Изобретение относится к области механической правки торцов труб при центрировании сварного стыка перед сваркой при строительстве и ремонте трубопроводов и трубных узлов. Предлагаемые способ и устройство правки овала труб могут быть применены там, где стоит задача при сварке стыков труб, а труб большого диаметра особенно, обеспечения нормируемых сварочных зазоров при сведении торцов: в цеховых условиях, на трубных базах, при строительстве и ремонте трубопроводов.
Выпускаемые промышленностью трубы, как правило, имеют отклонения формы торцов от правильной окружности - овальность. В соответствии с ГОСТ 24642-81 (СТ СЭВ 301-76) овальность - отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях. Тогда отклонение от круглости (наибольшее расстояние от точек реального профиля до прилегающей окружности) оценивается количественно как половина разности максимального и минимального диаметров трубы.
В настоящее время при сборке трубных узлов (или трубопроводов) и сварке стыков основное требование к торцам свариваемых деталей - совмещение фасок с зазорами, определяющими размеры сварочной ванны, - выполняется с помощью либо внутренних, либо наружных центраторов. Способ сведения стыка с помощью центраторов призван, в частности, нивелировать разную величину овальности сводимых труб, так как несовпадение овалов при сведении стыка делает образование нормируемой сварочной ванны невозможным. Как известно, сварочную ванну формируют углы фаски торцов, длина фаски и величина раскрытия стыка. При сведении торцов труб возникает рассогласование кромок притупления фаски, которое непосредственно влияет на качество формирования корневого шва. Для различных способов сварки (ручная, автоматическая, и т.д.) допустимая величина рассогласования может быть различной и указывается в технологической карте, т.е. нормируется. Фактическая величина рассогласования вытекает из разности периметров сводимых овалов и их параметров.
Задача сведения стыка решается либо приведением свариваемых торцов к форме правильной окружности, либо подгонкой одного овала к другому с помощью радиальных механических воздействий на торцы. Внутренний центратор вводят внутрь двух стыкуемых труб, где он одновременно локально упруго деформирует сводимые трубы в зоне стыка, одновременно придает стыкуемым торцам труб перед сваркой форму окружности и удерживает их в этом положении, при этом разность периметров торцов равномерно распределяется по всей длине стыка. Основным рабочим узлом внутреннего центратора является центрирующий механизм конусного или рычажного типа, который одновременно воздействует на два ряда центрирующих радиально ориентированных внутренних жимков, равномерно распределенных по внутреннему периметру торцов сводимых труб, обеспечивая их взаимное совпадение с образованием сварочной ванны. Под термином «жимок» подразумевают конструктивный элемент, выполненный, например, в виде радиально подвижного штока, связанного с приводом перемещения и снабженного опорной пяткой, воздействующей на тело трубы. Конструктивная схема центратора приведена в книге Ф.М.Мустафин, Н.Г.Блехерова, О.П.Квятковский и др. Сварка трубопроводов. Учеб. Пособие. - М.: ООО «Недра-Бизнесцентр», 2002., стр.116, рис.3.30. Основным недостатком способа сведения стыков труб с помощью внутреннего центратора является обеспечение деформирующего воздействия на стык изнутри сводимых труб, а значит, возможность его использования ограничена строительством протяженной гладкой нитки трубопровода, при отсутствии крутых изломов и поворотов.
Наружный центратор также локально упруго деформирует и удерживает в этом положении сводимые торцы, но воздействуя жимками снаружи трубы. Это позволяет использовать его при сведении стыков труб в сложных случаях: сварка захлестов, узлов, врезок и т.д. Конструктивная схема центратора приведена в книге «Каталог машин для строительства трубопроводов». Изд. 6-е, перераб. и доп. М.: Недра, 1977, с.113. Основным рабочим узлом наружного центратора является, например, разъемная шайба в виде хомута, которую устанавливают на одной из сводимых труб. Торцевая поверхность шайбы снабжена радиально ориентированными жимками, которые осуществляют деформирующее воздействие на наружную поверхность второй трубы, чем обеспечивают сведение торцов стыка, компенсируя разность овалов. Наружный центратор вызывает необходимость вести сварку с применением «прихваток», т.е. корневой шов приходится делать прерывистым с последующей зачисткой смежных переходов, теряя качество, прочность шва и производительность.
Общим недостатком способов корректировки овала при сведении стыка с помощью центраторов является наложение в зоне сварного шва дополнительных механических напряжений непосредственно перед сваркой, которые, складываясь с возникающими термическими напряжениями при сварке, приводят к полной неопределенности напряженного состояния шва после снятия центратора и которые при повышенных толщинах стенок трубы способны привести к разрушению корневого шва в результате упругого последействия остаточных напряжений.
Для устранения указанных недостатков на заводе-изготовителе шовных труб (после сварки продольного шва) применяют способ подготовки торцов труб трубопровода под сварку путем использования операции экспандирования труб для уменьшения величины овальности как по всей длине трубы, так и ее торцов до нормируемой величины. Для придания телу трубы объемной пластической деформации на внутреннюю поверхность трубы оказывают механическое воздействие в радиальном направлении по всему ее периметру. Для этого используют устройство типа «экспандер».
Одним из основных производителей устройств типа «экспандер» является фирма «SMS Meer» (Германия) (http://www.sms-meer.com).
Основным рабочим элементом экспандера является силовая головка, состоящая из жесткой опорной рамы, закрепленной на несущей продольной штанге, расположенной соосно внутри обрабатываемой трубы и снабженной подвижным в осевом направлении конусом, который одновременно воздействует на ряд радиально ориентированных внутренних жимков, равномерно распределенных по внутреннему периметру трубы. Продольное перемещение конуса относительно опорной рамы приводит к перемещению внутренних жимков в радиальном направлении, которые в свою очередь деформируют трубу, достигая пластического течения материала, при этом форма трубы достигает правильной окружности, а периметр увеличивается, и после возврата конуса в исходное положение внутренние жимки сводятся, освобождают трубу, в которой сохранена остаточная пластическая деформация.
Указанный способ коррекции овала трубы обладает существенным недостатком, поскольку при создании односторонней упругопластической деформации в теле трубы происходит увеличение периметра овала за счет остаточного пластического перемещения внутренних слоев металла после снятия нагрузки. При этом за счет остаточной деформации периметр трубы может увеличиваться до 1,5% от исходного. Это снижает точность совмещения овалов стыкуемых труб.
Другим недостатком является равномерность и одновременность перемещения жимков, которая приводит только к уменьшению овальности, т.е. приближению формы трубы к окружности, а значит, невозможности получения овала с заданными параметрами.
Наиболее близким к заявляемому изобретению по конструктивным особенностям является наружный центратор (пат. РФ №2102213), включающий наружную раму, охватывающую подлежащую деформации трубу, группу средств для деформирующего воздействия на наружную поверхность трубы в радиальном направлении, выполненных в виде секторов с приводными центрирующими кулачками и фиксирующими секторы клиновыми механизмами и расположенных внутри указанной рамы.
При разведенных секторах центратор устанавливается на трубопровод в районе свариваемого стыка. Сектора сводятся. Силовыми цилиндрами обжимают трубопроводы кулачками в районе свариваемого стыка, обеспечивая соосность свариваемых труб и их цилиндричность.
В этом техническом решении кулачки при перемещении стремятся привести торцы к правильной окружности, что, как уже указывалось выше, не обеспечивает получение овала с заданными параметрами и, как следствие, снижает точность совмещения овалов стыкуемых труб.
Кроме того, это техническое решение не предусматривает деформирования обоих торцов и, следовательно, не обеспечивает получение минимальной разницы радиус-векторов овалов.
Задачей изобретения является создание способа коррекции подлежащих сварке торцов труб и устройства, реализующего способ, которые обеспечивали бы сохранение периметра овала при коррекции и минимальную разницу радиус-векторов эталонного и стыкуемого овалов.
Поставленная задача решается тем, что в способе подготовки торцов труб трубопровода под сварку, включающем механическое воздействие в радиальном направлении на стенку по меньшей мере одной трубы по всему ее периметру с обеспечением пластической деформации металла, в соответствии с изобретением один из торцов труб выбирают в качестве эталонного и определяют его геометрические параметры в виде периметра овала и радиуса-вектора внутренней поверхности у торца трубы от условного центра трубы не менее чем в 5 точках, а другой торец подвергают деформированию путем механического воздействия не менее чем в 5 точках до совпадения его геометрических параметров с аналогичными параметрами эталонного торца, при этом контролируют изменение упомянутых параметров деформируемого торца и сравнивают их отклонение от аналогичных параметров эталонного торца посредством определения величины остаточных пластических деформаций.
Выбор указанного количества точек для приложения механического воздействия обусловлен тем, что такое количество точек однозначно определяет геометрические параметры овала с точностью, достаточной для сведения торцов.
Благодаря выбору для последующей сварки труб с нормируемой разностью периметров обеспечиваются заданные геометрические параметры сварочной ванны.
Целесообразно осуществлять воздействие одновременно со стороны внутренней и со стороны наружной поверхностей трубы при одновременном контроле изменения параметров деформируемого торца. Воздействие осуществляют до совпадения параметров деформируемого торца с эталонными, после чего воздействие прекращают, определяют величину остаточных пластических деформаций, при необходимости воздействие повторяют.
При одновременном деформировании снаружи и изнутри остаточное изменение периметра уменьшается, а это значит, что правку трубы можно проводить с большей точностью и с меньшими усилиями рабочих органов, т.к. основные пластические деформации происходят во взаимно перпендикулярных направлениях, как раз в зонах силового воздействия рабочих органов (одна пара действует изнутри, а другая - снаружи).
Вторая указанная задача решается тем, что в центраторе для подготовки торцов труб трубопровода под сварку, включающем наружную кольцевую раму, охватывающую подлежащую деформации трубу, группу средств для деформирующего воздействия на наружную поверхность трубы в радиальном направлении, расположенных внутри указанной рамы, при этом каждое средство имеет рабочий орган (наружный жимок), находящийся в контакте с наружной поверхностью трубы, и силовой привод перемещения, в соответствии с изобретением центратор для подготовки торцов труб трубопровода под сварку включает вторую группу средств для деформирующего воздействия на внутреннюю поверхность трубы с рабочими органами (внутренними жимками), находящимися в контакте с внутренней поверхностью трубы. Каждый рабочий орган второй группы установлен во внутренней кольцеобразной раме, конструктивно связанной с наружной рамой, и снабжен приводом перемещения. Каждый рабочий орган первой группы расположен напротив рабочего органа второй группы, при этом рабочие органы контактируют с деформируемыми поверхностями трубы через опорные пятки, а количество рабочих органов каждой группы не менее пяти. Центратор для подготовки торцов труб трубопровода под сварку дополнительно включает датчики линейных перемещений каждого из рабочих органов, блок сравнения и управления, электрически связанный с указанными датчиками и с блоком управления силовыми приводами, а также блок гидрораспределителей, гидравлически связанный с силовыми приводами рабочих органов и питающей гидростанцией.
Благодаря наличию второй группы средств для деформирующего воздействия и взаимному расположению этих средств друг относительно друга деформация стенок трубы осуществляется одновременно снаружи и изнутри, что, как указывалось выше, уменьшает изменение периметра и минимизирует разницу радиус-векторов эталонного и стыкуемого овалов.
Количество рабочих органов (жимков) в каждой группе является достаточным для приведения параметров деформируемого торца к параметрам эталонного.
Благодаря наличию датчиков линейных перемещений жимков, блоков сравнения и управления обеспечивается деформация трубы при максимальном приближении параметров деформируемого торца к параметрам эталонного торца.
Количество рабочих органов первой и второй групп может быть различным. Это позволяет повысить точность корректировки и снизить суммарное количество жимков.
Изобретение поясняется чертежами, на которых
фиг.1 изображает пример выполнения коррекции овала в соответствии с изобретением;
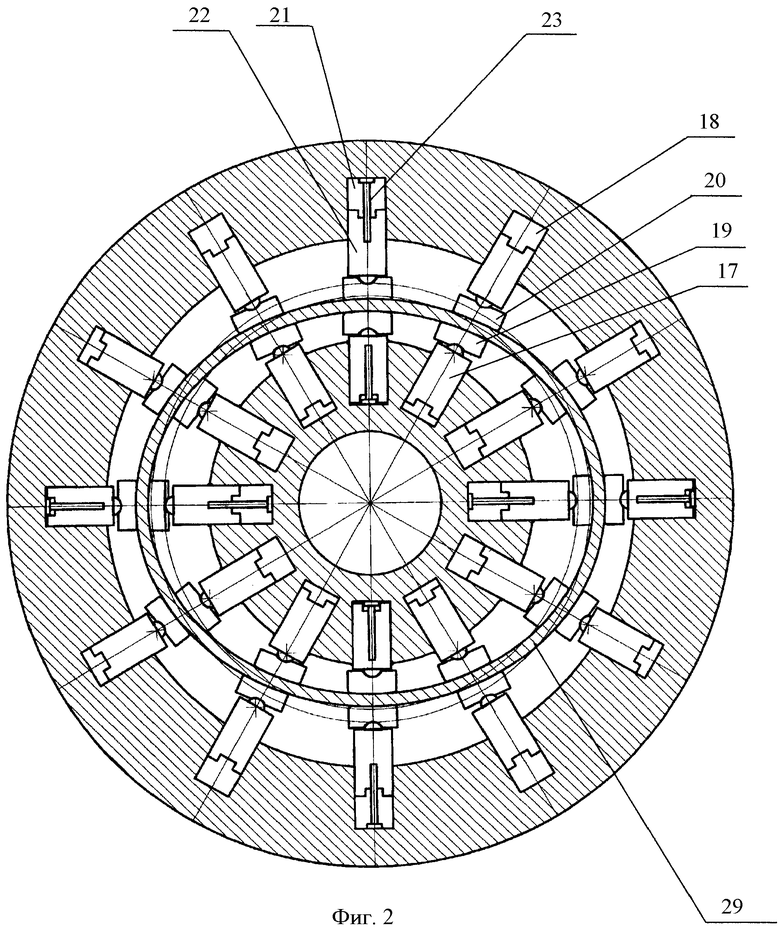
фиг.2 изображает конструкцию устройства корректировки овала, реализующее описываемый способ, в соответствии с изобретением, в поперечном разрезе;
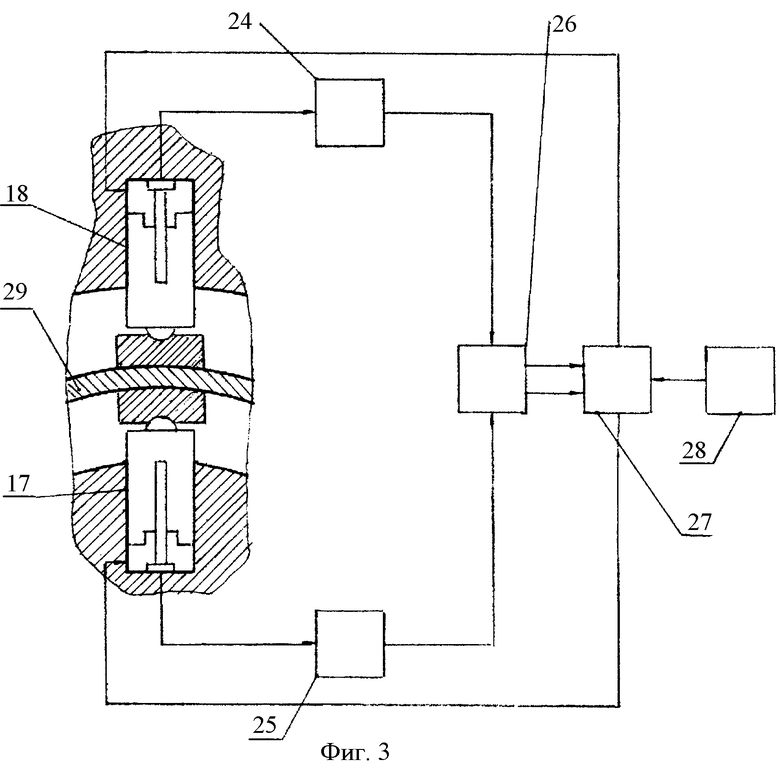
фиг.3 изображает блок-схему устройства применительно к одной паре жимков: наружного и внутреннего.
Для определения величины рассогласования кромок измеряют периметры стыкуемых труб, например, рулеткой, и определяют величину рассогласования. Заданная в технологической карте эта величина и является нормируемым (установленным) полем допуска.
За эталон можно принять любой из сводимых овалов, а параметры овала, вводимые в память блока сравнения, определяют измерением параметров овала трубы выбранной в качестве эталона.
На фиг.1 изображен пример выполнения коррекции овала по предлагаемому способу. В качестве корректируемой кривой выбрана окружность 1 как частный случай овала, а измерение и силовое воздействие производится, например, по двенадцати осям 2-13 с углом между ними 30°. Количество точек силового воздействия может быть выбрано иным, но в любом случае не менее пяти. На фиг.1 приняты следующие обозначения: окружность 1 (базовый исходный контур (БИК)), упругопластический контур (УПК) 14 - геометрическое место точек радиусов кривизны нейтрального слоя трубы при силовом воздействии, остаточный пластический контур (ОПК) 15 - геометрическое место точек радиуса кривизны нейтрального слоя трубы после прекращения силового воздействия (разгрузки), О - центр воображаемой оси трубы; DБИК - диаметр базового исходного контура; DОПК min, DОПК max - наименьший и наибольший диаметр остаточного пластического контура соответственно; DУПК min, DУПК max - наименьший и наибольший диаметр упругопластического контура соответственно.
В приведенном примере по осям О-2 и О-8 расположим малые полуоси требуемого овала, а по осям О-5 и О-11 расположим большие полуоси требуемого овала.
Как показано на фиг.2, на общей опорной раме 16 расположены два ряда радиально ориентированных внутренних и наружных жимков 17, 18 соответственно, снабженных самоустанавливающимися (например, в виде сферического шарнира) опорными пятками 19 и 20, причем радиус кривизны опорной поверхности пятки 20 выбран для наружного жимка 18 не меньше радиуса кривизны наружной поверхности трубы при максимальном перемещении при коррекции, а радиус кривизны опорной пятки 19 внутреннего жимка 17 - не больше радиуса кривизны внутренней поверхности трубы при максимальном перемещении при коррекции. Каждый жимок 17, 18, например, в виде гидроцилиндра 21 и плунжера 22, оснащен устройством 23 измерения перемещения плунжера, например, в виде бесконтактного индуктивного датчика 24, 25 (фиг.3) линейных перемещений (на фиг.2 для примера показаны датчики только восьми плунжеров). Датчики 24, 25 соединены с блоком сравнения и управления 26, который служит для формирования математической кривой, соответствующей измеренному овалу, хранению данных о требуемом овале и управления гидрораспределителями жимков при измерениях и коррекции овала. Датчики 24, 25 электрически соединены с жимками 17, 18, а последние с помощью питающих гидрошлангов через блок гидрораспределителей 27 сообщаются с питающей гидростанцией 28 высокого давления.
В приведенном примере реализации изобретения количество внутренних и наружных жимков является одинаковым. В некоторых случаях можно использовать разное количество наружных и внутренних жимков. Это позволяет повысить точность корректировки и уменьшить суммарное количество жимков и тем самым упростить и удешевить конструкцию. Выбор количества наружных и внутренних жимков определяют экспериментально.
Устройство работает следующим образом
В исходном положении внутренние жимки 17 полностью сведены, а наружные 18 разведены. В блок сравнения и управления 26 (БСУ) поступают сигналы исходного положения жимков 17, 18. В образовавшийся между пятками 19, 20 зазор водят торец обрабатываемой трубы 29, совмещая продольные оси трубы и устройства. В гидроцилиндры 21 жимков одновременно подают давление измерения, которое составляет не более 2% от рабочего. Все жимки перемещаются до контакта с наружной и внутренней поверхностями трубы 29 и в этом положении останавливаются, давление с гидроцилиндров 21 снимают. В БСУ 26 поступают сигналы о положении жимков 17, 18. По этому положению жимков 17, 18 БСУ 26 определяет параметры овала и толщину стенки обрабатываемой трубы 29. После этого параметры измеренного овала сохраняются в памяти БСУ 26 для дальнейшего использования. Далее БСУ 26 определяет пары жимков 17, 18, которые будут действовать в направлении большой полуоси 5-О-11 требуемого овала изнутри трубы 29 и пары жимков 17, 18, которые будут действовать в направлении малой полуоси 8-О-2 требуемого овала снаружи трубы 29, величину перемещения их плунжеров 22 до образования упругопластической деформации и управляет соответствующими гидрораспределителями, подавая в гидроцилиндры 21 рабочее давление. По достижении заданных величин перемещений плунжеров 22 давление снижают до давления измерения, а путем измерения обратного перемещения жимков 17, 18, например, под действием сил упругости трубы 29, определяют величину остаточных пластических деформаций, и по их величине БСУ 26 определяет периметр, величину и угловое положение полуосей образованного овала, сравнивает их значения с параметрами требуемого овала. При необходимости цикл повторяет до достижения минимальной разности радиус-векторов требуемого и измеренного овалов, что обеспечивает необходимую и достаточную идентичность сводимых овалов, а значит, и повышение точности образования нормируемой сварочной ванны.
Применение описываемого способа и устройства корректировки овала позволяет существенно упростить многие технологические операции при изготовлении труб, строительстве и ремонте трубопроводов.
В частности, при изготовлении труб на заводе овальность торцов менее 1% от наружного диаметра экспандированием достигается с большими трудностями, а это для трубы ⌀ 1420 мм составляет 14 мм. Такая величина овальности при сведении стыка на трассе трубопровода диктует применение устройств правки овалов и центраторов. Наиболее приемлемый результат - 0,1% от наружного диаметра - может быть достигнут на заводе-изготовителе с помощью описанного изобретения, что резко повышает качество выпускаемых труб и их потребительские свойства. Тогда потребителям на трассе можно правкой овала не заниматься, а просто свести торцы труб, что в несколько раз быстрее и проще, и нормируемая сварочная ванна будет готова. Как следствие, конструкция центратора может быть значительно упрощена, либо от него можно будет отказаться полностью, а значит, производительность сборки существенно повысится.
При ремонте трубопроводов условия задачи сведения стыка более сложные: врезка ремонтной катушки возможна только с применением наружного центратора. К тому же овалы торца на ремонтной катушке и на ремонтируемой трубе вообще не регламентированы. Разность стыкуемых полуосей овалов на трубах больших диаметров из практики может достигать десятков миллиметров. В этом случае устройство, реализующее описываемый способ, может быть использовано и как измеритель параметров требуемого овала, например, на ремонтируемой трубе, и как корректор ответного овала уже на ремонтной катушке. Это позволяет также существенно упростить конструкцию центратора либо отказаться от него полностью. Та же ситуация возможна при сварке переходов, тройников, отводов т.д. При этом повышается производительность сборки, а значит, скорость ремонта, и, кроме того, открывается путь для применения при ремонте автоматической сварки корневого шва.
Весьма важным обстоятельством применения описываемого изобретения при сварке стыков является отсутствие наложенных в зоне сварного шва дополнительных механических напряжений непосредственно при сварке, что повышает качество сварки и надежность работы трубопровода в целом.
Конструктивно устройство для труб ⌀ 1420 мм стенкой 40 мм выполнено в виде планшайбы с наружным габаритом по диаметру не более 2000 мм, высотой не более 400 мм. В настоящее время разрабатывается технический проект. Вес устройства без гидростанции и системы управления до 20 кН, что позволяет использовать его как в цехе трубопрокатного завода, так и на мобильной платформе трубосварочного поезда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ТРУБ ПОД СВАРКУ ПРИ ЗАМЕНЕ ДЕФЕКТНОГО УЧАСТКА МАГИСТРАЛЬНОГО ТРУБОПРОВОДА | 1997 |
|
RU2123922C1 |
| ТРУБА С ВНУТРЕННИМ ПОКРЫТИЕМ И ЦЕНТРАТОР ДЛЯ ИХ СБОРКИ ПОД СВАРКУ В ТРУБОПРОВОД | 2003 |
|
RU2245479C1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК К СВАРКЕ | 2008 |
|
RU2393949C2 |
| ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ СТЫКОВ ТРУБ | 2005 |
|
RU2298129C1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1986 |
|
SU1318371A2 |
| СПОСОБ ПРАВКИ КОНЦОВ ТРУБ ПЕРЕД ИХ СВАРКОЙ ВСТЫК | 2005 |
|
RU2345875C2 |
| ЦЕНТРАТОР ДЛЯ СОЕДИНЕНИЯ ТОРЦЕВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2302933C1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Внутренний центратор для сборки стыков труб под сварку | 1978 |
|
SU733944A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |

Изобретение может быть использовано для механической правки торцов труб, в частности, большого диаметра при центрировании сварного стыка перед сваркой при строительстве и ремонте трубопроводов и трубных узлов. Для сварки выбирают трубы с торцами, разность периметров овалов которых не превышает величин установленных допусков. Осуществляют механическое воздействие в радиальном направлении на стенку, по меньшей мере, одной трубы по всему ее периметру не менее чем в пяти точках до совпадения геометрических параметров с аналогичными параметрами эталонного торца с обеспечением остаточной пластической деформации металла. Воздействие осуществляют одновременно с внутренней и наружной стороны стенки трубы. Центратор, используемый для реализации способа, имеет рабочие органы с силовыми приводами с внутренней и наружной стороны трубы, установленные на кольцеобразной раме, и средства для определения параметров трубы и контроля деформации. Изобретения обеспечивают получение нормируемых сварочных зазоров при сведении торцов за счет сохранения периметра овала при коррекции и минимальной разницы радиус-векторов эталонного и стыкуемого овалов. 2 н. и 2 з.п. ф-лы, 3 ил.
1. Способ подготовки торцов труб трубопровода под сварку, включающий механическое воздействие в радиальном направлении на стенку по меньшей мере одной трубы по всему ее периметру с обеспечением пластической деформации металла, отличающийся тем, что один из торцов труб выбирают в качестве эталонного и определяют его геометрические параметры в виде периметра овала и радиуса-вектора внутренней поверхности у торца трубы от условного центра трубы не менее чем в 5 точках, а торец другой трубы подвергают деформированию путем механического воздействия не менее чем в 5 точках до совпадения его геометрических параметров с аналогичными параметрами эталонного торца, при этом контролируют изменение упомянутых параметров деформируемого торца и сравнивают их отклонение от аналогичных параметров эталонного торца посредством определения величины остаточных пластических деформаций.
2. Способ по п.1, отличающийся тем, что механическое воздействие осуществляют одновременно со стороны внутренней и наружной поверхностей трубы.
3. Центратор для подготовки торцов труб трубопровода под сварку, включающий наружную кольцевую раму, охватывающую подлежащую деформации трубу, группу средств для деформирующего воздействия на наружную поверхность трубы в радиальном направлении, расположенных внутри указанной рамы, при этом каждое средство имеет рабочий орган, находящийся в контакте с наружной поверхностью трубы и силовой привод перемещения, отличающийся тем, что центратор включает вторую группу средств для деформирующего воздействия на внутреннюю поверхность трубы, с рабочими органами, находящимися в контакте с внутренней поверхностью трубы, причем каждый рабочий орган второй группы установлен во внутренней кольцеобразной раме, конструктивно связанной с наружной рамой, и снабжен приводом перемещения, каждый рабочий орган первой группы расположен напротив рабочего органа второй группы, при этом рабочие органы контактируют с деформируемыми поверхностями трубы через опорные пятки, количество рабочих органов каждой группы не менее пяти, а центратор дополнительно включает датчики линейных перемещений каждого из рабочих органов, блок сравнения и управления, электрически связанный с указанными датчиками и с блоком управления силовыми приводами, а также блок гидрораспределителей, гидравлически связанный с силовыми приводами рабочих органов и питающей гидростанцией.
4. Центратор по п.3, отличающийся тем, что количество рабочих органов первой группы отличается от количества органов второй группы.
| НАРУЖНЫЙ ЦЕНТРАТОР | 1996 |
|
RU2102213C1 |
| 0 |
|
SU51362A1 | |
| ЦЕНТРАТОР ДЛЯ СОЕДИНЕНИЯ ТОРЦЕВ ТРУБ ПОД СВАРКУ | 2005 |
|
RU2302933C1 |
| Способ автоматического центрирования труб | 1983 |
|
SU1199544A1 |
| JP 07314187 А, 05.12.1995. | |||

