкающую к первой поверхности на закраине 101, 201 трубы, проходя по касательной.
Внутренняя поверхность 102B, 202B труб 100, 200, соответственно, слегка наклонена относительно продольной оси трубы. Этот наклон является наклоном порядка нескольких градусов. Он обычно составляет от 1° до 20°. Этот наклон внутренней поверхности 102B, 202B образуется в результате механической обработки, при которой в качестве эталона служит оконечный участок внутренней поверхности трубы.
Обратимся к фиг. 2C.
Здесь оконечные участки труб 100, 200 содержат скошенные кромки 103C, 203C, соответственно, каждая в виде поверхности в форме усеченного конуса, непосредственно сопряженной с внутренней поверхностью 102C, 202C трубы на едином ребре 104, 204. Оконечные участки труб 100, 200 не содержат закраину. Иными словами, здесь проходят линии, единые ребра 104 и 204, образующие противоположные концы труб 100, 200.
Необработанные трубы обычно имеют скошенные кромки, наклоненные под углом примерно 30° к оконечной поверхности трубы. Эти скошенные кромки могут быть подвергнуты повторной механической обработке или оставлены без обработки.
Представленные здесь оконечные участки труб были приведены исключительно в качестве примера. Настоящее изобретение может быть применимо к скошенным кромкам и в целом к оконечным участкам с профилями различной формы.
Целью является коррекция взаимного расположения труб 100, 200, входящих в зацепление своей внешней поверхностью 105, 205, вблизи своих концов и их перемещение и/или деформирование для получения таким образом оптимального совмещения оконечных поверхностей, подлежащих сварке.
Перед позиционированием труб согласно настоящему изобретению не выполняют никаких точных измерений труб. Подлежащие обработке трубы имеют приблизительно похожие геометрию и размеры, соответствующие, по меньшей мере, некоторым из труб одинаковых номинальных размеров, т.е. с учетом производственных погрешностей.
Обратимся к фиг. 4.
Начинают с этапа 100 предварительного взаимного позиционирования труб. Это предварительное позиционирование основано на том, что можно назвать грубым выравниванием внешних поверхностей труб 100, 200 вблизи их соответствующих концов.
Обратимся к фиг. 5, на которой показан первый вариант предварительного взаимного позиционирования труб.
На этапе 110 помещают хомут, оснащенный домкратами, на оконечный участок одной из труб. Например, хомут может быть аналогичным хомуту 40 по фиг. 1. Хомут может быть позиционирован с подведением убираемых измерительных инструментов (не показаны), прикрепленных к хомуту заподлицо с внешней поверхностью первой трубы.
На этапе 112 задействуют домкраты этого хомута для сжатия первой трубы, т.е. для захвата ее внешней поверхности. Первая труба находится в положении для сварки. На этом этапе предварительно позиционируют хомут на первой трубе, при этом первые домкраты 1 приближены к внешней поверхности первой трубы 100, а затем прижаты к ней концентрично относительно шасси. Плунжеры домкратов продвигают концентрично с одинаковой скоростью в течение одного периода времени, все время измеряя их перемещение.
Изменяют параметры скорости и расстояния перемещения.
Во время фазы сближения скорость продвижения домкратов может достигать 6 мм/с.
Вблизи внешней поверхности первой трубы 100 скорость может быть снижена, например, до 0,3 мм/с для более точного контроля перемещения домкратов.
С точностью синхронизируют перемещения каждого из домкратов 1, распределенных вокруг конца первой трубы 100.
Когда сжатие достигнуто, еще можно управлять прикладываемым усилием и ходом каждого домкрата независимо. Это позволяет оптимизировать сжатие и окончательное позиционирование одного или нескольких концов труб, также как и профиль поперечного сечения конца.
Когда домкраты 1 достаточно сжимают первую трубу с внешней стороны, т.е. когда достигнуто заданное значение давления сжатия, например 1,5 тонны, продвижение домкратов останавливают.
На этапе 114 вводят вторую из труб внутрь хомута на уровне второго фланца таким образом, чтобы ее конец находился напротив конца первой трубы. Позиционируют вторую трубу наилучшим образом, делая отметки на внешних оконечных поверхностях двух труб и осуществляя контакт соответствующих закраин оконечных торцов первой и второй трубы.
На этапе 116 задействуют домкраты второго хомута, которые осуществляют захват внешней стенки второй трубы.
Приводят конец второй трубы 200 в контакт с концом первой трубы 100. Как вариант, можно расположить концы труб таким образом, чтобы между ними имелся определенный продольный промежуток E, как показано на фиг. ЗА, 3B и 3C.
Промежуток E зависит от выполняемого способа сварки. Например, в случае ручной сварки величина E может составлять от 1 до 4 мм, обычно около 2 мм.
В случае автоматической сварки, например, посредством сварочного устройства MIG, MAG и TIG, величина промежутка E может составлять от 0 до 0,5 мм.
Задействуют домкраты 2 второго комплекта для сжатия второй трубы 200 с внешней стороны, аналогично тому, как это выполнено с домкратами 1 первого комплекта.
Изменяют параметры скорости и расстояния перемещения домкратов, т.е. их плунжеров относительно корпусов.
Во время фазы сближения скорость продвижения домкратов может достигать 6 мм/с.
Вблизи внешней поверхности первой трубы 100 скорость может быть снижена, например, до 0,3 мм/с для более точного контроля перемещения домкратов.
С точностью синхронизируют перемещения каждого из домкратов 1, распределенных вокруг конца первой трубы 100.
Когда сжатие достигнуто, еще можно управлять прикладываемым усилием и ходом каждого домкрата независимо. Это позволяет оптимизировать сжатие и окончательное позиционирование одного или нескольких концов труб, также как и профиль поперечного сечения конца.
Обратимся к фиг. 6, на которой показан второй вариант предварительного взаимного позиционирования труб.
На этапе 120 посредством независимого оборудования хомута 40 располагают концы двух соединяемых труб напротив друг друга, в целом, во взаимном контакте.
Как вариант, оконечные торцы труб отведены друг от друга на расстояние E, как описано выше.
Хомут 40 находится в положении с разомкнутыми фланцами.
На этапе 122 хомут помещают в положение совмещения с плоскостью стыка.
На этапе 124 снова замыкают каждый из фланцев вокруг трубы.
На этапе 126 осуществляют захват внешней поверхности первой трубы, аналогично тому, как было описано выше. И осуществляют захват внешней поверхности второй трубы, как было описано выше. Перед осуществлением сцепления первой и второй труб 100, 200 в необязательном порядке регулируют положение хомута в продольном направлении посредством датчиков, как описано выше.
Снова обратимся к фиг. 4.
В конце этапа 100 оконечные торцы труб 100, 200 находятся в положении грубого выравнивания, определяемого относительным позиционированием внешних поверхностей труб 100 и 200 вблизи их соответствующих концов.
В ходе этапа 200 определяют радиальное смещение оконечных поверхностей 101, 201 труб 100, 200.
Дефект выравнивания между соответствующими оконечными поверхностями 101, 201 первой трубы 100 и второй трубы 200 может быть определен по меньшей мере в виде величины радиального смещения H' между внешними оконечными ребрами 106, 206 концов, т.е. с внешней стороны труб.
Как вариант, дефект выравнивания между соответствующими оконечными поверхностями 101, 201 первой трубы 100 и второй трубы 200 может быть определен по меньшей мере в виде величины радиального смещения H между внутренними оконечными ребрами 107, 207, т.е. с внутренней стороны труб.
Величины H и H' соответствуют тому, что в технике называют “порог”.
Предпочтительно определяют несколько значений смещения H или H', полученных в нескольких точках недалеко от внутренних ребер 107, 207 или внешних ребер 106, 206 труб 100, 200.
Предпочтительно в качестве эталона используют внешнее ребро в точках измерения, доступных с внешней стороны, поскольку вследствие механической обработки посредством захвата внутренней поверхности и далее с помощью ролика копировального устройства смещение H равно смещению H'.
Радиальное смещение H' может быть легко измерено с внешней стороны трубы. Это измерение может быть выполнено оператором, например, посредством штангенциркуля, и/или несколькими датчиками.
Радиальное смещение H' может быть определено визуально. Также оператор может управлять домкратами 1, 2 вручную для перемещения одной и/или второй трубы 100, 200. Перемещение может быть импульсным или непрерывным.
Определение радиального смещения H' или H может задействовать один или несколько датчиков типа лазерного профилометра, установленного на сварочном тракторе, профилометрическую камеру, процедуры обработки изображения, а также щупы.
Снова обратимся к фиг. 4. На этапе 300 управляют домкратами хомута для взаимного перемещения труб и/или их деформирования с целью оптимизации совмещения оконечных поверхностей 101, 201.
Посредством управляемых домкратов перемещают оконечную поверхность второй трубы 200 в плоскости, параллельной плоскости стыка с первой трубой 100, которая остается неподвижной относительно хомута 40. Также предусмотрено одновременное перемещение первой трубы 100 и второй трубы 200 относительно хомута 40.
Относительное перемещение домкратов предпочтительно может быть выполнено посредством импульсов, управляемых и контролируемых оператором, с изменяемой посредством вычислительного устройства траекторией. Этими перемещениями также может управлять вычислительное устройство, такое как программируемый автомат, начиная с измерений, выполняемых во время фазы установки двух труб напротив друг друга, причем эти измерения выполняют установленными на оборудовании дополнительными щупами.
Импульсы позволяют осуществлять перемещения от 0,1 мм до 1 мм в ручном режиме.
Посредством уменьшения смещений H или H' обеспечено максимальное совмещение оконечных поверхностей 101, 201, т.е. наличие максимальной поверхности контакта или соответствия.
Эта оптимизация совмещения поверхностей может быть достигнута в ручном режиме посредством применения оператором визуальной оценки или в автоматическом режиме посредством вычислительного устройства. При необходимости могут быть выполнены одно или несколько измерений после сжатия и первых управляемых перемещений домкратов.
Требуется найти окончательное положение домкратов, соответствующее оптимизации зон совмещения между оконечными поверхностями или оконечными ребрами труб. Эта оптимизация соответствует минимизации суммы предварительно определенных значений H, H', дающих минимальную поверхность совмещения по окружности труб, т.е. значения внутреннего радиального смещения H и H' должны быть меньше значения максимально допустимого порога, например порядка миллиметра. Оптимальное значение порога обычно составляет около 0,5 мм, тогда как значения порядка 1,5 мм приемлемы. Как вариант, можно выровнять радиальное смещение по окружности труб.
На практике это может быть выполнено в два этапа. Сначала активируют перемещение домкратов для перемещения труб относительно друг друга без деформации. Затем точечно деформируют одну и/или вторую трубу, чтобы более уменьшить сумму радиальных смещений или сократить наиболее значимый радиальный промежуток.
Когда оконечные поверхности находятся в оптимальном положении относительно друг друга, домкраты блокируют.
В случае скошенных кромок без закраин радиальное смещение H и H' между оконечными линиями или ребрами 104, 204 максимально уменьшают.
После блокировки положения домкратов можно снова выполнить ряд измерений радиального смещения H и/или H'. В этом случае, если совмещение кольцевых поверхностей не будет определено оператором или вычислительным устройством как достаточное, могут быть выполнены повторные перемещения по меньшей мере одной из труб 100, 200 в плоскости стыка.
Обратимся к фиг. ЗА, 3B и 3C.
Показаны концы первой и второй труб 100, 200 в конфигурациях, аналогичных фиг. 2A, 2B и 2C, соответственно, за исключением того, что оконечные поверхности 101 и 201 и оконечные ребра 104 и 204 взаимно разведены на расстояние E, измеряемое по продольной оси труб 100, 200. Это положение соответствует окончательному осевому положению перед сваркой.
Описанный способ установки в такое положение также применим в случаях, показанных на фиг. ЗА, 3B и 3C, где умышленно оставляют продольный промежуток E между оконечными поверхностями 101, 201 труб 100, 200.
В ходе взаимного перемещения труб 100, 200 некоторые домкраты могут осуществлять движение обратного хода или отведения, продолжая оказывать постоянное толкающее усилие на соответствующий конец.
Взаимное позиционирование труб 100, 200 требует перемещения труб относительно друг друга, сохраняя сжимающее усилие или усилие захвата между хомутом и перемещаемой трубой. Для этого требуется одновременное перемещение каждого домкрата и одного или нескольких домкратов, которые ему противодействуют (противоположные домкраты) без потери сжимающего усилия. Для перемещения трубы в направлении, соответствующем домкрату, подают давление на требуемый домкрат, тогда как в одном или нескольких противодействующих ему домкратах осуществляют спуск жидкости до того уровня, чтобы их усилие было меньшим, чем толкающее усилие первого домкрата, при составляющей силе, соответствующей этому толкающему усилию. Разница в давлении вызывает перемещение трубы, которое прекращается, когда уравновешены давления спуска жидкости и давления рабочих домкратов. По этому принципу можно комбинировать перемещения домкратов в зависимости от желаемого направления перемещения труб.
Для деформирования трубы требуется перемещение одного из домкратов независимо от других. Можно также комбинировать домкраты таким образом, чтобы выполнить сложное деформирование трубы.
Может осуществляться одновременное управление электроклапанами благодаря вычислительному устройству, которое выполняет специальную программу, обычно способную выполнять этапы, описанные в соответствие с фиг. 4 - 6.
Датчики положения/перемещения позволяют отслеживать положение каждой трубы в реальном времени посредством геометрических вычислений.
Благодаря вычислительному устройству индивидуальное управление домкратами 1, 2 посредством толкающего усилия и/или управления ходом каждого домкрата на уровне внешней поверхности трубы позволяет генерировать движения одной из труб относительно другой трубы. Скорость, направление и амплитуда этих движений также находятся под полным контролем. Во время перемещения концов труб поддерживают толкающие усилия.
Когда желаемое положение достигнуто, система блокирует ход домкратов.
В любой момент возможно индивидуально, т.е. отдельно для каждого домкрата, откорректировать толкающее давление или перемещение, таким образом, чтобы оптимизировать общее сжатие одной или нескольких труб.
Обратимся к фиг. 7A - 7C.
На этих фигурах показана первая труба 100, имеющая вблизи своего конца толщину E1 в радиальном направлении, значительно превышающую толщину E2 второй трубы 200 в том же радиальном направлении вблизи ее ближнего конца. Эта разница в толщине может быть следствием дефектов концентричности внутренней поверхности 102, 202 труб относительно внешней поверхности 105, 205 и/или различиям в погрешностях толщины между первой трубой 100 и второй трубой 200.
На фиг. 7A показана первая труба 100 и вторая труба 200 после того, как они были грубо выровнены их внешними поверхностями, например, как трубы, приведенные в примере после вышеописанного этапа 100. Радиальное смещение H'A является значительным и соответствует разнице толщины труб в этом радиальном положении.
Фиг. 7B показывает первую трубу 100 и вторую трубу 200 после того, как они были перемещены относительно друг друга таким образом, чтобы улучшить совмещение их соответствующих оконечных торцов. Радиальное смещение H'B определенно меньше радиального смещения H'A. Обычно удается уменьшить большую часть разницы в соосности внутренних поверхностей относительно внешних поверхностей труб 100, 200. Тем не менее, остается радиальное смещение H'B, которое при определенных условиях может быть больше значения максимально допустимого порога. Например, в случае, когда одна из труб 100, 200 имеет овальность, явно превышающую овальность другой трубы, или когда овальности труб перемещаются под углом.
На фиг. 7C показаны трубы 100, 200 после того, как вторая труба была локально деформирована для уменьшения радиального смещения, возникшего вследствие операции взаимного перемещения с целью общего уменьшения радиального смещения между концами труб 100, 200. Внутренние поверхности труб 100, 200 сохранялись в целом выровненными относительно друг друга, или, по меньшей мере, окончательное радиальное смещение осталось в пределе, который гарантирует, что последующие операции сварки будут выполнены при хороших условиях.
Настоящее изобретение может также относиться к другим применениям кроме соединения посредством сварки, при которых необходимо точное и надежное выравнивание труб, особенно больших размеров и/или значительного веса.
Был описан способ взаимного позиционирования труб и хомут, который может быть применен с целью облегчить осуществление этого способа. Однако описанный здесь хомут может быть применен в более широких рамках и в частности при всех способах выравнивания труб, включая приведение к совмещению внешних поверхностей труб. Хомут 40 может применяться каждый раз, когда требуется переместить по меньшей мере одну из труб, на которых он установлен, сохраняя при этом сжимающее усилие или усилие захвата, действующее на трубу.
Описанный способ может также рассматриваться как способ позиционирования первой трубы напротив второй трубы на уровне их концов, при этом конец первой трубы содержит первую скошенную кромку и первую преимущественно кольцевую поверхность, расположенную вблизи внутренней поверхности, при этом конец второй трубы содержит вторую скошенную кромку и вторую преимущественно кольцевую поверхность(-и), расположенную вблизи внутренней поверхности, где указанные первая и вторая кольцевые поверхности определяют плоскость стыка, преимущественно перпендикулярную продольным осям каждой из указанных труб, и способ, согласно которому применяют и регулируют множество сжимающих домкратов, радиально распределенных вокруг первой и второй трубы для параллельного перемещения указанной плоскости стыка второй трубы напротив первой трубы, в зависимости от радиального смещения H, H' между первой и второй кольцевой поверхностью для того, чтобы гарантировать максимальную поверхность совмещения, при этом указанная поверхность является поверхностью совмещения указанных кольцевых поверхностей.
Указанное радиальное смещение или порог определяют и контролируют либо визуально, либо посредством специальных датчиков, и значения указанного смещения передают и обрабатывают посредством взаимодействующего с ними центрального процессора, позволяющего управлять перемещением всех или части указанных домкратов.
Определение и контроль порога может осуществляться in-situ и, при необходимости, в реальном времени.
Автоматизация способа позволяет обрабатывать большое количество геометрических промежутков труб в ограниченный период времени и с высокой точностью.
Предпочтительно осевое смещение определяют и контролируют по всей окружности либо на уровне внешних ребер кольцевых поверхностей, определяющих глубину скошенных кромок, либо на уровне ребер скошенных кромок без закраин. Можно выбрать, например, определение смещения в нескольких точках окружности, равномерно распределенных по окружности. Это определение смещения может быть выполнено посредством специального инструмента.
Радиальное смещение H можно определять и контролировать на внутренних стенках труб. Радиальное смещение H' также можно определять и контролировать относительно глубины соответствующих скошенных кромок труб. Поскольку закраины скошенных кромок обычно имеют постоянные размеры по всей окружности трубы, такое смещение является надежным и легко осуществимым.
Предпочтительно при перемещении второй трубы можно зажать первый конец первой трубы, выровненной вблизи второй трубы напротив первой трубы, и зажать вторую трубу в этом положении выравнивания. Преимущественно сжатие происходит на уровне внешних стенок труб.
Если концы труб имеют скошенную кромку, но без закраины, радиальное смещение H, H' между оконечными линиями труб можно уменьшить, распределяя его под углом по всей окружности оконечных линий.
Выравнивание труб может быть осуществлено на первом этапе на внешних поверхностях первой и второй трубы.
Между концом первой и второй трубы может быть предусмотрен продольный промежуток в несколько миллиметров. Этот промежуток является предопределенным и его выбирает специалист, выполняющий операцию сварки, когда выполнено выравнивание согласно настоящему изобретению для последующей сварки труб. Таким образом, площадь стыка расположена в средине промежутка, параллельно совпадающим кольцевым поверхностям, и перпендикулярно продольной оси труб.
Когда концы труб зажаты, можно управлять сжимающими домкратами индивидуально, таким образом позволяя осуществлять относительное перемещение концов труб, сохраняя при этом сжимающие усилия указанных домкратов на указанных трубах.
Преимущественно можно перемещать первую и/или вторую трубу относительно друг друга до получения поверхности совмещения, составляющей примерно от 20% до 100% кольцевой поверхности первой и/или второй трубы.
Также, когда достигнуто положение оптимального совмещения, домкраты остаются заблокированными в положении захвата и сохраняют усилия, прилагаемые к первой и/или второй трубе, пока не будут завершены указанные перемещения указанных труб. Также можно локально изменять радиальное смещение H, H', регулируя индивидуально и отдельно положение по меньшей мере одного из домкратов. Кроме того, перед сжатием первой трубы можно располагать домкраты таким образом, чтобы сварочные устройства были отцентрированы в продольном направлении на конце первой трубы или в плоскости стыка, определенной между первой и второй трубой. Это является эталонным продольным положением для труб.
Настоящее изобретение не ограничивается вышеописанными вариантами осуществления, приведенными исключительно в качестве примера, но включает все варианты, которые могут быть очевидными специалисту в данной области техники. В частности:
- применяемые домкраты могут быть электрического типа или любого иного типа, даже управляемыми в ручном режиме посредством компьютера;
- два фланца хомута 40 могут быть установлены один на другом с возможностью перемещения. Можно также выровнять трубы относительно друг друга, приблизить их друг к другу, сохраняя при этом сжатие между ними;
- домкраты описаны как равномерно распределенные под углом на своем соответствующем фланце, тем не менее они могут быть расположены иначе;
- по меньшей мере один фланец хомута 40 может быт выполнен как отдельная деталь.
Изобретение может быть использовано для взаимного позиционирования труб, подлежащих стыковке и соединению, например, сваркой. Концевые участки труб содержат торцевые кольцевые поверхности, определяющие плоскость стыка, и примыкающие к ним поверхности скошенных кромок. Устанавливают множество равномерно распределенных и расположенных радиально зажимных домкратов (1, 2), соответственно, на первую трубу (100) и на вторую трубу (200). Предварительно позиционируют первую и вторую трубу относительно друг друга с размещением их соответствующих торцевых поверхностей напротив друг друга в плоскости стыка в положении выравнивания. Регулируют зажимные домкраты (1, 2) для перемещения первой и второй трубы относительно друг друга параллельно плоскости стыка с учетом радиального смещения Н и Н′ их торцевых поверхностей, определенного в соответствии с оптимальным совмещением торцевых поверхностей труб. При этом сохраняют сжимающее усилие упомянутых зажимных домкратов на указанных трубах. Каждый домкрат присоединен к своему электроклапану. Вычислительное устройство обеспечивает индивидуальное и независимое регулирование каждого электроклапана. Оптимизация совмещения соединяемых поверхностей труб обеспечивает лучшее соединение их при выполнении первого прохода сварки. 2 н. и 12 з.п. ф-лы, 7 ил.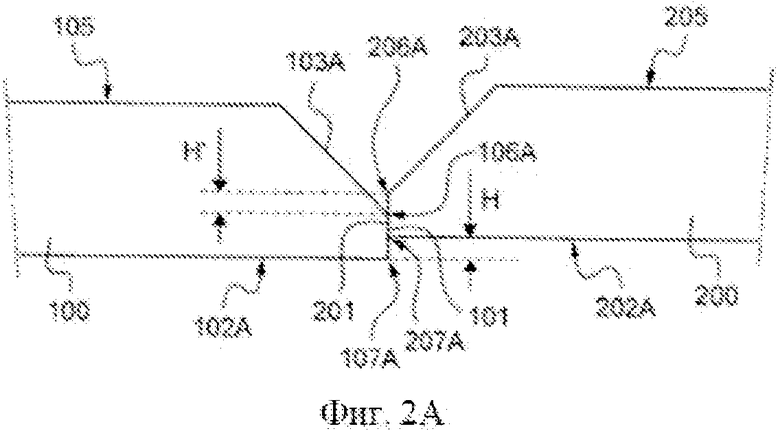
1. Способ взаимного позиционирования труб, имеющих соответствующие концевые участки, содержащие торцевые кольцевые поверхности, примыкающие к внутренней поверхности трубы и определяющие плоскость стыка, и поверхности скошенных кромок, примыкающие к упомянутым торцевым поверхностям, включающий следующие этапы:
a) устанавливают множество зажимных домкратов (1, 2) соответственно на первую трубу (100) и на вторую трубу (200), распределенных равномерно и расположенных радиально к соответствующей ему трубе, и предварительно позиционируют первую и вторую трубу относительно друг друга с размещением соответствующих их торцевых поверхностей напротив друг друга в плоскости стыка в положении выравнивания;
b) определяют радиальное смещение Н и Н′ торцевых поверхностей первой и второй трубы в плоскости стыка;
c) регулируют зажимные домкраты (1, 2) первой и/или второй трубы для их перемещения относительно друг друга параллельно плоскости стыка с учетом радиального смещения Н и Н′, определенного в соответствии с оптимальным совмещением торцевых поверхностей труб, при сохранении сжимающего усилия упомянутых зажимных домкратов на указанные трубы.
2. Способ по п. 1, отличающийся тем, что указанное радиальное смещение Н и Н′ оценивают визуально или определяют посредством датчиков, а значения величины радиального смещения передают на центральный процессор для их обработки и активирования перемещения всех или части указанных зажимных домкратов (1, 2).
3. Способ по п. 1, отличающийся тем, что на этапе b) радиальное смещение Н определяют в виде одного или нескольких значений радиального смещения между соответствующими торцевыми поверхностями со стороны внутренней поверхности (102, 202) первой и второй трубы (100, 200).
4. Способ по п. 1, отличающийся тем, что на этапе b) радиальное смещение Н′ определяют в виде одного или нескольких значений радиального смещения между соответствующими торцевыми поверхностями со стороны поверхности скошенной кромки первой и второй трубы, примыкающей к упомянутой торцевой поверхности.
5. Способ по п. 1, отличающийся тем, что этап а) включает следующие операции:
a1. устанавливают первый комплект зажимных домкратов на внешней поверхности первой трубы;
a2. перемещают вторую трубу относительно первой трубы в положение выравнивания, при котором торцевая кольцевая поверхность второй трубы практически совпадает с торцевой кольцевой поверхностью первой трубы;
a3. устанавливают второй комплект зажимных домкратов на внешней поверхности второй трубы в положении выравнивания.
6. Способ по п. 1, отличающийся тем, что на этапе с) регулируют домкраты для уменьшения радиального смещения торцевых кольцевых поверхностей с учетом максимального его значения.
7. Способ по п. 1, отличающийся тем, что на этапе а) предварительно позиционируемые торцевые кольцевые поверхности первой и второй трубы (100, 200) разводят относительно друг друга на несколько миллиметров в продольном направлении одной и/или другой трубы.
8. Способ по п. 1, отличающийся тем, что перемещают первую трубу (100) и/или вторую трубу (200) относительно друг друга до получения поверхности совпадения, составляющей от 20% до 100% поверхности стыка (101, 201) первой и второй трубы.
9. Способ по п. 1, отличающийся тем, что при достижении положения оптимального совмещения домкраты оставляют заблокированными в положении захвата с сохранением усилия, прилагаемого к первой и/или второй трубе.
10. Способ по п. 1, отличающийся тем, что этап с) включает, по меньшей мере, один подэтап, на котором регулируют перемещение, по меньшей мере, одного из домкратов независимо от перемещения других домкратов до локального изменения радиального смещения Н и Н′ торцевых кольцевых поверхностей позиционируемых труб.
11. Способ по п. 1, отличающийся тем, что этап с) включает подэтапы, на которых:
c1. одновременно регулируют домкраты для перемещения первой и второй трубы относительно друг друга для уменьшения радиального смещения между торцевыми поверхностями труб,
c2. индивидуально регулируют по меньшей мере один из домкратов дифференциальным образом относительно одного или нескольких противодействующих домкратов для локального деформирования соответствующей трубы.
12. Способ по п. 1, отличающийся тем, что используют устройство для взаимного позиционирования труб, содержащее хомут (40) с двумя идентичными фланцами, установленными один на другом, при этом один из фланцев поддерживает часть из указанного множества зажимных домкратов (1), а второй фланец поддерживает остальную их часть.
13. Устройство для взаимного позиционирования труб, содержащее хомут (40), содержащий два идентичных фланца (10, 20), установленных один на другом, при этом один из фланцев поддерживает первый комплект гидравлических домкратов (1), тогда как второй фланец поддерживает второй комплект гидравлических домкратов (2), каждый из домкратов по меньшей мере из первого комплекта и второго комплекта домкратов с одной стороны соединен с электроклапаном, посредством которого можно осуществлять подачу жидкости в домкрат, а с другой стороны - с регулятором давления пропорционального типа, посредством которого можно осуществлять спуск жидкости, отличающееся тем, что оно содержит вычислительное устройство и электроклапаны таким образом, что каждый домкрат из первого комплекта или второго комплекта домкратов присоединен к своему электроклапану, а вычислительное устройство выполнено с возможностью индивидуально и независимо регулировать каждый электроклапан, присоединенный к своему домкрату.
14. Устройство по п. 13, отличающееся тем, что оно содержит центральную гидравлическую линию, содержащую один или несколько гидронасосных узлов, при этом каждый домкрат по меньшей мере из первого и второго комплекта домкратов соединен с соответствующим насосным элементом.
| WO 2006112689 А1, 26.10.2006 | |||
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| 0 |
|
SU51362A1 | |
| Устройство для сборки и сварки элементов трубопроводов | 1976 |
|
SU617218A1 |

