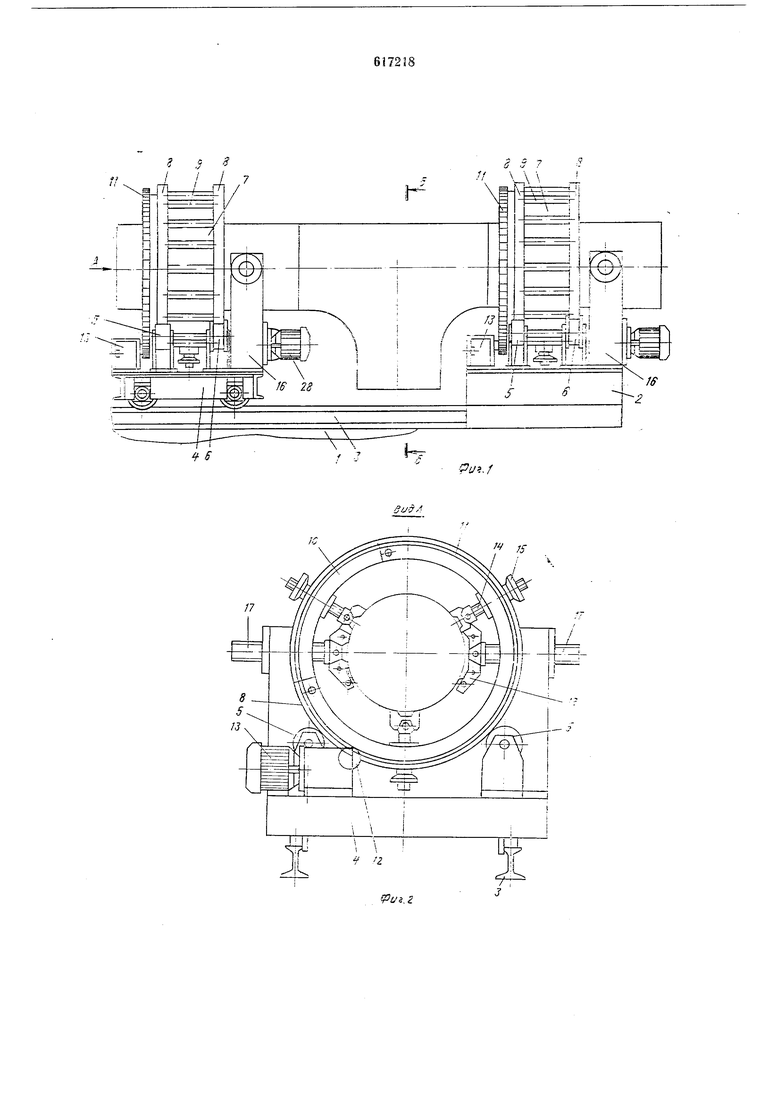
рО-ваны люнеты 7, выполненные в виде двух колец 8, соединенных скалками 9 и оснащенных съемными секторами 10.
Одно из колец S каждого лЕОнета 7 и их съемные секторы 10 снабжены жестко соединанными с каждым из них зубчатыми венцами //, образующими единый зубчатый венец, находящийся в зацеплении с шестернями Г2 приводов 13. Люнеты 7 снабжены подвижными в радиальном направлении винтами с опорами 14, выполненными в В11де зажимных губок с рукоятками 15, равномерно -расположенными по окружности.
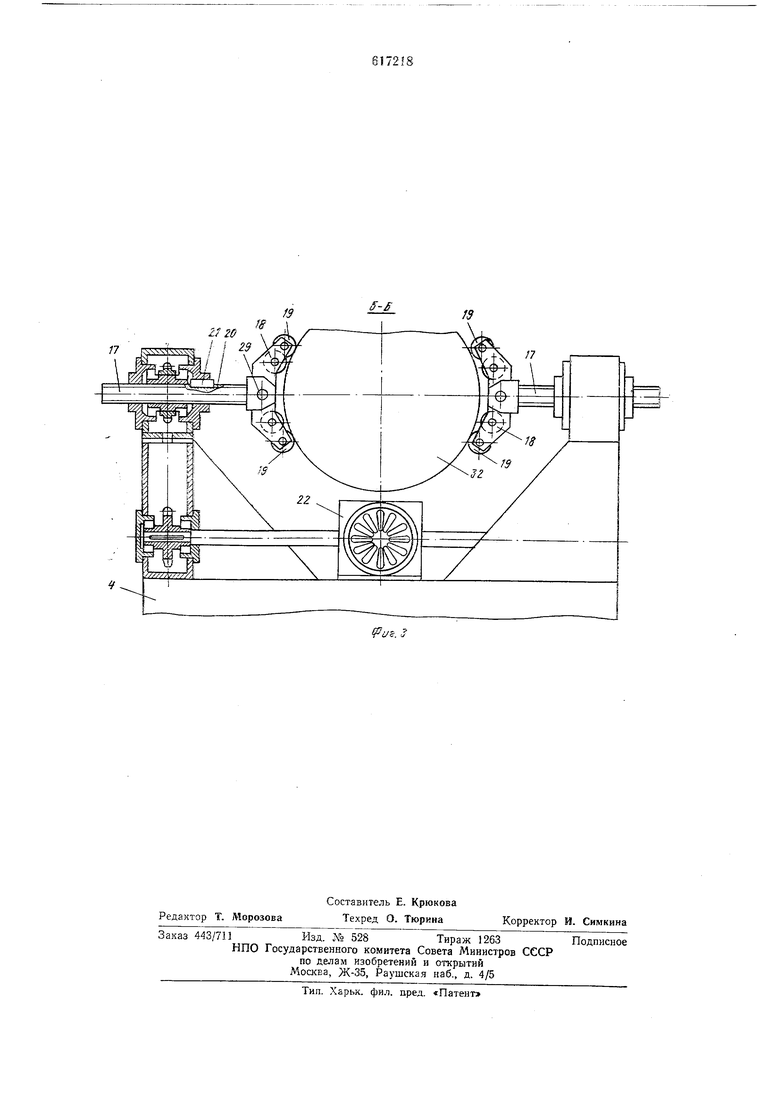
На стойках 2 и 4 смонтированы центрирующие прижимы 16, выполненные в виде двух горизонтальных ползунов 17, снабженных шарнирно закрепленными на них самоустанавливающимися упорами 18 с опорными роликами 19.
Ползуны /7 выполнены в виде винтов с правой и левой резьбой и продольным пазэм 20 с шпонкой 21, жестко закрепленной в корпусе стоек 2 и 4. Стойки 2 и оснащены приводом 22 одновременного перемещения ползунов 17.
Устройство работает следующим образом.
Свариваемое на установке изделие может состоять из трубы с одни.м или двумя отводами, расположенными на ее концах, или нз двух труб с роликом.
Перед началом работы стойку 4 передвигают по рельсам 5 и устанавливают на расстоянии от опоры 2, достаточном для устойчивого закрепления трубы или для размещения тройника между стойками 2 и 4. Затем снимают секторы 10 люнетов 7 с закрепленными на них зубчатыми венцами 11, if трубу вместе с предварлтельно собранным с ней с помощью внутреннего центратора (на чертежах не показал) ИЛИ 1на при.(ках оиводОМ (или деуМЯ таки-ми от1водами) лодают на лю нетах 7 с помощью цеховых транспортных средств. Затем включают привод 22, перемещающий одновременно ползуны 17 навстречу друг другу. При этом самоустанавливающиеся упоры 18 с закрепленными на них опорными роликами 19 центрируют трубу. П,ри сборке эллиптических эле.ментов трубопроводов, а также элементов труб, имеющих отклонения от круглой фо-р.мы, одновременное перемещение упоров 18 с роликам-и 19 обеспечивает центрирование элементов свариваемых трубопроводов, за счет их разворота. Затем устанавливают секторы 10, тремя рукоятками 15 и опорамн 14 элементы труб фиксируют в люнетах 7. По окончании фиксирования трубы вклЮчают привод 22 и разводят ползуны 17, выводя Их из соприкосновения с трубок. Это нгс-бходи.мо для снижения сопротивления, которое возникает между трубой и роликами 19 из-за возможных отклонений трубы от круглой формы в месте контакта с ней этих роликов. После закрепления труб включают приводы 13 и производят вращение люнетов 7 в.месте со свариваемым изделием. В процессе вращения производят сварку кольцевых швов,
Таким образом, выполнение центрирующих прижимов и поворотных люнетов, зажил{ающ.их изделие, с раздельными приводами, поззоляет обеспечить после центрирования элементов труб и.х свободное вращение без соприкосновения с центрируЕощими роликами и исключить влияние возможных отклонений трубы от круглой формы на сопротивление вращению, что улучшает качество сварки.
Наличие центрирующих прижимов с одновре.менно перемещаемыми упорами позволяет
обеспечить самоцентрирование элементов трубо арОводов, К|Меющ);х откло-кение от круглой
формы, в том числе и эллиптических.
Формула И 3 о б р е т е н И я
Устройство для сборки и сварки элементов трубопроводов, содержащее неподвижную и подвижную стойки с кольцевыми люнетами, зыполненны.ми разъемными и снабженными подвижными в радиальном направлении опорами, отличающееся тем, что, с целью обеспечения самоцентрирования элементов трубопроводов при сборке их с отводами и тройниками, люнеты установлены с возможностью вращения, опоры люнетов выполнены в виде зажи.мных губок, устройство оснащено центрирующими прижимами, выполненными 3 виде установленных на каждой стойке с воз.можностью одновременного встречного перемещения двух горизонтальных ползунов, снабженных ш,арнирно закрепленными на них самоустанавливающимися упорами с опорными роликами.
Источники информации, принятые во внил:ание при экспертизе:
. Авторское свидетельство СССР JNfo 197820, кл. В 2.3 к34/06, 19в5.
2. Авторское свидетельство СССР № 226067, кл. В 23 К 37/04, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1186440A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| Рабочий орган устройства для чистки кристаллизаторов | 1974 |
|
SU499031A1 |
| Устройство для отбортовки цилиндрических изделий | 1985 |
|
SU1329866A1 |
| Установка для сборки и сварки цилиндрических изделий | 1982 |
|
SU1127178A1 |
| Подъемно-опускное устройство | 1974 |
|
SU519390A1 |
| Устройство для самоцентрирования изАКРЕплЕНия КРупНОгАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU841791A1 |
| Устройство для удаления дефектов кольцевых сварных швов | 1985 |
|
SU1299712A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
и.г
