ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящая заявка на патент относится к системам и способам, используемым для сварки труб или отрезков труб трубопровода.
УРОВЕНЬ ТЕХНИКИ
[0002] Трубопроводные системы, которые содержат протяженные участки секций или отрезков трубы (например, отрезки труб в несколько миль), содержащие стальные трубы, трубы из нержавеющей стали или трубы из других типов металлов, которые используются для транспортировки жидкостей, таких как вода, масло и природный газ между двумя местами (например, от источника происхождения, который может находиться на земле или в воде, к соответствующему месту хранения). Конструкция систем трубопроводов, как правило, содержит соединенные вместе отрезки труб необходимого диаметра и продольных размеров посредством сварных соединений, например, способных обеспечить водонепроницаемую герметизацию соединяемых отрезков трубы.
[0003] При формировании сварного соединения между двумя трубами или отрезками трубы (например, двумя отрезками трубы, имеющими одинаковые или подобные размеры в поперечном сечении), конец одной секции или отрезка трубы находится в непосредственной близости или контактирует с концом второй секции или отрезка трубы. Отрезки трубы удерживаются относительно друг друга, а сварное соединение образуется для соединения двух концов отрезков трубы с использованием сварочного процесса. После выполнения сварки и очистки сварной шов может быть проверен.
[0004] Настоящая патентная заявка обеспечивает изменения к лучшему по сравнению с системами и способами предшествующего уровня техники.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Один аспект по настоящей патентной заявке предоставляет систему для сварки двух труб. Эта система содержит первый трубный хомут, второй трубный хомут, сварную горелку, контрольный детектор, двигатель, один или более процессоров и шлифовальное устройство. Первый трубный хомут выполнен с возможностью сцепления с внешней поверхностью первой трубы, которое позволяет фиксацию первого трубного хомута относительно первой трубы. Второй трубный хомут выполнен с возможностью сцепления с внешней поверхностью второй трубы, которое позволяет фиксацию второго трубного хомута относительно второй трубы. Сварочная горелка выполнена с возможностью создания сварного соединения между трубами в области границы раздела между трубами. Контрольный детектор выполнен с возможностью испускать контрольный луч излучения. Двигатель функционально связан с контрольным детектором для направления контрольного луча излучения вдоль сварного соединения между трубами. Один или более процессоров функционально связаны с контрольным детектором для определения профиля сварного соединения между трубами. Шлифовальное устройство выполнено с возможностью шлифования по меньшей мере части сварного соединения между трубами на основе профиля сварного соединения между трубами.
[0006] Другой аспект по настоящей патентной заявке предоставляет систему для сварки двух труб. Система содержит узел трубных хомутов, сварочную горелку и кожух. Узел трубных хомутов содержит первый трубный хомут и второй трубный хомут. Первый трубный хомут выполнен с возможностью сцепления с внешней поверхностью первой трубы, которое позволяет фиксацию первого трубного хомута относительно первой трубы. Второй трубный хомут выполнен с возможностью сцепления с внешней поверхностью второй трубы, которое позволяет фиксацию второго трубного хомута относительно второй трубы. Сварочная горелка функционально соединена с узлом трубных хомутов и выполнена с возможностью образования сварного стыка между трубами в области границы раздела между трубами. Кожух функционально соединен с узлом трубных хомутов, и выполнен с возможностью заключения сварочной горелки и области границы раздела между трубами.
[0007] Другой аспект по настоящей патентной заявке предоставляет систему для сварки двух труб. Система содержит первый трубный хомут, выполненный с возможностью сцепления с внешней поверхностью первой трубы для обеспечения фиксации первого трубного хомута по отношению к первой трубе; второй трубный хомут, выполненный с возможностью сцепления с внешней поверхностью второй трубы для обеспечения фиксации второго трубного хомута по отношению к первой трубе; сварочную горелку, выполненную с возможностью создания сварного соединения между трубами в области границы раздела между трубами; и контрольный детектор, выполненный с возможностью испускать контрольный луч излучения.
[0008] Эти и другие аспекты по настоящей патентной заявке, а также способы операций и функции связанных элементов конструкции, а также комбинация частей и организация производства, станут более очевидными после рассмотрения последующего описания и прилагаемой формулы изобретения со ссылками на прилагаемые графические материалы, все из которых являются частью настоящего описания, при этом подобные позиционные обозначения обозначают соответствующие детали на разных фигурах. В одном варианте реализации по настоящей патентной заявке структурные компоненты, проиллюстрированные в данном документе, вычерчены в масштабе. Тем не менее, следует четко понимать, что эти графические материалы приведены в иллюстративных и описательных целях и не предназначены для определения объема настоящего изобретения. Также следует понимать, что конструктивные особенности одного варианта реализации изобретения, изложенные в данном документе, могут быть использованы в других вариантах реализации изобретения, изложенных в данном документе. В данном описании и формуле изобретения формы единственного числа существительных включают и множественное число, если контекст со всей очевидностью не требует иного. Кроме того, в данном описании и формуле изобретения термин "или" означает "и/или", если контекст со всей очевидностью не требует иного. Также следует понимать, что некоторые компоненты и характеристики, описанные в данном документе, могут быть описаны в отношении только одного (отдельного) из таких компонентов, и что дополнительные подобные компоненты, которые могут быть описаны в данном документе, могут быть с целью уменьшения избыточности информирования не описаны подробно. Просто для примера, где описана одна сварочная горелка, аналогичная конфигурация может использоваться для дополнительных сварочных горелок, представленных в такой же системе (например, в системе внешней сварки), описанной в данном документе.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0009] На фиг. 1 проиллюстрирован перспективный вид системы для сварки двух труб в соответствии с вариантом реализации настоящей патентной заявки;
[0010] На фиг. 2 проиллюстрирован перспективный вид системы, проиллюстрированной на фиг. 1, где сварочная горелка и монтажная система сварочной горелки не показаны ради ясности;
[0011] На фиг. 3 проиллюстрирован перспективный вид одного из двух трубных хомутов системы в соответствии с вариантом реализации настоящего изобретения, когда хомут находится в закрытом положении;
[0012] На фиг. 4 проиллюстрирован перспективный вид трубного хомута, проиллюстрированного на фиг. 3, когда он находится в открытом положении;
[0013] На фиг. 5 и 6 проиллюстрированы частичные виды поперечного сечения трубного хомута, проиллюстрированного на фиг. 3, на которых привод и башмаки хомута находятся в своих втянутых положениях на фиг. 5, а в своих выдвинутых положениях - на фиг. 6;
[0014] На фиг. 7 и 8 проиллюстрированы виды поперечного сечения механизма блокировки, выполненного с возможностью блокирования поворотных/подвижных частей трубного хомута в соответствии с вариантом реализации настоящей патентной заявки, когда механизм блокировки находится в освобожденном положении, проиллюстрированном на фиг. 7, и в заблокированном положении, проиллюстрированном на фиг. 8;
[0015] На фиг. 9, 10 и 11 проиллюстрированы виды поперечного сечения механизма блокировки, выполненного с возможностью блокирования поворотных/подвижных частей трубного хомута и поворотных/подвижных частей привода в соответствии с другим вариантом реализации настоящей патентной заявки, когда механизм блокировки находится в освобожденном положении, проиллюстрированном на фиг. 9, и в заблокированном положении, проиллюстрированном на фиг. 10 и 11;
[0016] На фиг. 12 проиллюстрирован перспективный вид одного из двух трубных хомутов системы в соответствии с другим вариантом реализации настоящего изобретения, когда хомут находится в закрытом положении;
[0017] На фиг. 13 проиллюстрирован перспективный вид трубного хомута, проиллюстрированного на фиг. 12, когда он находится в открытом положении;
[0018] На фиг. 14 и 15 проиллюстрированы частичные виды поперечного сечения трубного хомута, проиллюстрированного на фиг. 12, в которых привод и башмаки хомута находятся в своих втянутых положениях на фиг. 14, а в своих выдвинутых положениях - на фиг. 15;
[0019] На фиг. 16 и 17 проиллюстрированы частичные виды поперечного сечения трубного хомута, проиллюстрированного на фиг. 12, где механизм взаимной блокировки между башмаками хомута проиллюстрирован в соответствии с вариантом реализации настоящей патентной заявки;
[0020] На фиг. 18 и 19 проиллюстрированы монтажная система сварочной горелки, где она в закрытом положении проиллюстрирована на фиг. 18, а в открытом положении - на фиг. 19;
[0021] На фиг. 20 проиллюстрирован частичный перспективный вид монтажной системы сварочной горелки, проиллюстрированной на фиг. 18;
[0022] На фиг. 21 проиллюстрирована сварочная горелка в сварочном положении в соответствии с вариантом реализации настоящей патентной заявки;
[0023] На фиг. 22 проиллюстрирована сварочная горелка, радиально размещенная в стороне от труб, в соответствии с вариантом реализации настоящей патентной заявки;
[0024] На фиг. 23 проиллюстрирована сварочная горелка в крайнем левом осевом положении в соответствии с вариантом реализации настоящей патентной заявки;
[0025] На фиг. 24 проиллюстрирована сварочная горелка в сварочном положении в соответствии с вариантом реализации настоящей патентной заявки;
[0026] На фиг. 25 проиллюстрирована сварочная горелка в крайнем правом осевом положении в соответствии с вариантом реализации настоящей патентной заявки;
[0027] На фиг. 26 проиллюстрирована сварочная горелка в левом наклонном положении в соответствии с вариантом реализации настоящей патентной заявки;
[0028] На фиг. 27 проиллюстрирована сварочная горелка в сварочном положении в соответствии с вариантом реализации настоящей патентной заявки;
[0029] На фиг. 28 проиллюстрирована сварочная горелка в правом наклонном положении в соответствии с вариантом реализации настоящей патентной заявки;
[0030] На фиг. 29 проиллюстрирован частичный вид поперечного сечения системы, изображающий сварочный модуль (модуль сварочных горелок) в соответствии с вариантом реализации настоящей патентной заявки, где некоторые из компонентов системы не показаны ради ясности;
[0031] На фиг. 30 проиллюстрирован перспективный вид системы, где шлифовальное устройство позиционируется в начальном сварочном положении, а сварочная горелка частично выполнила сварочный проход и, где некоторые из компонентов системы не отображаются ради ясности;
[0032] На фиг. 31 проиллюстрирован перспективный вид системы, изображающий системы радиального и осевого позиционирования шлифовального устройства в соответствии с вариантом реализации настоящей патентной заявки;
[0033] На фиг. 32 проиллюстрирован перспективный вид системы, иллюстрирующий систему радиального позиционирования шлифовального устройства в соответствии с вариантом реализации настоящей патентной заявки;
[0034] На фиг. 33 проиллюстрирован перспективный вид системы, иллюстрирующий систему осевого позиционирования шлифовального устройства в соответствии с вариантом реализации настоящей патентной заявки;
[0035] На фиг. 34, 35 и 36 проиллюстрирован различный абразивный материал, который может использоваться в шлифовальном устройстве в соответствии с вариантом реализации настоящей патентной заявки;
[0036] На фиг. 37 проиллюстрирован перспективный вид кожуха, выполненного с возможностью заключения сварочной горелки, трубных хомутов и области границы раздела между трубами в соответствии с вариантом реализации настоящей патентной заявки;
[0037] На фиг. 38 проиллюстрирован перспективный вид кожуха с его стенками по меньшей мере в частично открытом положении в соответствии с вариантом реализации настоящей патентной заявки;
[0038] На фиг. 39 проиллюстрирован перспективный вид кожуха с его стенками по меньшей мере в частично открытом положении, где некоторые компоненты удалены для более четкого показа других частей кожуха;
[0039] На фиг. 39А проиллюстрирован частичный перспективный вид кожуха, где некоторые компоненты удалены для более четкого показа других частей кожуха;
[0040] На фиг. 40 и 41 проиллюстрирован перспективный вид и частичный вид поперечного сечения сварного кожуха, который выполнен с возможностью заключения сварочной горелки и сварочного модуля в соответствии с вариантом реализации настоящей патентной заявки;
[0041] На фиг. 42-45 проиллюстрированы различные системы развертывания, которые используются для развертывания системы в соответствии с вариантом реализации настоящей патентной заявки;
[0042] На фиг. 46 проиллюстрирована система для выравнивания концов труб;
[0043] На фиг. 47 проиллюстрирована система для выравнивания углов труб в соответствии с вариантом реализации настоящей патентной заявки;
[0044] На фиг. 48 и 49 проиллюстрировано угловое смещение между концами труб (на сварном соединении) до и после использования системы для выравнивания углов труб в соответствии с вариантом реализации настоящей патентной заявки;
[0045] На фиг. 50 проиллюстрированы триггеры переключателей, монтируемые на канал направляющей траектории в соответствии с вариантом реализации настоящей патентной заявки;
[0046] На фиг. 51 и 52 проиллюстрированы триггеры переключателей, монтируемые на канал направляющей траектории и соответствующие концевые выключатели, монтируемые на каретке в соответствии с вариантом реализации настоящей патентной заявки, при этом на фиг. 52 проиллюстрированы концевые выключатели, находящиеся в зацеплении с триггерами переключателей, а на фиг. 51 проиллюстрированы концевые выключатели, не находящиеся в зацеплении с триггерами переключателей;
[0047] На фиг. 53 и 54 проиллюстрирована система по настоящей патентной заявке, где контрольная камера монтируется совместно с контрольным детектором таким образом, что контрольная камера нацелена на ту же точку на внешней поверхности трубы, что и контрольный детектор, на фиг. 53 и 54 также проиллюстрировано, что угол дуги между положением соединения, измеренным с помощью контрольного детектора, и положением соединения, приваренным сварочной горелкой, является постоянным; и
[0048] На фиг. 55-59 проиллюстрированы направляющие кожуха, которые удерживают систему по центру над трубами, когда кожух опускается или поднимается в соответствии с вариантом реализации настоящей заявки на патент.
ПОДРОБНОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0049] На фиг. 1 и 2 проиллюстрирована система 10 для сварки двух трубы 12 и 14. Система 10 содержит первый трубный хомут 16, второй трубный хомут 18 и сварочную горелку 20 (как проиллюстрировано на фиг. 21-27). В одном варианте реализации изобретения, как проиллюстрировано на фиг. 30-33, система 10 содержит также контрольный детектор 22, двигатель 24, один или несколько процессоров 26 и шлифовальное устройство 30.
[0050] В одном варианте реализации изобретения, первый трубный хомут 16 выполнен с возможностью сцепления с внешней поверхностью 32 первой трубы 12, которое позволяет фиксацию первого хомута 16 относительно первой трубы 12. В одном варианте реализации изобретения, второй трубный хомут 18 выполнен с возможностью сцепления с внешней поверхностью 34 второй трубы 14, которое позволяет фиксацию второго трубного хомута 18 относительно второй трубы 14.
[0051] В одном варианте реализации изобретения, сварочная горелка 20 выполнена с возможностью образовывать сварное соединение 36 (фиг. 21 и 24) между трубами в области границы раздела 38 (фиг. 21 и 24) между трубами 12 и 14. В одном варианте реализации изобретения, контрольный детектор 22 выполнен с возможностью испускать контрольный луч излучения. В одном варианте реализации изобретения, двигатель 24 функционально связан с контрольным детектором 22 для направления контрольного луча излучения вдоль сварного соединения 36 между трубами 12 и 14. Один или более процессоров 26 функционально связаны с контрольным детектором 22 для определения профиля сварного соединения 36 между трубами 12 и 14. Шлифовальное устройство 30 выполнено с возможностью шлифования по меньшей мере части сварного соединения 36 между трубами 12 и 14 на основе профиля сварного соединения 36 между трубами 12 и 14.
[0052] В данном документе термин «профиль» представляет собой общее обозначение физических атрибутов свариваемого шва между трубами. Термин «данные о профиле» означает данные, соответствующие профилю, которые могут быть извлечены из сварного шва. Например, такие данные могут быть получены путем сканирования сварочного соединения контрольным детектором, например, лазером. Данные о профиле могут содержать различные виды информации о профиле, называемые в данном документе «характеристиками». В одном варианте реализации изобретения, физические атрибуты сварного соединения между трубами могут содержать, например, одно или несколько из следующего: форма сварного шва, высота сварного шва, симметрия сварного шва, ширина сварного шва, цвет сварного шва и/или гладкость сварного соединения.
[0053] В одном варианте реализации изобретения, труба 12 и 14 может в данном документе, в качестве синонимов, называться отрезками труб или секциями труб.
[0054] В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 изготовлены из металла. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 изготовлены из углеродистой стали. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 изготовлены из легированной стали. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 изготовлены из низколегированной стали. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 изготовлены (полностью или частично) из коррозиестойкого сплава. В одном варианте реализации изобретения, этот коррозиестойкий сплав может содержать как сплавы на основе железа, например, различные марки нержавеющей стали, так и сплавы на основе никеля (например, сплав, обычно известный под торговым названием "Инконель"). В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 могут быть изготовлены из API 5L марки Х52 (т.е. с минимальным пределом текучести 52000 фунтов на кв. дюйм (358,53 МПа) и с минимальной прочностью на растяжение 66000 фунтов на кв. дюйм (455,05 МПа)). В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 могут быть изготовлены из API 5L марки Х60 (т.е. с минимальным пределом текучести 60000 фунтов на кв. дюйм (413,69 МПа), и с минимальной прочностью на растяжение 75000 фунтов на кв. дюйм (517,11 МПа)).
[0055] В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 могут быть изготовлены из одинакового материала. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 могут быть изготовлены из различных материалов. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 могут быть изготовлены из биметаллических материалов. В одном варианте реализации изобретения, внутренняя часть трубы изготовлена из углеродистой стали, а внешняя часть изготовлена из коррозиестойкого сплава. В еще одном варианте реализации изобретения, внутренняя часть трубы изготовлена из коррозиестойкого сплава, а внешняя часть трубы может быть либо из углеродистой стали, либо из иного коррозиестойкого сплава, чем внутренняя часть.
[0056] В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 имеет длину по меньшей мере 10 футов каждая. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 каждая имеет длину в пределах от около 10 до около 100000000 футов (от 3 м до 30 тыс. км). В одном варианте реализации изобретения, первая труба 12 и вторая труба 14 имеют внешний диаметр 60 дюймов (1,52 м) или менее. В одном варианте реализации изобретения, наружный диаметр отрезка трубы может также называться внешним диаметром отрезка трубы. В одном варианте реализации изобретения, первая труба 12 и вторая труба 14, каждая, имеет внешний диаметр в пределах от около 8 до около 10 дюймов (0,2 0,25 м).
[0057] В одном варианте реализации изобретения, система 10 является внешней системой сварки, которая обычно выполнена с возможностью сварки труб 12 и 14 снаружи труб 12 и 14. В одном варианте реализации изобретения, система внешней сварки может быть выполнена с возможностью предоставления защитного газа снаружи (например, на соединении) свариваемых труб 12 и 14.
[0058] В одном варианте реализации изобретения, система внешней сварки может содержать устройство расхода свариваемого материала. В одном варианте реализации изобретения, сварочная горелка 20 спроектирована и размещена для подачи или направления расходуемой электродной проволоки в область/зону сварки. Например, механизм подачи проволоки и барабан для намотки провода 187, проиллюстрированы на фиг. 30. Расходуемая электродная проволока подается из источника (например, катушки или барабана с проволокой) благодаря системе подачи проволоки. В одном варианте реализации изобретения, сварочная горелка 20 спроектирована и размещена для соединения с источником электропитания (например, источником электропитания постоянного напряжения). В одном варианте реализации изобретения, между расходуемой электродной проволокой и трубами 12 и 14 образуется электрическая дуга, которая нагревает проволоку и трубы 12 и 14, вызывая их расплавление и образование соединения. В одном варианте реализации изобретения, вместе с расходуемой электродной проволокой защитный газ подается через сварочную горелку 20, которая защищает сварочную процедуру от примесей в воздухе. В одном варианте реализации изобретения, защитный газ подается в область/зону сварки через штуцер сварочной горелки, который может содержать сопло. В одном варианте реализации изобретения, электрод может простираться за пределы конца сопла. В одном варианте реализации изобретения, защитный газ, хранящийся в системе 10, подается к узлу подачи проволоки шлангом/линией защитного газа для распределения к сварочной горелке 20.
[0059] Термин «область границы раздела» в данном контексте означает поверхности труб 12 и 14, свариваемые в данном области, и опционально в непосредственной близости от того места, куда будет наплавляться свариваемый материал. Область границы раздела содержит, по меньшей мере, часть скоса обеих свариваемых труб или опционально весь скос, если такие скосы предусмотрены. В одном варианте реализации изобретения, область границы раздела содержит все скошенные поверхности, а также выходит за пределы скошенной поверхности, если скосы предусмотрены. В одном варианте реализации изобретения, область границы раздела 38 является кольцевой областью границы раздела. В одном варианте реализации изобретения, область границы раздела 38 представляет собой внутреннюю поверхность труб 12 и 14 в областях труб 12 и 14, расположенных рядом с тем местом, где будет выполняться сварка.
[0060] В одном варианте реализации изобретения, концы труб 12 и 14 соединяются так, что будут иметь кромку под сварку, образованную между ними. В одном варианте реализации изобретения, кромка под сварку может иметь конфигурацию V-образного поперечного сечения, конфигурацию U-образного поперечного сечения или конфигурации других форм поперечного сечения, что вполне понятно специалистам в данной области. В одном варианте реализации изобретения, концы труб 12 и 14 могут иметь скошенные поверхности. В одном варианте реализации изобретения, свариваемый материал выполнен с возможностью соединения первой трубы 12 и второй трубы 14.
[0061] В одном варианте реализации изобретения, сварное соединение 36 представляет собой круговой сварной шов, соединяющий трубы 12 и 14 впритык по окружности. В одном варианте реализации изобретения, трубы 12 и 14 свариваются вместе на своих частях со скошенными концами.
[0062] В одном варианте реализации изобретения, сварное соединение 36 может содержать ряд слоев свариваемого материала, размещенных сверху друг на друге в радиальном внешнем направлении. В одном варианте реализации изобретения, ряд слоев свариваемого материала может называться слоями сварочных проходов. В одном из вариантов реализации изобретения различные сварочные проходы или сварочные слои могут быть образованы последовательно системой внешней сварки 10 снаружи/извне труб 12 и 14. Слой(и) сварочных проходов может синонимично называться в данном документе слоем(ями) проходов. В одном варианте реализации изобретения, сварочный проход (например, проход при заварке корня шва, горячий проход, заполняющий проход(ы), облицовочный проход) может быть одинарным продвижением сварочного инструмента или сварочной системы 10 вдоль сварного соединения 36. В одном варианте реализации изобретения, валик сварного шва или сварной слой образуется в результате каждого сварочного прохода.
[0063] Термин «трубный хомут» в данном документе может относиться к структуре хомута для жесткого крепления к поверхности трубы (например, внешней поверхности 32, 34 трубы 12, 14 соответственно). Хомут, например, может содержать один или более башмаков хомута 52 или другую опорную конструкцию, выполненную с возможностью жесткого зацепления с поверхностью трубы (например, внешняя поверхность 32, 34 трубы 12, 14 соответственно) для предотвращения перемещения вышеуказанной трубы.
[0064] В одном варианте реализации изобретения, трубный хомут может быть шарнирным зажимом, а конструкция и работа этого типа хомута описана и проиллюстрирована на фиг. 3-11. В еще одном варианте реализации изобретения, трубный хомут может быть конусным зажимом, а конструкция и работа этого хомута описана и проиллюстрирована на фиг. 12-17.
[0065] На фиг. 3 и 4 проиллюстрирован первый трубный хомут 16. Второй хомут 18 является зеркальным отражением первого хомута 16. В одном варианте реализации изобретения, конструкция и работа второго трубного хомута 18 такие же, как конструкция и работа первого трубного хомута 16, и, следовательно, конструкция и работа второго трубного хомута 18 в данном документе не будут подробно описаны.
[0066] В одном варианте реализации изобретения, хомуты 16 и 18 системы внешней сварки 10 могут по отдельности или совместно называться тормозной системой системы внешней сварки 10, которая удерживает систему внешней сварки 10 в нужном месте на трубах 12, 14. В одном варианте реализации изобретения, хомуты 16, 18 представляют собой радиальные хомуты, которые входят в зацепление с внешними поверхностями труб 12 и 14, соответственно, для удержания системы внешней сварки 10 от перемещения.
[0067] В одном варианте реализации изобретения, каждый из первого и второго трубных хомутов 16 и 18 содержит неповоротную (или фиксированную) часть 44, 44а или 44b, и две поворотные или подвижные части 46, 4ба или 46b, и 48, 48а, или 48b. В одном варианте реализации изобретения, неповоротная часть 44 расположена на верхней части хомута, и две поворотные или подвижные части 46 и 48 размещены на каждой стороне неповоротной части 44.
[0068] В одном варианте реализации изобретения, как проиллюстрировано на фиг. 1 и 2, верхние прикрепленные/неповоротные части 44 первого хомута 16 и второго хомута 18 могут содержать точки подъема 287. В одном варианте реализации изобретения, каждый первый хомут 16 и каждый второй хомут 18 может быть поднят за точки подъема 287 с места на место для реализации легкосъемного хомута. В одном варианте реализации изобретения, первый хомут 16 и второй хомут 18 могут быть подняты и перемещены из одного места в другое с помощью мостового крана или аналогичного подъемного механизма и подсоединения тросов к точке подъема 287. В одном варианте реализации изобретения, каждый первый хомут 16 и каждый второй хомут 18 может быть поднят для размещения на трубе или снят с трубы.
[0069] В одном варианте реализации изобретения, две поворотные или подвижные части хомута выполнены с возможностью размещения хомута на соответствующей трубе. Другими словами, две поворотные или подвижные части 46 и 48 выполнены с возможностью навешивания (например, на осях поворота 68) так, чтобы поворотные или подвижные части 46 и 48 распахивались для разрешения размещения хомута на соответствующей трубе и для удаления из соответствующей трубы. В одном варианте реализации изобретения, линейный привод 50, 50а, 50b, 50с или 50d используется для управления положением каждой поворотной или подвижной части 46 и 48 хомута. Например, как проиллюстрировано на фиг. 3 и 4, привод 50а используется для управления положением поворотной или подвижной части 46 хомута, а привод 50с используется для управления положением поворотной или подвижной части 48 хомута. В одном варианте реализации изобретения, привод 50 может быть гидравлическим цилиндром/приводом, пневматическим цилиндром/приводом, электрическим приводом или любым другим приводом, что вполне понятно специалистам в данной области.
[0070] В одном варианте реализации изобретения, первый хомут 16 и второй хомут 18 могут быть соединены друг с другом при помощи направляющего элемента или направляющих стержней 40. В одном варианте реализации изобретения, как проиллюстрировано на фиг. 1 и 2, первый хомут 16 и второй хомут 18 соединяются друг с другом с помощью четырех направляющих стержней 40a-d.
[0071] Два 40а и 40b из четырех направляющих стержней 40 выполнены с возможностью соединения неповоротных частей 44а и 44b первого хомута 16 и второго хомута 18 друг к другу. В одном варианте реализации изобретения, эти два неповоротных направляющих стержня 44, 44а или 44b также выполнены с возможностью поддержки элемента направляющей траектории 88 (как описано и проиллюстрировано на фиг. 18 и 19), сварочного модуля 126 (включая сварочную горелку 20), модуля шлифовального устройства (включая шлифовальное устройство 30) и контрольного модуля (включая контрольный детектор 22 и/или контрольную камеру 182) на нем.
[0072] Оставшиеся два (из четырех) направляющие стержни 40с и 40d выполнены с возможностью соединения каждой из двух поворотных частей 46а и 48а первого хомута 16 с соответствующими поворотными частями 46b и 48b второго хомута 18. В одном варианте реализации изобретения, направляющий стержень 40с выполнен с возможностью соединения поворотной части 4ба первого хомута 16 с соответствующей поворотной частью 46b второго хомута 18. В одном варианте реализации изобретения, направляющий стержень 40d выполнен с возможностью соединения поворотной части 48а первого хомута 16 с соответствующей поворотной частью 48b второго хомута 18.
[0073] На фиг. 3 проиллюстрированы две нижние, поворотные части 46 и 48 хомута, которые находятся в закрытом (и заблокированном) положении, тогда как на фиг. 4 проиллюстрированы две нижние, поворотные части 46 и 48 хомута, которые находятся в распахнутом положении. Другими словами, две нижние поворотные части 46 и 48 хомута может быть адаптированы для поворота радиально внешне так, что хомут может распахиваться для разрешения позиционирования трубы под неповоротной частью 44. Когда труба находится в своем положении, две нижние поворотные части 46 и 48 хомута могут быть повернуты в закрытое положение.
[0074] В одном варианте реализации изобретения, первая процедура сварки труб (то есть сварки двух труб вместе) - это процедура закрепления труб. В одном варианте реализации изобретения, две трубы 12 и 14 во время проведения процедуры закрепления удерживаются в правильном положении для сварки. В одном варианте реализации изобретения, процедура закрепления труб может включать в себя процедуру формирования труб и процедуру выравнивания труб. В одном варианте реализации изобретения, процедура формирования труб и процедура выравнивания труб выполняются при помощи первого и второго трубных хомутов 16 и 18.
[0075] В одном варианте реализации изобретения, процедура формирования труб и процедура выравнивания труб не разделяются и всегда происходят одновременно. В одном варианте реализации изобретения, процедура формирования трубы не может быть сделана без выполнения процедуры выравнивания труб, и наоборот.
[0076] В одном варианте реализации изобретения, каждый трубный хомут 16 и 18 выполнен с возможностью выполнения процедуры формирования труб и процедуры выравнивания труб. В одном варианте реализации изобретения, процедура формирования труб является необязательной и каждый трубный хомут 16, 18 выполнен с возможностью выполнения только процедуры выравнивания трубы.
[0077] Во время процедуры формирования труб две трубы 12 и 14, которые должны быть сварены вместе, сделаны с одинаковой формой. Это можно получить с помощью трубных хомутов 16 и 18 для соответствующей трубы 12 и 14. В одном варианте реализации изобретения, как будет описано подробно ниже со ссылкой на фиг. 3-17, каждый трубный хомут 16, 18 содержит серию механически связанных захватов/башмаков хомута 52, которые спроектированы и размещены для радиального движения в соответствующую трубу 12, 14. Механические соединения соединяющие прилегающие захваты/башмаки хомута 52 спроектированы и размещены для гарантии, что все захваты/башмаки хомута 52 всегда находятся на том же радиусе.
[0078] Во время процедуры выравнивания труб две трубы 12, 14, которые должны быть сварены вместе, выравниваются таким образом, чтобы осевые линии двух труб были соосны. В одном варианте реализации изобретения, две трубы также выравниваются таким образом, что пространство между двумя трубами устанавливается на заранее определенное расстояние. В одном варианте реализации изобретения, предварительно определенное расстояние может варьироваться от 0 дюймов (0 см) (то есть, две трубы 12, 14 касаются друг друга) до небольшого зазора. В одном варианте реализации изобретения, небольшой зазор составляет не более чем 0,065 дюйма (0,17 см). В одном варианте реализации изобретения, две трубы 12, 14 могут быть сдвинуты вместе для создания сжимающего усилия между поверхностями двух труб с целью минимизации перемещения сварного соединения 36 в процессе сварки.
[0079] В одном варианте реализации изобретения, процедура выравнивания труб может включать в себя также процедуру выравнивания центров труб и процедуру выравнивания поверхностей труб. В одном варианте реализации изобретения, во время процедуры выравнивания центров труб два хомута 16 и 18 соединяются с помощью ряда направляющих стержней 40a-d, так что геометрические центры двух наборов захватов/башмаков хомутов 52 соосны.
[0080] Во время процедуры выравнивания поверхностей труб, в одном варианте реализации изобретения, первый трубный хомут 16 и второй трубный хомут 18 выполнены с возможностью быть подвижными по отношению к другому из первого трубного хомута 16 и второго трубного хомута 18, с тем чтобы контролировать осевой зазор между трубами 12 и 14. Другими словами, один из хомутов 16 и 18 выполнен с возможностью скольжения вдоль ряда направляющих стержней 40, 40a-d для изменения осевого расстояния между двумя наборами захватов/башмаков хомута 52. Если это выравнивание выполняется тогда, когда хомуты удерживают соответствующие трубы 12 и 14, то расстояние между трубами 12 и 14 также изменяется. В одном варианте реализации изобретения, расстояние между хомутами 16 и 18 управляется двумя приводами 42 (как проиллюстрировано на фиг. 1 и 2). Приводы 42 размещаются по одному на каждой стороне труб 12 и 14. В одном варианте реализации изобретения, привод 42 может быть гидравлическим цилиндром/приводом, пневматическим цилиндром/приводом, электрическим приводом или любым другим приводом, что вполне понятно специалистам в данной области.
[0081] В одном варианте реализации изобретения, один из первого трубного хомута 16 и второго трубного хомута 18 выполнен с возможностью быть подвижным по отношению к другому из первого трубного хомута 16 и второго трубного хомута 18 для создания осевой сжимающей силы между трубами 12 и 14.
[0082] В одном варианте реализации изобретения, углы труб 12 и 14 могут быть выровнены относительно друг друга на сварном соединении путем подъема сварного соединения с помощью внешнего крана 190. Например, в одном варианте реализации изобретения, первый трубный хомут 16 и второй трубный хомут 18 поднимаются от одного сварного соединения до следующего сварного соединения внешним краном 190. Поскольку внешний кран 190 выполнен с возможностью всегда оставаться подсоединенным к первому трубному хомуту 16 и второму трубному хомуту 18, можно использовать внешний кран 190 для приложения чистой нагрузки к трубам 12 и 14 с целью изменения их соответствующих углов при сварном соединении.
[0083] Способ по предшествующему уровню техники, который используется для выравнивания концов труб, обычно требует, чтобы новая труба 186 удерживалась трактором с боковой стрелой 188 или другим подъемным оборудованием на всю продолжительность корневого сварочного прохода плюс начало второго (горячего) сварочного прохода. По мере сварки каждой трубы трубная опора 184 размещается вблизи свободного конца. Вес труб приводит к их провисанию между трубными опорами 184. Это провисание заставляет свободный конец трубы располагаться под углом вверх. Например, на фиг. 46 проиллюстрированы прогибы трубы между трубами с использованием данного способа по предшествующему уровню техники. Чтобы иметь последовательный профиль сварочного соединения, концы труб должны быть выровнены в вертикальной, горизонтальной и осевом направлениях, и в углах наклона и скольжения. В способе по предшествующему уровню техники для выравнивания несваренной трубы 186 к ранее сваренным трубам, трактор с боковой стрелой 188 используется для удержания несваренной трубы 186 в правильном положении для выравнивания концов двух труб по положению и углу.
[0084] На фиг. 47 проиллюстрирована система по нынешней патентной заявке, которая выполнена с возможностью выравнивания угла труб относительно друг друга путем подъема сварного соединения с помощью внешнего крана 190. Система настоящей заявки на патент позволяет трактору с боковой стрелой 188 размещать несваренную трубу 186 вблизи правильного выравнивания и затем продвигать ее для других действий без необходимости ждать 100% завершения первого сварочного прохода (например, корневого сварочного прохода). В некоторых вариантах реализации изобретения возможно дальнейшее движение трактора с боковой стрелой 188, прежде чем первый сварочный проход начнется. Как проиллюстрировано на фиг. 47-49, способ по настоящей патентной заявке начинается с размещения опор труб 184 вблизи середины каждого отрезка трубы, а не возле одного конца. Это позволяет концам двух прилегающих труб провисать на одинаковые расстояния и углы. После того, как система по настоящей патентной заявке была закрыта вокруг труб, система может быть поднята внешним краном 190 для изменения местного прогиба и угла на сварочном соединении. Направление подъема может и не быть чисто вертикальным направлением, а может быть под любым углом, необходимым для улучшения выравнивания концов двух труб, что вполне понятно специалистам в данной области. Таким образом, этот способ выравнивания разрешает небольшой зазор между двумя трубами для первого (корневого) сварочного прохода. Другими словами, с помощью внешнего крана 190 можно управлять угловым выравниванием двух труб 12, 14, и нет необходимости для двух труб 12, 14 иметь контакт для обеспечения надлежащего углового выравнивания. Это делает возможным использование осевых приводов между двумя хомутами для управления относительными осевыми положениями двух труб 12, 14 так, что имеется небольшой зазор на стыке между трубами 12, 14. Регулируя должным образом кран 190, зазор на стыке между двумя трубами 12, 14 можно сделать последовательным во всех точках вдоль стыка в пределах небольшого допуска (например, менее 10%), что вполне понятно специалистам в данной области.
[0085] Одной из причин для возможности предварительной нагрузки труб 12, 14 вместе со скользящим хомутом 16, 18 является возможность противостоять силам изгиба, которые обычно будут действовать для создания зазора на одной стороне сварочного соединения. Эти изгибающие силы могут управляться регулированием вертикальной нагрузки из внешнего крана 190, который выполнен с возможностью поднять кожух 200. В одном варианте реализации изобретения, когда хомуты 16, 18 вошли в зацепление с трубами 12, 14, кран 190 настроен тянуть с силой, которая больше или меньше, чем вес системы для создания вертикальной нагрузки на трубы 12, 14. Если эта вертикальная нагрузка должным образом контролируется, любые изгибающие силы на сварном соединении можно сократить и возможно устранить.
[0086] На фиг. 48 и 49 проиллюстрировано сравнение углового смещения между трубами перед и после подъема системы по настоящей патентной заявке для изменения местного отклонения и угла на сварочном соединении.
[0087] Как проиллюстрировано на фиг. 5 и 6, в одном варианте реализации изобретения, каждый трубный хомут 16 или 18 содержит ряд башмаков хомутов 52, которые выполнены с возможностью захвата/зацепления соответствующей трубы 12, 14. В одном варианте реализации изобретения, башмаки хомута 52 могут иметь различную высоту для разных размеров труб и могут быть точно отрегулированы, к примеру, с помощью прокладок или других элементов регулировки. В одном варианте реализации изобретения, размер каждой трубы (т.е. внешний диаметр) имеет соответствующий размер башмака хомута. В одном варианте реализации изобретения, башмаки хомута 52 взаимозаменяемы для труб различных размеров. В одном варианте реализации изобретения, башмаки хомута 52 могут быть самоцентрирующимися элементами.
[0088] В одном варианте реализации изобретения, каждый башмак хомута 52 содержит контактирующие с поверхностью трубы элементы (или поверхности). В одном варианте реализации изобретения, контактирующие с поверхностью трубы элементы спроектированы и размещены для зацепления посредством трения, когда хомуты 16, 18 выдвигаются, внешних/наружных поверхностей 32, 34 труб 12, 14 с обеих сторон области границы раздела 38 между трубами 12, 14.
[0089] В одном варианте реализации изобретения, каждый башмак хомута 52 спроектирован и размещен для соединения с определенным штифтовым элементом башмака хомута 54 и размещения на нем. В одном варианте реализации изобретения, штифтовой элемент башмака хомута 54 спроектирован и размещен для выдвигания через его соответствующее отверстие 56 в корпусном элементе 58. В одном варианте реализации изобретения, отверстия 56 в корпусном элементе 58 спроектированы и размещены для, как обычно, выдвижения в радиальном направлении в корпусной элемент 58 таким образом, чтобы обеспечить радиальное перемещение (например, радиальное перемещение вверх и вниз) штифтового элемента башмака хомута 54 в соответствующем отверстии 56 в корпусном элементе 58. В одном варианте реализации изобретения, корпусной элемент 58 может быть любым элементом, который спроектирован и размещен для облегчения перемещения штифтовых элементов башмака хомута 54 таким образом, чтобы хомуты прилагали прижимные усилия на внутреннюю/внешнюю поверхность труб 12, 14.
[0090] В одном варианте реализации изобретения, один конец штифтового элемента башмака хомута 54 прикреплен к башмаку хомута 52, а другой конец штифтового элемента башмака хомута 54 прикреплен к соединительному элементу 60. В одном варианте реализации изобретения, конец штифтового элемента башмака хомута 54 содержит вырез, который спроектирован и размещен для приема в него соединительного элемента 60. В одном варианте реализации изобретения, штифтовой элемент башмака хомута 54 также содержит отверстия, которые спроектированы и размещены для приема крепежных деталей с целью соединения соединительного элемента 60 с концом штифтового элемента башмака хомута 54.
[0091] В одном варианте реализации изобретения, корпусной элемент 58 может содержать отверстия, которые спроектированы и размещены для обеспечения возможности соединения между штифтовым элементом башмака хомута 54 и соединительными элементами 60. В одном варианте реализации изобретения, отверстия корпусного элемента 58 также спроектированы и размещены для обеспечения перемещения соединительного элемента 60, когда хомуты перемещаются между втянутым и выдвинутым положением. В одном варианте реализации изобретения, соединительный элемент 60 представляет собой элемент удлиненной формы с отверстиями, выполненными на его конечных частях. В одном варианте реализации изобретения, концевые части соединительного элемента 60 имеют обычно закругленные конфигурации, обеспечивающие перемещение соединительного элемента 60, когда хомуты перемещаются между их втянутым и выдвинутым положениями.
[0092] В одном варианте реализации изобретения, один конец соединительного элемента 60 соединен со штифтовым элементом башмака хомута 54, а другой конец соединительного элемента 60 соединен с элементом привода 62. В одном варианте реализации изобретения, каждый башмак хомута 52 таким образом соединен с элементом привода 62 через определенный штифтовой элемент башмака хомута 54 и соединительный элемент 60.
[0093] В одном варианте реализации изобретения, элемент привода 62 может содержать вырезы, которые спроектированы и размещены для обеспечения соединений между соединительными элементами 60 и элементом привода 62. В одном варианте реализации изобретения, вырезы элемента привода 62 также спроектированы и размещены для обеспечения перемещения соединительных элементов 60 в вырезах, когда хомуты перемещаются между их втянутым и выдвинутым положением.
[0094] В одном варианте реализации изобретения, элемент привода 62 спроектирован и размещен для подключения к части привода 64. В одном варианте реализации изобретения, привод может быть гидравлическим цилиндром/приводом, пневматическим цилиндром/приводом, электрическим приводом или любым другим приводом, что вполне понятно специалистам в данной области. В одном варианте реализации изобретения, приводной элемент 62 выполнен с возможностью перемещения в осевом направлении относительно корпуса хомута. Положение приводного элемента 62 может определяться рядом приводов 64, подсоединенных к корпусу хомута.
[0095] В одном варианте реализации изобретения, приводной элемент 62 удерживается по центру на корпусе хомута рядом направляющих стержней 66 (как проиллюстрировано на фиг. 3 и 4). Два из направляющих стержней 68 также функционируют в качестве точки вращения для навесных сегментов 46 и 48. Таким образом, корпусные сегменты 46 и 48 и сегменты приводного элемента поворачиваются вокруг той же самой точки и всегда удерживают их относительную ориентацию.
[0096] Хомуты перемещаются из втянутого положения (как проиллюстрировано на фиг. 5), где хомуты не контактируют с внешними поверхностями труб 12, 14 до выдвинутого положения (как проиллюстрировано на фиг. 6), где хомуты выполнены с возможностью применения сжимающих усилий на внешних поверхностях труб 12, 14 путем приведения в действие привода 64. В одном варианте реализации изобретения, осевое перемещение привода 64, в свою очередь, приводит к осевому перемещению элемента привода 62. В одном варианте реализации изобретения, осевое перемещение элемента привода 62 преобразуется в радиальное перемещение штифтовых элементов башмака хомута 54 через их соединительные элементы 60. Таким образом, радиальные сжимающие силы вырабатываются приводом 64, который приводит в действие соединительные элементы 60, которые преобразуют осевое движение привода в радиальное движение башмаков хомута 52.
[0097] В одном варианте реализации изобретения, размер цилиндра привода, прилагаемое давление текучей среды и размеры различных компонентов хомутов могут изменяться для управления прижимной силой, прилагаемой хомутами к внутренним поверхностям труб 12, 14.
[0098] В одном варианте реализации изобретения, приводной элемент 62, соединительный элемент 60, штифтовой элемент башмака хомута 54 и башмаки хомута 52 являются всеразмерными, так что между башмаками хомута 52 и трубой при втягивании приводного элемента 62 имеется небольшой угол между осью соединительного элемента 60 и штифтовым элементом башмака хомута 54, при задействовании приводного элемента 62. В одном варианте реализации изобретения, этот малый угол значительно увеличивает силу, вырабатываемую приводами 64. Радиальная сила на трубе на башмаках хомута может быть в 10 раз больше, чем сила, вырабатываемая приводами.
[0099] В одном варианте реализации изобретения, один или несколько процессоров 26 сконфигурированы для изменения области границы раздела 38 между трубами 12, 14 перед операцией сварки, путем приведения в действие первого трубного хомута 16 и/или второго трубного хомута 18 для изменения округлости (или овальности) первой трубы 12 и/или второй трубы 14, на основе предварительно определенных данных (например, данных о профиле границы раздела перед сваркой 38). Например, в одном варианте реализации изобретения, один или несколько процессоров 26 сконфигурированы для изменения области границы раздела 38 между трубами 12, 14 перед операцией сварки, путем выборочного приведения в действие одного или более башмаков хомута 52 хомутов 16 и/или 18 для изменения округлости первой трубы 12 и/или второй трубы 16 на основе данных профиля перед сваркой. В одном варианте реализации изобретения, минимальное количество башмаков хомута 52 составляет три. Количество башмаков хомутов 52 может отличаться в других вариантах реализации изобретения.
[00100] В одном варианте реализации изобретения, все башмаки хомута для первого хомута всегда перемещаются вместе. В одном варианте реализации изобретения, все башмаки хомута для второго хомута всегда перемещаются вместе. В одном варианте реализации изобретения, структура и конфигурация каждого хомута включают все свои определенные башмаки хомута для постоянного перемещения вместе.
[00101] Например, прижимное усилие может слегка изменять расстояние между концами трубы и/или относительное радиальное смещение между концами трубы в определенных (или всех) областях границы раздела 38. В дополнение, прижимное усилие, прилагаемое хомутами, может изменить правильную круглую форму одной или обеих труб (например, первый хомут может изменить правильную круглую форму первой свариваемой трубы и/или второй хомут может изменить правильную круглую форму второй свариваемой трубы). Другими словами, изменить форму, слегка потерявшую округлость, на форму, которая более округлая. В одном варианте реализации изобретения, например, башмаки хомута 52 для любого одного из хомутов 16, 18 расположены симметрично и равномерно распределены по окружности вокруг внешней поверхности зацепляемой трубы. К тому же самая внутренняя поверхность каждого башмака хомута может быть равноудалена от центральной оси хомута. До тех пор, пока не будет приложено полное прижимное усилие обоими хомутами, профиль области границы раздела еще не может быть полностью определен, так как возможно изменение формы. Контрольный детектор, описанный в данном документе, может использоваться для определения профиля области границы раздела после приложения прижима.
[00102] В одном варианте реализации изобретения, большие сжимающие усилия воздействуют для открытия двух поворотных зажимных сегментов 46 и 48 хомутов. В одном варианте реализации изобретения, каждый хомут может иметь механизм блокировки 100, который выполнен с возможностью удержания хомута (т.е. его поворотных/передвижных частей) в закрытом положении на трубе. В одном варианте реализации изобретения, два стопорных штифта используются для удержания поворотных зажимных сегментов 46 и 48 вместе. В другом варианте реализации изобретения, на интерфейсе, где два поворотных зажимных сегмента 46 и 48 входят в контакт, два поворотных зажимных сегмента 46 и 48 перекрываются. Имеется концентрическое отверстие через две перекрывающиеся части. В одном варианте реализации изобретения, подвижный штифтовой или стопорный элемент 70 расположен в одном из отверстий 72 и выполнен с возможностью приведения в движение для выдвижения из этого отверстия 72 во второе отверстие 74, как проиллюстрировано на фиг. 7 и 8. Подвижный штифтовой элемент 70 находится в своем втянутом положении, проиллюстрированном на фиг. 7, и в его выдвинутом положении, проиллюстрированном на фиг. 8.
[00103] В одном варианте реализации изобретения, приводной элемент 62 хомута также разделен на три сегмента. Каждый сегмент приводного элемента 62 соответствует одному из трех зажимных корпусных сегментов 44, 46 и 48. В одном варианте реализации изобретения, подобно зажимным корпусным сегментам 46 и 48, на интерфейсе, где два поворотных сегмента приводного элемента входят в контакт, эти два поворотных сегмента приводного элемента также перекрываются. В одном варианте реализации изобретения, имеется концентрическое отверстие через две перекрывающиеся части.
[00104] В одном варианте реализации изобретения, как проиллюстрировано на фиг. 9-10, подвижный штифтовой или стопорный элемент 76 расположен таким образом, что при закрытии хомута подвижный штифт 76 может быть приведен в движение через отверстия в перекрывающихся частях. В одном варианте реализации изобретения, привод штифта может иметь дополнительный ход, оставшийся после того, как два приводных кольцевых сегмента были заблокированы вместе штифтовым элементом 76. Таким образом, когда приводной элемент 62 входит в зацепление, штифтовой элемент 76 может перемещаться с приводным элементом 62. Подвижный штифтовой элемент 76 находится в своем втянутом положении, проиллюстрированном на фиг. 9, и в его выдвинутом положении, проиллюстрированном на фиг. 10. На фиг. 10 проиллюстрирован подвижный штифтовой элемент 76 в своем выдвинутом положении и элемент привода 62 в своем незацепленном положении, а на фиг. 11 проиллюстрирован подвижный штифтовой элемент 76 в своем выдвинутом положении и элемент привода 62 в своем зацепленном положении. Можно четко видеть, сравнивая фиг. 10 с фиг. 11, что дополнительный ход привода штифта остается (проиллюстрирован на фиг. 10) после того, как два приводные кольцевые сегменты были заблокированы вместе штифтовым элементом 76. Этот дополнительный остаточный ход привода штифта, оставшийся после блокирования двух кольцевых сегментов, позволяет штифтовому элементу 76 перемещаться с приводным элементом 62, когда этот приводной элемент 62 приводится в действие от своего втянутого положения в свое зацепленное положение.
[00105] На фиг. 12-17 проиллюстрирован еще один вариант хомута 16' или 18'. В одном варианте реализации изобретения, конструкция и работа хомута, проиллюстрированного на фиг. 12-17, аналогичны конструкции и работе хомута, проиллюстрированного на фиг. 3-11, за исключением различий, указанных ниже.
[00106] Хомут 16' или 18', проиллюстрированный на фиг. 12-17, также разделен на три части: верхнюю фиксированную/неповоротную часть 44' и две нижние поворотные части 46' и 48'. Две нижние поворотные части 46' и 48' навешены так, что две нижние поворотные части 46' и 48' могут распахиваются для разрешения размещения хомута на трубе и удаления из трубы. В одном варианте реализации изобретения, линейный привод используется для управления положением каждой подвижной/поворотной хомутной части. В одном варианте реализации изобретения, привод представляет собой электрический привод. На фиг. 12 проиллюстрированы две нижние, поворотные части 46' и 48' хомута, которые находятся в закрытом (и заблокированном) положении, тогда как на фиг. 13 проиллюстрированы две нижние, поворотные части 46' и 48' хомута, которые находятся в распахнутом положении. Другими словами, две нижние поворотные части 46' и 48' хомута могут быть адаптированы для поворота радиально наружу так, что хомут может распахиваться для разрешения позиционирования трубы под неповоротной частью 44'. Когда труба находится в своем положении, две нижние поворотные части 46' и 48' хомута могут быть повернуты в закрытое (и заблокированное) положение.
[00107] В одном варианте реализации изобретения, хомут 16' или 18' содержит ряд башмаков хомута 52' (например, 4 или более башмаков хомута) для захвата и формирования трубы. В одном варианте реализации изобретения, башмаки хомута 52' взаимозаменяемы для труб различных размеров. В одном варианте реализации изобретения, размер каждой трубы имеет соответствующий размер башмака. В одном варианте реализации изобретения, башмаки хомута 52' смонтированы в угловых направляющих 78. В одном варианте реализации изобретения, угловые направляющие 78 жестко соединены с корпусом хомута. Как проиллюстрировано на фиг. 14 и 16, когда башмак хомута 52' расположен на одном конце 80 угловой направляющей 78, башмак хомута 52' находится в своем втянутом положении. Как проиллюстрировано на фиг. 15 и 17, когда башмак хомута 52' расположен на другом конце 82 угловой направляющей 78, башмак хомута 52' находится в своем зацепленном положении. Угловая направляющая 78 спроектирована и размещена на с конусообразным сужением от конца 80 к концу 82. В одном варианте реализации изобретения, каждый башмак хомута 52' перемещается вдоль своей соответствующей наклонной направляющей 78 между концом 80 и концом 82 с помощью линейного привода 64' (например, гидравлического, пневматического или электрического).
[00108] В одном варианте реализации изобретения, как проиллюстрировано на фиг. 16 и 17, башмак хомута 52' имеет функции взаимной блокировки для гарантии, что все башмаки хомута 52' проходят одинаковое расстояние вдоль своих соответствующих угловых направляющих/дорожек и, следовательно, все башмаки хомута 52' находятся на одинаковом расстоянии от центра трубы. В одном варианте реализации изобретения, это взаимоблокировочное соединение может также называться как «язык и вилка». В одном варианте реализации изобретения, язычок 84 башмака хомута 52' выполнен с возможностью скольжения во взаимоблокировочном соединении с вилкой 86 прилегающего башмака 52'', когда башмаки хомутов 52' приводятся в действие и перемещаются близко друг к другу. В одном варианте реализации изобретения, каждый башмак хомута 52'' содержит язычок 84 на одном концевой части и вилку 86 на другой концевой части.
[00109] В еще одном варианте реализации изобретения, хомут может быть саблевидным хомутом. Например, такой саблевидный хомут подробно описан в патенте США №6109503, который включен в качестве ссылки во всей своей полноте в настоящую заявку на патент.
[00110] В одном варианте реализации изобретения, система 10 может также содержать систему датчиков, которая выполнена с возможностью контроля силы хомута, вырабатываемой хомутом, так чтобы хомут не вырабатывал зажимную силу для раздавливания трубы и не приводил к постоянной деформации трубы. В другом варианте реализации изобретения, система датчиков является необязательной.
[00111] В одном варианте реализации изобретения, остаточной деформации трубы можно избежать путем ограничения давления, используемого для приведения хомута в действие. Предел давления является функцией предела текучести трубы, диаметра трубы и толщины стенки трубы. В одном варианте реализации изобретения, значения предела текучести трубы, диаметра трубы и толщины стенки трубы вводятся в один или несколько процессоров. Один или более процессоров выполнены с возможностью обработки принятых значений для значения предела текучести трубы, диаметра трубы и толщины стенки трубы, и расчета правильного значения давления. Это расчетное значение давления может затем быть установлено как значение давления в устройстве ограничения давления. В одном варианте реализации изобретения, устройство, ограничивающее давление, выполнено с возможностью ограничения давления до установленного значения давления для приведения хомута в действие.
[00112] В одном варианте реализации изобретения, остаточной деформации трубы можно избежать путем остановки хомута, как только все башмаки хомутов входят в контакт с трубой. Для этого один или несколько процессоров должны знать, когда все башмаки хомутов входят в контакт с трубой. В одном варианте реализации изобретения, контактный датчик может использоваться для определения, когда все башмаки хомутов вошли в контакт с трубой.
[00113] В одном варианте реализации изобретения, неконтактный датчик, такой как датчик сближения, может быть установлен на каждом башмаке хомута. Когда расстояние между башмаком хомута и трубой перестает изменяться, башмак хомута входит в контакт с трубой. Эта постоянная величина может быть проверена относительно величины, записанной из предшествующих прижимных операций или предварительно определенного целевого значения. Это гарантирует, что хомут действительно вошел в контакт и остался в ходу, прежде чем войти в контакт.
[00114] В одном варианте реализации изобретения, контактный выключатель, такой как однополюсный двухпозиционный выключатель, может быть установлен на каждом башмаке хомута. В одном варианте реализации изобретения, переключатель выполнен с возможностью изменения состояния, когда башмак хомута входит в контакт с трубой.
[00115] В одном варианте реализации изобретения, датчик непосредственной нагрузки, такой как датчик нагрузки, или датчик косвенной нагрузки, такой как тензометр, может быть установлен на каждом башмаке хомута. Когда все датчики сообщают об изменении, показывая ненулевые значения, то башмаки хомута все входят в контакт с трубой.
[00116] В одном варианте реализации изобретения, система 10 содержит одну или несколько сварочных горелок. В одном варианте реализации изобретения, сварочная(ые) горелка(и) выполнены с возможностью хода на 180 градусов вокруг трубы, на 360 градусов вокруг трубы, на 720 градусов вокруг трубы или 1080 градусов вокруг трубы. В одном варианте реализации изобретения, сварочная горелка может быть выполнена с возможностью наличия дополнительного хода для гарантии, что начало и конец сварки перекрываются. В одном варианте реализации изобретения, сварочная горелка может быть выполнена с возможностью наличия дополнительного хода для покрытия дистанции между зондирующим сварное соединение лазером и сварочной горелкой.
[00117] В одном варианте реализации изобретения, сварочная горелка 20 выполнена с возможностью выполнения нескольких перекрывающихся сварочных проходов без остановки и повторного запуска. В одном варианте реализации изобретения, сварочная горелка 20 выполнена с возможностью выполнения нескольких сварочных процессов, включая, помимо прочего: процесс переноса металла силами поверхностного натяжения (СТТ), дуговую сварку металлическим плавящимся электродом в среде инертного газа (MIG), импульсную MIG, вольфрам в атмосфере инертного газа (TIG), холодный перенос металла (СМТ), импульсное мультирегулирование (РМС), и регулирование с предельно низким разбрызгиванием (LSC).
[00118] В одном варианте реализации изобретения, сварочная горелка 20 выполнена с возможностью монтажа на круговой элемент направляющей траектории 88, как проиллюстрировано на фиг. 18 и 19. Элемент направляющей траектории 88 выполнен с возможностью размещения/расположения вокруг одного из первого трубного хомута 16 и второго трубного хомута 18 таким образом, что сварочная горелка 20 расположена между первым трубным хомутом 16 и вторым трубным хомутом 18, и на одной линии с областью границы раздела 38 между трубами 12 и 14, и/или сварочным соединением 36, подлежащим сварке.
[00119] В одном варианте реализации изобретения, элемент направляющей траектории 88 разделен на три части: верхняя закрепленная/неповоротная часть 90 и две нижних поворотных части 92 и 94. Две нижние или боковые поворотные части 92 и 94 выполнены с возможностью шарнирного/поворотного соединения с верхней закрепленной/неповоротной частью 90 таким образом, что две поворотные части 92 и 94 могут распахиваться для разрешения размещения элемента направляющей траектории 88 (вместе с контрольным детектором 22 и сварочной горелкой 20) на трубе и удаления с трубы. В одном варианте реализации изобретения, линейные приводы 96 могут использоваться для управления положением каждого сегмента подвижного хомута 92 и 94. В одном варианте реализации изобретения, может быть использован электрический, механический, гидравлический, пневматический или любой другой тип линейного привода.
[00120] В одном варианте реализации изобретения, элемент направляющей траектории 88 также содержит механизм блокировки 98, который выполнен с возможностью удержания элемента направляющей траектории 88 в закрытом положении на трубе. В одном варианте реализации изобретения, конструкция и конфигурация механизма блокировки может быть аналогична механизму блокировки 100, как описано и проиллюстрировано на фиг. 7 и 8. В другом варианте реализации изобретения, механизм блокировки 98 может иметь любую другую конструкцию и/или конфигурацию, как будет понятно специалисту в данной области техники.
[00121] В одном варианте реализации изобретения, как проиллюстрировано на фиг. 1, внутренний диаметр элемента направляющей траектории 88 выполнен таким образом и имеет такой размер, что внутренние поверхности 102 элемента направляющей траектории 88 расположены вокруг внешних поверхностей 104 части 106 хомута 16 или 18. В одном варианте реализации изобретения элемент направляющей траектории 88 содержит два отверстия 108 на своей закрепленной/неповоротной части 90. В одном варианте реализации изобретения, два отверстия 108 выполнены с возможностью пропуска направляющих стержней 40а и 40b через них. В одном варианте реализации изобретения, как только система 10 расположена на трубах 12, 14, элемент направляющей траектории 88 выполнен с возможностью блокирования относительно его соответствующего хомута (на котором элемент направляющей траектории 88 смонтирован), так что отсутствует осевое перемещение элемента направляющей траектории 88 относительно его соответствующего хомута.
[00122] На фиг. 18 проиллюстрированы две нижние поворотные части 92 и 94 элемента направляющей траектории 88, которые находятся в закрытом (и заблокированном) положении, тогда как на фиг. 19 проиллюстрированы две нижние поворотные части 92 и 94 элемента направляющей траектории 88, которые находятся в распахнутом положении. Другими словами, две нижние поворотные части 92 и 94 элемента направляющей траектории 88 могут быть адаптированы для поворота радиально наружу так, что элемент направляющей траектории 88 может распахиваться для разрешения позиционирования трубы под неповоротной частью. Когда труба находится в своем положении, две нижние поворотные части 92 и 94 элемента направляющей траектории 88 могут быть повернуты в закрытое положение.
[00123] В одном варианте реализации изобретения, как проиллюстрировано на фиг. 20, элемент направляющей траектории 88 содержит конфигурацию U-образного канала 110. В одном варианте реализации изобретения, изогнутый рельс 112 со встроенной зубчатой рейкой 114 (зубья не проиллюстрированы) смонтирован в U-образном канале 110 элемента направляющей траектории 88. В одном варианте реализации изобретения, элемент направляющей траектории 88 также содержит абсолютный датчик положения, который выполнен с возможностью определения точных положений всех модулей (сварочного модуля 126 (включая сварочную горелку 20), шлифовального модуля, то есть модуля шлифовальных устройств (включая шлифовальное устройство 30) и контрольного модуля (включая контрольный детектор 22 и/или контрольную камеру 182)), непрерывно перемещающийся на элементе направляющей траектории 88. В одном варианте реализации изобретения, абсолютный кодовый датчик встроен в элемент направляющей траектории 88. В одном варианте реализации изобретения, кодовый датчик является необязательным.
[00124] В одном варианте реализации изобретения, сварочная горелка 20 может содержать один или более позиционных кодовых датчиков. В одном варианте реализации изобретения, абсолютные кодовые позиционные датчики выполнены с возможностью определения положения и/или ориентации сварочной горелки 20 вдоль каждой из трех взаимно перпендикулярных осей (например, оси X, Y-оси и Z-оси). В одном варианте реализации изобретения, сварочная горелка 20 может содержать три абсолютных кодовых позиционных датчика, каждый из которых выполнен с возможностью определения положения и/или ориентации сварочной горелки 20 вдоль одной из трех взаимно перпендикулярных осей (например, Х-оси, Y-оси и Z-оси).
[00125] В одном варианте реализации изобретения, система 10 дополнительно содержит один или более двигателей сварочной горелки. В одном варианте реализации изобретения, один или более процессоров 26 системы 10 выполнены с возможностью управлять одним или более двигателями сварочной горелки для управления положением и/или ориентацией сварочной горелки 20.
[00126] В одном варианте реализации изобретения, сварочная горелка 20 функционально соединена с двигателем сварочной горелки. В одном варианте реализации изобретения, двигатель горелки, функционально соединенный с одним или более процессорами для управления движением сварочной горелки 20 вдоль сварного соединения во время операции сварки. В одном варианте реализации изобретения, двигатель горелки подробно описан в заявке на международный патент № PCT/US2015/062558, поданной 24 ноября 2015 г., которая включена в качестве ссылки во всей своей полноте в настоящую заявку на патент.
[00127] В одном варианте реализации изобретения, один или более процессоров 26 также выполнены с возможностью взаимодействовать с контрольным детектором 22 и/или контрольной камерой 182 для сканирования области границы раздела между трубами 12, 14 для определения профиля области границы раздела между трубами 12, 14 до, во время и после процедуры сварки, с целью генерирования данных о профиле перед сваркой, данных о профиле сварки «на лету» и данных о профиле после сварки на основе данных сканирования для того, чтобы управлять внешней сварочной системой и/или ее работой операции на основе сгенерированных данных профиля перед сваркой, данных профиля сварки «на лету» и данных профиля после сварки.
[00128] В одном варианте реализации изобретения, контроль перед сваркой, контроль «на лету» и контроль после сварки может выполняться контрольным детектором. В одном варианте реализации изобретения, контроль перед сваркой, контроль «на лету» и контроль после сварки могут выполняться контрольным детектором 22 и контрольной камерой 182.
[00129] В различных вариантах реализации изобретения описанные в данной заявке данные профиля «перед сваркой» относятся к данным, полученным от контрольного детектора (например, с помощью контрольного лазера), который сканировал область границы раздела между двумя свариваемыми трубами до приведения сварочной горелки в действие для начала крепления труб друг с другом. Эти данные профиля перед сваркой передаются одному или более процессорам для определения, в достаточной ли степени выровнены трубы перед наложением свариваемого материала на область границы раздела. В одном варианте реализации изобретения, в случае, если обнаружено несовмещение, например, путем определения одним или более процессорами, что несовмещение выходит за допустимое значение несовмещения, один или более процессоров сконфигурированы с возможностью отправки сигналов к хомутам, которые входят в зацепление с внешними поверхностями труб. Прижимное усилие одного или обоих хомутов можно регулировать на основе выходных сигналов, полученных из данных о профиле перед сваркой для регулирования относительных форм труб с целью обеспечения выравнивания области границы раздела с допустимым значением несовмещения.
[00130] Следует понимать, что с учетом небольших несоответствий в структурах труб, часто (и обычно) не получается достичь абсолютно идеального выравнивания. Тем не менее, нет необходимости в таком идеальном выравнивании в случае, когда выравнивание находится в пределах области допустимых значений, подходящих для качественного сварного шва.
[00131] В одном варианте реализации изобретения, данные профиля перед сваркой могут включать данные об овальности/округлости труб. В одном варианте реализации изобретения, данные об овальности/округлости труб могут включать местоположение и величину минимального внутреннего диаметра, местоположение и величину максимального диаметра, средний диаметр трубы, среднюю толщину стенки трубы, местоположение и величину минимальной толщины стенки, и/или местоположение и величину максимальной толщины стенки. В одном варианте реализации изобретения, данные округлости/овальности труб могут включать сравнение между каждым местоположением и значением минимального диаметра, местоположением и значением максимального диаметра, местоположением и величиной минимальной толщины стенки, а также местоположением и значением максимальной толщины стенки, и их соответствующими предварительно заданными значениями. В одном варианте реализации изобретения, данные округлости/овальности труб могут включать сравнение между каждым из: среднего диаметра трубы, средней толщины стенки трубы и их соответствующими предварительно заданными значениями. В одном варианте реализации изобретения, данные об округлости/овальности труб могут включать отклонения диаметра трубы во всех местах по окружности трубы на основе сравнения.
[00132] В одном варианте реализации изобретения, данные профиля перед сваркой могут включать данные о профиле фаски трубы. В одном варианте реализации изобретения, данные о профиле фаски трубы могут включать геометрию фаски трубы. В одном варианте реализации изобретения, данные о профиле фаски трубы могут включать сравнение между каждым из размера и формы фаски трубы, толщины притупления кромки (контактного участка) фаски трубы, угла фаски трубы, смещения фаски трубы, угла фаски трубы и их предварительно заданных значений. В одном варианте реализации изобретения, данные о профиле фаски трубы могут включать отклонения трубы во всех местах по окружности трубы на основе сравнения.
[00133] В одном варианте реализации изобретения, данные профиля перед сваркой могут включать данные о подгонке сварного соединения и данные выравнивания. В одном варианте реализации изобретения, данные о подгонке и выравнивании сварного соединения могут включать данные о зазоре между внутренними прилегающими концами труб (после выравнивания труб). В одном варианте реализации изобретения, данные о подгонке и выравнивании сварного соединения могут включать данные о зазоре между фасками труб (после выравнивания труб). В одном варианте реализации изобретения, данные о подгонке и выравнивании сварного соединения могут включать местоположение и величину минимального зазора, местоположение и величину максимального зазора и/или среднего зазора. В одном варианте реализации изобретения, данные о подгонке и выравнивании сварного соединения могут включать сравнение каждого местоположения и величины минимального зазора, и местоположения и величины максимального зазора и их соответствующих предварительно заданных значений. В одном варианте реализации изобретения, данные о подгонке и выравнивании сварного соединения могут включать сравнение между средним зазором и его соответствующим предварительно заданным значением. В одном варианте реализации изобретения, данные о подгонке и выравнивании сварного соединения могут включать отклонения зазора труб во всех местоположениях по окружности трубы на основе сравнения. В одном варианте реализации изобретения, данные подгонки и выравнивания сварного соединения могут включать минимальные различия в высоте между трубами (например, допустимое выравнивание) и так далее.
[00134] В одном варианте реализации изобретения, один или более процессоров сконфигурированы с возможностью взаимодействовать с контрольным детектором для сканирования области границы раздела между трубами для определения профиля области границы раздела между трубами во время сварочной процедуры в области границы раздела перед наложением на нее свариваемого материала и генерирования данных о профиле «на лету». В одном варианте реализации изобретения, один или более процессоров сконфигурированы с возможностью генерации сварочных сигналов для управления сварочной горелкой на основе данных о профиле, полученных «на лету». Данные о профиле, получаемые «на лету», подробнее описываются ниже. В данном документе термин «на лету» также означает или относится к понятию «режим реального времени», означающему, что измерение или определение используется одним или более процессорами во время текущей сварочной операции для управления сварочным аппаратом. Конечно, из-за запаздывания сварочной горелки за контрольным детектором/контрольным лазером на определенную дистанцию, некоторая буферизация (или небольшая задержка по времени) имеет место между получением данных о профиле и использованием их одним или более процессорами для управления сварочной горелкой.
[00135] В одном варианте реализации изобретения, один или более процессоров сконфигурированы с возможностью взаимодействия с контрольным детектором 22 и/или контрольной камерой 182 для определения профиля области границы раздела и/или сварного соединения после процедуры сварки.
[00136] В одном варианте реализации изобретения, данные профиля после сварки могут включать в себя профиль(и) образованных сварных швов. В одном варианте реализации изобретения, данные профиля после сварки могут включать в себя профиль(и) образованного сварочного слоя корневого прохода. В одном варианте реализации изобретения, данные профиля после сварки могут включать в себя характеристики формы сварки, такие как несовпадения, вогнутость шва и входящий угол. В одном варианте реализации изобретения, один или более процессоров сконфигурированы с возможностью вызвать, на основе данных профиля после сварки, выполнение еще одной операции сварки на области границы раздела между трубами. В одном варианте реализации изобретения, процедура ремонта выполнена с возможностью ремонта любых дефектов сварного шва, которые обнаружены во время проведения процедуры контроля сварного шва. Процедура ремонта сварного шва, описанная в данном документе, может быть одного из множества типов. В одном варианте реализации изобретения, дополнительная сварочная операция выполняется поверх предшествующего сварного шва для исправления дефекта сварного шва. В другом варианте реализации изобретения, дефектный шов может быть пришлифован шлифовальным устройством 30 или по желанию полностью срезан (вручную или автоматически) перед выполнением последующей операции ремонтной сварки.
[00137] В одном варианте реализации изобретения, контрольные данные из контрольного детектора могут быть переданы в режиме реального времени в один или несколько процессоров, которые используют контрольные данные для отправки обновленных параметров сварки во внешнюю сварочную систему.
[00138] В одном варианте реализации изобретения, сварочная головка в сборе включает в себя систему радиального позиционирования 116 (как проиллюстрировано на фиг. 21 и 22), которая выполнена с возможностью включения радиального перемещения сварочной горелки 20 и системы осевого позиционирования 118 (как проиллюстрировано на фиг. 23-25), которая выполнена с возможностью разрешения осевого перемещения сварочной горелки 20 и системы наклонного позиционирования 120 (как проиллюстрировано на фиг. 26-28), которая выполнена с возможностью наклонного перемещения сварочной горелки 20.
[00139] В одном варианте реализации изобретения, сварочная горелка 20 смонтирована для радиального перемещения с помощью системы радиального позиционирования 116 таким образом, чтобы его сварочный наконечник был выполнен с возможностью перемещения в направлении наружных привариваемых поверхностей труб и от них. В одном варианте реализации изобретения, один или более процессоров 26 сконфигурированы с возможностью управления одним или более двигателями сварочной горелки для регулирования радиального расстояния сварочного наконечника от труб 12, 14. В одном варианте реализации изобретения, система радиального позиционирования сварочной горелки 20 выполнена с возможностью убирания сварочной горелки 20 от трубы для предотвращения повреждения при перемещении от одного сварного соединения к последующему сварному соединению.
[00140] В одном варианте реализации изобретения, система радиального позиционирования 116 сварочной горелки 20 выполнена с возможностью разрешения позиционирования сварочной горелки 20 на правильной высоте для каждого сварочного прохода. В одном варианте реализации изобретения, по завершении каждого сварочного прохода сварочная горелка 20 перемещается (с помощью радиальной системы позиционирования) от центра трубы перед тем, как может начаться следующий сварочный проход. В одном варианте реализации изобретения, один или более процессоров 26 сконфигурированы с возможностью управления одним или более двигателями сварочной горелки для перемещения сварочного наконечника радиально от области границы раздела после корневого прохода так, чтобы вместить свариваемый материал, наложенный на сварке корневого прохода, и обеспечить сварку горячим проходом сверху сварки корневого прохода.
[00141] В одном варианте реализации изобретения, система радиального позиционирования 116 выполнена с возможностью обеспечения перемещение сварочной горелки 20 радиально к вариациям траектории по форме трубы для регулирования расстояния от сварочного наконечника до рабочей детали (то есть трубы) для нескольких проходов (то есть сварочных процедур корневого и горячего прохода) и для убирания от труб, когда сварочная система не производит сварку. Другими словами, во время каждого сварочного прохода система радиального позиционирования 116 выполнена с возможностью отслеживания отклонений в диаметре трубы так, чтобы поддерживать постоянное расстояние между наконечником сварочной горелки и сварным соединением/областью границы раздела между трубами.
[00142] В одном варианте реализации изобретения, система радиального позиционирования 116 выполнена с возможностью обеспечить сварочной горелке 20 радиальный ход около 1,25 дюйма (3,18 см). В одном варианте реализации изобретения, сварочная горелка 20 перемещается системой радиального позиционирования 116 между нормальной, невыдвинутой, втянутой конфигурацией и вытянутой конфигурацией. Как проиллюстрировано на фиг. 21 и 22, сварочная горелка 20 выдвинута (в свое выдвинутое положение) системой радиального позиционирования 116 так, чтобы сварочная горелка 20 была расположена на правильном/необходимом/предварительно заданном расстоянии от труб для выполнения сварочной процедуры. На фиг. 22 проиллюстрирована сварочная горелка 20, перемещенная (системой радиального позиционирования 116) в убранное положение, когда сварочная горелка 20 находится далеко от трубы для предотвращения повреждения при перемещении от одного сварного соединения к следующему сварному соединению. На фиг. 21 проиллюстрирована сварочная горелка 20, перемещаемая (радиальной системой позиционирования 116) в сварочное положение, где сварочная горелка 20 расположена на правильной высоте для процедуры сварки.
[00143] В одном варианте реализации изобретения, система радиального позиционирования 116 может содержать линейный привод. В одном варианте реализации изобретения, система радиального позиционирования 116 может содержать радиальный (электрический) двигатель сварочной горелки, ходовой винт и гайку винтовой передачи. В одном варианте реализации изобретения, двигатель выполнен с возможностью вращения ходового винта (например, механически соединен с ним). В одном варианте реализации изобретения, двигатель выполнен с возможностью вращения как по часовой стрелке, так и против часовой стрелки, что приводит к подниманию или опусканию сварочной горелки 20, по своей сути параллельной к радиальной оси R-R (как проиллюстрировано на фиг. 21 и 22) между трубами 12 и 14. В одном варианте реализации изобретения, двигатель выполнен с возможностью непосредственного соединения для вращения ходового винта. В еще одном варианте реализации изобретения, двигатель выполнен с возможностью непрямого соединения, например, через последовательность передаточных механизмов или зубчатую передачу для вращения ходового винта. В одном варианте реализации изобретения, ходовой винт содержит механически выполненную резьбу на своей наружной поверхности, проходящей по всей его длине. В одном варианте реализации изобретения, гайка винтовой передачи спроектирована и размещена для навинчивания на ходовой винт, и содержит резьбу на своей внутренней поверхности. В одном варианте реализации изобретения, гайка винтовой передачи выполнена с возможностью взаимной блокировки с частью системы радиального позиционирования таким образом, что вращение гайки винтовой передачи блокируется вместе с ходовым винтом. Другими словами, гайка винтовой передачи удерживается от вращения вместе с ходовым винтом, вследствие чего гайка винтовой передачи выполнена с возможностью перемещения ходового винта вверх и вниз. В одном варианте реализации изобретения, система радиального позиционирования может также содержать другие элементы и направляющие стержни, которые выполнены с возможностью передачи вращательного движения двигателя радиальному перемещению сварочной горелки 20. Например, когда ходовой винт проворачивается двигателем, гайка винтовой передачи проворачивается по резьбе. В одном варианте реализации изобретения, направление движения гайки винтовой передачи зависит от направления вращения ходового винта двигателем. Так как гайка винтовой передачи заблокирована в отверстии элемента радиального позиционирования, элемент радиального позиционирования выполнен с возможностью передвижения/перемещения ходового винта вместе с гайкой винтовой передачи. Подвижное зацепление между элементом радиального позиционирования и направляющими стержневыми элементами также способствует такому (вверх и вниз) передвижению/перемещению элемента радиального позиционирования.
[00144] В одном варианте реализации изобретения, система осевого позиционирования 118 выполнена с возможностью разрешения перемещения сварочной горелки 20 в осевом направлении для удержания сварочной горелки 20 в скосе сварочного шва при перемещении сварочной горелки 20 вокруг трубы и для разрешения колебания сварочной горелки 20 в скосе сварочного шва в случае необходимости полного заполнения скоса.
[00145] На фиг. 24 проиллюстрирована сварочная горелка 20, расположенная в нормальном, выровненном по центру, осевом положении. В одном варианте реализации изобретения, система радиального позиционирования 118 выполнена с возможностью обеспечить сварочной горелке 20 осевой ход около +/-1 дюйма (2,54 см). Например, как проиллюстрировано на фиг. 23 и 25, сварочная горелка 20 была перемещена системой осевого позиционирования 118 в +1 дюйм (2,54 см) осевого хода и -1 дюйм (2,54 см) осевого хода соответственно так, чтобы сварочная горелка 20 была расположена на правильном/необходимом/предварительно заданном расстоянии от труб для выполнения сварочной процедуры.
[00146] На фиг. 23 и 25 проиллюстрирована сварочная горелка 20, перемещенная (системой осевого позиционирования 118) вдоль оси трубы в левое осевое положение и в правое осевое положение соответственно. В одном варианте реализации изобретения, система осевого позиционирования 118 выполнена с возможностью перемещения сварочной горелки 20 на около двух дюймов (5 см) вдоль оси трубы для выравнивания с кромкой сварного соединения. Во время процедуры сварки система осевого позиционирования 118 выполнена с возможностью колебания сварочной горелки 20 поперек сварного шва (и в пределах скоса шва при необходимости полного заполнения скоса) при частоте до 4 Гц с амплитудой до 0,5".
[00147] В одном варианте реализации изобретения, система осевого позиционирования 118 может быть линейным приводом. В одном варианте реализации изобретения, система осевого позиционирования 118 может содержать осевой (электрический) двигатель сварочной горелки, ходовой винт и гайку винтовой передачи. В одном варианте реализации изобретения, когда ходовой винт проворачивается двигателем, гайка винтовой передачи проворачивается по резьбе. В одном варианте реализации изобретения, двигатель выполнен с возможностью вращения ходового винта (например, механически с ним соединен). В одном варианте реализации изобретения, двигатель выполнен с возможностью вращения как по часовой стрелке, так и против часовой стрелки, что приводит к перемещению левой или правой стороны сварочной горелки, по своей сути параллельно осевой оси А-А труб (как проиллюстрировано на фиг. 23-25). В одном варианте реализации изобретения, двигатель выполнен с возможностью непрямого соединения, например, через последовательность передаточных механизмов для вращения ходового винта. Другими словами, двигатель содержит выходной вал и функционально соединен с ходовым винтом через передаточный механизм, входящий в зацепление с выходным валом двигателя. В одном варианте реализации изобретения, первый передаточный механизм соединен с выходным валом двигателя, второй передаточный механизм соединен с ходовом винтом или прикреплен к нему, и эти два передаточные механизмы соединены друг с другом посредством одного или более передаточных механизмов. Благодаря соединению двигателя с ходовым винтом через передаточные механизмы, ходовой винт вращается при работе двигателя. В еще одном варианте реализации изобретения, двигатель выполнен с возможностью непосредственного соединения (то есть без зубчатой передачи) для вращения ходового винта. В одном варианте реализации изобретения, гайка винтовой передачи выполнена с возможностью взаимной блокировки с частью системы осевого позиционирования таким образом, что вращение гайки винтовой передачи предотвращается от вращения вместе с ходовым винтом. Другими словами, гайка винтовой передачи удерживается от вращения вместе с ходовым винтом, вследствие чего гайка винтовой передачи выполнена с возможностью поперечного передвижения/перемещения с ходовым винтом.
[00148] В одном варианте реализации изобретения, система наклонного позиционирования 120 выполнена с возможностью наклона сварочной горелки 20 вокруг точки, где сварочная проволока контактирует с трубой. В одном варианте реализации изобретения, эта конфигурация поддерживает постоянное расстояние, измеряемое с помощью лазерного/контрольного детектора 22, между этой точкой и точкой применения сварки. В одном варианте реализации изобретения, такая система позиционирования подробно описана в заявке на международный патент № PCT/US2015/062558, поданной 24 ноября 2015 года, которая включена в качестве ссылки во всей своей полноте в настоящую заявку на патент. На фиг. 26-28 некоторые компоненты этой системы позиционирования не проиллюстрированы, тогда как другие компоненты могут быть ясно видны.
[00149] В другом варианте реализации изобретения, сварочная горелка 20 выполнена с возможностью наклона с помощью системы наклонного позиционирования 120 вокруг точки в радиальном направлении от сварного шва. Эта конфигурация изменяет расстояние между этой точкой, определяемой с помощью лазерного/контрольного детектора 22, и точкой применения сварки. В одном варианте реализации изобретения, один или более процессоров 26 выполнены с возможностью расчета расстояния между этими двумя точками и соответствующей компенсации.
[00150] В одном варианте реализации изобретения, система наклонного позиционирования 120 выполнена с возможностью обеспечения изменения сварочной горелкой 20 своего угла наклона в плоскости перемещения для расчета изменений в направлении сварки относительно направления гравитации. В одном варианте реализации изобретения, угол наклона сварочной горелки 20 может изменяться для компенсации силы гравитации. В одном варианте реализации изобретения, угол наклона сварочной горелки 20 может регулироваться для компенсации различной ориентации вследствие влияния гравитации. В одном варианте реализации изобретения, угловая ориентация сварочной горелки 20 регулируется на основе профиля области границы раздела. В одном варианте реализации изобретения, угол наклона сварочной горелки 20 может регулироваться на основе данных о профиле «на лету» для компенсации и/или корректировки других условий сварки (т.е. не только для силы гравитации).
[00151] Поскольку сварочная горелка в состоянии колебаться во время сварочной операции, можно учесть силы гравитации, воздействующие на сварочную ванну при вращении сварочной горелки вокруг неподвижной трубы. В конкретном случае угол сварочной горелки может изменяться за счет приведения в действие по меньшей мере одним двигателем сварочной горелки (т.е. двигателем наклона сварочной горелки), в зависимости от того, перемещается ли сварочная горелка вверх против силы гравитации или вниз в направлении силы гравитации. Один или более двигателей (например, двигатель наклона сварочной горелки) также могут изменять угол сварочной горелки в пределах плоскости вращения на основе определенного местоположения в пределах перемещения сварочной горелки вверх или вниз. Следует понимать, что так как сварочная горелка может колебаться в некоторых вариантах реализации изобретения, лучше, чтобы она была наклонена для компенсации силы гравитации, и также необходимо, чтобы она не была зафиксирована, допуская, что, к примеру, она будет перемещаться только вниз с силой гравитации. В некоторых вариантах реализации изобретения, как указано выше, настоящая патентная заявка предполагает, что сварка может выполняться при перемещении сварочной горелки вверх (в противоположную сторону от силы гравитации) или вниз (в сторону силы гравитации). Кроме того, сварочная горелка 20 может колебаться в зависимости от различных положений при повороте (например, сварочная операция под углом 10 градусов от верхней мертвой точки может теоретически иметь слегка отличные требования, чем сварка, выполняемая при 90 градусах от верхней мертвой точки вследствие (к примеру) сил гравитации, воздействующих на сварочную ванну, а также тенденции для сварочной ванны по-разному удерживаться на внутренней поверхности трубы при разных положениях на свариваемой трубе.
[00152] В одном варианте реализации изобретения, сварочная горелка 20 может быть выполнена с возможностью иметь постоянно изменяемый угол наклона горелки для компенсации или корректировки непрерывного изменения ориентации сварочной горелки из-за гравитации. В одном варианте реализации изобретения, сварочная горелка 20 может быть выполнена с возможностью поступательного изменения угла наклона горелки на основе положения, в котором находится сварочная горелка (т.е. положения сварочной горелки по круговому шву). В одном варианте реализации изобретения, сварочная горелка 20 может быть выполнена таким образом, что сварочная горелка 20 может иметь различный угол наклона горелки при повороте на любой требуемый угол. В одном варианте реализации изобретения, сварочная горелка 20 может быть выполнена таким образом, что может иметь различный угол наклона горелки при повороте 90°, 30°, 60° или 120° угла поворота.
[00153] В одном варианте реализации изобретения, двигатель наклонного позиционирования поворачивает под углом сварочную горелку 20, как правило, в пределах плоскости вращения. В одном варианте реализации изобретения, угловая ориентация сварочной горелки 20 регулируется на основе положения горелки. В одном варианте реализации изобретения, сварочная горелка 20 выполнена с возможностью вращения вдоль сварного шва вокруг плоскости вращения.
[00154] На фиг. 27 проиллюстрирована сварочная горелка 20, расположенная в нормальном, ненаклоненном положении. В одном варианте реализации изобретения, система наклонного позиционирования 120 выполнена с возможностью обеспечить сварочной горелке 20 угловой наклон в пределах 10°. В одном варианте реализации изобретения, система наклонного позиционирования 120 выполнена с возможностью обеспечить сварочной горелке 20 угловой наклон в пределах +/- 5°. Например, как проиллюстрировано на фиг. 26 и 28, сварочная горелка 20 была перемещена системой наклонного позиционирования 120 на -5° или +5° углового наклона, соответственно так, чтобы сварочная горелка 20 была расположена на правильном/необходимом/предварительно заданном расстоянии от трубы для выполнения сварки. В еще одном варианте реализации изобретения, система наклонного позиционирования 120 выполнена с возможностью обеспечить сварочной горелке 20 угловой наклон в пределах 7°. В одном варианте реализации изобретения, система наклонного позиционирования 120 выполнена с возможностью обеспечить сварочной горелке 20 угловой наклон менее чем +/- 5°.
[00155] В одном варианте реализации изобретения, окружная дуга между точкой поворота Р и точкой отражения контрольного луча излучения от области границы раздела, в целом, во время процедуры сварки остается постоянной, как проиллюстрировано на фиг. 53 и 54. Другими словами, угол дуги между положением сварного соединения, измеренным с помощью лазера/контрольного детектора 22, и положением сварного соединения, приваренным сварочной горелкой, является постоянным. В одном варианте реализации изобретения, один или более процессоров 26 имеют информацию о постоянном дуговом расстоянии между осью вращения Р (например, сварочным наконечником) и точкой контроля, так чтобы один или более процессоров 26 были сконфигурированы с возможностью управлять артикуляционным и поворотным движением сварочной горелки 20 на основе контрольных данных о профиле перед сваркой или контрольных данных полученных «на лету».
[00156] Конфигурация сварочной горелки 20, которая позволяет сварочной горелке 20 вращаться вокруг оси вращения Р, обеспечивает возможность изменения угла сварочной горелки 20 во время сварки, не оказывая влияния на скорость, с которой перемещается сварочная горелка 20. Например, это особенно полезно для систем сварки с рядом сварочных горелок. В одном варианте реализации изобретения, изменение углов наклона сварочных горелок не будет выполняться в одно и то же время, в таком случае было бы целесообразно, чтобы изменение угла горелки происходило без какого-либо отрицательного влияния на нее или другие сварочные горелки.
[00157] В одном варианте реализации изобретения, система наклонного позиционирования 120 содержит двигатель наклона сварочной горелки, направляющие рельсовые элементы 122, направляющие ролики 124. В одном варианте реализации изобретения, направляющие рельсовые элементы 122 выполнены с возможностью зацепления с направляющими роликами 124, что способствует позиционированию сварочной горелки 20. В проиллюстрированном варианте реализации изобретения, направляющие ролики 124 могут содержать два верхних и два нижних направляющих ролика. В одном варианте реализации изобретения, система наклонного позиционирования 120 содержит направляющий рельсовый элемент 122 и ее четыре связанных с ним направляющих ролика 124, которые расположены на противоположных концах сварочной горелки в сборе.
[00158] В одном варианте реализации изобретения, двигатель наклона сварочной горелки выполнен с возможностью вращения передаточного механизма (например, механически соединен). В одном варианте реализации изобретения, двигатель выполнен с возможностью вращения либо по часовой стрелке, либо против часовой стрелки, что приводит к наклонному перемещению сварочной горелки 20 вперед или назад. В одном варианте реализации изобретения, двигатель наклона сварочной горелки выполнен с возможностью соединения, например через передаточный механизм с направляющим рельсовым элементом 122. Другими словами, двигатель наклона сварочной горелки содержит выходной вал, а передаточный механизм соединен с выходным валом двигателя. Благодаря соединению двигателя наклона сварочной горелки с направляющим рельсовым элементом 122 посредством передаточного механизма, направляющий рельсовый элемент 122 при работе двигателя сварочной горелки перемещается.
[00159] В одном варианте реализации изобретения, направляющий рельсовый элемент 122 выполнен с возможностью направлять верхние и нижние направляющие ролики 124. В одном варианте реализации изобретения, верхние и нижние направляющие ролики 124 смещены относительно направляющего рельсового элемента 122 таким образом, что верхние и нижние направляющие ролики 124 выполнены с возможностью разрешения изменения угла наклона сварочной горелки 20 в плоскости перемещения.
[00160] В одном варианте реализации изобретения, система внешней сварки (со сварочной горелкой 20) выполнена с возможностью приема данных о профиля сварки (например, до, во время и после процедуры сварки) из контрольной системы (например, с помощью контрольного детектора 22 и/или контрольной камеры 182) и выполнена с возможностью, на основании полученных данных о профиле шва, смещения его внешней сварочной горелка 20 и/или наклона его внешней сварочной горелки 20 для достижения полной глубины провара шва. Таким образом, данные профиля сварки от контрольной системы могут быть использованы системой внешней сварки, чтобы сделать сварной шов как можно лучшим.
[00161] В одном варианте реализации изобретения, двигатели, направляющие контрольный детектор 22, также вращают сварочную горелку 20 по окружности вокруг плоскости вращения для создания сварного шва вдоль области границы раздела.
[00162] В одном варианте реализации изобретения, узел корпуса сварочной горелки спроектирован и размещен для заключения в нем сварочной горелки 20, системы радиального позиционирования 116, системы осевого позиционирования 118 и системы наклонного позиционирования 120. В одном варианте реализации изобретения, узел корпуса сварочной горелки выполнен с возможностью защищать компоненты сварочной горелки 20 и различные компоненты его систем осевого, радиального и/или наклонного позиционирования от сварочного жара и брызг.
[00163] В одном варианте реализации изобретения, со ссылкой на фиг. 29, сварочная горелка 20 в сочетании с системами осевого, радиального и/или наклонного позиционирования 116, 118 и 120 представляет собой сварочный модуль 126. В одном варианте реализации изобретения, каждый сварочный модуль 126 смонтирован на круговом направляющем рельсе 112 U-образного канала 110. В одном варианте реализации изобретения, каждый сварочный модуль 126 может содержать свой собственный ходовой двигатель 128.
[00164] В одном варианте реализации изобретения, система 10 содержит каретку, которая выполнена с возможностью переноса сварочной горелки 20 вокруг области границы раздела 38 между трубами 12, 14. В одном варианте реализации изобретения, каретка выполнена с возможностью перемещаться по направляющей 112 элемента направляющей траектории 88. В одном варианте реализации изобретения, каретка содержит ряд роликовых элементов, которые выполнены с возможностью зацепления с элементом направляющей траектории 88. В одном варианте реализации изобретения, каретка может содержать один или более приводных двигателей. В одном варианте реализации изобретения, валы приводных двигателей содержат шестерни, установленные на них. В одном варианте реализации изобретения, шестерни приводных двигателей выполнены с возможностью зацепления со встроенной зубчатой рейкой 114 на элементе направляющей траектории 88. В одном варианте реализации изобретения, каретка может содержать два приводных двигателя, где каждый двигатель может приводиться в движение с разным выходным крутящим моментом для создания эффекта предварительной нагрузки между двумя шестернями, с тем чтобы удалить любой люфт из шестерен.
[00165] Например, в одном варианте реализации изобретения, сварочный модуль 126 содержит раму каретки 134. В одном варианте реализации изобретения, рама каретки 134 имеет, как правило, U-образную конфигурацию канала. В одном варианте реализации изобретения, часть 136 рамы каретки 134 содержит направляющие ролики 130. В одном варианте реализации изобретения, направляющий рельсовый элемент 112 элемента направляющей траектории 88 выполнен с возможностью зацепления с направляющими роликами 130, что способствует позиционированию сварочного модуля 126 на элементе направляющей траектории 88. В проиллюстрированном варианте реализации изобретения, направляющие ролики 130 могут содержать верхние и нижние направляющие ролики. В одном варианте реализации изобретения, ходовой двигатель 128 выполнен с возможностью вращения передаточного механизма 132 (например, механически соединен). В одном варианте реализации изобретения, ходовой двигатель 128 выполнен с возможностью вращения либо по часовой стрелке, либо против часовой стрелки, что приводит к перемещению сварочного модуля/рамы каретки либо вперед, либо назад. В одном варианте реализации изобретения, ходовой двигатель 128 выполнен с возможностью соединения, например, посредством передаточного механизма 132 с направляющим рельсовым элементом 112. Другими словами, двигатель содержит выходной вал, а передаточный механизм 132 соединен с выходным валом двигателя. Благодаря соединению двигателя с направляющим рельсовым элементом 112 через передаточный механизм 132 данный направляющий рельсовый элемент 112 перемещается при работе двигателя. В одном варианте реализации изобретения, направляющий рельсовый элемент 112 выполнен с возможностью направлять верхние и нижние направляющие ролики 130. В одном варианте реализации изобретения, верхние и нижние направляющие ролики 130 смещены относительно направляющего рельсового элемента 112 таким образом, что верхние и нижние направляющие ролики 130 выполнены с возможностью разрешения перемещения сварочного модуля 126 вдоль окружности элемента направляющей траектории 88.
[00166] В одном варианте реализации изобретения, каждый сварочный модуль 126 выполнен с возможностью размещения независимо в любом месте по окружности трубы и перемещения с любой скоростью в пределах его возможностей, независимо от скорости перемещения любой другой сварочной горелки. В одном варианте реализации изобретения, скорость перемещения сварочной горелки может быть от 5 до 55 дюймов/мин (0,127-1,397 м/мин). В одном варианте реализации изобретения, во время операций контроля или при повторном позиционировании сварочной горелки между операциями сварки возможна скорость перемещения больше, чем 55 дюйм/мин (1,397 м/мин).
[00167] Система внешней сварки 10 может не быть совершенно выровнена со сварным соединением. Это может быть по многим причинам. Например, сварное соединение может изменять форму во время сварочного прохода по мере нагревания или охлаждения труб. Форма скоса может изменяться в разных местах по окружности вследствие изменчивости механической обработки. Высота существующего материала может изменяться.
[00168] В одном варианте реализации изобретения, один или более процессоров 26 выполнены с возможностью обнаружения таких состояний и компенсации таких состояний в процессе сварки так, чтобы наносить наилучший из возможных сварных швов.
[00169] В одном варианте реализации изобретения, контрольный детектор 22 (например, лазер) может быть смонтирован на каждом сварочном модуле для измерения профиля соединения перед началом сварки и в ходе выполнения процесса сварки. В одном варианте реализации изобретения, контрольный детектор 22 смонтирован таким образом, что он измеряет сварное соединение на коротком расстоянии перед местом, где выполняется сварка с помощью сварочной горелки. В одном варианте реализации изобретения, контрольный детектор 22 выполнен с возможностью измерения ширины и глубины кромки под сварку. В одном варианте реализации изобретения, контрольный детектор 22 также выполнен с возможностью измерения формы дна кромки под сварку. В одном варианте реализации изобретения, контрольный детектор 22 установлен так, что угол дуги между положением сварного соединения, измеренным с помощью контрольного детектора 22, и положением сварного соединения, приваренного сварочной горелкой, является постоянным, как проиллюстрировано на фиг. 53 и 54.
[00170] Поскольку сварочная горелка колеблется в пределах кромки под сварку, напряжение дуги изменяется с расстоянием между наконечником сварочной горелки и стенками кромки под сварку. В одном варианте реализации изобретения, благодаря измерению данного напряжения дуги один или более регуляторов 26 выполнены с возможностью определения, находятся ли колебания в центре кромки под сварку.
[00171] В одном варианте реализации изобретения, контрольная камера 182 может быть выполнена с возможностью размещения в плоскости со сварным швом на коротком расстоянии от сварного шва по окружности. В одном варианте реализации изобретения, контрольная камера 182 выполнена с возможностью ориентации к виду сварного шва и наконечника горелки относительно кромки под сварку. В одном варианте реализации изобретения, контрольная камера 182 может быть выполнена с возможностью совместного монтажа с контрольным детектором 22, так что она направлена в ту же точку на наружной поверхности трубы, что и контрольный детектор 22.
[00172] В одном варианте реализации изобретения, система внешней сварки 10 выполнена с возможностью записи всех параметров сварки в течение процесса сварки для каждого выполняемого сварочного прохода. В одном варианте реализации изобретения, система внешней сварки 10 также выполнена с возможностью записи данных от датчиков, не используемых в процессе сварки, таких как температура трубы, местоположение GPS или температура окружающей среды. В одном варианте реализации изобретения, система 10 внешней сварки выполнена с возможностью получения инструкций от удаленной системы, которые могут содержать, помимо прочего, параметры сварки и процедуры (например, скорость подачи проволоки, сварочный ток, напряжение при сварке, скорость перемещения при сварке, интервал колебаний, величина колебаний), обновления для методов управления, и отчеты о контроле годности/негодности. В одном варианте реализации изобретения, такая дистанционная система является подробно описанной в заявке на международный патент № PCT/US2015/062558, поданной 24 ноября 2015 г., которая включена в настоящую заявку в полном объеме посредством ссылки.
[00173] В одном варианте реализации изобретения, контрольный детектор 22 выполнен с возможностью размещения между первым трубным хомутом 16 и вторым трубным хомутом 18. В одном варианте реализации изобретения, система 10, кроме того, может иметь контрольную камеру 182. Другими словами, в одном варианте реализации изобретения, система 10 может содержать как контрольный детектор 22, так и контрольную камеру 182, как проиллюстрировано на фиг. 53 и 54. В одном варианте реализации изобретения, контрольный детектор 22 и/или контрольная камера 182 выполнены с возможностью позиционирования в осевом направлении (относительно оси трубы) между первым трубным хомутом 16 и вторым трубным хомутом 18. Другими словами, каждый из первого трубного хомута 16 и второго трубного хомута 18 расположен на противоположных в осевом направлении сторонах контрольного детектора 22 и/или контрольной камеры 182.
[00174] В одном варианте реализации изобретения, контрольный детектор 22 может содержать контрольный лазер, трехмерную (3D) контрольную камеру, систему контрольного ультразвукового датчика, контрольный электрический емкостной зонд и любые другие контрольные детекторы, как будет понятно специалисту в данной области. Если используется лазер, типом используемого лазера может быть лазерный датчик смещения. В одном варианте реализации изобретения, лазер может представлять собой лазерный датчик смещения сверхвысокой скорости/высокой точности серии LK-G5000, производимый компанией Keyence. В одном варианте реализации изобретения, лазер может быть лазером с микропроцессорным управлением, например Smart Laser Sensor SLS-050, производимым компанией Meta Vision Systems Inc.
[00175] В одном варианте реализации изобретения, контрольный детектор 22 содержит излучатель для излучения контрольного луча излучения и приемник для приема контрольных сигналов отраженного излучения. В одном или более вариантов реализации приемник контрольного детектора содержит датчик, который обнаруживает отраженное излучение и создает сигналы на основе отраженного излучения. Эти сигналы принимаются одним или более процессорами 26. В одном варианте реализации изобретения, сигналы содержат данные и информацию, соответствующую трехмерному профилю сварного шва между трубами и/или области границы раздела между свариваемыми трубами. Эти данные и информация могут быть использованы для обнаружения, например, относительных высот смежных поверхностей труб в свариваемых областях, относительного расстояния между трубами, каких-либо неоднородностей в свариваемых смежных поверхностях (например, на их скосах).
[00176] Кроме того, поскольку контрольный детектор сканирует всю поверхность раздела между трубами и/или все сварное соединение между трубами, он может определять конкретный профиль поверхности раздела и/или конкретный профиль сварного соединения в любой конкретной области сканирования. Эта информация может использоваться одним или более процессорами для управления работой сварочной горелки с целью обеспечения индивидуализированного/адаптированного сварного шва, который адаптирован конкретно в соответствии со структурным профилем свариваемых труб в области их границы раздела. Эта информация может использоваться одним или более процессорами для управления работой шлифовального устройства 30 с целью обеспечения индивидуализированного/адаптированного шлифования, которое адаптировано конкретно к структурному профилю сваренных труб.
[00177] В одном варианте реализации изобретения, двигатель контрольного детектора функционально связан с контрольным детектором 22 для направления контрольного луча излучения вдоль области поверхности раздела 38 между свариваемыми трубами 12, 14 и сварным соединением 36 между трубами 12, 14.
[00178] В одном варианте реализации изобретения, контрольный детектор содержит двигатель, который приводит в движение контрольный детектор вдоль сварного соединения. В одном варианте реализации изобретения, сварочная горелка выполнена с возможностью крепления к той же конструкции, что и контрольный детектор. В одном варианте реализации изобретения, система 10 содержит двигатель, выполненный с возможностью перемещения/привода как контрольного детектора, так и сварочной горелки вдоль сварного соединения.
[00179] В одном варианте реализации изобретения, система 10 может содержать два контрольных детектора. В одном варианте реализации изобретения, один из двух контрольных детекторов может быть ведущим контрольным детектором, который выполнен с возможностью ведения сварочной горелки в процессе сварки, а также предоставления данных перед сваркой. В одном варианте реализации изобретения, другой из двух контрольных детекторов может быть задним контрольным детектором, который выполнен с возможностью следования за сварочной горелкой в процессе сварки, а также предоставления данных после сварки. В одном варианте реализации изобретения, угол межу каждым контрольным детектором и сварочной горелкой может быть регулируемым.
[00180] В одном варианте реализации изобретения, контрольная камера 182 и контрольный детектор 22 функционально связаны с одним или более процессорами 26. В одном варианте реализации изобретения, обмен данными с системой 10, включая контрольный детектор 22, контрольную камеру 182 и/или другие электронные модули сварочной системы 10, может быть выполнен посредством беспроводной связи. В другом варианте реализации изобретения, обмен данными с системой 10, включая контрольный детектор 22, контрольную камеру 182 и/или другие электронные модули сварочной системы 10, может быть выполнен с использованием проводного соединения. Должно быть понятно, что, если предусмотрен ряд сварочных горелок, также может быть предусмотрен ряд контрольных детекторов/лазеров.
[00181] В одном варианте реализации изобретения, в системе 10 могут быть размещены компьютерная система и ее один или более процессоров 26. В другом варианте реализации изобретения, компьютерная система и ее один или более процессоров 26 могут быть размещены удаленно от системы 10. В одном варианте реализации изобретения, один или более процессоров 26 могут содержать цифровой процессор, аналоговый процессор, цифровую схему, разработанную для обработки информации, аналоговую схему, разработанную для обработки информации, конечный автомат и/или другие механизмы для электронной обработки информации.
[00182] Должно быть понятно, что "один или более процессоров", как описано в настоящем документе, могут составлять один процессор, расположенный как встроенный и локальный относительно конкретной описываемой системы или компонента, как автономный и локальный относительно конкретной описываемой системы или компонента, или расположенный удаленно относительно конкретной описываемой системы или компонента. Кроме того, соединение между одним или более процессорами может быть проводным или беспроводным. Кроме того, термин «один или более процессоров» может также означать ряд встроенных и локальных процессоров, ряд отдельных и локальных процессоров, ряд процессоров, расположенных удаленно, или любую комбинацию встроенных (и локальных), отдельных (и локальных) и удаленных процессоров. Относительно встроенных процессоров, такие процессоры означают процессоры, которые физически перемещаются (т.е. физически подключены и перемещаются) вместе с конкретной системой или компонентом. Относительно отдельных процессоров, это означает процессоры, которые являются локальными по отношению к производственному участку и обмениваются данными беспроводным способом со встроенными электронными компонентами.
[00183] В одном варианте реализации изобретения, система 10 не содержит приводную тягу/соединение, и может содержать шнур с электроразрывным соединителем, соединяющим систему 10 с развертываемой системой (например подвижной станцией). В одном варианте реализации изобретения, шнур с электроразрывным соединителем не является жестким соединением. В одном варианте реализации изобретения, отдельные процессоры также могут относиться к электронным устройствам, которые привязаны к встроенной системе посредством нежесткого шнура с электроразрывным соединителем, и являются локальными относительно производственного участка. Другими словами, если процессор перемещается с помощью нежесткого шнура с электроразрывным соединителем, его также можно рассматривать как "встроенный" процессор.
[00184] В одном варианте реализации изобретения, один или более процессоров 26 также выполнены с возможностью предохранения сварочной системы 10 от перемещения в местоположении труб 12, 14, что устанавливает в заданное положение контрольный детектор 22 относительно области поверхности раздела 38 для обеспечения возможности определения контрольным детектором 22 профиля области поверхности раздела 38 между трубами 12, 14. В одном варианте реализации изобретения, один или более процессоров 26 также выполнены с возможностью предохранения сварочной системы 10 от перемещения в местоположении труб 12, 14, что устанавливает в заданное положение контрольный детектор 22 относительно сварного соединения 36, для обеспечения возможности определения контрольным детектором 22 профиля сварного шва между трубами 12, 14.
[00185] Термин "двигатель", используемый в настоящем документе, в широком смысле относится к любому типу электромеханического двигателя, такому как электрический двигатель, гидравлический двигатель, пневматический двигатель, для примера.
[00186] В одном варианте реализации изобретения, система 10 может содержать систему обратной связи (например, с использованием контрольного детектора 22, одного или более процессоров 26, двигателей (включая двигатели наклона в осевой плоскости и радиального позиционирования сварочной горелки; двигатели наклона в осевой плоскости и радиального позиционирования шлифовального устройства; двигатели контрольного детектора/камеры), первого и второго хомутов 16 и 18, сварочной горелки 30, как подробно поясняется ниже), которая выполнена с возможностью определения надлежащего выравнивания концов первой и второй труб 12 и 14.
[00187] На фиг. 30 проиллюстрировано шлифовальное устройство 30 в соответствии с вариантом реализации настоящей патентной заявки. Как проиллюстрировано на фиг. 30, шлифовальное устройство 30 установлено для шлифования в положении начала сварки, тогда как модуль 126 сварочной горелки (со сварочной горелкой 20 и всеми ее системами позиционирования) установлен на полпути сварочного прохода.
[00188] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью шлифования начальной точки сварки для каждого сварного шва до плавного профиля, до того как может сливаться конец сварного шва. После того как окончание сварного шва сольется с началом сварного шва, сварной шов может быть снова зашлифован для обеспечения постоянной высоты поверхности для следующего сварного шва. В одном варианте реализации изобретения, после завершения всей сварки шлифовальное устройство 30 может также шлифовать всю периферию сварного шва для сглаживания окончательной поверхности сварного шва.
[00189] В одном варианте реализации изобретения, как проиллюстрировано на фиг. 30-33, шлифовальный модуль 140 содержит шлифовальную головку 30, систему 152 осевого позиционирования, систему 144 радиального позиционирования, контрольный детектор 22 (например трехмерный сканер), и один или более процессоров 26. В одном варианте реализации изобретения, шлифовальная головка 30 содержит двигатель 146, редуктор 148 и элемент/круг 150 шлифовального устройства. В одном варианте реализации изобретения, системы 144 и 152 позиционирования содержат осевой двигатель 156, осевые направляющие 160, радиальный двигатель 168, радиальные направляющие 176, и радиальные пружины 178. В одном варианте реализации изобретения, шлифовальный модуль 140 также содержит электронный модуль 166 и съемную аккумуляторную батарею 164. В одном варианте реализации изобретения, электронный модуль 166 содержит один или более процессоров 26.
[00190] В одном варианте реализации изобретения, каждый из сварочного модуля, шлифовального модуля и контрольного модуля может иметь отдельный электронный модуль (с одним или более процессоров). В другом варианте реализации изобретения, модуль сварочной горелки, шлифовальный модуль и контрольный модуль могут иметь общий электронный модуль (с одним или более процессоров). В одном варианте реализации изобретения, каждый из сварочного модуля и шлифовального модуля может иметь отдельный контрольный детектор. В другом варианте реализации изобретения, сварочный модуль и шлифовальный модуль могут содержать общий контрольный детектор.
[00191] В одном варианте реализации изобретения, система радиального позиционирования 144 (как проиллюстрировано на фиг. 31 и 32) шлифовального устройства 30 выполнена с возможностью радиального перемещения шлифовального устройства или шлифовальной головки 30, а система осевого позиционирования 152 (как проиллюстрировано на фиг. 33) выполнена с возможностью осевого перемещения шлифовального устройства 30. В одном варианте реализации изобретения, шлифовальное устройство 30 может также содержать систему наклонного позиционирования, которая выполнена с возможностью перемещения под наклоном шлифовального устройства 30. В одном варианте реализации изобретения, конструкция и работа системы наклонного позиционирования шлифовального устройства может быть аналогична конструкции и работе системы наклонного позиционирования сварочной горелки 20 (описана выше в настоящей патентной заявке).
[00192] В одном варианте реализации изобретения, система 144 радиального позиционирования выполнена с возможностью перемещения шлифовального устройства 30 на любое радиальное расстояние, необходимое для шлифования. В одном варианте реализации изобретения, радиальное перемещение шлифовального устройства 30 может быть с подпружиниванием, так что шлифовальное устройство 30 прилагает постоянное усилие к поверхностям (сварного соединения) труб. В одном варианте реализации изобретения, система 152 радиального позиционирования выполнена с возможностью отвода шлифовального устройства 30 от поверхностей труб, когда шлифовальное устройство 30 не выполняет шлифовку.
[00193] В одном варианте реализации изобретения, шлифовальное устройство 30 установлено с возможностью радиального позиционирования с помощью системы 144 радиального позиционирования, так что круг 150 шлифовального устройства выполнен с возможностью перемещения в направлении поверхностей сварного шва труб и от них. В одном варианте реализации изобретения, один или более процессоров 26 выполнены с возможностью управления одним или более шлифовальных устройств 30 для регулирования радиального расстояния круга 150 шлифовального устройства от сварного соединения между трубами 12, 14. В одном варианте реализации изобретения, система 144 радиального позиционирования шлифовального устройства 30 выполнена с возможностью отвода шлифовального устройства 30 от труб для предотвращения повреждения при перемещении из одного местоположения шлифования в следующее местоположение шлифования. В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью перемещения с помощью системы 144 радиального позиционирования между конфигурацией шлифования и поднятой конфигурацией.
[00194] В одном варианте реализации изобретения, система 144 радиального позиционирования шлифовального устройства 30 выполнена с возможностью обеспечения позиционирования шлифовального устройства 30 на правильной высоте для операции шлифования. В одном варианте реализации изобретения, по мере выполнения каждой операции шлифования, шлифовальное устройство 30 перемещают (с помощью системы 144 радиального позиционирования) от центра труб до того, как может быть начата следующая операция шлифования. В одном варианте реализации изобретения, один или более процессоров 26 выполнены с возможностью управления одним или более двигателей для перемещения шлифовального круга 150 от сварного соединения и к нему. В одном варианте реализации изобретения, система 144 радиального позиционирования выполнена с возможностью радиального перемещения шлифовального устройства 30 для отслеживания изменений в сварном шве/соединении, для регулирования расстояния от круга до участка шлифования (например, трубы) и для отвода от труб во время перемещения шлифовального устройства 30. Другими словами, во время каждой операции шлифования система радиального позиционирования 114 выполнена с возможностью отслеживания отклонений в сварном шве/соединении, так чтобы поддерживать постоянное расстояние между шлифовальным кругом и сварным соединением.
[00195] В одном варианте реализации изобретения, система радиального позиционирования 144 может содержать линейный привод. В одном варианте реализации изобретения, как проиллюстрировано на фиг. 31-33, система 144 радиального позиционирования содержит радиальный (электрический) двигатель 168, радиальный ходовой винт 170, и радиальную гайку 172 винтовой передачи. В одном варианте реализации изобретения, двигатель 168 выполнен с возможностью (например, механически соединен) вращения ходового винта 170. В одном варианте реализации изобретения, двигатель 168 выполнен с возможностью вращения либо по часовой стрелке, либо против часовой стрелки, что приводит к подниманию или опусканию шлифовального устройства 30 по существу параллельно радиальной оси R-R (как проиллюстрировано на фиг. 21 и 22) труб. В одном варианте реализации изобретения, двигатель 168 выполнен с возможностью прямого соединения для вращения ходового винта 170. В другом варианте реализации изобретения, двигатель 168 выполнен с возможностью непрямого соединения, например, через ряд передач или редуктор для вращения ходового винта 170. В одном варианте реализации изобретения, ходовой винт 170 содержит механически выполненную резьбу на его наружной поверхности, проходящую по всей его длине. В одном варианте реализации изобретения, гайка 172 винтовой передачи спроектирована и размещена для навинчивания на ходовой винт 170 и содержит резьбу на своей внутренней поверхности. В одном варианте реализации изобретения, гайка 172 винтовой передачи выполнена с возможностью взаимного блокирования с частью радиальной пружинной пластины 174, так что вращение гайки 172 винтовой передачи предотвращается вместе с ходовым винтом 170. Другими словами, гайка винтовой передачи 172 удерживается от вращения вместе с ходовым винтом 170, вследствие чего гайка винтовой передачи 172 выполнена с возможностью перемещать вверх и вниз ходовой винт 170.
[00196] Когда ходовой винт 170 вращается посредством двигателя 168, гайка 172 винтовой передачи приводится в движение по резьбе. В одном варианте реализации изобретения, направление перемещения гайки 172 винтовой передачи зависит от направления вращения ходового винта 170 посредством двигателя 168. Когда гайка 172 винтовой передачи заблокирована в отверстии радиальной пружинной пластины 174, радиальная пружинная пластина 174 выполнена с возможностью перемещения/движения (вверх или вниз) ходового винта 170 вместе с гайкой 172 винтовой передачи. Взаимодействие с возможностью скольжения между радиальной пружинной пластиной 174 и направляющими стержневыми элементами 176 также способствует этому перемещению/движению (вверх или вниз) радиальной пружинной пластины 174.
[00197] В одном варианте реализации изобретения, пружины 178 выполнены с возможностью толкания шлифовальной головки 30 от радиальной пружинной пластины 174 к упорам на конце радиальных направляющих 176. В одном варианте реализации изобретения, упоры на концах радиальных направляющих 176 спроектированы и размещены для взаимодействия с частями шлифовальной головки 30 для способствования радиальному перемещению шлифовальной головки 30. Когда шлифовальная головка 30 входит в контакт со сварным швом, радиальный двигатель 168 продолжает приводить радиальную пружинную пластину 174 ближе к поверхностям трубы 12, 14. При этом пружины 178 сжимаются, и увеличивается сила воздействия шлифовальной головки 30 на сварной шов. Когда шлифовальная головка 30 удаляет металл шва, пружины 178 продолжают толкать шлифовальную головку 30 к сварному шву с минимальным уменьшением силы воздействия.
[00198] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью перемещения в осевом направлении для выравнивания со сварным соединением. В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью перемещения в осевом направлении, при шлифовании, чтобы охватывать полную ширину сварного шва и создавать гладкую поверхность, не содержащую выемок.
[00199] На фиг. 33 проиллюстрирована система 152 осевого позиционирования шлифовального устройства 30. В одном варианте реализации изобретения, система 152 позиционирования содержит линейный привод, который снабжен двигателем 156. В одном варианте реализации изобретения, шлифовальное устройство 30 перемещается в осевом направлении за счет вращения гайки, встроенной в осевой двигатель 156. Другими словами, привод выполнен с неподвижным ходовым винтом 163. В одном варианте реализации изобретения, ходовой винт 163 жестко соединен с рамой каретки шлифовального устройства (как подробно описано ниже).
[00200] В одном варианте реализации изобретения, система 152 позиционирования содержит корпусной элемент 165, выполненный с возможностью линейного перемещения (по оси L-L), когда его встроенный двигатель 156 с полым валом вращает гайку. Другими словами, ходовой винт 163 закреплен, и гайка вращается посредством двигателя 156 (т.е. встроена в корпусной элемент 165), так что корпусной элемент 165 перемещается по прямой линии (вдоль оси L-L). В одном варианте реализации изобретения, корпусной элемент 165 жестко соединен с двигателем 156. Поскольку шлифовальное устройство 30 соединено с корпусным элементом 165, шлифовальное устройство 30 выполнено с возможностью линейного перемещения (по оси L-L) вместе с корпусным элементом 165.
[00201] В одном варианте реализации изобретения, система 10 может содержать одно или более шлифовальных устройств 30, каждое из которых выполнено с возможностью выполнения различных операций в разное время во время процедуры сварки. Другими словами, система 10 может содержать один тип шлифовального устройства, которое выполнено с возможностью шлифования начала сварного шва. Например, жесткий круг 151, как проиллюстрировано на фиг.34, может быть использован для шлифования начала сварного шва. Система 10 может содержать другой тип шлифовального устройства, которое выполнено с возможностью шлифования и зачистки профиля после выполнения сварки. Например, карцовочный диск 153, как проиллюстрировано на фиг.35 может быть использован для шлифования и зачистки профиля после выполнения сварки. В еще одном варианте реализации изобретения, система 10 может иметь шлифовальный лепестковый круг, как проиллюстрировано на фиг.36, выполненный с возможностью шлифования частей сварного соединения.
[00202] В одном варианте реализации изобретения, по меньшей мере часть сварного соединения 36, на котором выполняют операцию шлифования посредством шлифовального устройства 30, содержит начальное положение сварки сварного соединения 36. В одном варианте реализации изобретения, начало сварного шва шлифуют, перед тем как сварочная горелка 20 выполняет сварочный проход. Таким образом, операция шлифования выполняется, в то время как сварочная горелка 20 выполняет операцию сварки. В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью перемещения по длине сварного шва. В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью перемещения вдоль сварного шва во время шлифования для создания малого уклона в начальном положении сварки.
[00203] В одном варианте реализации изобретения, шлифовальное устройство выполнено с возможностью шлифования по меньшей мере начального положения сварки сварного соединения. В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью приведения шлифовального устройства к шлифованию окружной длины между 2 градусами и 20 градусами. В одном варианте реализации изобретения, шлифовальное устройство выполнено с возможностью шлифования от конца (т.е. 0 градусов) до 20 градусов сварного шва. В одном варианте реализации изобретения, эта величина может находиться между 5 и 10 градусами от конца сварного шва.
[00204] В другом варианте реализации изобретения, по меньшей мере часть сварного соединения 36, на котором выполняют операцию шлифования посредством шлифовального устройства 30, содержит конечное положение сварки сварного соединения 36. В еще одном варианте реализации изобретения, по меньшей мере часть сварного соединения 36, на котором выполняют операцию шлифования посредством шлифовального устройства 30, содержит всю окружность сварного соединения 36. В одном варианте реализации изобретения, линия выполнения сварного шва сварочной горелки 20, главным образом, проходит от начального положения до конечного положения (или окончания) сварки.
[00205] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью шлифования по меньшей мере конечного положения сварки сварного соединения. В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью приведения шлифовального устройства к шлифованию окружной длины между 2 градусами и 20 градусами. В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью шлифования от конца (т.е. 0 градусов) до 20 градусов сварного шва. В одном варианте реализации изобретения, эта величина может находиться между 5 и 10 градусами от конца сварного шва.
[00206] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью шлифования области перекрытия между начальной частью и конечной частью сварного соединения.
[00207] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью шлифования всей окружности одного или ряда слоев свариваемого материала (например слоев сварочного прохода, включая, помимо прочего, слой сварочного прохода при заварке корня шва, слоя горячего сварочного прохода, слоев сварочного заполняющего и облицовочного прохода) перед образованием последующего слоя свариваемого материала поверх этого слоя свариваемого материала. В другом варианте реализации изобретения, последующий слой свариваемого материала может быть добавлен без шлифования всей окружности предшествующего слоя свариваемого материала. Другими словами, в одном варианте реализации изобретения, сварочная горелка выполнена с возможностью образования первого слоя свариваемого материала, а шлифовальное устройство 30 выполнено с возможностью шлифования всей окружности первого слоя свариваемого материала, и затем сварочная горелка выполнена с возможностью создания второго слоя свариваемого материала поверх шлифованного первого слоя свариваемого материала.
[00208] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью перемещения независимо от сварочной горелки 20 для шлифования по меньшей мере части сварного соединения 36. В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью шлифования по меньшей мере части сварочного соединения 36, тогда как сварочная горелка 20 формирует по меньшей мере другую часть сварочного соединения 36.
[00209] В одном варианте реализации изобретения, шлифовальное устройство 30 смонтировано отдельно от сварочной горелки 20.
[00210] В одном варианте реализации изобретения, шлифовальное устройство 30 содержит контрольный детектор 22 (например лазер), выполненный с возможностью измерения профиля сварного шва перед началом операции шлифовки. В одном варианте реализации изобретения, контрольный детектор 22 также выполнен с возможностью контроля результатов шлифования для проверки приемлемости конечного профиля.
[00211] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью содержания контрольной камеры 182, которая смонтирована для осмотра вдоль сварного соединения с целью осмотра профиля кромки под сварку. В одном варианте реализации изобретения, изображения от контрольной камеры 182 могут быть переданы оператору/пользователю для визуального контроля. В одном варианте реализации изобретения, изображения от контрольной камеры 182 могут быть обработаны одним или более процессоров 26 для определения профиля сварного соединения.
[00212] В одном варианте реализации изобретения, положение шлифовального устройства 30 определяется на основе профиля сварного соединения 36 между трубами 12 и 14. В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью определения характеристик профиля сварного шва и, на основе полученных характеристик профиля сварного шва, отправки сигналов к шлифовальному устройству 30 для перемещения в конкретное местоположение на основе характеристик профиля сварного шва в данном местоположении.
[00213] В одном варианте реализации изобретения, один или более процессоров 26 системы 10 выполнены с возможностью управлять одним или более двигателями 156, 168 шлифовального устройства для управления положением и/или ориентацией шлифовального устройства 30.
[00214] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью монтажа в фиксированном положении. Если сварочный проход начинается в одном положении по периферии сварного соединения, шлифовальное устройство 30 монтируют в одном положении, не на траектории (сварного шва).
[00215] В одном варианте реализации изобретения, шлифовальное устройство 30 и все датчики и двигатели, которые являются частью шлифовального устройства 30, выполнены с возможностью питания с использованием кабельного соединения. В одном варианте реализации изобретения, шлифовальное устройство 30 и все датчики и двигатели, которые являются частью шлифовального устройства 30, выполнены с возможностью питания от аккумуляторной батареи, чтобы устранить недостатки взаимного влияния кабелей со сварочной горелкой. В одном варианте реализации изобретения, шлифовальное устройство 30 и все датчики и двигатели, которые являются частью шлифовального устройства 30, выполнены с возможностью управления с использованием проводных соединений. В одном варианте реализации изобретения, шлифовальное устройство 30 и все датчики и двигатели, которые перемещаются со шлифовальным устройством 30, выполнены с возможностью управления с использованием беспроводных соединений.
[00216] В одном варианте реализации изобретения, шлифовальное устройство 30 выполнено с возможностью использования шлифовального элемента или круга 150 круглой формы, выполненного с возможностью шлифования по меньшей мере части сварного соединения 36. Как указано выше, в одном варианте реализации изобретения, элемент шлифовального устройства может представлять собой жесткий шлифовальный круг 151, как проиллюстрировано на фиг.34, проволочную щетку 153, как проиллюстрировано на фиг.35, или шлифовальный лепестковый круг 155, как проиллюстрировано на фиг.36.
[00217] В одном варианте реализации изобретения, модуль 140 шлифовального устройства выполнен с возможностью монтажа на элементе направляющей траектории 88. В одном варианте реализации изобретения, модуль 140 шлифовального устройства выполнен с возможностью монтажа на том же элементе направляющей траектории 88 (как проиллюстрировано на фиг.18-20), что и сварочный модуль 126.
[00218] В одном варианте реализации изобретения, модуль 140 шлифовального устройства выполнен с возможностью перемещения независимо от сварочного модуля 126. В одном варианте реализации изобретения, шлифовальный модуль 140 выполнен с возможностью иметь собственные мощности перемещения, так что шлифовальный модуль 140 может перемещаться независимо от сварочного модуля 126. В одном варианте реализации изобретения, смонтированное на траектории шлифовальное устройство может перемещаться в какую-либо точку на периферии сварного соединения. В одном варианте реализации изобретения, один или более процессоров 26 выполнены с возможностью предотвращения столкновения между модулем сварочной горелки и модулем шлифовального устройства. В одном варианте реализации изобретения, один или более процессоров 26 выполнены с возможностью управления перемещением модуля сварочной горелки и шлифовального модуля для удержания их на расстоянии друг от друга, на том же самом элементе направляющей траектории.
[00219] В одном варианте реализации изобретения, шлифовальный модуль 140 может быть смонтирован на круговой рельсовой направляющей U-образного канала 110. В одном варианте реализации изобретения, шлифовальный модуль 140 содержит собственный двигатель 138 перемещения (как проиллюстрировано на фиг.31). В одном варианте реализации изобретения, двигатель 138 перемещения выполнен с возможностью вращения/привода шлифовального модуля 140 по окружности (поворот на 360 градусов относительно оси Y-Y трубы на фиг.30), вдоль сварного соединения 36. В одном варианте реализации изобретения, двигатель 138 перемещения выполнен с возможностью привода шлифовального модуля 140 по меньшей мере на 360 градусов относительно оси Y-Y трубы, так чтобы выполнять вращательно непрерывное шлифование.
[00220] В одном варианте реализации изобретения, шлифовальный модуль 140 содержит раму каретки шлифовального устройства, которая имеет, как правило, U-образную конфигурацию канала. В одном варианте реализации изобретения, часть рамы каретки может содержать направляющие ролики. В одном варианте реализации изобретения, элемент направляющей траектории 88 выполнен с возможностью зацепления с направляющими роликами, что способствует позиционированию шлифовального модуля 140. В проиллюстрированном варианте реализации изобретения, направляющие ролики могут содержать верхние и нижние направляющие ролики. В одном варианте реализации изобретения, двигатель 138 перемещения выполнен с возможностью (например, механически соединен) вращения передаточного механизма. В одном варианте реализации изобретения, двигатель 138 перемещения выполнен с возможностью вращения либо по часовой стрелке, либо против часовой стрелки, что приводит к перемещению либо по часовой стрелке, либо против часовой стрелки, шлифовального модуля/рамы каретки. В одном варианте реализации изобретения, ходовой двигатель 138 выполнен с возможностью соединения, например, посредством зубчатой передачи, с направляющим рельсовым элементом. Другими словами, двигатель может содержать выходной вал, а зубчатая передача соединена с выходным валом двигателя. Благодаря соединению двигателя с направляющим рельсовым элементом посредством зубчатой передачи, когда двигатель работает, направляющий рельсовый элемент перемещается. В одном варианте реализации изобретения, направляющий рельсовый элемент выполнен с возможностью направлять верхние и нижние направляющие ролики. В одном варианте реализации изобретения, верхние и нижние направляющие ролики смещены относительно элемента направляющей, так что верхние и нижние направляющие ролики выполнены с возможностью обеспечения перемещения шлифовального модуля 140 по окружности элемента направляющей траектории 88. В одном варианте реализации изобретения, каждый шлифовальный модуль 140 выполнен с возможностью позиционирования независимо в любом месте по окружности трубы и перемещения с любой скоростью в пределах возможностей. В одном варианте реализации изобретения, шлифовальное устройство 30, шлифовальный модуль 140 и/или операция шлифования могут быть необязательными в системе 10.
[00221] Как проиллюстрировано на фиг.37-39, система 10 для сварки двух труб 12, 14 также содержит кожух 200, выполненный с возможностью заключения сварочной горелки 20 (как проиллюстрировано на фиг.21-27), первого и второго трубных хомутов 16, 18 (как проиллюстрировано на фиг.21 и 24) и области 38 поверхности раздела между трубами 12, 14. В одном варианте реализации изобретения, кожух 200 также выполнен с возможностью заключения контрольного детектора 22. В одном варианте реализации изобретения, кожух 200 также выполнен с возможностью защиты процесса сварки от ветра, пыли, растительных остатков и осадков.
[00222] В одном варианте реализации изобретения, кожух 200 имеет раму 202, которая содержит ряд элементов 204 рамы, которые соединены друг с другом, например, для образования каркаса. Каркас, главным образом, обеспечивает конструктивную целостность и форму кожуха 200. В одном варианте реализации изобретения, рама 202 кожуха 200 выполнена с возможностью поддержки системы 10, когда система не поднимается. В одном варианте реализации изобретения, кожух 200 спроектирован и имеет размеры для заключения сварочной горелки 20 (как проиллюстрировано на фиг.21-27), первого и второго трубных хомутов 16, 18 (как проиллюстрировано на фиг.21 и 24) и области 3 8 поверхности раздела между трубами 12, 14 полностью внутри себя.
[00223] В одном варианте реализации изобретения, как проиллюстрировано на фиг.39, кожух 200 содержит горизонтально ориентированные нижние элементы 204hf рамы и горизонтально ориентированные верхние угловые элементы 204hrc рамы. Элементы 204hf и 204hrc рамы соединены друг с другом с использованием вертикально ориентированных угловых элементов 204vc рамы. На каждой стороне кожуха 200 (т.е., глядя спереди на кожух 200 на фиг.38), все элементы 204hf, 204hrc и 204vc соединены друг с другом для образования бокового каркаса прямоугольной или квадратной формы. В одном варианте реализации изобретения, ориентированные под углом усиливающие элементы 204ar рамы могут соединять части элементов 204vc и 204hf рамы для дополнительного усиления бокового каркаса кожуха 200.
[00224] В одном варианте реализации изобретения, кожух 200 также содержит верхний каркас прямоугольной или квадратной формы, образованный четырьмя горизонтально ориентированными верхними угловыми элементами 204hrc рамы, соединенными друг с другом. В одном варианте реализации изобретения, верхний каркас кожуха 200 дополнительно усилен посредством горизонтально ориентированных усиливающих элементов 204hr рамы. Четыре горизонтально ориентированных усиливающих элемента 204hr рамы проиллюстрированы в иллюстративном варианте реализации изобретения на фиг.39. В одном варианте реализации изобретения, кожух 200 содержит также верхнюю панель 206 (как проиллюстрировано на фиг.37), которая соединена с четырьмя горизонтально ориентированными верхними угловыми элементами 204hrc рамы. В одном варианте реализации изобретения, четыре горизонтально ориентированных усиливающих элемента 204hr рамы соединены с четырьмя горизонтально ориентированными верхними угловыми элементами 204hrc рамы и верхней панелью 206, после того как верхняя панель 206 соединена с четырьмя горизонтально ориентированными верхними угловыми элементами 204hrc рамы.
[00225] Горизонтально ориентированные верхние угловые элементы 204hrc рамы соединены с двумя соответствующими вертикально ориентированными угловыми элементами 204vc рамы для образования переднего и заднего каркасов прямоугольной/квадратной формы кожуха 200. В одном варианте реализации изобретения, горизонтально ориентированные промежуточные элементы 204ih рамы спроектированы и размещены, чтобы соединять соответствующие вертикально ориентированные угловые элементы 204vc рамы для дополнительного усиления соответствующих переднего и заднего каркасов кожуха 200. В одном варианте реализации изобретения, ориентированные под углом усиливающие элементы 204ar рамы спроектированы и размещены, чтобы соединять соответствующие вертикально ориентированные угловые элементы 204vc рамы и соответствующие горизонтально ориентированные элементы 204ih рамы для дополнительного усиления соответствующих переднего и заднего каркасов кожуха 200.
[00226] В одном варианте реализации изобретения, все элементы 204 рамы (включая ориентированные вертикально, горизонтально или под углом элементы рамы) имеют одинаковые формы поперечного сечения. В другом варианте реализации изобретения, элементы 204 рамы могут иметь поперечные сечения разной формы. В других вариантах реализации изобретения число, ориентация и позиционирование элементов 204 рамы может изменяться.
[00227] В одном варианте реализации изобретения, кожух 200 содержит замкнутые узлы 208l, 208r, которые соединены с возможностью поворота с рамой 202. В одном варианте реализации изобретения, замкнутые узлы 208l, 208r соединены с возможностью поворота с горизонтально ориентированными верхними угловыми элементами 204hrc рамы 202. В одном варианте реализации изобретения, каждый из замкнутых узлов 208l или 208r спроектирован и размещен для обеспечения верхней замкнутой части 210, боковых замкнутых частей 212, 214, 216, нижней замкнутой части 218, и передней и задней замкнутых частей 220 (на фигурах проиллюстрированы только передние замкнутые части, а задние замкнутые части являются зеркальными отображениями передних замкнутых частей) кожуха 200.
[00228] В одном варианте реализации изобретения, замкнутые узлы 208l, 208r выполнены с возможностью перемещения между закрытым положением, как проиллюстрировано на фиг.37, и открытым положением, как проиллюстрировано на фиг.38 и 39.
[00229] Каждый замкнутый узел 208l или 208r спроектирован и размещен, чтобы содержать раму 224 с рядом элементов рамы 226. Ряд элементов 226 рамы может содержать ориентированные вертикально, горизонтально и под углом элементы рамы, которые спроектированы и размещены для поддержки верхней замкнутой части 210, боковых замкнутых частей 212, 214, 216, нижней замкнутой части 218, и передней и задней замкнутых частей 220. В одном варианте реализации изобретения, элементы 226 рамы могут иметь поперечные сечения одинаковой формы. В одном варианте реализации изобретения, элементы 226 рамы могут иметь поперечные сечения разной формы. В одном варианте реализации изобретения, число, ориентация и позиционирование элементов 226 рамы может изменяться.
[00230] В одном варианте реализации изобретения, передние замкнутые части 220 (220l и 220r) замкнутых узлов 208l, 208r совместно образуют переднюю крышку кожуха 200. Аналогично, задние замкнутые части замкнутых узлов совместно образуют заднюю крышку кожуха 200.
[00231] Каждая из передних замкнутых частей 220 (220l и 220r) содержит половинное или полукруглое отверстие 222, которые, когда передние замкнутые части 220 (220l и 220r) находятся в близком контакте (т.е. когда замкнутые узлы 208l, 208r перемещаются в закрытое положение по фиг.37), образуют полнопроходное отверстие (как проиллюстрировано на фиг.37) для размещения в нем трубы. Аналогично, каждая из задних замкнутых частей содержит половинное или полукруглое отверстие, которые, когда задние замкнутые части находятся в близком контакте (т.е. когда замкнутые узлы 208l, 208r перемещаются в закрытое положение по фиг.37), образуют полностью открытое отверстие для размещения в нем трубы.
[00232] В одном варианте реализации изобретения, верхняя часть кожуха 220 содержит неподвижную верхнюю часть, образованную горизонтально ориентированными верхними угловыми элементами 204hrc рамы и верхней панелью 206, и выполненную с возможностью перемещения верхнюю часть. В одном варианте реализации изобретения, выполненная с возможностью перемещения верхняя часть содержит верхние замкнутые части 210 замкнутых узлов 208l или 208r.
[00233] В одном варианте реализации изобретения, верхняя часть кожуха 220 может быть спроектирована и размещена для поддержки всех кабелей и шлангов, которые соединены с компонентами первого и второго трубных хомутов 16, 18, элемента направляющей траектории 88, модуля горелки 126, контрольного модуля (включающего контрольный детектор 22 и компоненты, выполненные с возможностью перемещения контрольного детектора 22 по элементу направляющей траектории), шлифовального модуля (включающего шлифовальное устройство 30 и компоненты, выполненные с возможностью перемещения контрольного детектора 22 по элементу направляющей траектории 88) и т.п.
[00234] В одном варианте реализации изобретения, верхняя часть кожуха 200 может содержать ряд точек подъема 228. Например, четыре угловых точки 228 подъема расположены на горизонтально ориентированных верхних угловых элементах 204hrc рамы и соединены с ними. В одном варианте реализации изобретения, четыре дополнительных точки 228с подъема расположены по центру на неподвижных верхних частях (образованных горизонтально ориентированными верхними угловыми элементами 204hrc рамы и верхней панелью 206) кожуха 200. В одном варианте реализации изобретения, каждая из расположенных по центру точек 228с подъема соединена с двумя из горизонтально ориентированных усиливающих элементов 204hr рамы посредством соединительного элемента 230.
[00235] В одном варианте реализации изобретения, кожух 200 может быть поднят с помощью точек 228 подъема с места на место для обеспечения готовности выполненного с возможностью перемещения кожуха. В одном варианте реализации изобретения, кожух 200 может быть поднят и перемещен из одного места в другое с помощью мостового крана или аналогичного подъемного механизма и подсоединения тросов к точкам 228 подъема. В одном варианте реализации изобретения, кожух 200 может быть поднят для размещения на трубе или снят с трубы.
[00236] Как проиллюстрировано на фиг.1 и 2, верхние неподвижные/неповоротные части 4 4 первого хомута 16 и второго хомута 18 соединены друг с другом с использованием направляющих стержней 40 (40а, 40b). В одном варианте реализации изобретения, часть кожуха 200 спроектирована и размещена так, чтобы соединяться с направляющим стержнем 40 (40а, 40b). Например, как проиллюстрировано на фиг.38 и 39А, соединительная часть 230е части 230 спроектирована и размещена так, что проходит вниз (в направлении стрелки А) для соединения с направляющими стержнями 40 (40а, 40b). Данная конфигурация выполнена с возможностью жесткого соединения кожуха 200 с первым хомутом 16 и вторым хомутом 18.
[00237] Другими словами, рама 202 кожуха 200 выполнена с возможностью крепления к концам двух неповоротных направляющих стержней 40 (40а, 40b). В одном варианте реализации изобретения, когда первый хомут 16 и второй хомут 18 взаимодействуют с трубами 12 и 14, первый хомут 16 и второй хомут 18 поддерживают кожух 200. Когда первый хомут 16 и второй хомут 18 не расположены вокруг труб 12 и 14, рама 202 кожуха 200 выполнена с возможностью поддержки первого хомута 16 и второго хомута 18.
[00238] В одном варианте реализации изобретения, кожух 200 может содержать смотровую дверцу 232, выполненную с возможностью открывания без отсоединения кожуха 200 от труб 12 и 14. В одном варианте реализации изобретения, каждая смотровая дверца 232 расположена на боковой замкнутой части 214 замкнутых узлов 208l или 208r. В одном варианте реализации изобретения, дверца 232 может содержать окно 234, так что внутренняя часть кожуха 200 может быть осмотрена снаружи системы 10. В одном варианте реализации изобретения, дверца 232 выполнена с возможностью открывания с использованием ручек 289 на них для обеспечения доступа для обслуживания или осмотра. В одном варианте реализации изобретения, кожух 200 может содержать направляющий элемент на каждом конце, при этом направляющий элемент выполнен с возможностью выравнивания кожуха 200 с трубами.
[00239] В одном варианте реализации изобретения, сварочная горелка 20 представляет собой установку для сварки не поворотных стыков труб. В одном варианте реализации изобретения, установка для сварки не поворотных стыков труб выполнена с возможностью механического поворота на 360° (или 180 градусов в сдвоенной операции сварки) вокруг неподвижных труб 12 и 14 в непрерывном процессе. В одном варианте реализации изобретения, настоящая патентная заявка обеспечивает установку 20 для сварки не поворотных стыков труб с объединенным кожухом 200. В одном варианте реализации изобретения, кожух 200 содержит неподвижную внутреннюю конструкцию или раму, так что кожух 200 выполнен с возможностью установки на поверхности (например, пола или земли) без труб 12, 14, расположенных в кожухе 200.
[00240] В одном варианте реализации изобретения, как проиллюстрировано на фиг.55-59, концы кожуха 200 могут иметь П-образные направляющие 502 для удержания системы по центру поверх труб 12, 14, когда кожух 200 опускают или поднимают. Как проиллюстрировано на фиг.55-59, система согласно настоящей патентной заявке также содержит направляющие 502 для помощи в установке кожуха 200 на трубы 12, 14. Направляющие 502 объединены с элементами рамы 204 кожуха 200 и скошены на нижнем крае, так что направляющие 502 стремятся толкать трубы 12, 14 в направлении центра системы, когда систему опускают на трубы 12, 14. Как проиллюстрировано на фиг.56, когда трубы 12, 14 находятся вблизи центрального положения, направляющие 502 переходят из положения под углом в вертикальное положение. Как проиллюстрировано на фиг.57, когда трубы 12, 14 находятся по центру, вертикальные стороны направляющих 502 удерживаются на месте.
[00241] Как проиллюстрировано на фиг.40 и 41, в одном варианте реализации изобретения, система 10 может содержать местный или сварочный кожух 300, выполненный с возможностью размещения непосредственно вокруг сварочной горелки 20. В одном варианте реализации изобретения, система 10 также может содержать кожух модуля сварочной горелки 300, выполненный с возможностью размещения вокруг сварочного модуля 126.
[00242] В одном варианте реализации изобретения, кожух сварочного модуля 300 может быть выполнен из листового металла. В одном варианте реализации изобретения, кожух сварочного модуля 300 может иметь отверстие 302 для сварочной горелки 20. В одном варианте реализации изобретения, отверстие 302 может быть окружено гибким элементом 304, выполненным с возможностью сжатия и растяжения на основе глубины сварного шва. Например, гибкий элемент 304 может содержать гофрированную трубку.
[00243] В одном варианте реализации изобретения, гофрированная трубка 304 спроектирована и размещена для растяжения за пределы сварочной горелки 20, когда система 10 не выполняет сварку. Когда горелка 20 перемещается к трубе 12, 14, опора 306 гофрированной трубки 304 выполнена с возможностью создания контакта с трубой 12, 14 и прекращения перемещения. Когда сварочная горелка 20 продолжает перемещение, гофрированная трубка 304 выполнена с возможностью сжатия до тех пор, пока сварочная горелка 20 не достигнет необходимого расстояния от трубы 12, 14 для сварки. В одном варианте реализации изобретения, опора 306 гофрированной трубки 304 может иметь ролик для удерживания ее от скольжения по трубе 12, 14. В одном варианте реализации изобретения, опора 306 гофрированной трубки 304 может иметь гибкую ступенчатую втулку для закрывания небольших зазоров между опорой 306 гофрированной трубки 304 и трубой 12, 14.
[00244] В одном варианте реализации изобретения, оба кожуха 200 и 300 могут быть использованы одновременно. В другом варианте реализации изобретения, используют только кожух 200. В еще одном варианте реализации изобретения, используют только кожух 300. В другом варианте реализации изобретения, если сварка выполняется в здании или существует другая форма защиты окружающей среды, система может быть выполнена с возможностью работы без каких-либо встроенных кожухов 200 и 300.
[00245] В одном варианте реализации изобретения, модуль горелки содержит концевой выключатель 192. В одном варианте реализации изобретения, в систему включено обеспечение крепления триггеров 194 к U-образному элементу направляющей траектории 88. Данная конфигурация обеспечивает достаточный способ обеспечения того, что сварочная горелка находится в безопасном положении перед открытием или закрытием элемента направляющей траектории 88. Как проиллюстрировано на фиг.50-52, каретка 134 может иметь корпус 196 концевого выключателя, закрепленный на нем, с одним или более переключателями 192, установленными на корпусе 196 концевого выключателя. Элемент направляющей траектории 88 имеет кольца равномерно расположенных отверстий 198, так что один или более триггеров 194 может быть закреплено в любом положении на элементе направляющей траектории 88. Триггеры 194 выполнены с возможностью включения одного или более концевых выключателей 192, когда каретка 134 находится в положении, в котором корпус 196 концевого выключателя находится вблизи триггеров 194. Таким образом, триггеры 194 выполнены с возможностью указания того, когда каретка 134 находится в определенных положениях, как должно быть понятно специалисту в данной области. Триггеры 194 выполнены с возможностью использования поодиночке или в комбинации для определения положений, таких как начальное, рабочее, нижнее, боковое, начало сварки, окончание сварки, безопасное или любое другое положение, по необходимости.
[00246] В одном варианте реализации изобретения, для развертывания системы 10 может быть использована система развертывания. Небольшие варианты системы 10 могут быть перевезены на мощном пикапе, таком как те, которые используют в качестве эвакуаторов (как проиллюстрировано на фиг.42). Большие варианты системы 10 могут быть перевезены на буксируемом транспортном средстве (как проиллюстрировано на фиг.43). В одном варианте реализации изобретения, система 10 может быть установлена в фиксированном положении, таком как база бобины или прибрежное плавучее средство для укладки трубопроводов. В таких вариантах реализации изобретения система 10 остается на месте, а трубопровод перемещается по ней. В другом варианте реализации изобретения, система 10 может быть поднята небольшим краном (как проиллюстрировано на фиг.44). В еще одном варианте реализации изобретения, система 10 может быть поднята многоосным роботизированным установочным устройством (как проиллюстрировано на фиг.45).
[00247] В одном варианте реализации изобретения, система 10 может быть выполнена с возможностью определения местоположения трубы с использованием камеры наблюдения, ультразвуковых дистанционных датчиков, лазерной камеры или какой-либо их комбинации. В одном варианте реализации изобретения, система 10 выполнена с возможностью обеспечения высоких скоростей перемещения, когда существует большее расстояние до трубы (большее, чем один фут (0,305 м)), и ограничения перемещения до малой скорости, когда существует малое расстояние до трубы (меньшее, чем один фут (0,305 м)). В одном варианте реализации изобретения, датчики могут быть закреплены на кожухе, хомутах, направляющей траектории, подъемном устройстве и/или транспортном средстве. В одном варианте реализации изобретения, датчики могут быть установлены удаленно, обнаруживать местоположение заданных точек системы 10 и трубы, и сообщать результаты измерений системе развертывания по беспроводной или проводной связи.
[00248] В одном варианте реализации изобретения, сварное соединение/валик может быть проконтролирован. В одном варианте реализации изобретения, после выполнения каждого сварочного прохода контрольный детектор или лазер 22, используемый для направления сварочной горелки 20, может быть использован для измерения наружного профиля выполненного сварного шва. В одном варианте реализации изобретения, после выполнения каждого сварочного прохода контрольная камера или двумерная камера 182 может быть использована для контроля наружного профиля выполненного сварного шва. В одном варианте реализации изобретения, контрольная или двумерная камера 182 может быть закреплена вместе с контрольным детектором или лазером 22.
[00249] В одном варианте реализации изобретения, после выполнения последнего сварочного прохода передатчик и приемник вихревого тока выполнены с возможностью проверки или измерения качества сварного шва. В одном варианте реализации изобретения, система вихревого тока выполнена с возможностью крепления на любом из перемещающихся модулей (например, сварочном или шлифовальном модулях). В одном варианте реализации изобретения, система вихревого тока выполнена с возможностью крепления в местоположении, в котором, как правило, расположен контрольный детектор или лазер перемещающихся модулей (например, сварочного или шлифовального модулей). В еще одном варианте реализации изобретения, система вихревого тока выполнена с возможностью крепления в местоположении рядом с контрольным детектором или лазером перемещающихся модулей (например, сварочного или шлифовального модулей).
[00250] В одном варианте реализации изобретения, система 10 содержит контрольный детектор (лазер и/или камеру) для контроля сварки. В другом варианте реализации изобретения, система 10 содержит систему вихревых потоков для контроля сварки. В еще одном варианте реализации изобретения, система 10 содержит как систему вихревых потоков, так контрольный детектор (лазер и/или камеру) для контроля сварки.
[00251] Поверхностные дефекты могут быть обнаружены, как правило, если эти дефекты находятся на той же стороне, где выполняется контроль и поверхностные дефекты не могут быть обнаружены, если эти дефекты находятся на противоположной стороне контроля. Например, внешний контроль трубы не может обнаружить внутренний дефект, кроме тех случаев, когда толщина трубы мала (например, менее чем около 1/8'') или когда труба изготовлена из неферромагнитного материала. Неферромагнитные материалы включают нержавеющую сталь (например, серии 300) и другие коррозиестойкие сплавы.
[00252] В одном варианте реализации изобретения, система вихревых токов и контрольный детектор (лазер и/или камера) используются вместе в качестве дополнительных способов контроля. Например, в одном варианте реализации изобретения, система вихревых токов выполнена с возможностью обнаружения или проверки характеристик сварного соединения, которые не могут быть легко обнаружены или проверены контрольным детектором или лазером. Например, контрольный детектор (лазер и/или камера) выполнен с возможностью контролировать форму сварного шва, в то время как система вихревых токов выполнена с возможностью контроля изъянов/дефектов сварных швов, включая, помимо этого, изъян/дефект меди, изъян/дефект прожога, изъян/дефект пропуска (включая пропуск LCP/IWM или пропуск Pore/IWM), изъян/дефект внутреннего непровара (или нерасплавления), изъян/дефект пористости кластера, изъян/дефект меди/CP и т.п.
[00253] В одном варианте реализации изобретения, после завершения сварки система 10 выполнена с возможностью контроля сварного шва с помощью ультразвуковой установки. В одном варианте реализации изобретения, после завершения сварки система 10 выполнена с возможностью контроля сварного шва с помощью установки рентгеновского излучения.
[00254] В одном варианте реализации изобретения, два трубных хомута системы 10 выполнены с возможностью передачи нагрузки выравнивания труб от одной трубы к другой трубе через соединение между трубными хомутами. В противном случае, только один хомут может использоваться для поддержки всего оборудования(например, траектории и различных модулей). В одном варианте реализации изобретения, после первого одного или двух сварочных проходов второй подвижный хомут 18 не требуется. Выравнивание двух труб 12, 14 не меняется, а сварное соединение достаточно прочное, чтобы выдерживать свой собственный вес. В одном варианте реализации на данный момент система 10 с двумя хомутами 16, 18 перемещается для начала следующего соединения. В одном варианте реализации изобретения, может использоваться более простая система только с одним хомутом для завершения сварки на существующем соединении. Эта однохомутная система имеет лучший доступ к сварочному шву и меньше пространственных ограничений на инструменты, которые работают на сварном шве. Поскольку эта однохомутная система использует окончательный сварочный проход, она содержит контрольные инструменты, установленные на ней, для контроля окончательного сварного шва, созданного процедурой окончательного сварного прохода.
[00255] В одном варианте реализации изобретения, как описано выше, система 10 использует два зажимных устройства по меньшей мере во время процедуры удержания трубы (включая процедуры выравнивания и формования трубы) и во время первого одного или двух сварочных проходов. После этого выравнивание двух труб 12, 14 не меняется. В это же время только один хомут может использоваться для завершения сварки на существующем соединении.
[00256] В одном варианте реализации изобретения, система 10 выполнена с возможностью проверять образованный сварной шов или соединение с использованием контрольного детектора. Другими словами, один или более процессоров выполнены с возможностью взаимодействия с контрольным детектором 22 и/или контрольной камерой 182 для определения профиля области границы раздела и/или сварного соединения после процедуры сварки для получения данных после сварки. В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью вызвать, на основе данных профиля после сварки, процедуру шлифования для выполнения (с помощью шлифовального устройства) на полученном сварном соединении.
[00257] В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью взаимодействия с контрольным детектором 22 и/или контрольной камерой 182 для определения профиля области границы раздела и/или сварного соединения после процедуры шлифования для получения данных после шлифования. Данные после шлифования могут быть проанализированы либо вручную, либо с помощью одного или более процессоров для гарантии, что избыточные сварные элементы из поверхности сварного соединения были удалены во время процедуры шлифования и/или дефекты были отшлифованы в сварном соединении. В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью вызвать, на основе данных профиля после шлифования, процедуру повторной сварки или процедуру еще одной сварки для выполнения на дефектной области (после процедуры шлифования).
[00258] В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью управления шлифовальным устройством для шлифования дефектов сварки на основе результатов от контрольного детектора. В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью управления сварочной горелкой для повторной сварки бракованной зоны на основе результатов от контрольного детектора.
[00259] В другом варианте осуществления изобретения один или более процессоров выполнено с возможностью управления шлифовальным устройством для шлифования дефектов сварки на основе инструкций, передаваемых из дистанционной системы одному или нескольким процессорам на основе результатов контрольного детектора, передаваемых из системы дистанционной системе. В одном варианте осуществления изобретения один или более процессоров выполнено с возможностью управления сварочной горелкой для повторной сварки дефектной зоны на основе инструкций, передаваемых из дистанционной системы одному или нескольким процессорам на основе результатов контрольного детектора, передаваемых из системы дистанционной системе.
[00260] В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью вызвать, на основе данных профиля после сварки, иную процедуру сварки для выполнения на области границы раздела между трубами (перед процедурой шлифования).
[00261] В одном варианте реализации изобретения, шлифовальное устройство может быть 60-вольтовым бесщеточным шлифовальным устройством. В одном варианте реализации изобретения, шлифовальное устройство может быть 60-вольтовым аккумуляторным шлифовальным устройством. В одном варианте реализации изобретения, 120-вольтовое бесщеточное шлифовальное устройство. В одном варианте реализации изобретения, 120-вольтовое аккумуляторное шлифовальное устройство. В одном варианте реализации изобретения, батарея может быть литий-ионной батареей.
[00262] В одном варианте реализации изобретения, элемент направляющей траектории 88 может быть расположен вокруг и в линию с областью границы раздела 38 между трубами 12, 14 и/или сварным соединением 36.
[00263] В одном варианте реализации изобретения, элемент направляющей траектории 88 может быть выполнена с возможностью быть расположенной между двумя хомутами 16 и 18. В одном варианте реализации изобретения, сварочная горелка 20 выполнена с возможностью быть смонтированной на элементе направляющей траектории 88 между двумя хомутами 16 и 18 таким образом, чтобы сварочная горелка 20 была расположена на одной линии с областью границы раздела между трубами 12, 14 и/или сварным соединением 36.
[00264] В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью управления шлифовальным устройством для ожидания заранее определенного периода времени после того, как процедура сварки завершится на месте, и до того, как процедура шлифования может начаться в этом месте.
[00265] В другом варианте реализации изобретения, шлифовальное устройство 30 и сварочная горелка расположены на достаточном расстоянии друг от друга на элементе направляющей траектории для разрешения охлаждения сварного шва/соединения, образованного сварочной горелкой в месте перед выполнением процедуры шлифования в этом месте с помощью шлифовального устройства. В одном варианте реализации изобретения, расположение между сварочной горелкой и шлифовальным устройством управляется одним или несколькими процессорами.
[00266] В одном варианте реализации изобретения, не существует никакого дополнительного времени ожидания (то есть заранее заданного периода времени), нужного сверх времени, необходимого для смещения сварочной горелки из текущего положения, так что шлифовальное устройство может перемещаться и выполнять шлифование в этом положении. В одном варианте реализации изобретения, процедура шлифования начинается через 10 секунд после начала процедуры сварки.
[00267] В одном варианте реализации изобретения, шлифовальное устройство 30 радиально размещено на основе предварительно определенного давления (шлифовальное устройство к сварочному шву). В одном варианте реализации изобретения, один или более процессоров может быть выполнено с возможностью определения давления. В другом варианте реализации изобретения, один или несколько процессоров может быть выполнен с возможностью определения давления/силы путем относительного позиционирования частей/компонентов телескопического шлифовального устройства и жесткости пружины. В одном варианте реализации изобретения, один или несколько процессоров могут определить (шлифовальное устройство для сварки) силу/нагрузку давления на основе контроля сварного соединения. В другом варианте реализации изобретения, осевое давление шлифовального устройства является постоянным/стандартным.
[00268] В одном варианте реализации изобретения, один или более процессоров выполнены с возможностью получения информации от датчиков наклона, датчиков положения двигателя и/или концевых выключателей. В одном варианте реализации изобретения, один или более процессоров на основе этой информации выполнен с возможностью определения местоположений всех подвижных модулей (в том числе сварочного модуля, контрольного модуля и шлифовального модуля) на элементе направляющей траектории в любой определенный момент времени.
[00269] В одном варианте реализации изобретения, когда хомуты и/или элемент направляющей траектории перемещаются в свои соответствующие открытые положения, один или несколько процессоров выполнены с возможностью управления одним или более из подвижных модулей (в том числе сварочного модуля, контрольного модуля и шлифовального модуля) таким образом, что подвижные модули находятся вдали от поворотных частей и/или шарниров хомутов и/или элемента направляющей траектории.
[00270] В одном варианте реализации изобретения, система 10 может содержать систему управления отходами шлифовального устройства. Например, в одном варианте реализации изобретения, система управления отходами шлифовального устройства может содержать кожух, который выполнен с возможностью заключения шлифовального устройства таким образом, чтобы удерживать пыль и мусор, образующиеся во время процедуры шлифования. В одном варианте реализации изобретения, кожух может содержать вакуумный порт, так что вакуумная система может быть использована для всасывания пыли и мусора из кожуха. В одном варианте реализации изобретения, система управления отходами шлифовального устройства может содержать вакуумную систему. В одном варианте реализации изобретения, вакуумная система выполнена с возможностью полного размещения на шлифовальном модуле.
[00271] В одном варианте реализации изобретения, сварочный модуль по настоящей заявке на патент может содержать ряд сварочных горелок. Например, в одном варианте реализации изобретения, сварочный модуль может содержать две сварочные горелки или двойную сварочную горелку, которые выполнены с возможностью наложения двух проходов одновременно.
[00272] В одном варианте реализации изобретения, процедура шлифования может быть выполнена с помощью шлифовального устройства, расположенного внутри труб. Другими словами, процедура шлифования может быть выполнена с помощью внутреннего шлифовального устройства, расположенного внутри трубы, тогда как сварка выполняется снаружи труб. В одном варианте реализации изобретения, шлифовальное устройство может быть поддержано держателями шлифовального устройства, размещенными внутри труб.
[00273] Хотя настоящая патентная заявка была описана подробно с целью иллюстрации, следует понимать, что такие подробности приводятся исключительно для этой цели, и что настоящая патентная заявка не ограничивается описанными вариантами реализации изобретения но, напротив, предназначена для покрытия модификации и эквивалентных устройств, которые находятся в пределах сущности и объема прилагаемой формулы изобретения. Кроме того, следует понимать, что настоящая патентная заявка предполагает, что, насколько это возможно, один или несколько признаков любого варианта реализации изобретения могут быть объединены с одним или несколькими особенностями любого другого варианта реализации изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2019 |
|
RU2775615C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |
| ВНУТРЕННЯЯ СВАРОЧНАЯ МАШИНА С ЛАЗЕРНОЙ ИЗМЕРИТЕЛЬНОЙ СИСТЕМОЙ ДЛЯ ТРУБОПРОВОДОВ | 2014 |
|
RU2692540C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КОНЦОВ СТАЛЬНЫХ ТРУБ ОРБИТАЛЬНОЙ СВАРКОЙ | 2013 |
|
RU2627066C2 |
| ИМИТАТОР СВАРКИ ТРУБ В ВИРТУАЛЬНОЙ СРЕДЕ | 2009 |
|
RU2492526C2 |
| СПОСОБ (ВАРИАНТЫ), РЕМОНТНОЕ УСТРОЙСТВО И СИСТЕМА ДЛЯ ИСПРАВЛЕНИЯ КОЛЬЦЕВОГО СВАРНОГО СОЕДИНЕНИЯ И ТРУБОУКЛАДОЧНОЕ СУДНО | 2010 |
|
RU2568856C2 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ ОБУЧЕНИЕ ДУГОВОЙ СВАРКЕ В МОДЕЛИРУЕМОЙ СРЕДЕ ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В РЕАЛЬНОМ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ ОБРАТНОЙ СВЯЗИ СВАРОЧНОЙ ВАННЫ В РЕАЛЬНОМ ВРЕМЕНИ | 2009 |
|
RU2491649C2 |
| СПОСОБ ВСЕПОЗИЦИОННОЙ МНОГОСЛОЙНОЙ МНОГОПРОХОДНОЙ СВАРКИ ТРУБОПРОВОДА БЕЗ ШЛИФОВАНИЯ | 2022 |
|
RU2798038C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
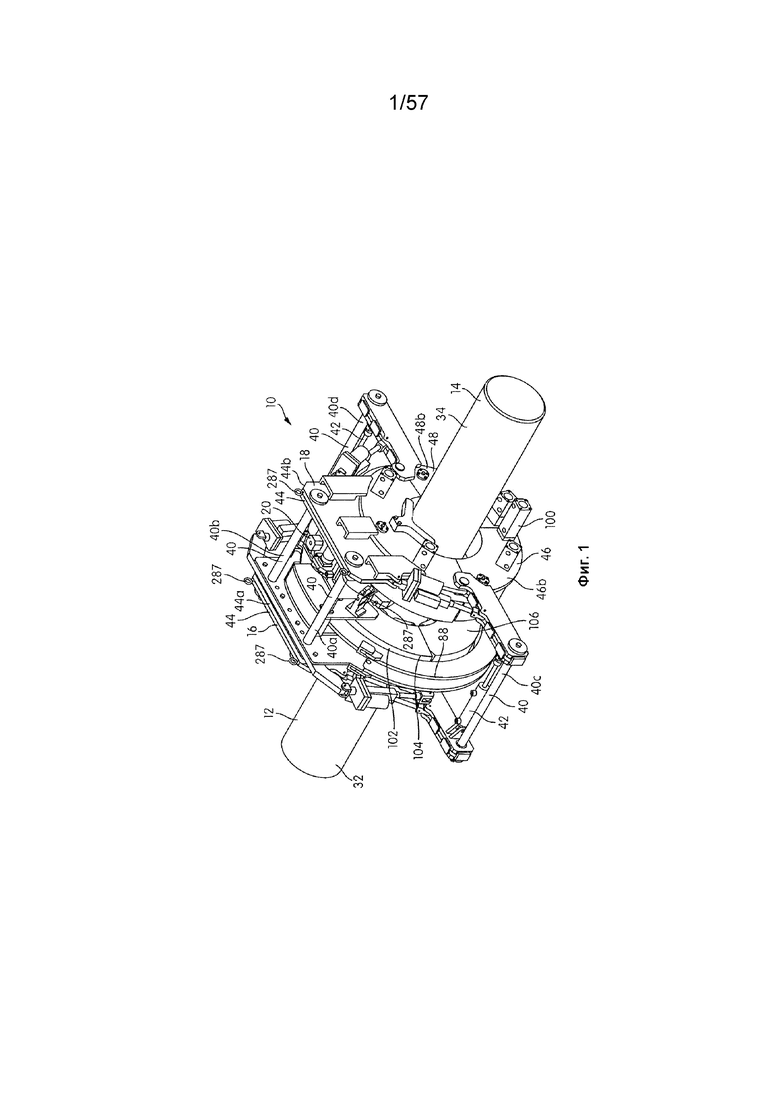
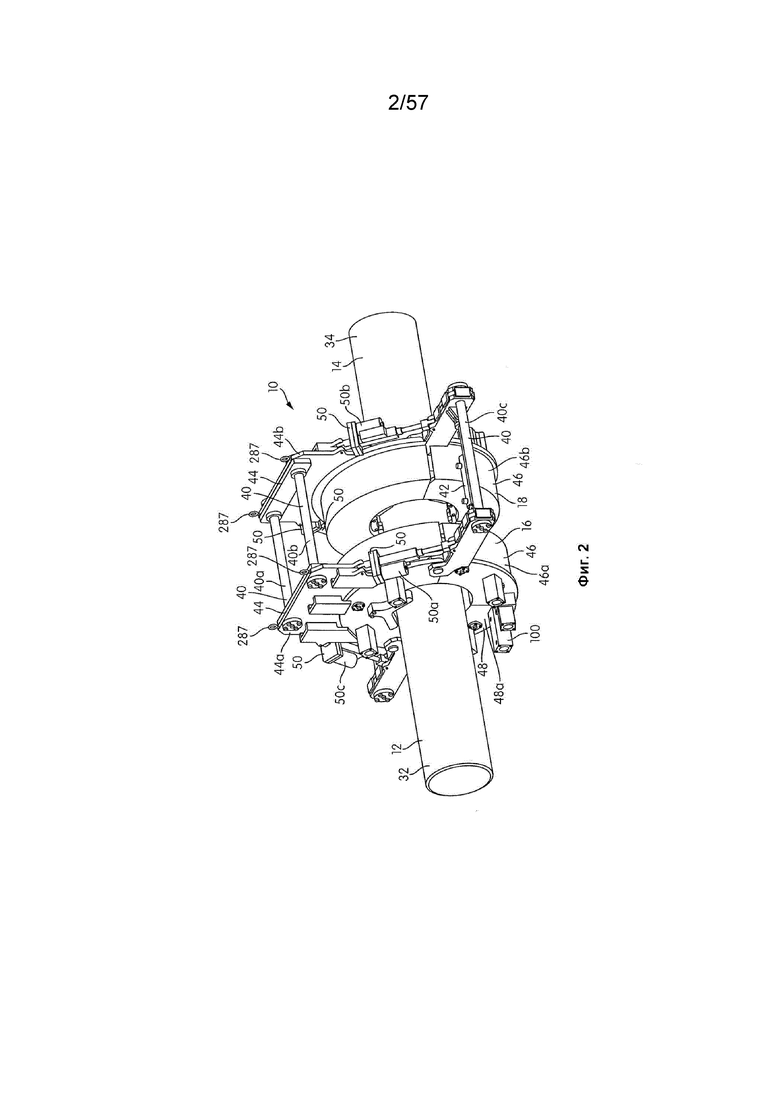
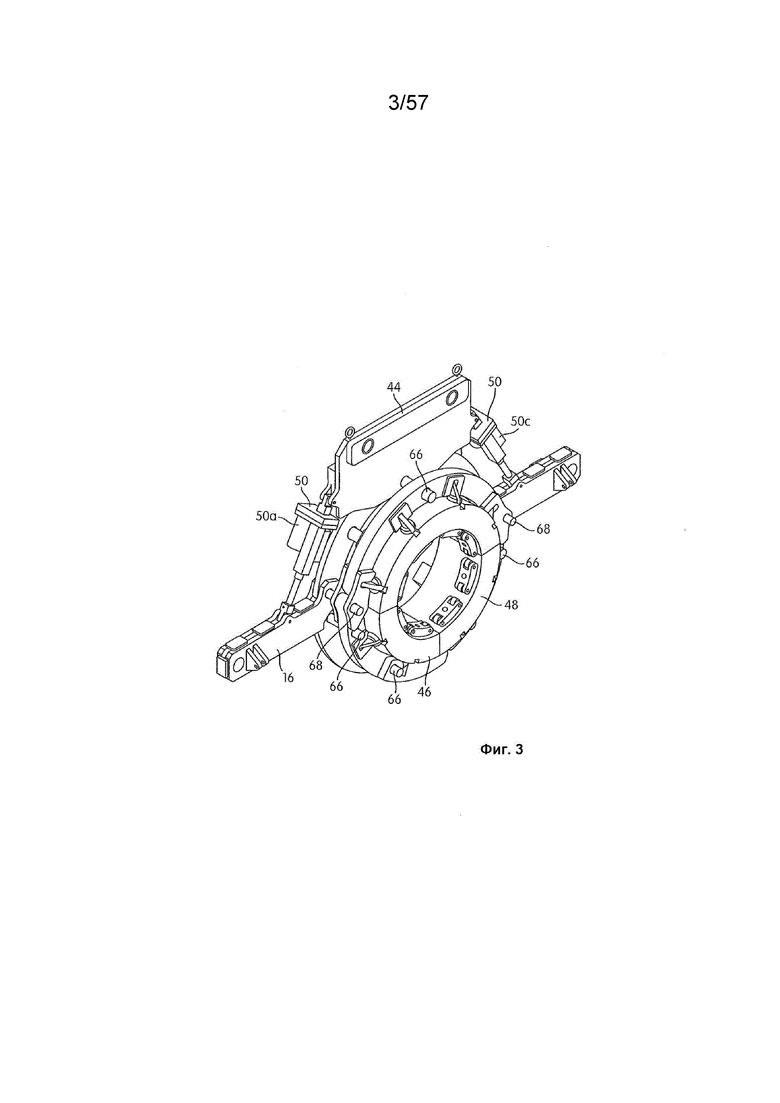
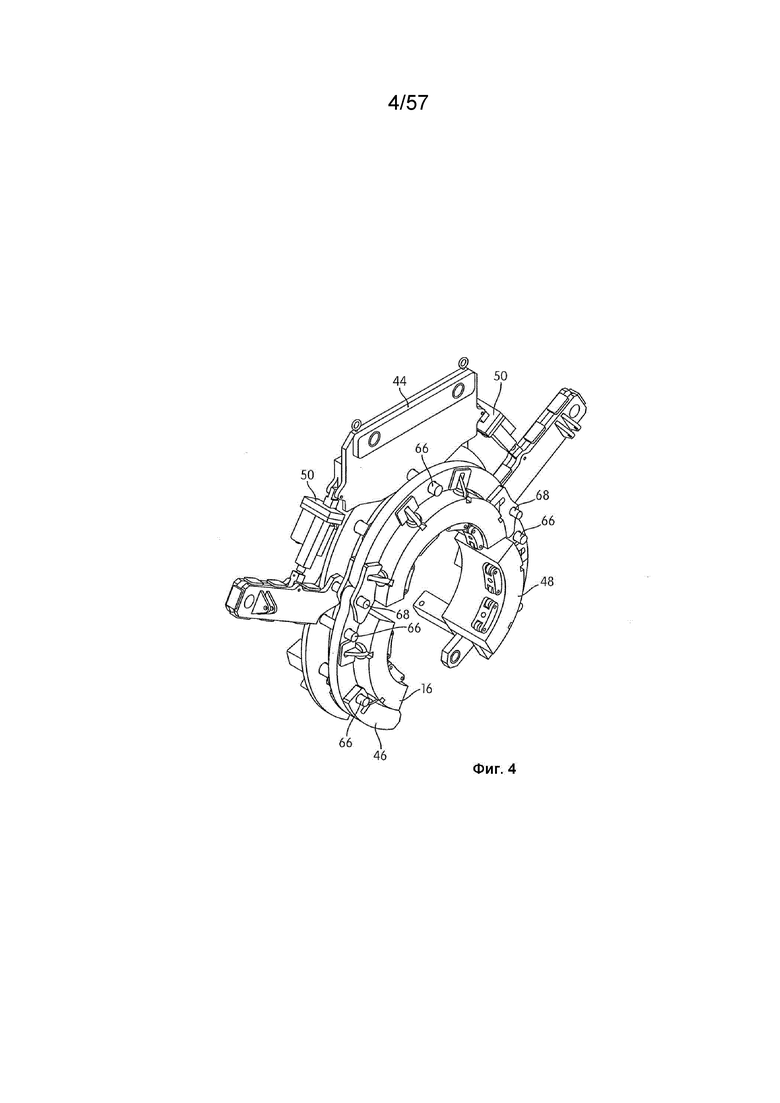
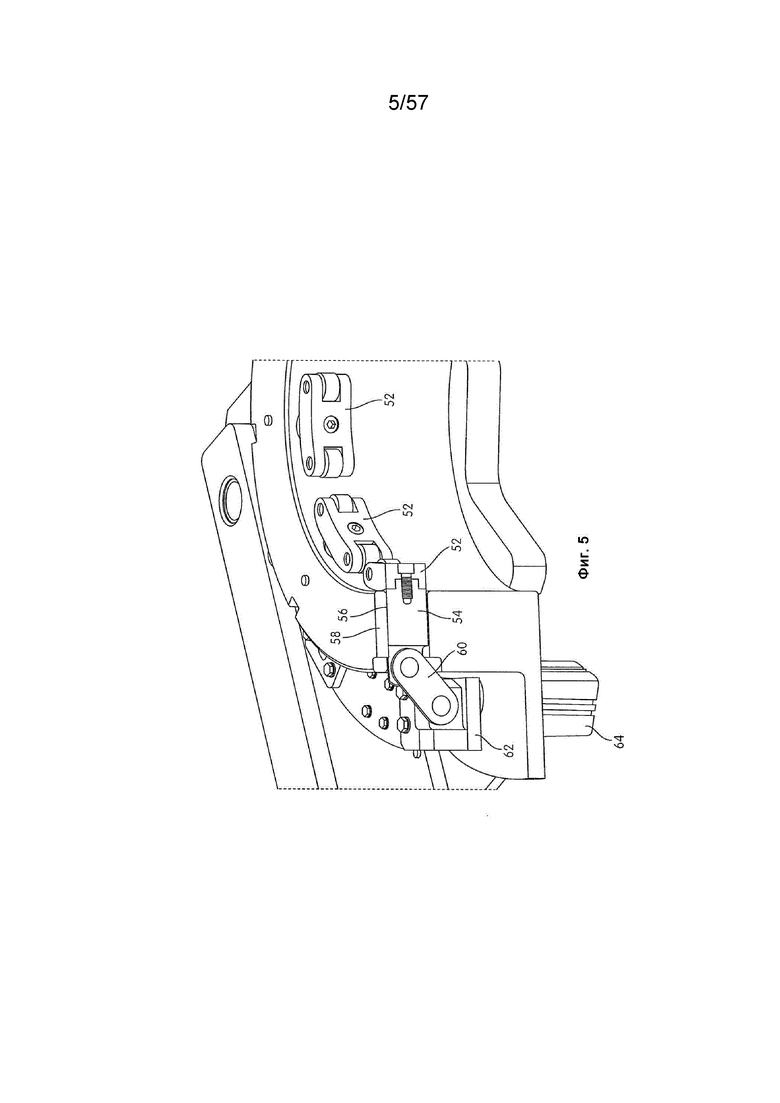
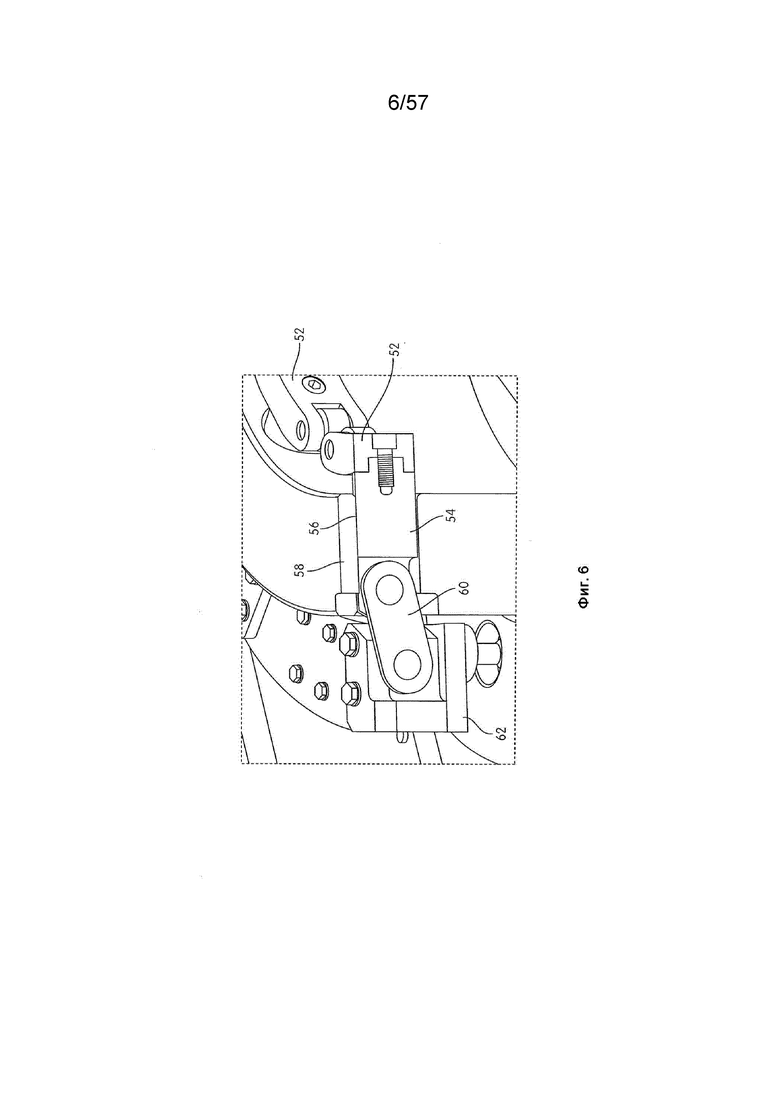
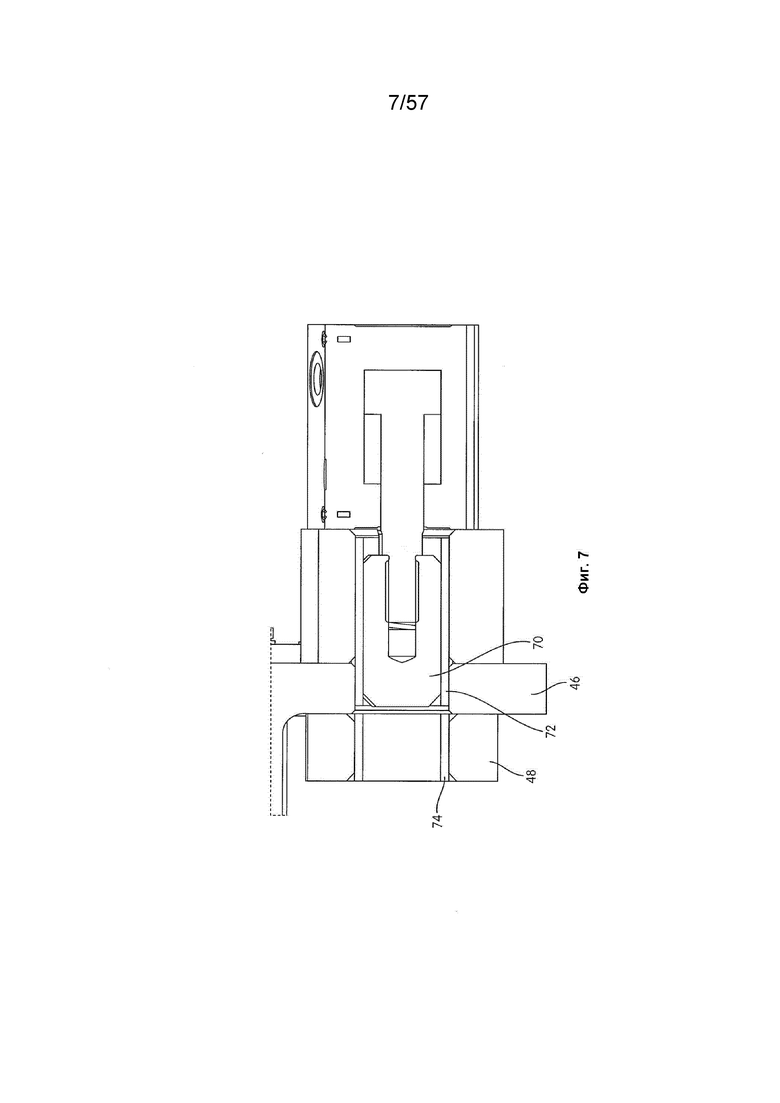
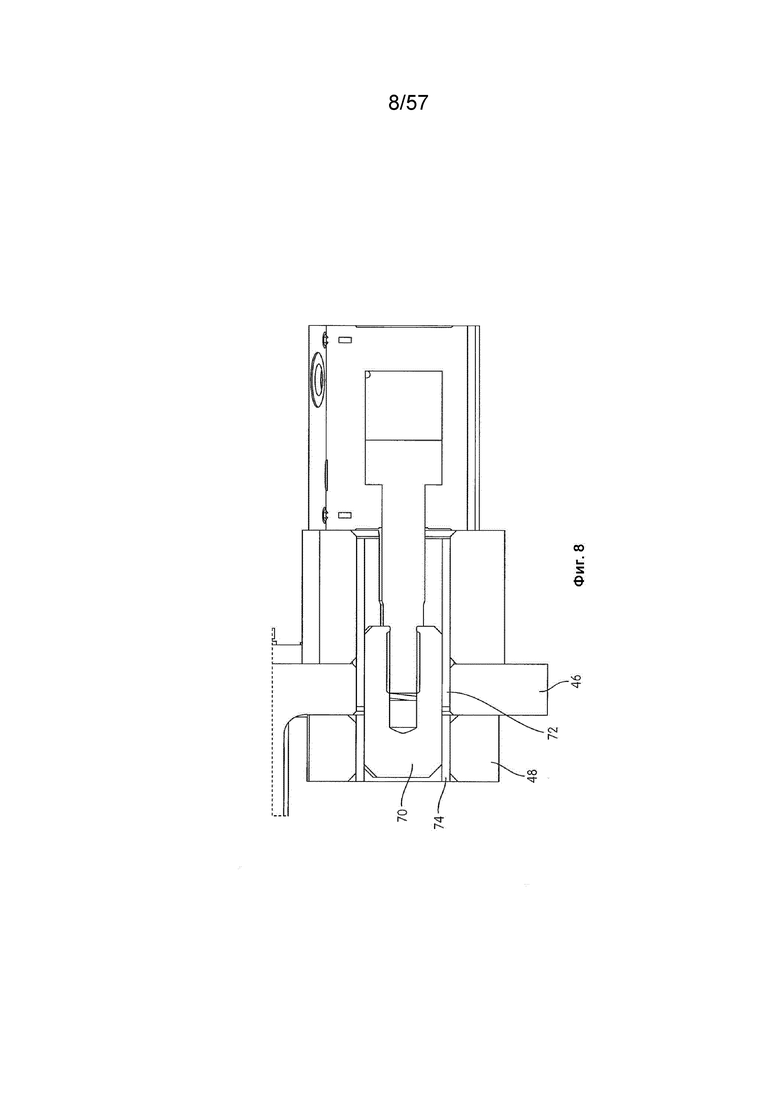
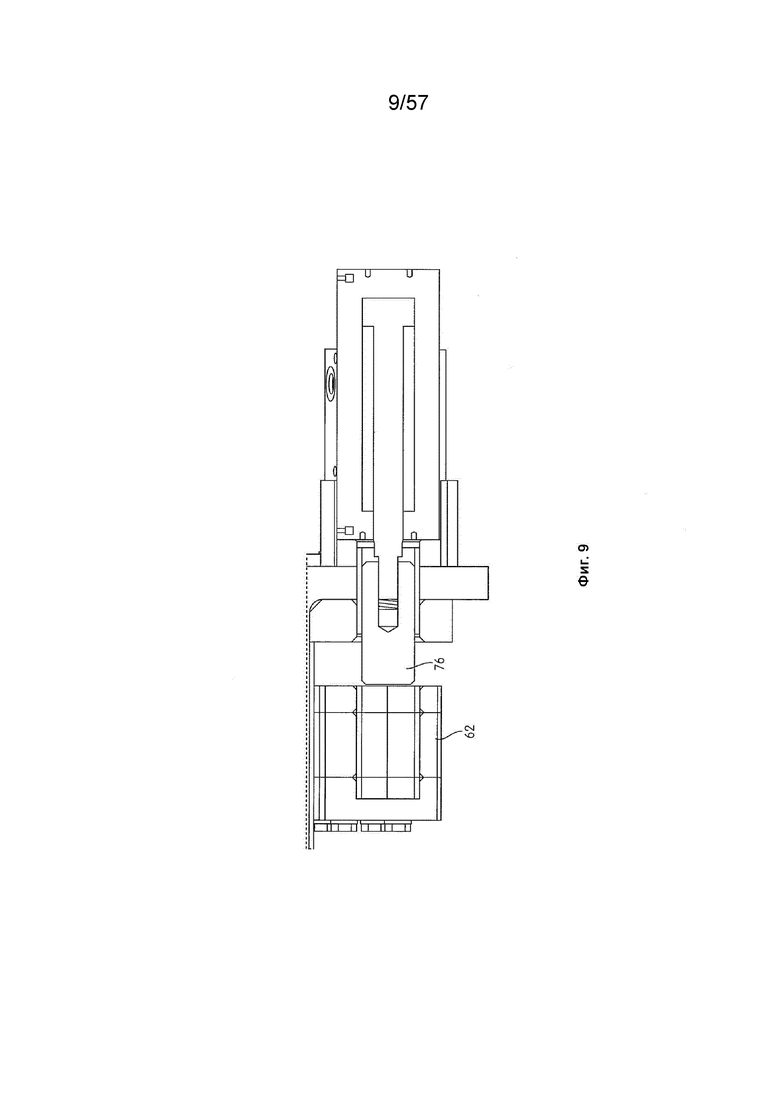
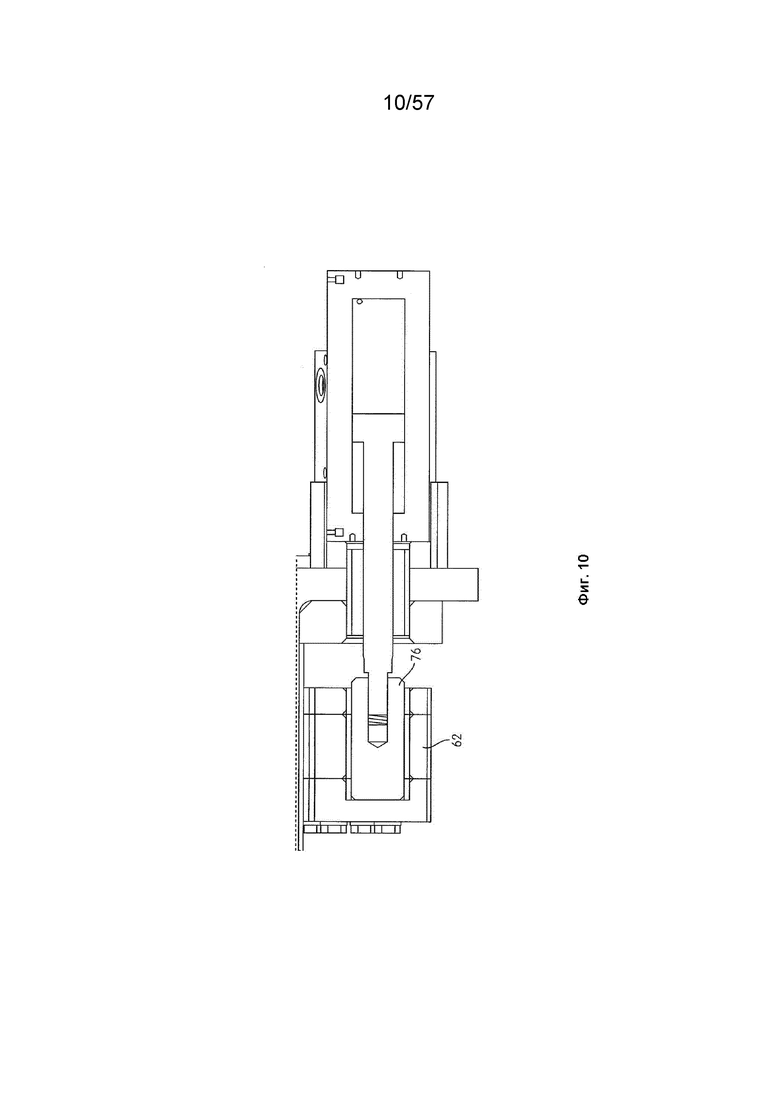
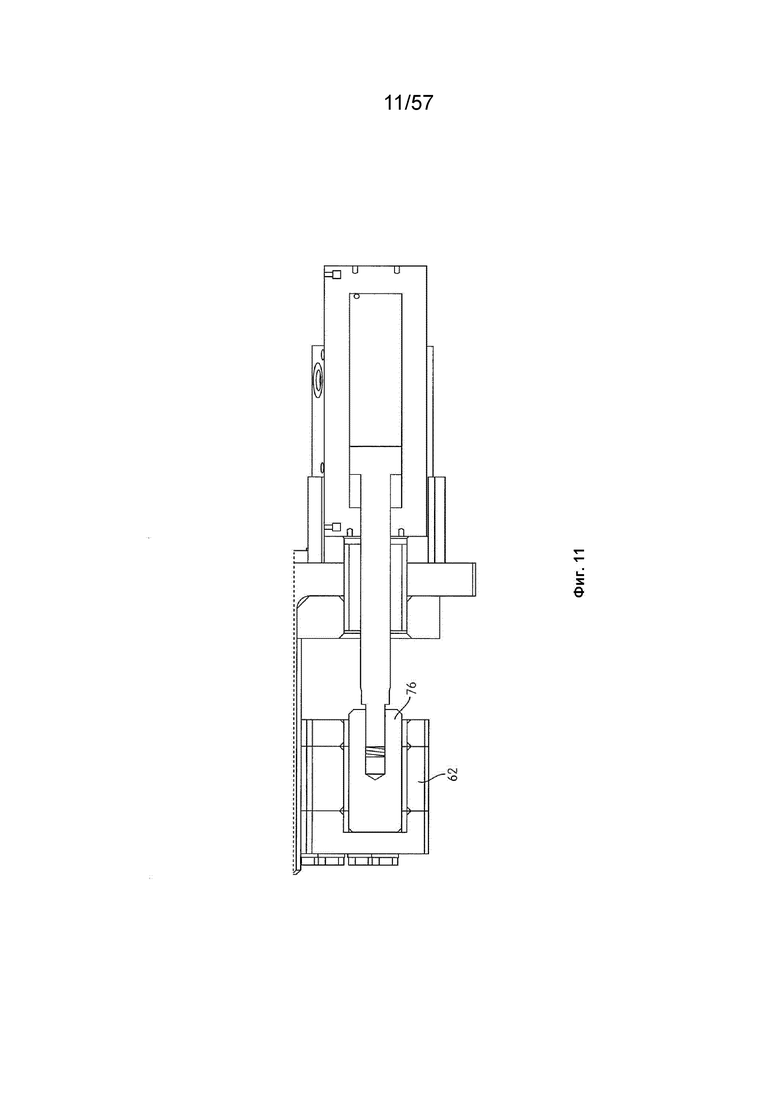
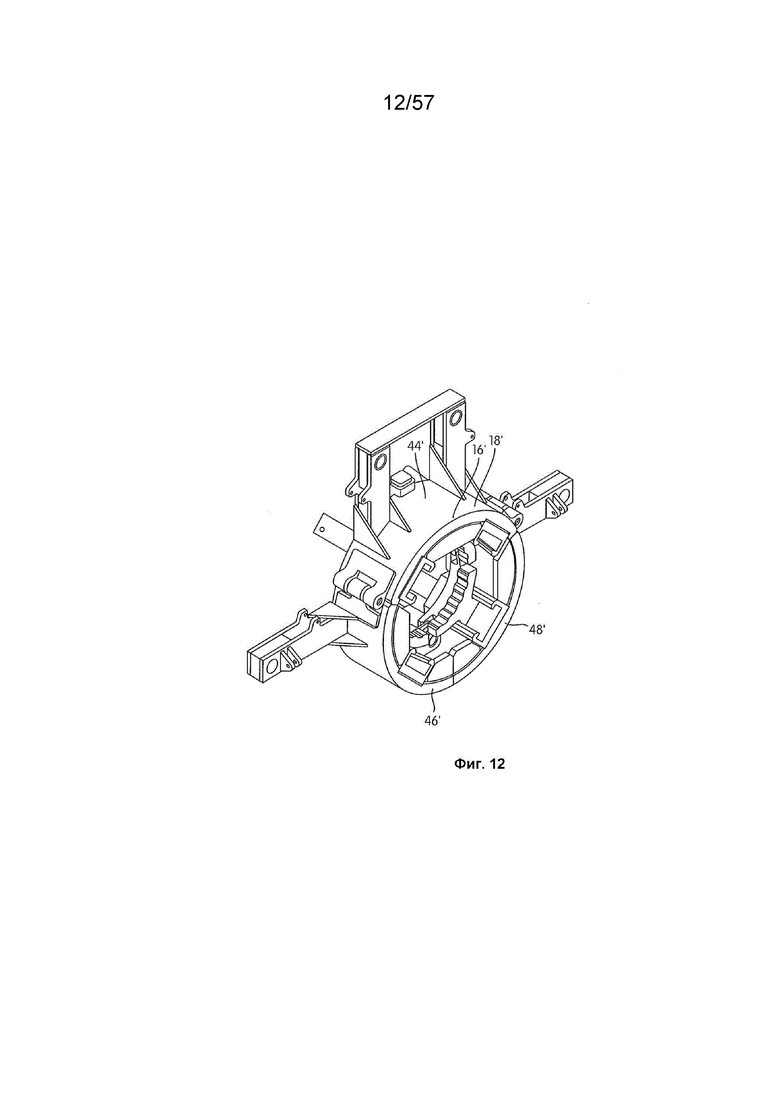
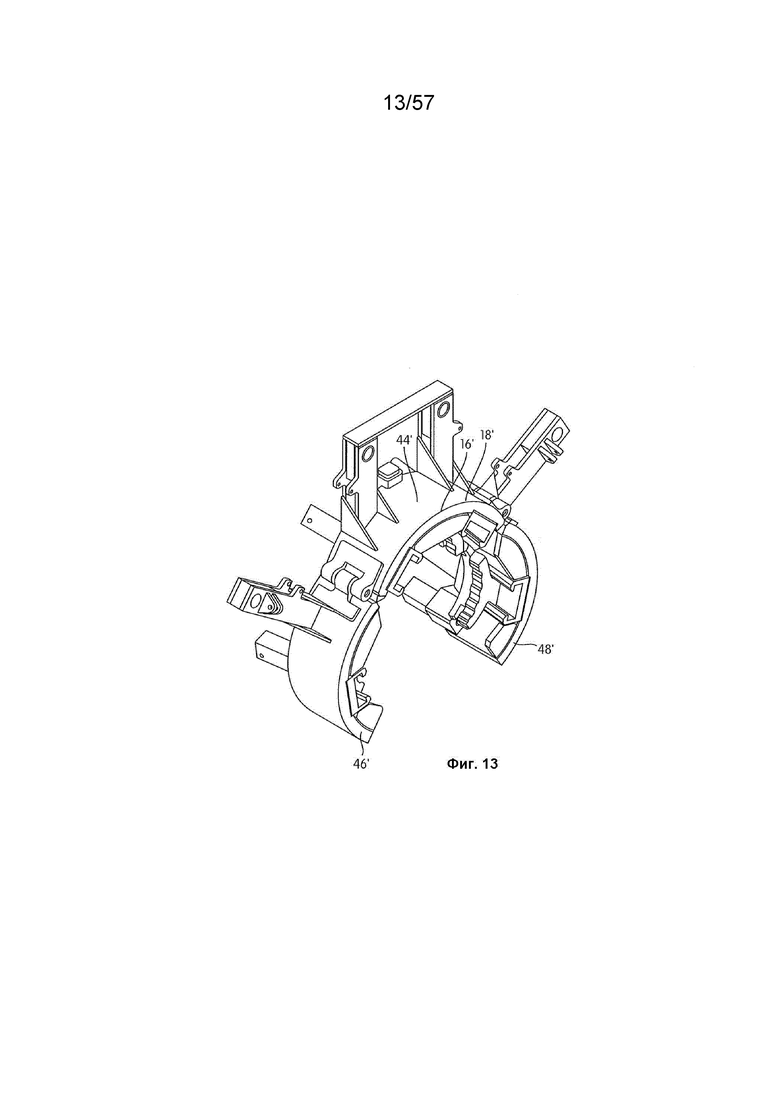
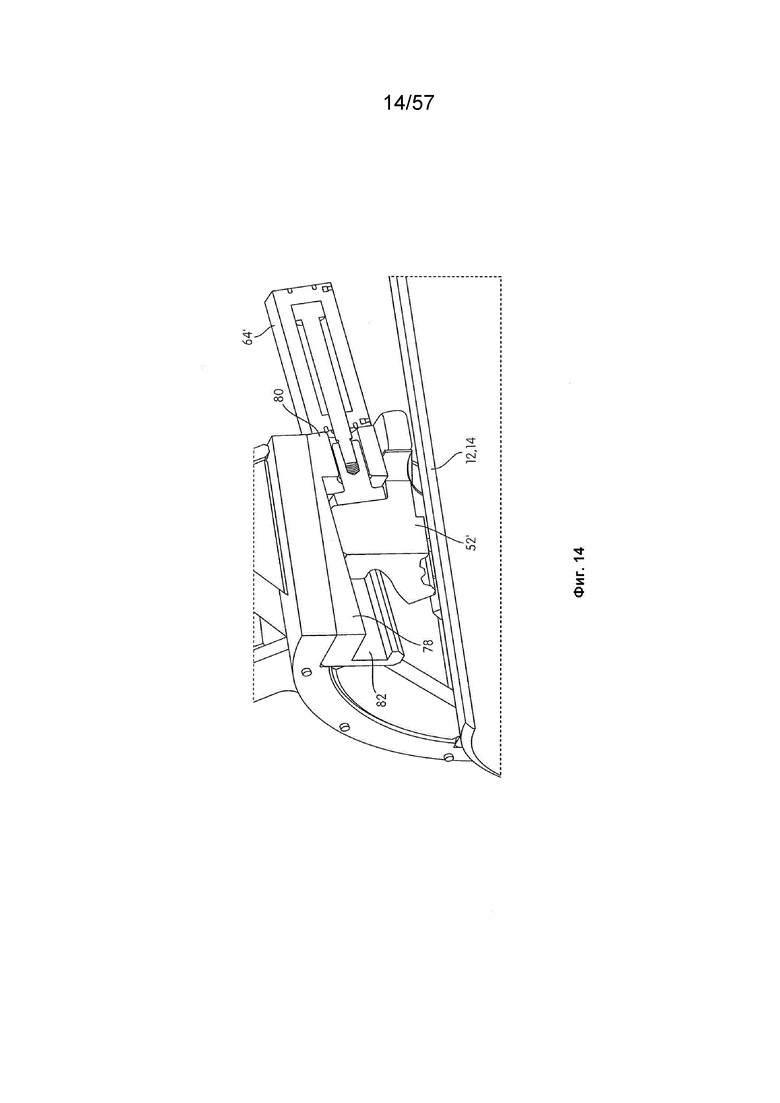
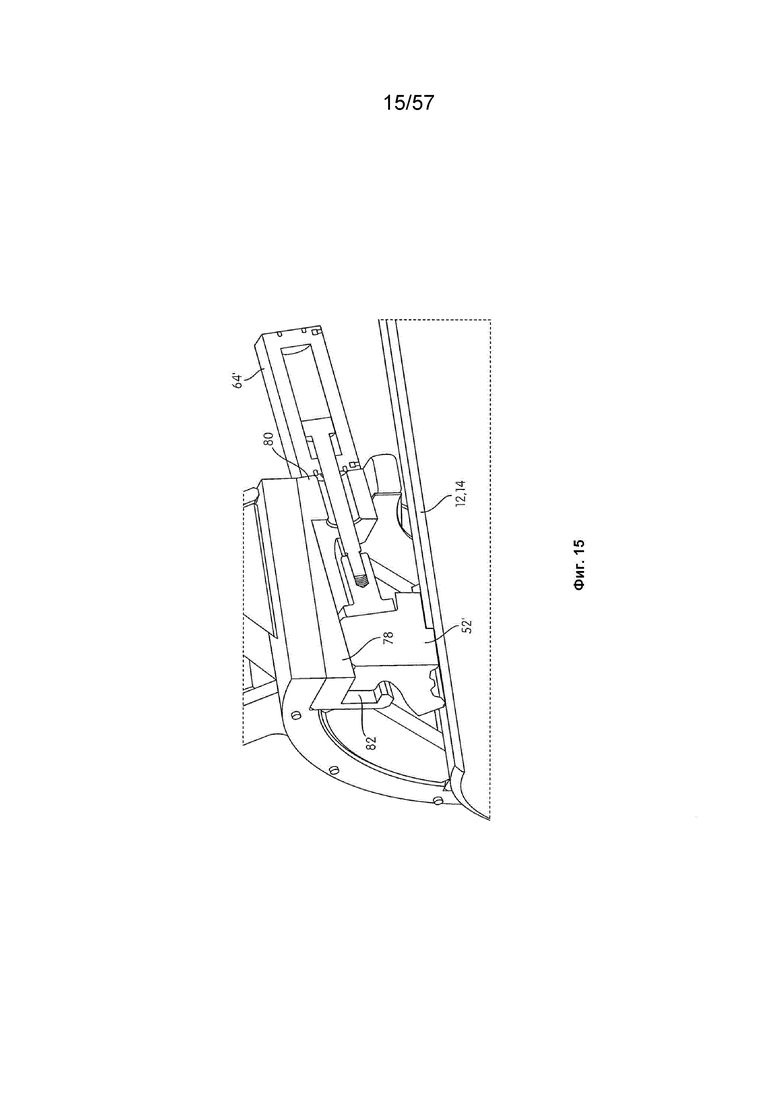
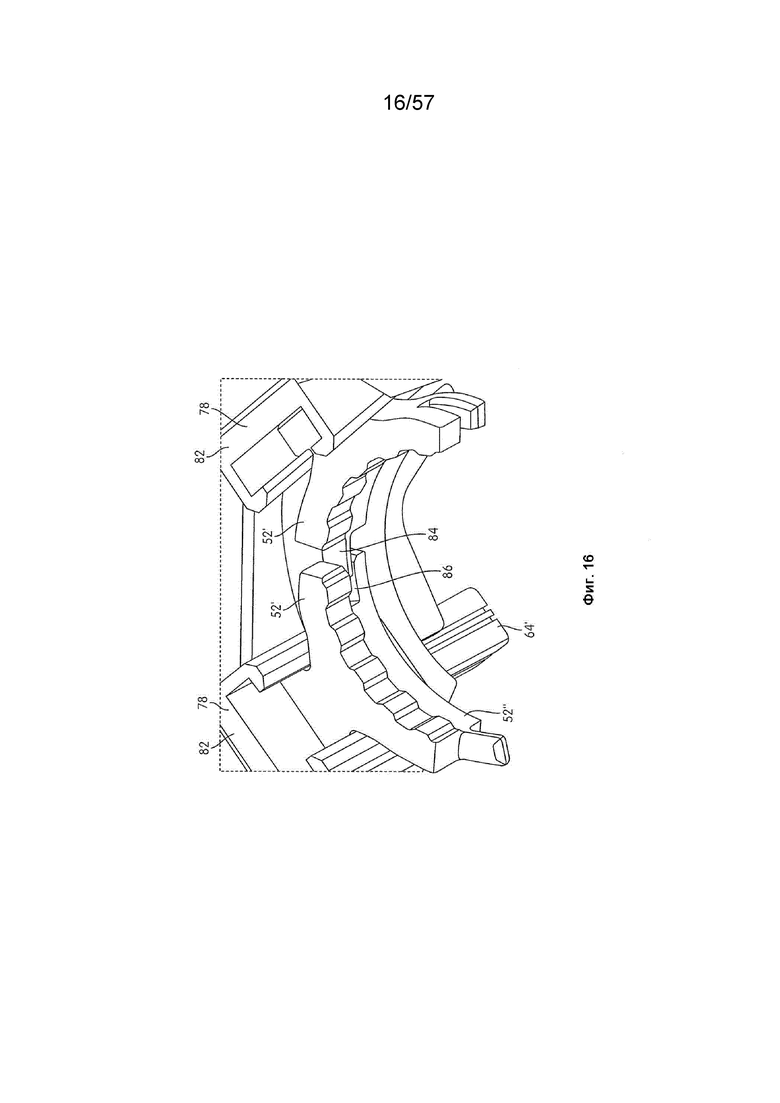
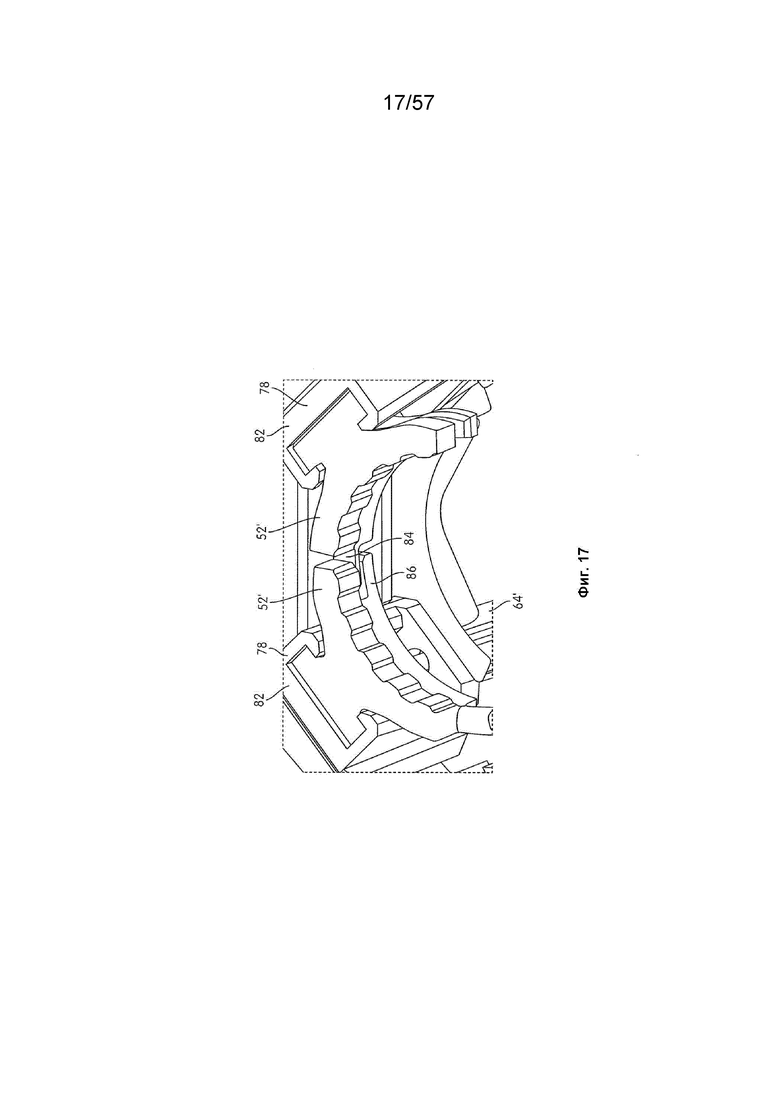
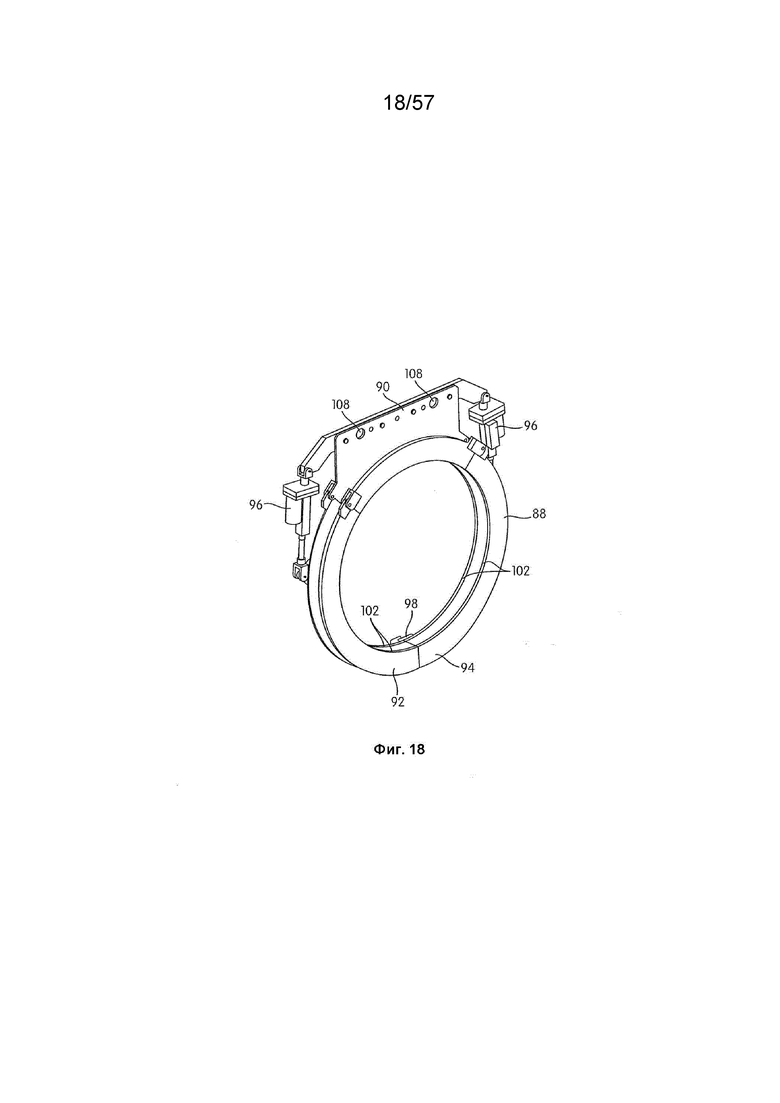
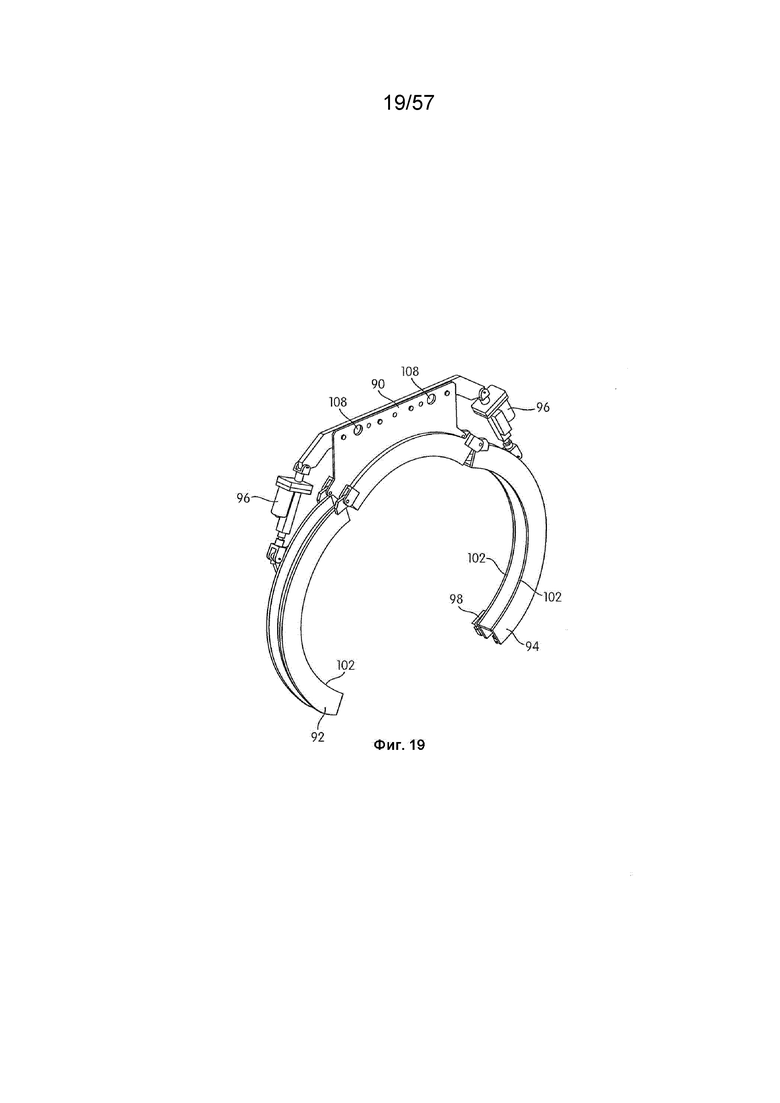
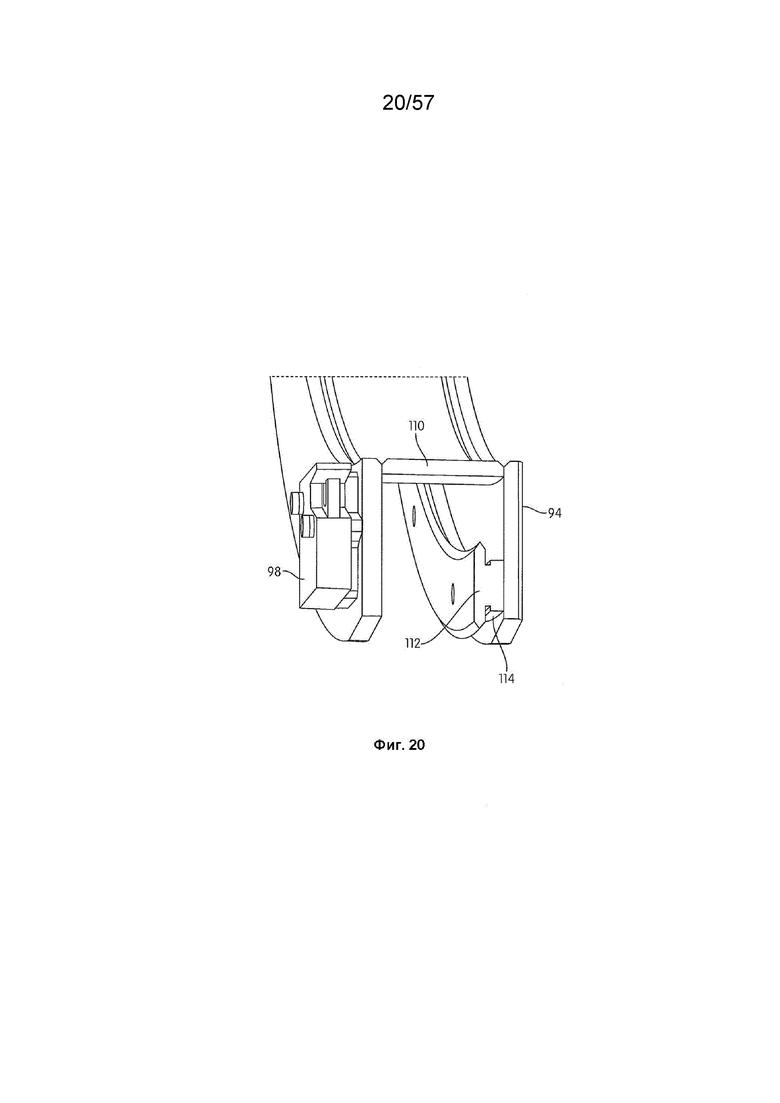
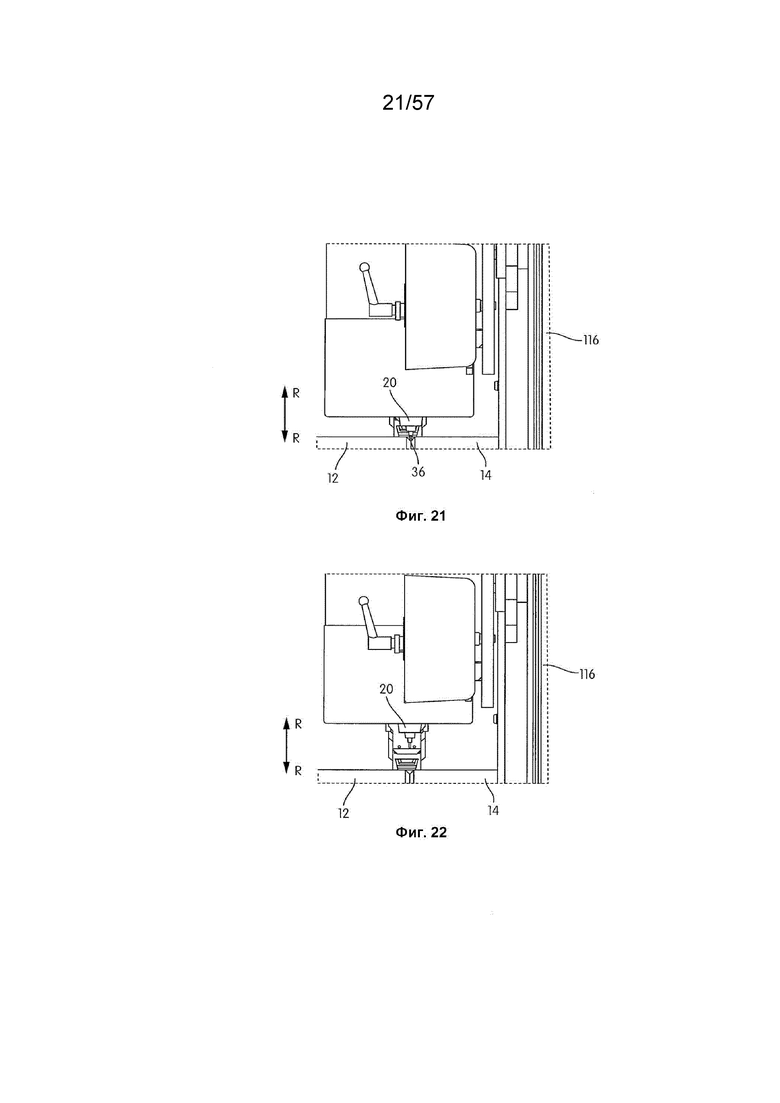
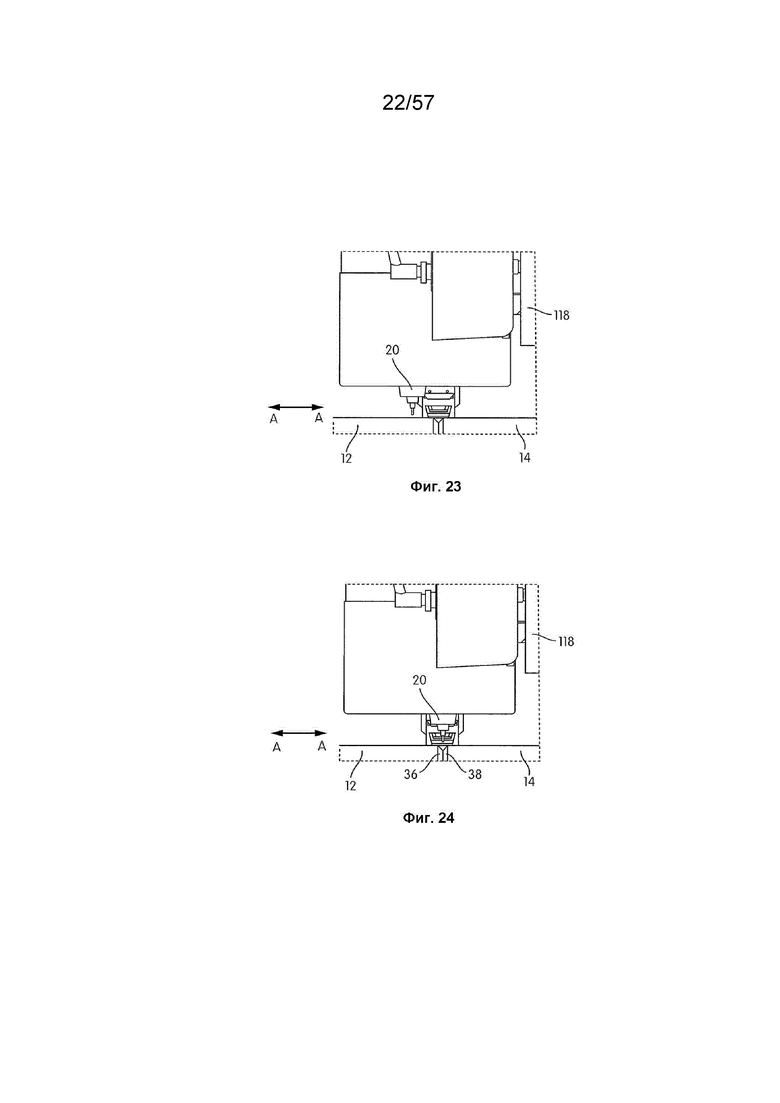
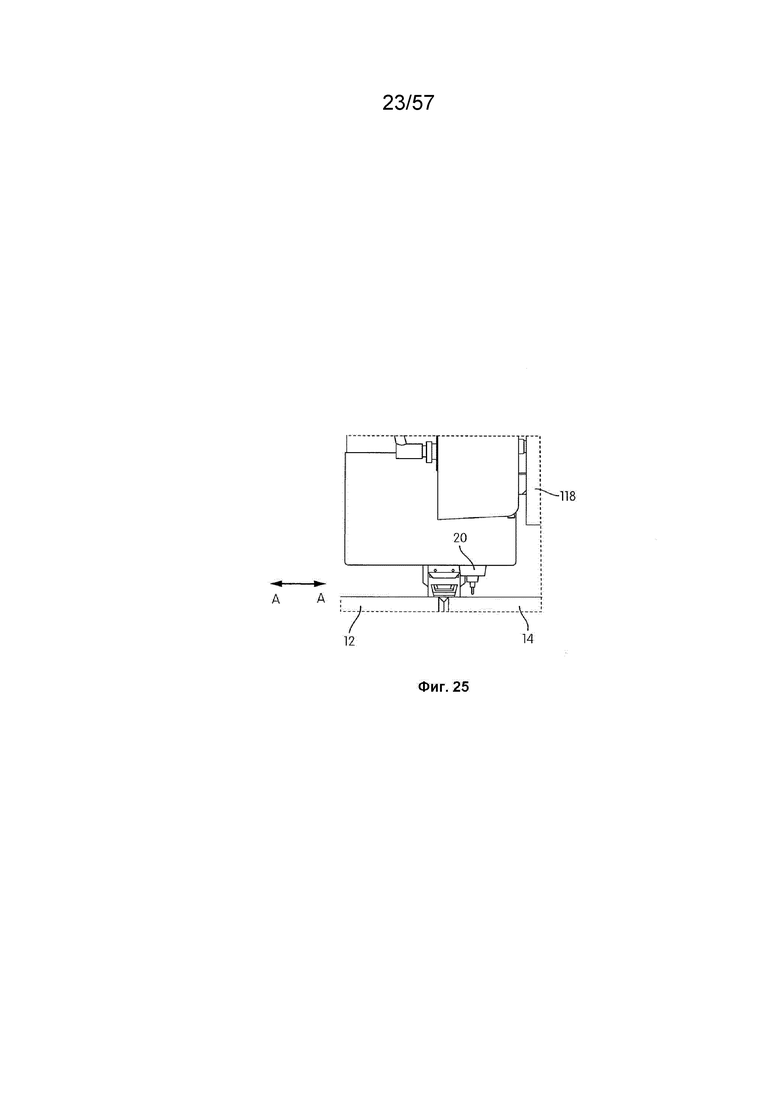
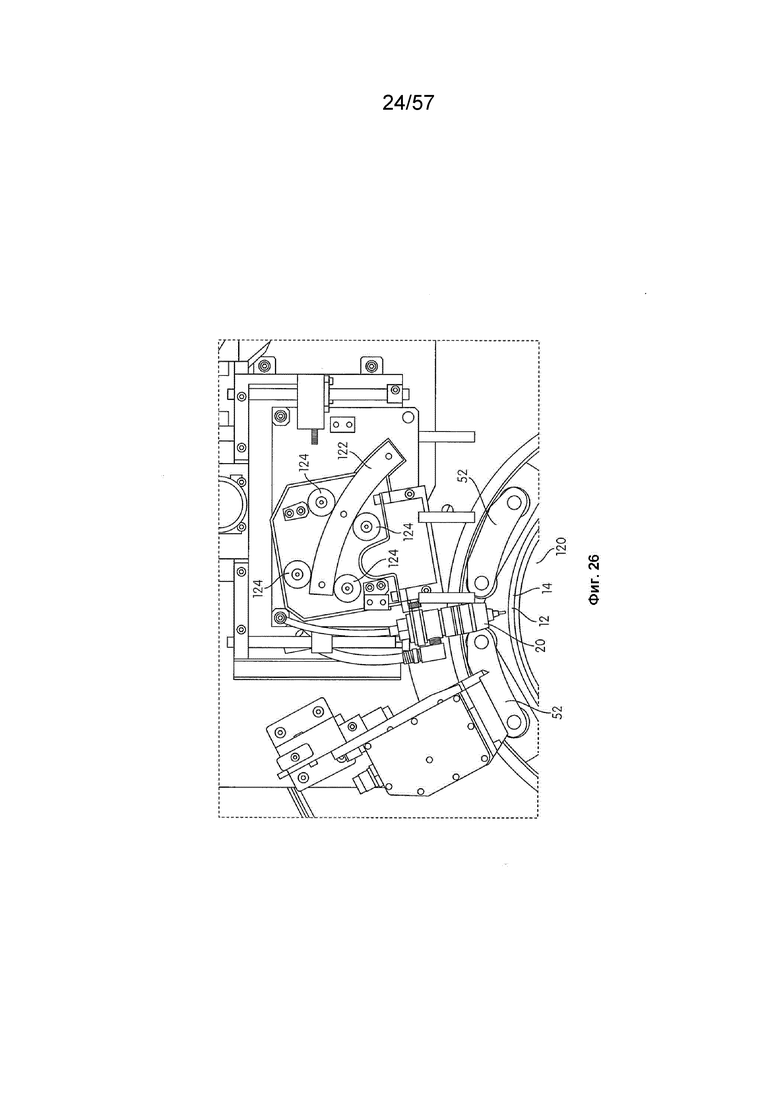
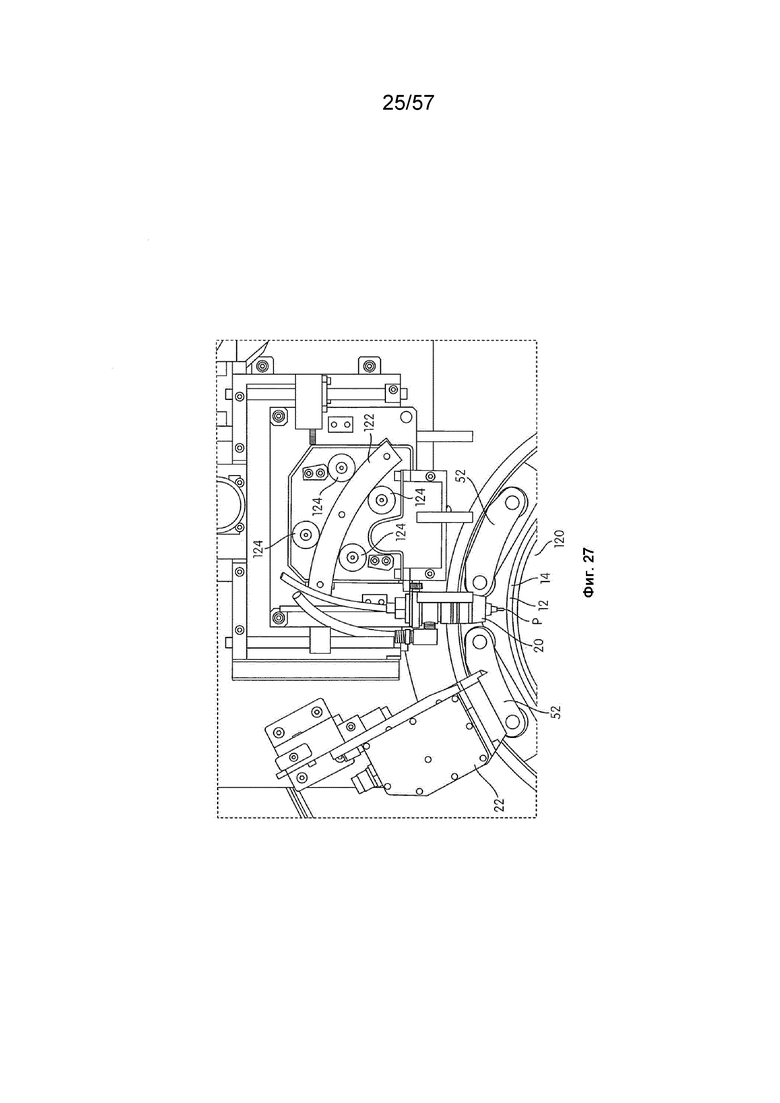
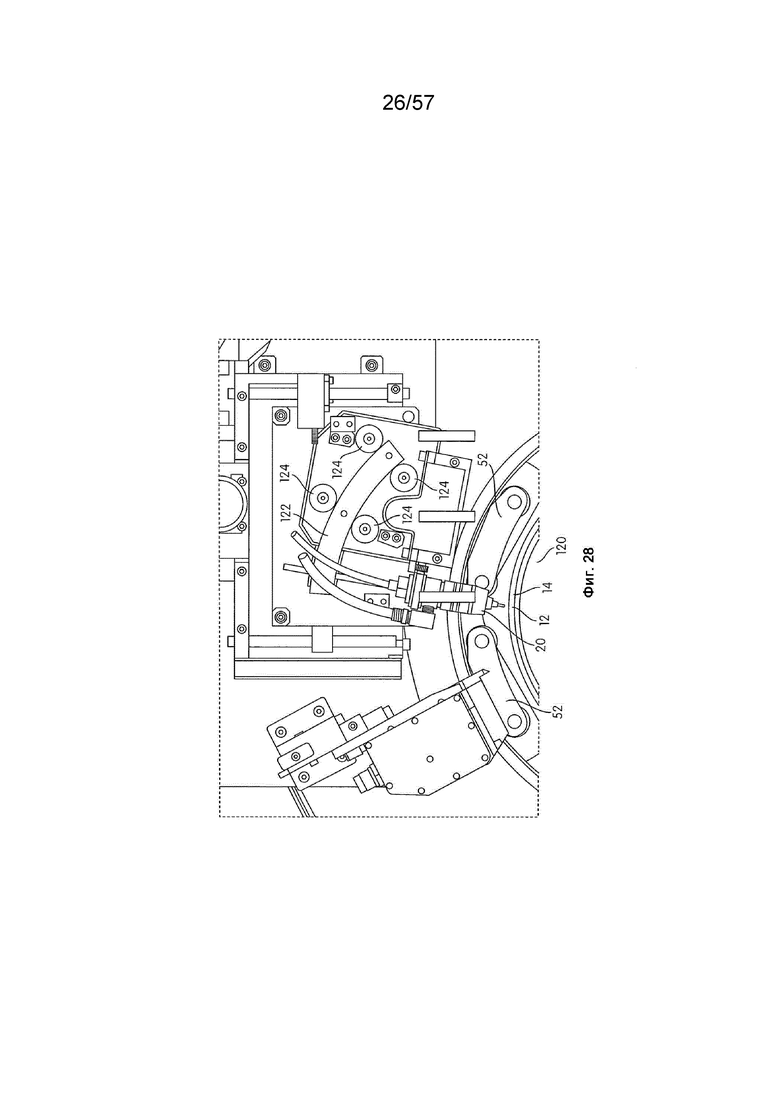
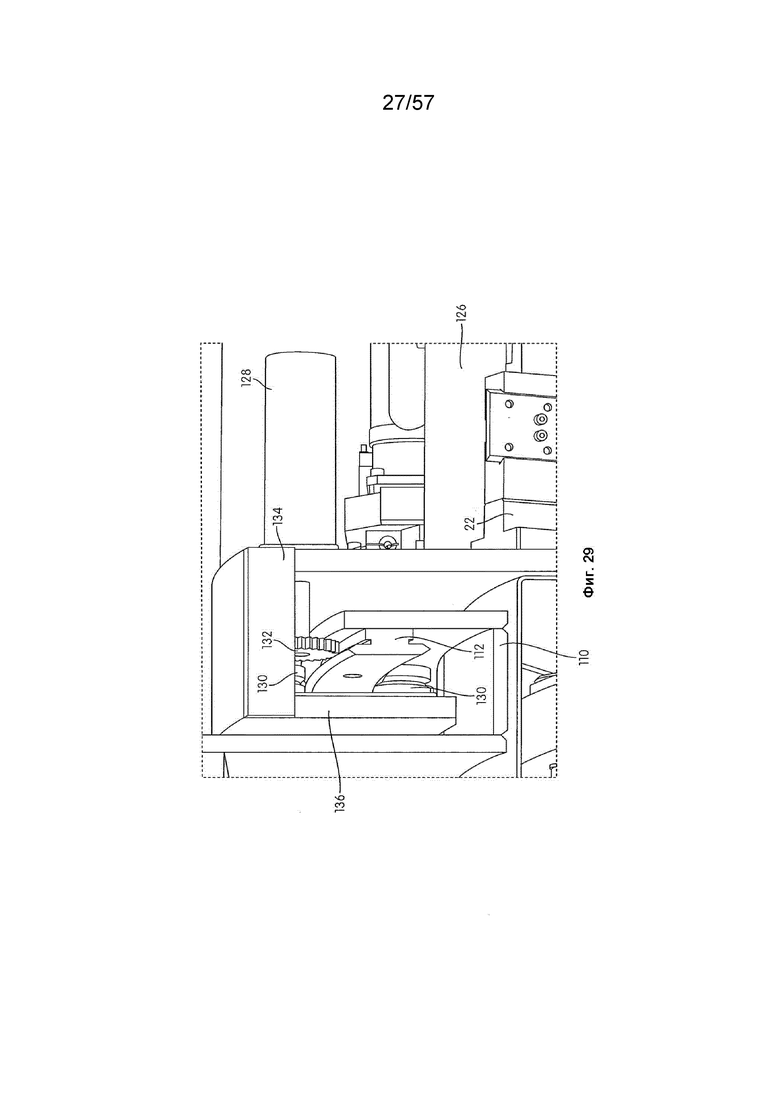
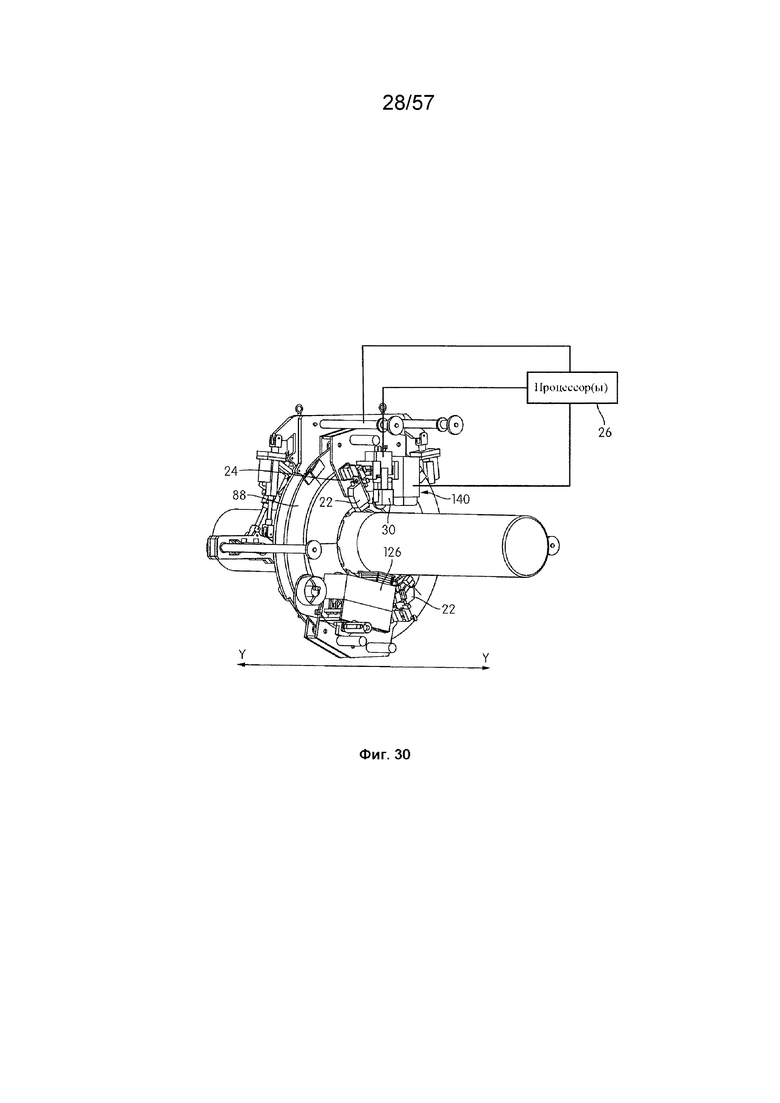
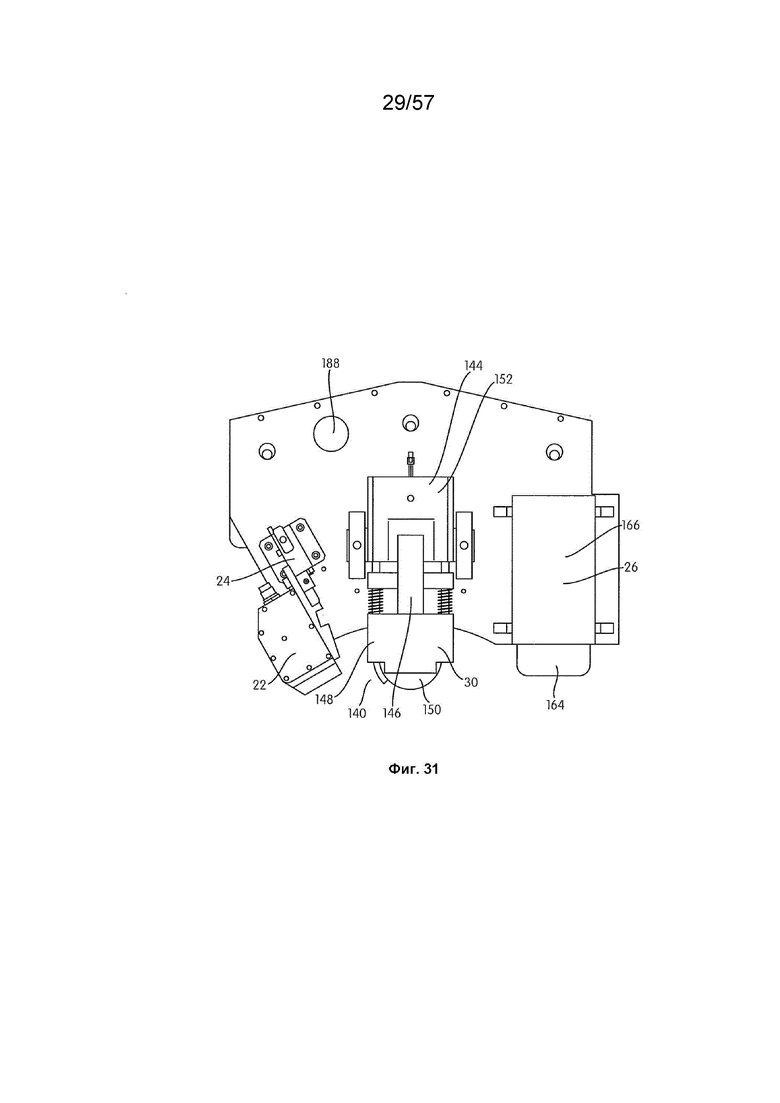
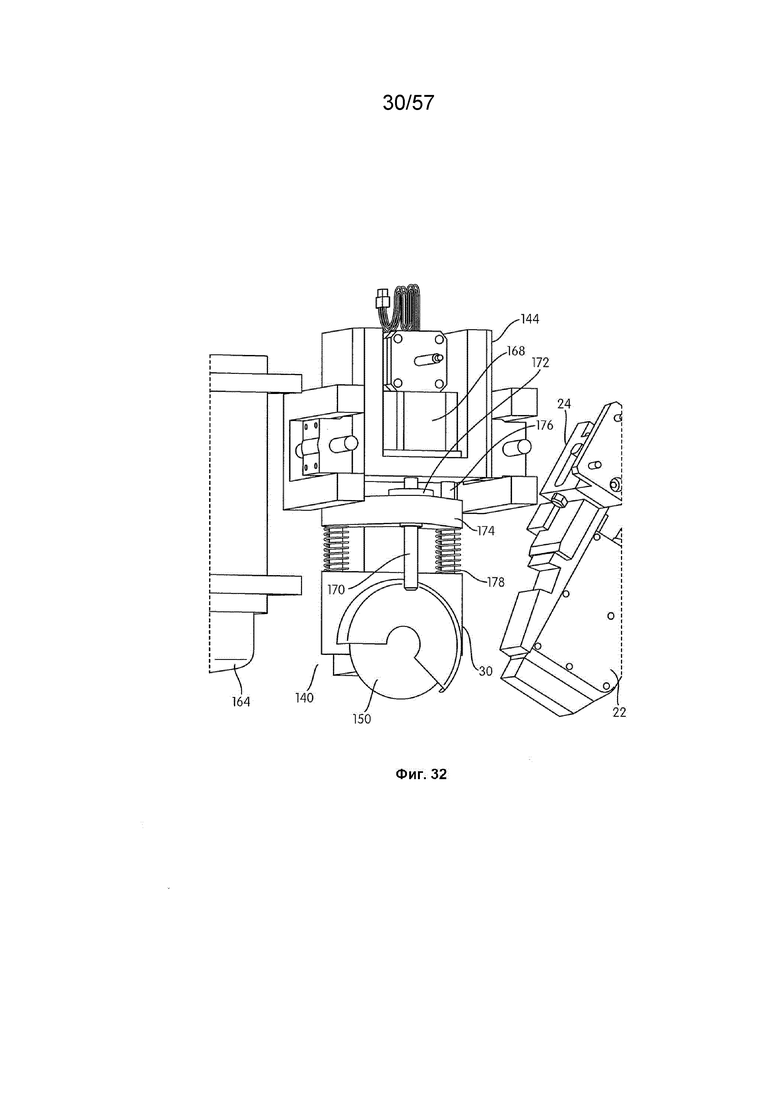
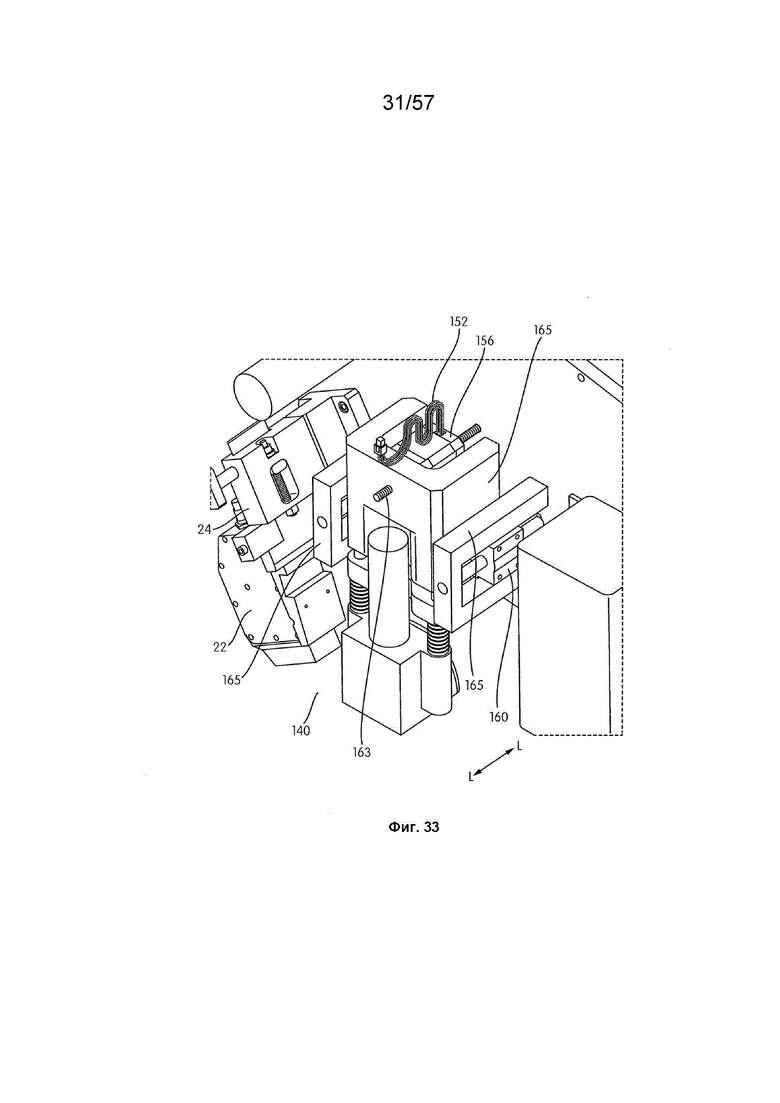
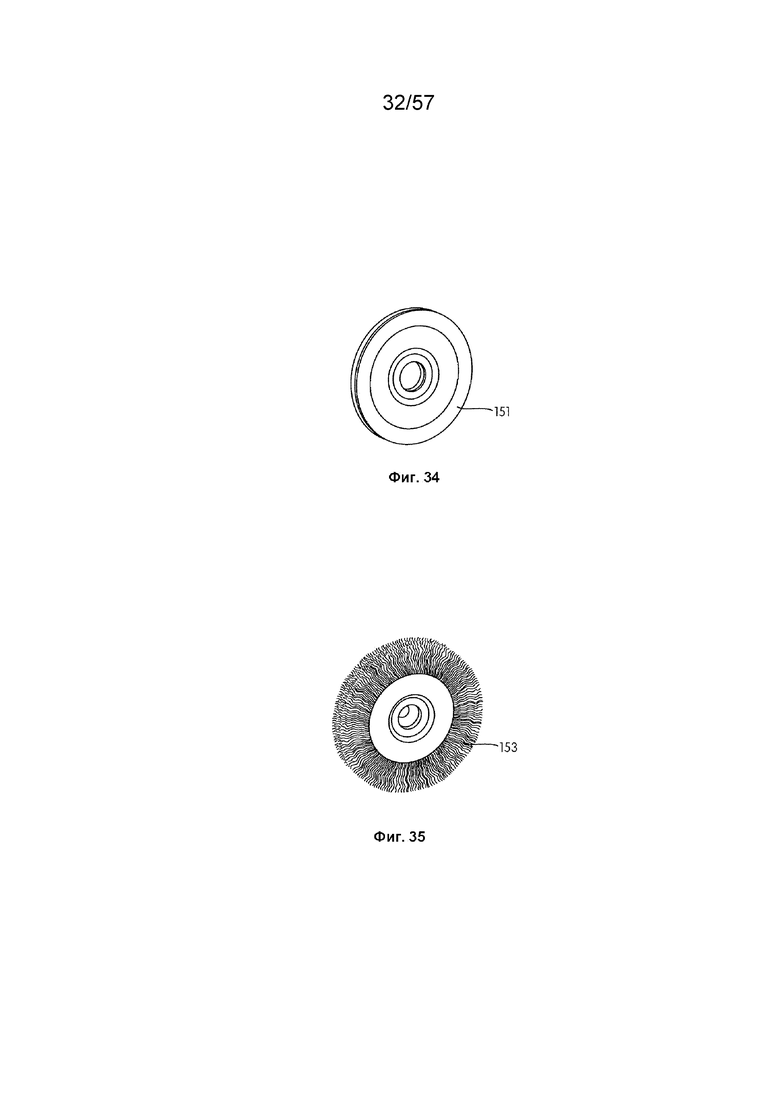
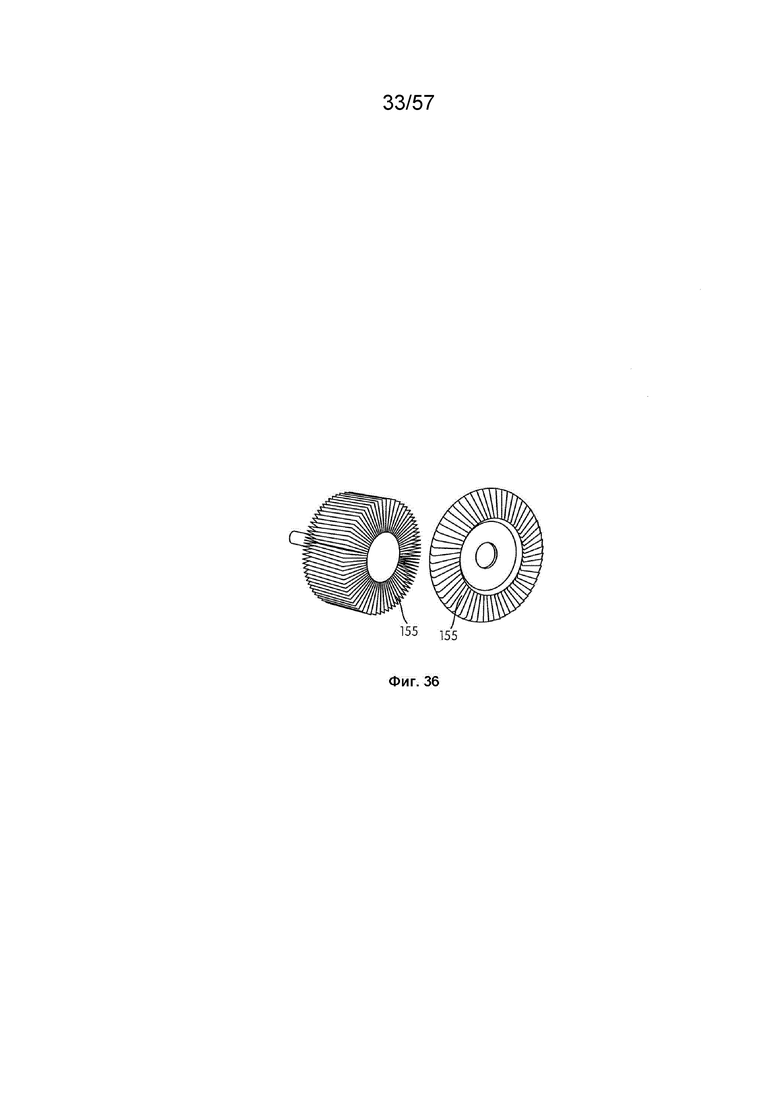
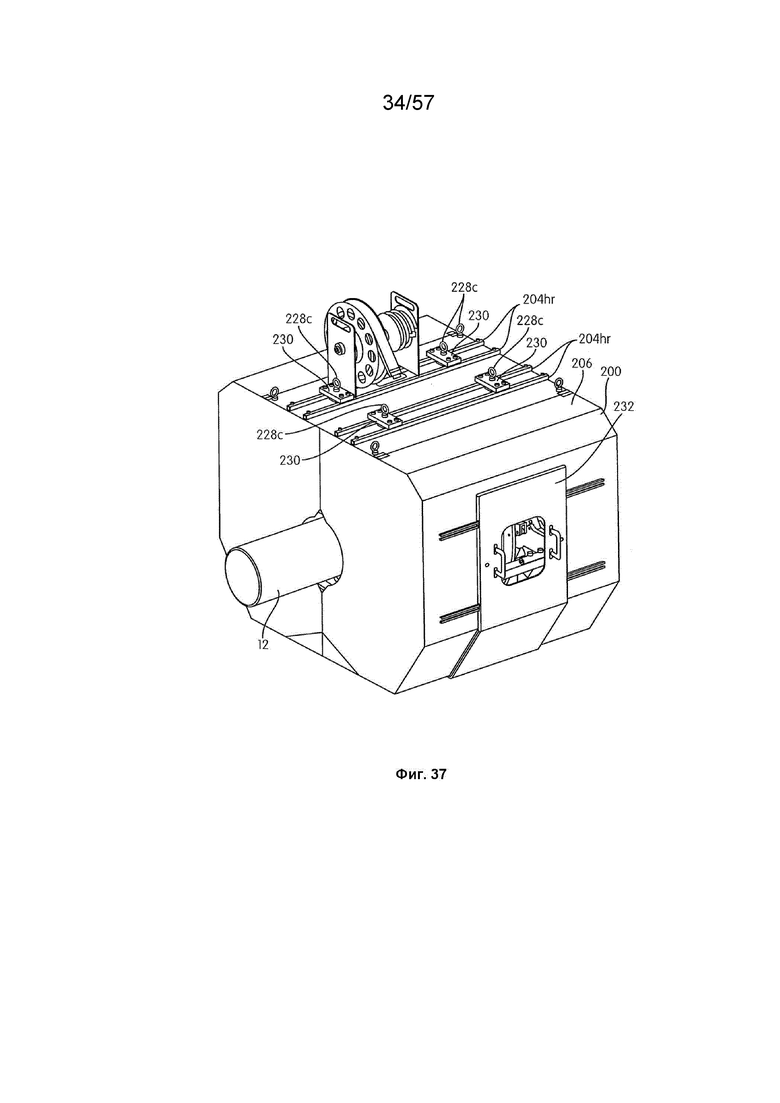
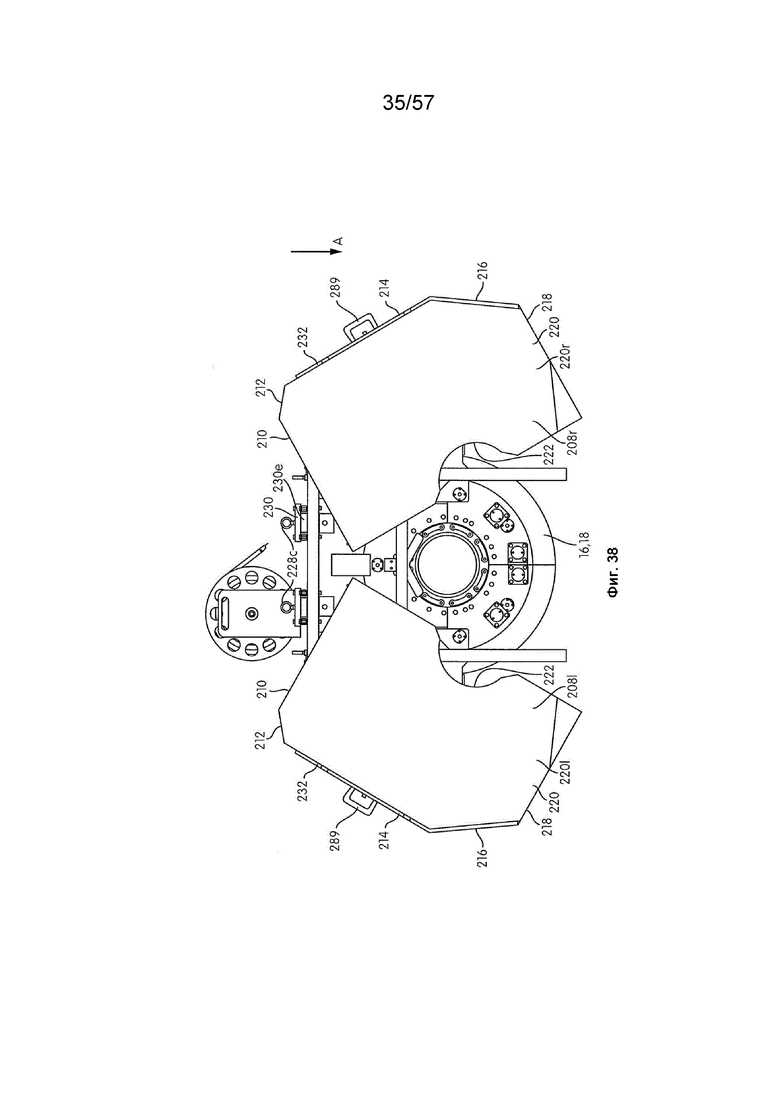
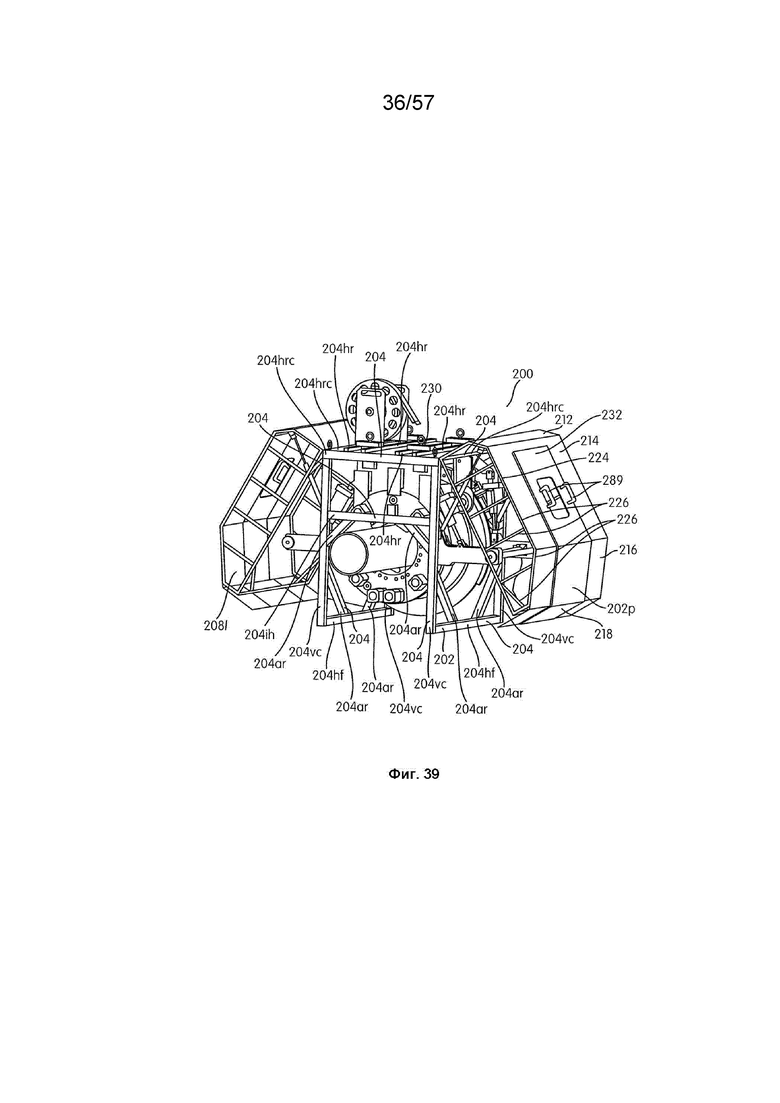
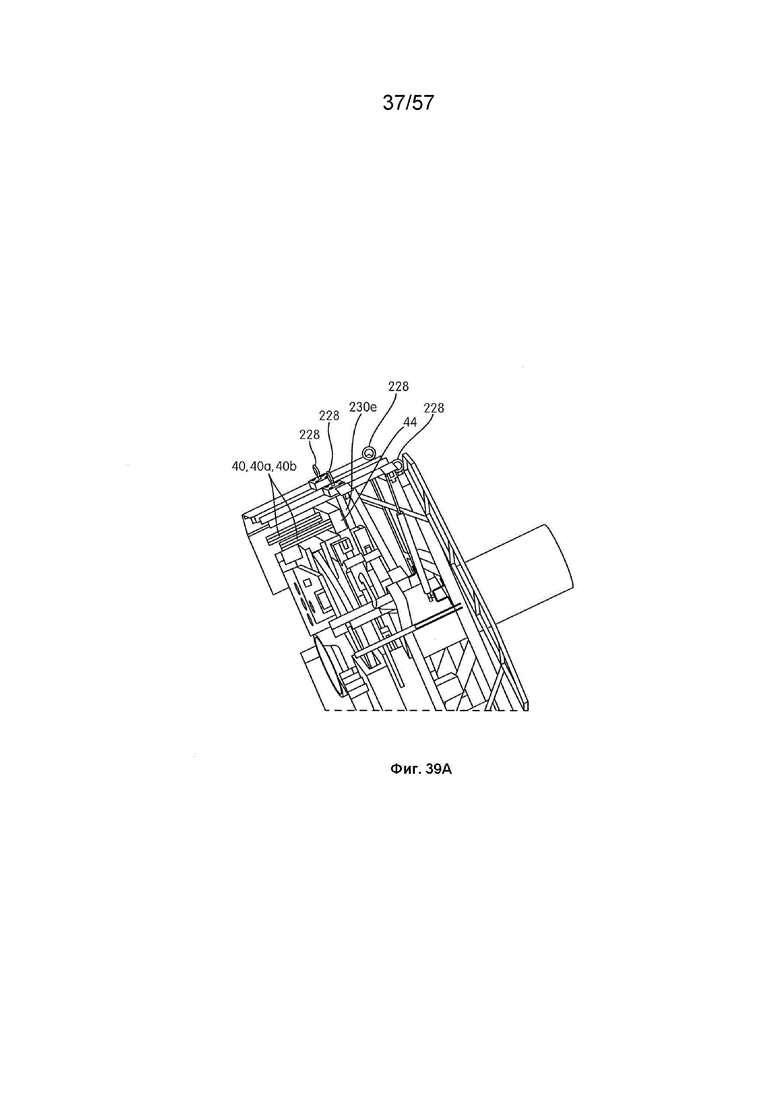
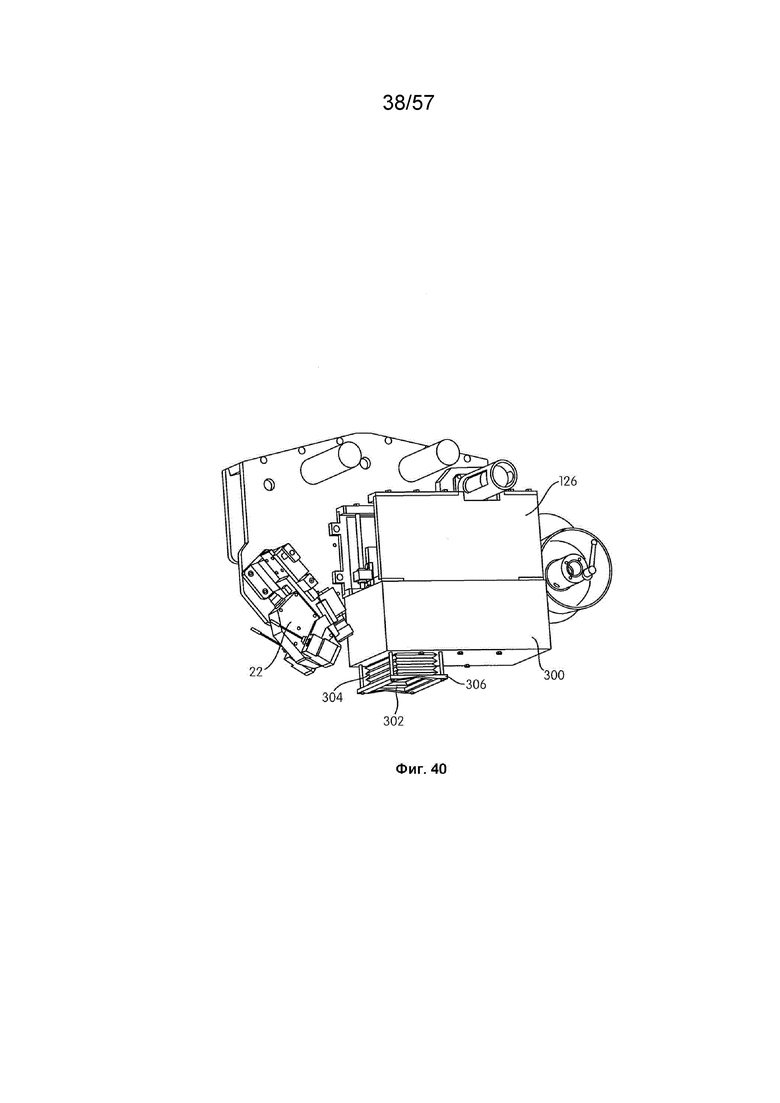
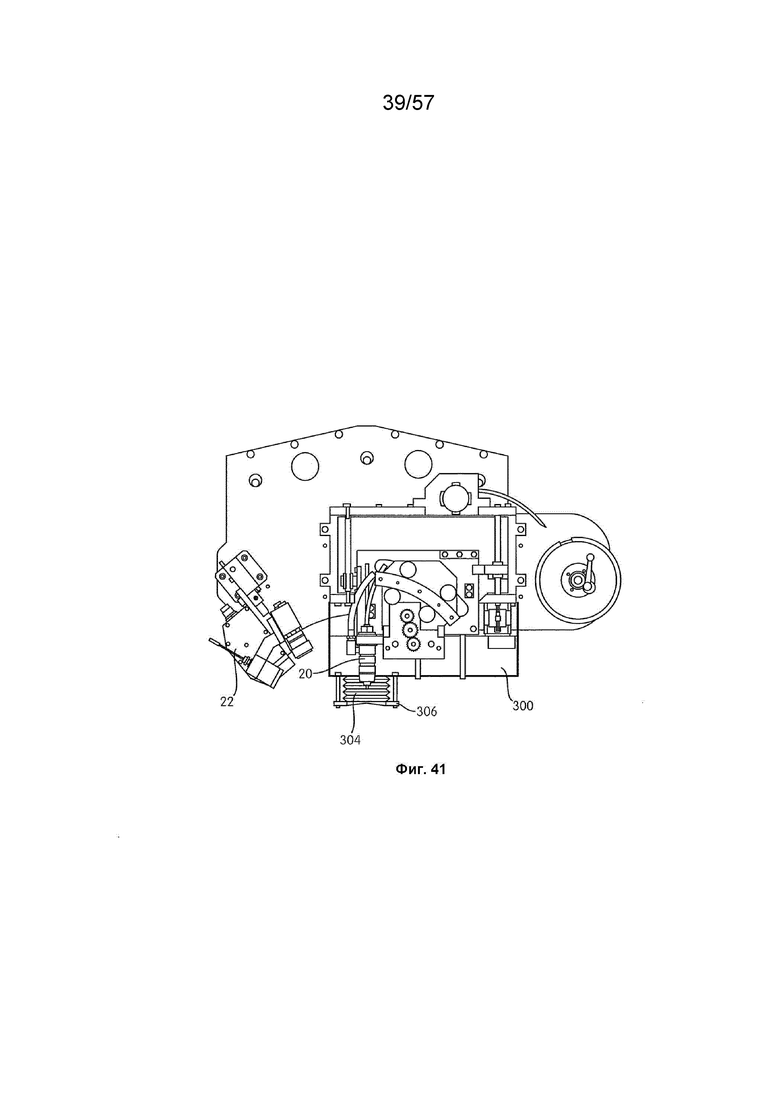
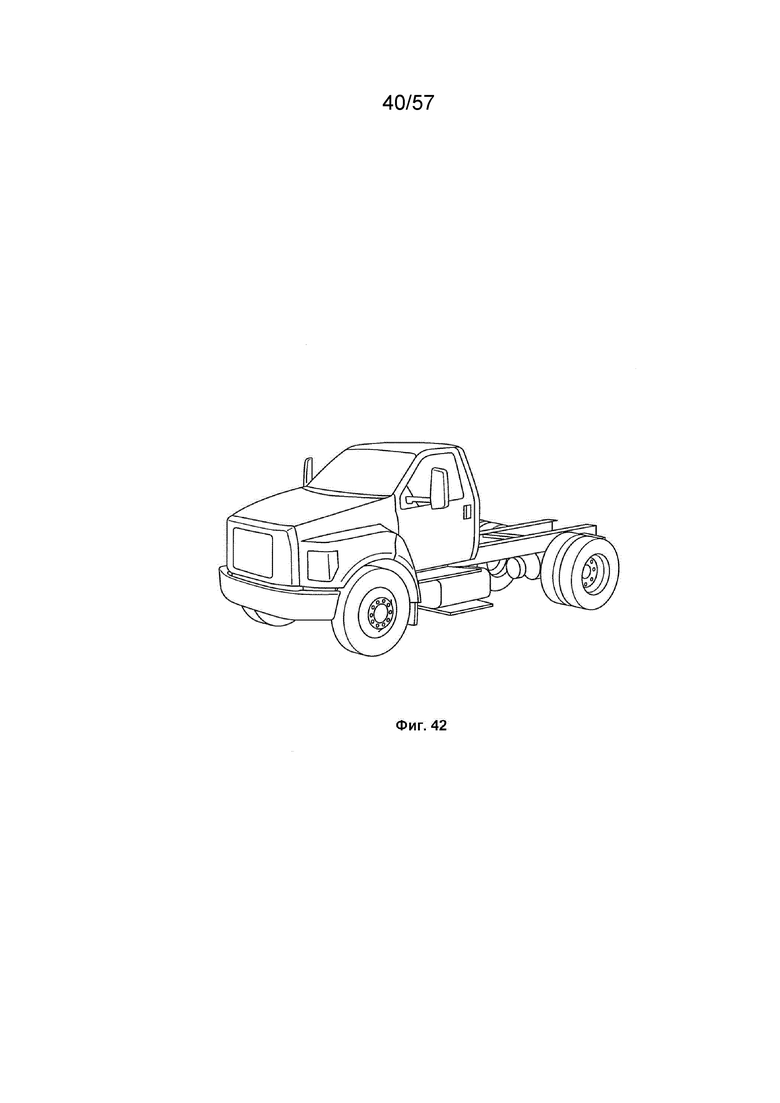
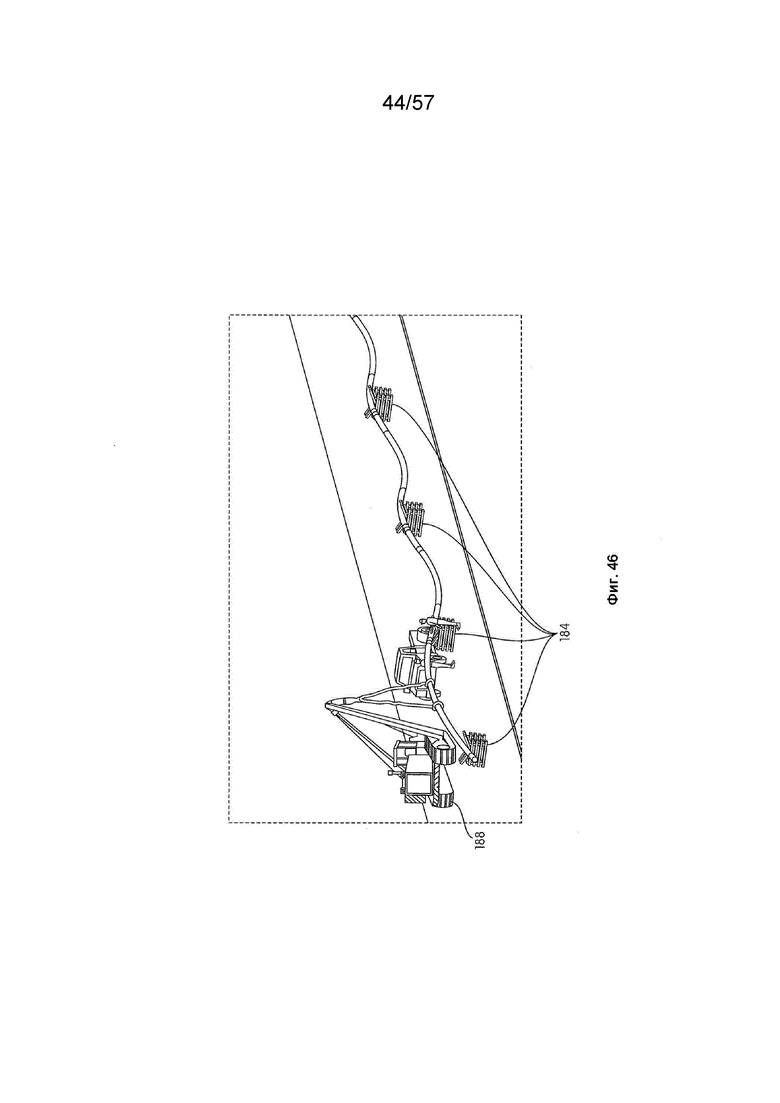
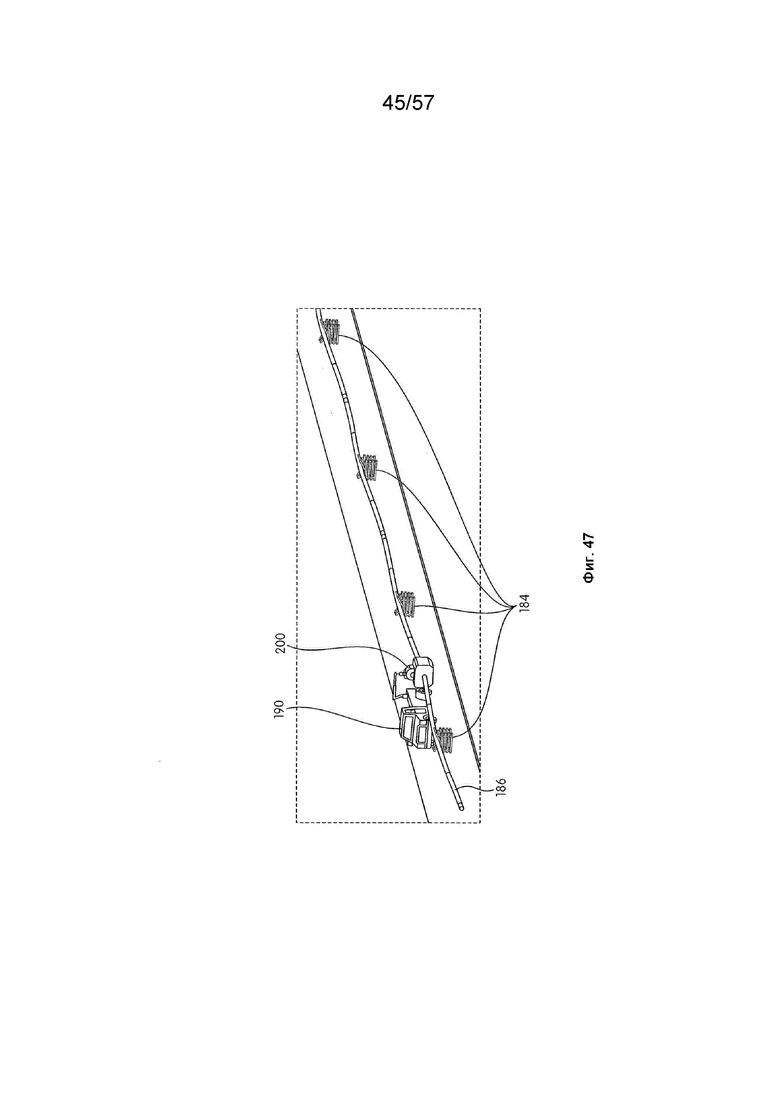
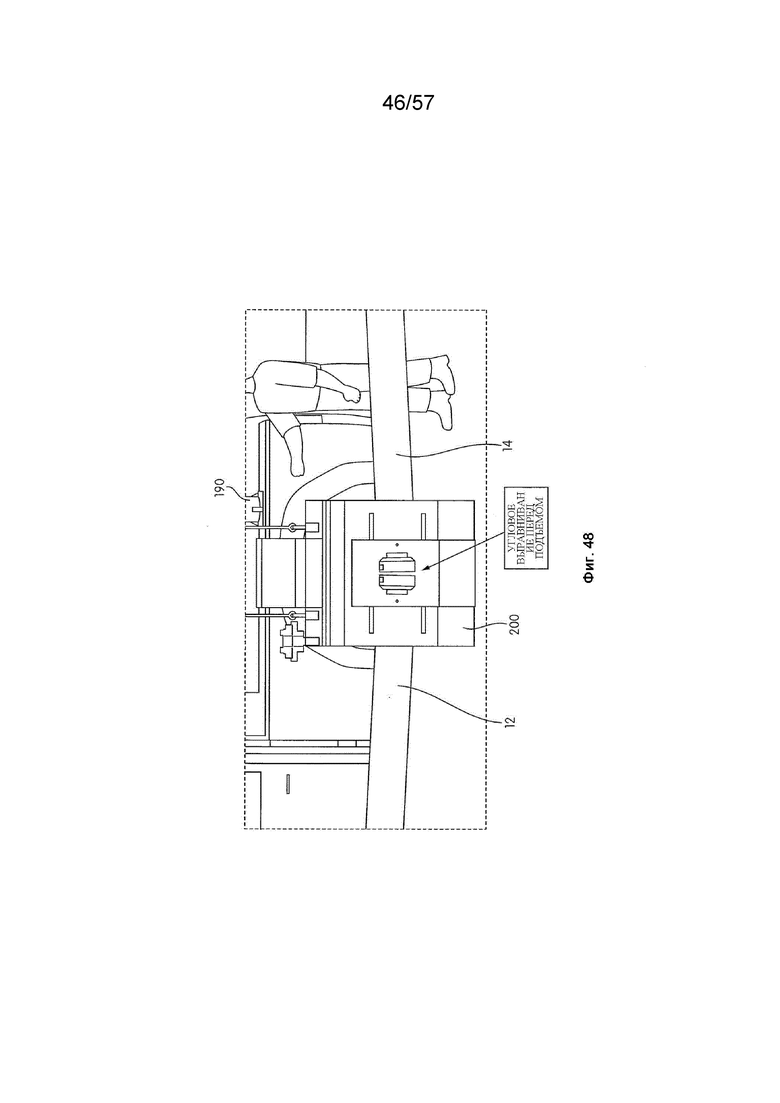
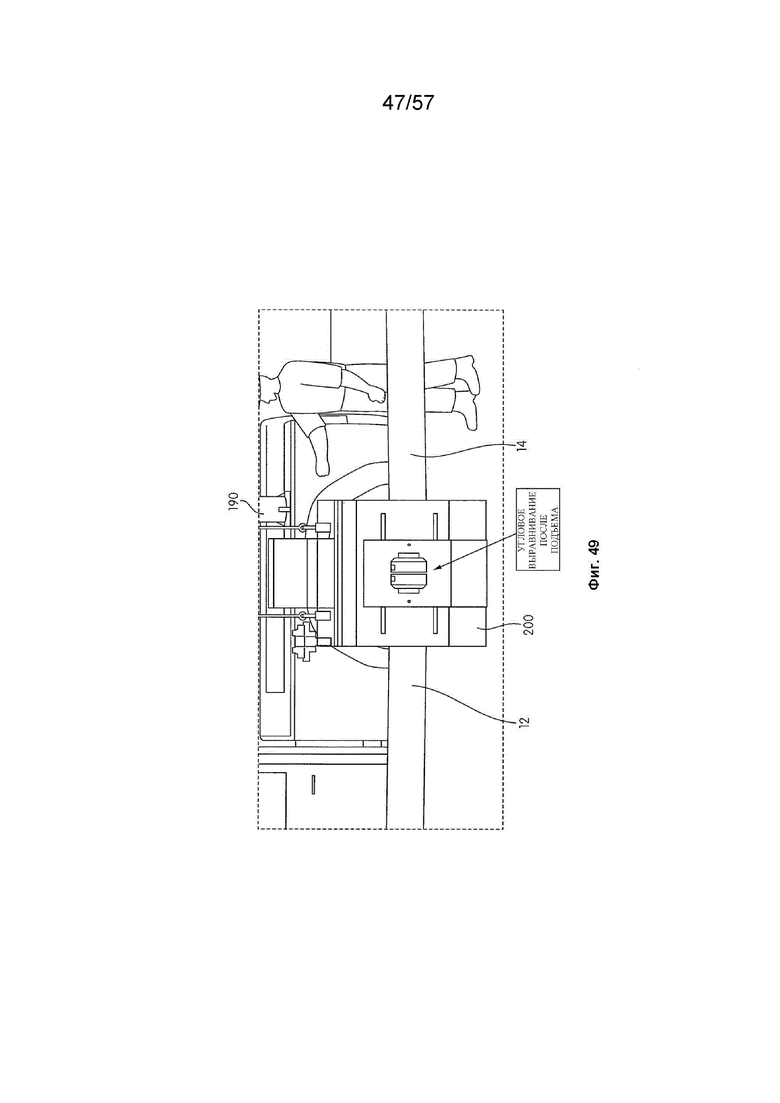
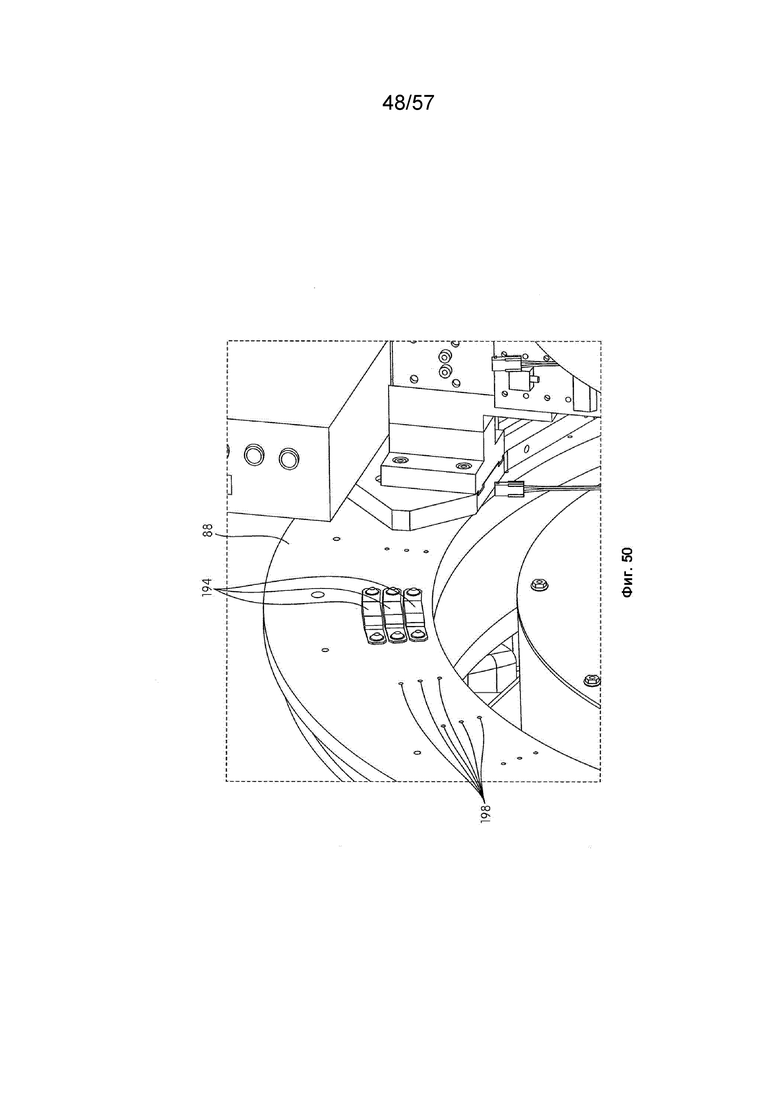
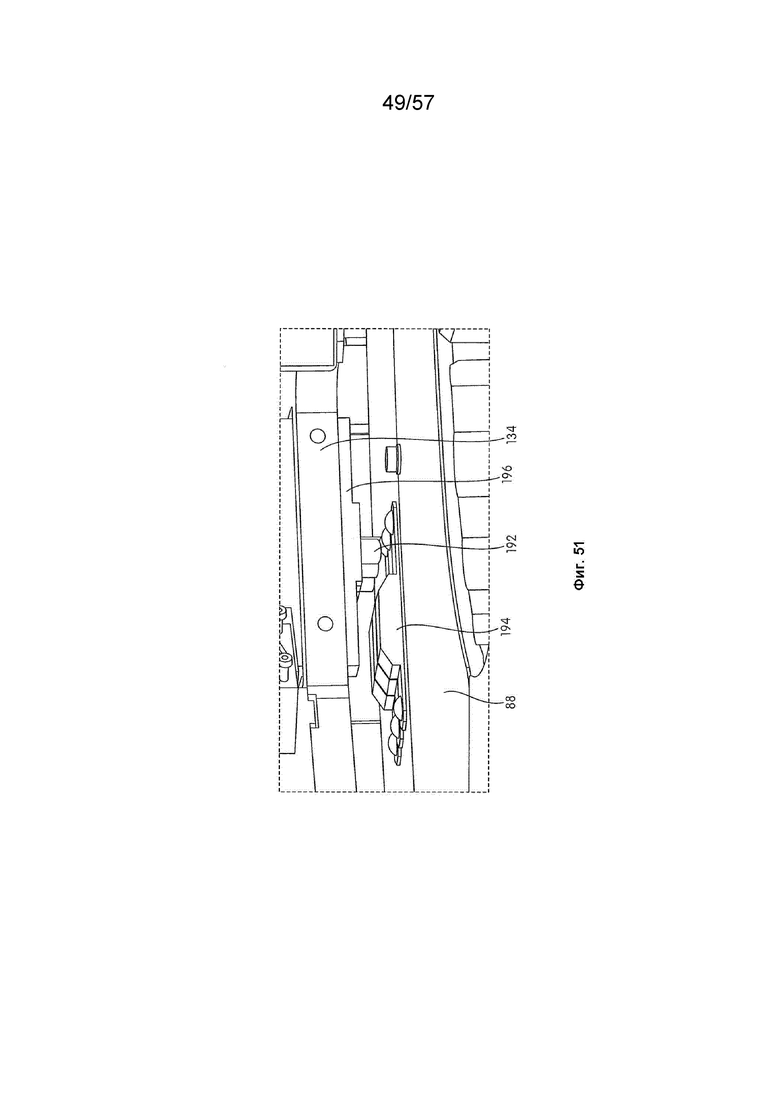
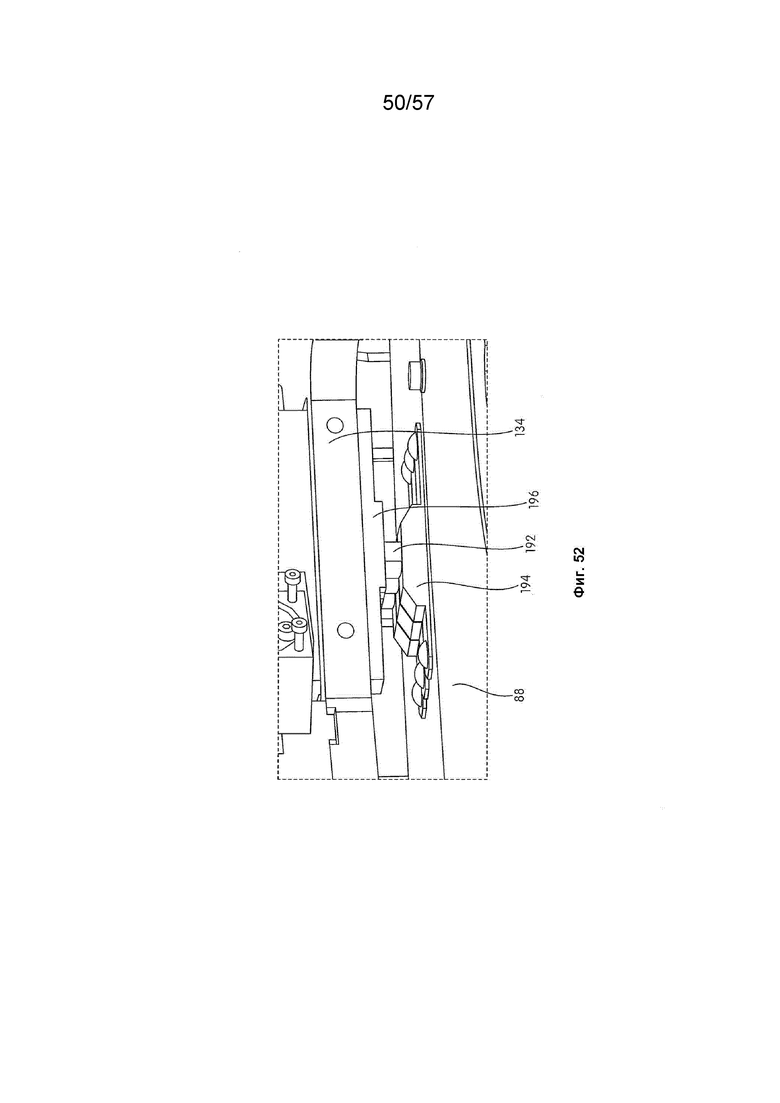
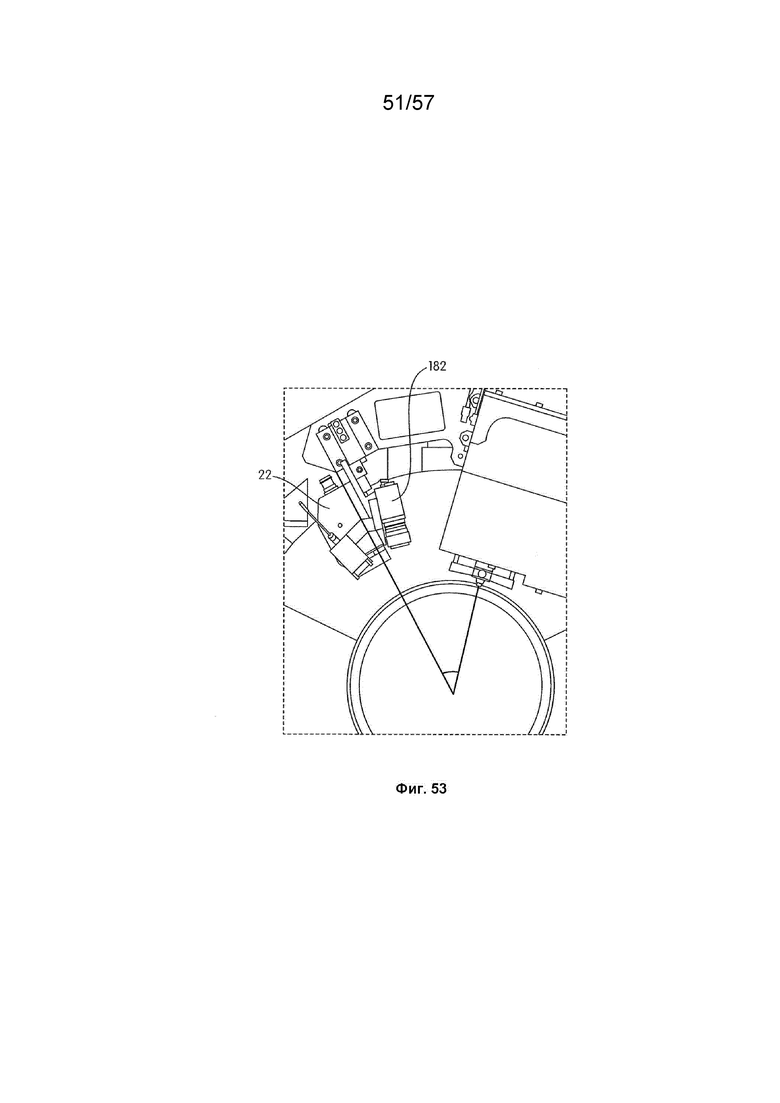
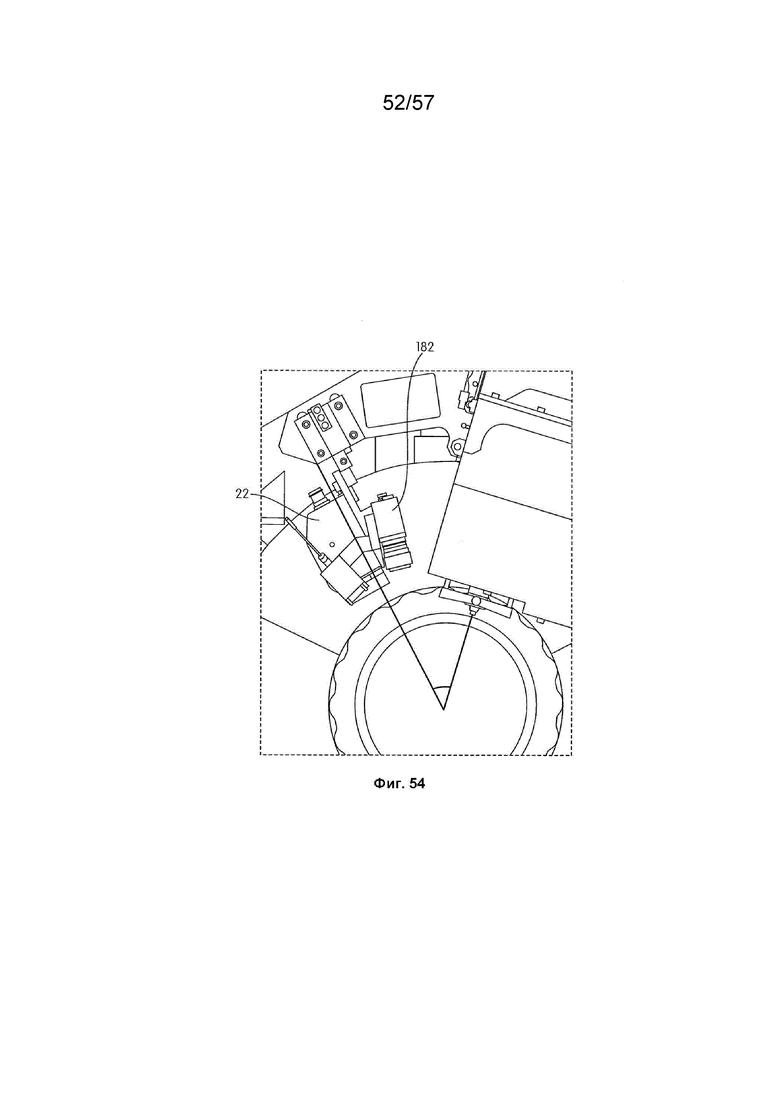
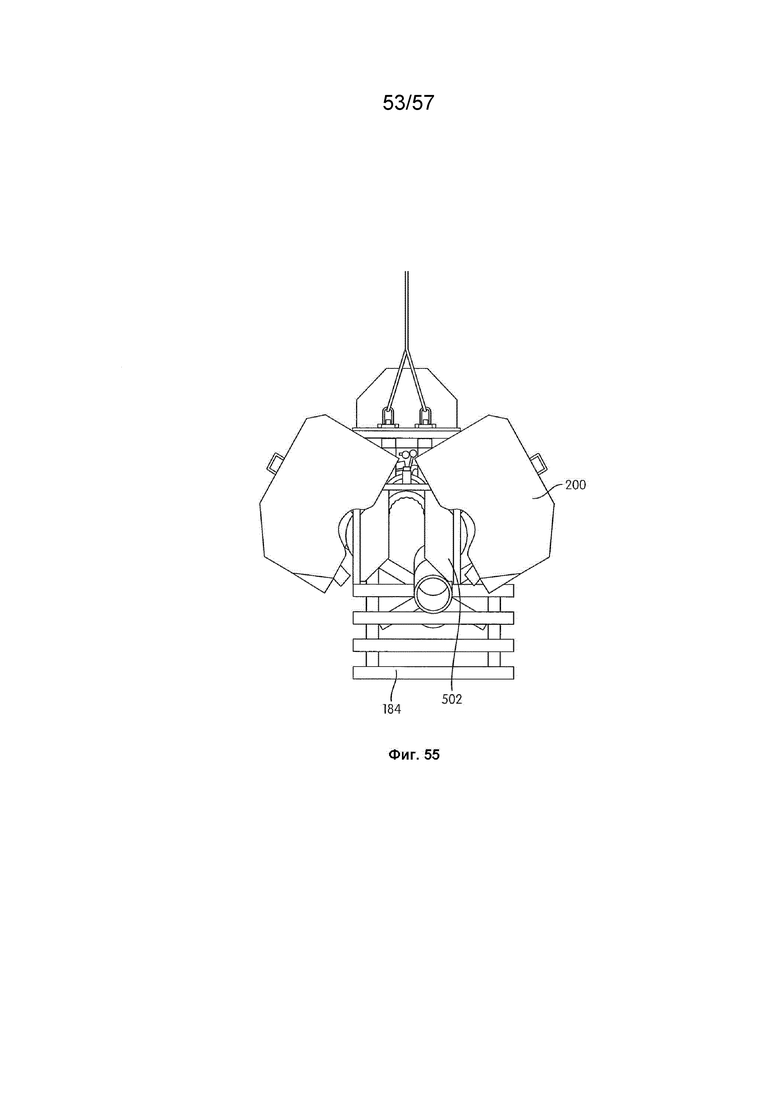
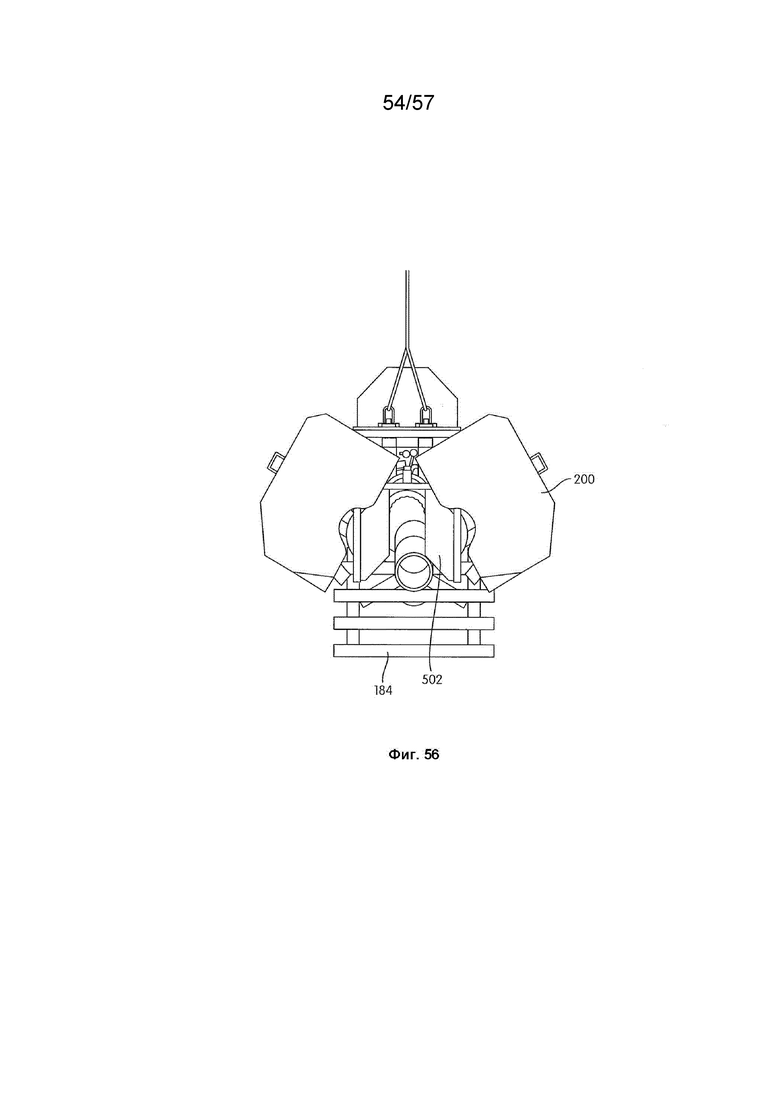
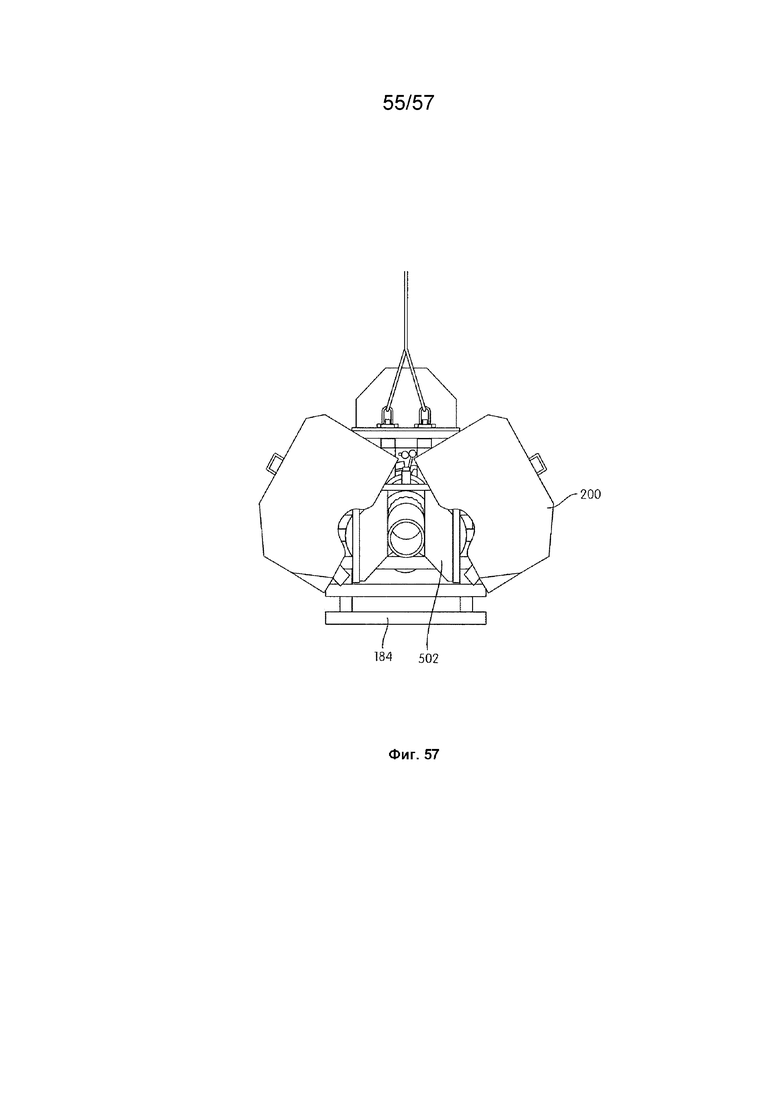
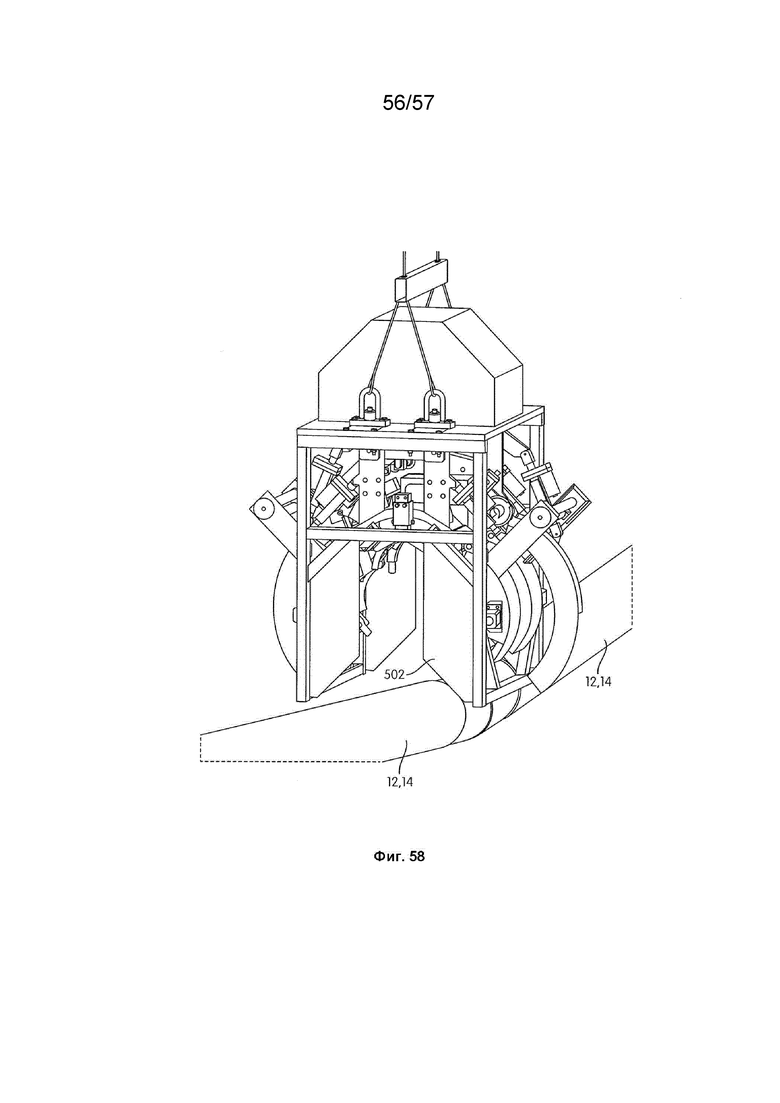
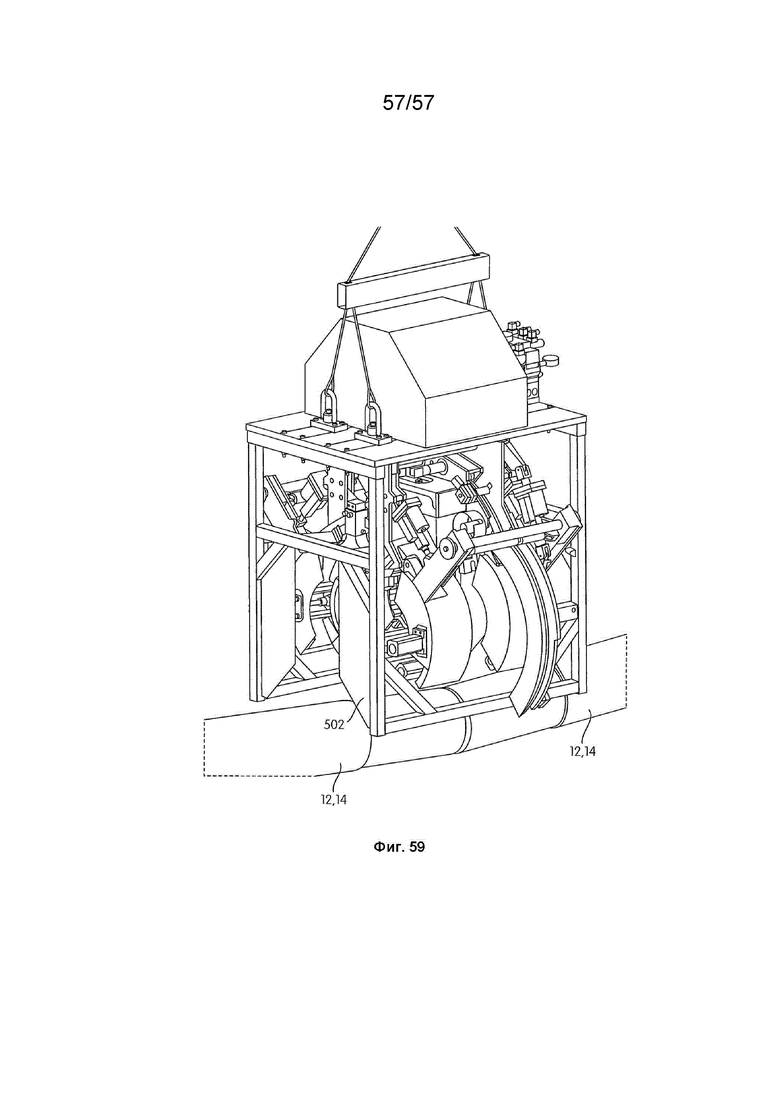
Изобретение относится к области трубосварочного производства. Представлены варианты выполнения систем для сварки труб, которые содержат первый и второй трубные хомуты для сцепления и фиксации с внешней поверхностью соответствующей трубы, сварочную горелку для образования сварного соединения между трубами, контрольный детектор, двигатель, функционально связанный с контрольным детектором для направления контрольного луча вдоль сварного соединения, один или большее количество процессоров, функционально связанных с контрольным детектором и выполненных с возможностью приведения контрольного детектора к сканированию сварного соединения для определения профиля сварного соединения между трубами, и шлифовальное устройство, выполненное с возможностью шлифования по меньшей мере части сварного соединения между трубами на основе определяемого профиля сварного соединения, при этом шлифовальное устройство может функционировать независимо от сварочной горелки, а система может быть снабжена защитным кожухом. Использование изобретения позволяет повысить качество соединения труб. 4 н. и 34 з.п. ф-лы, 59 ил.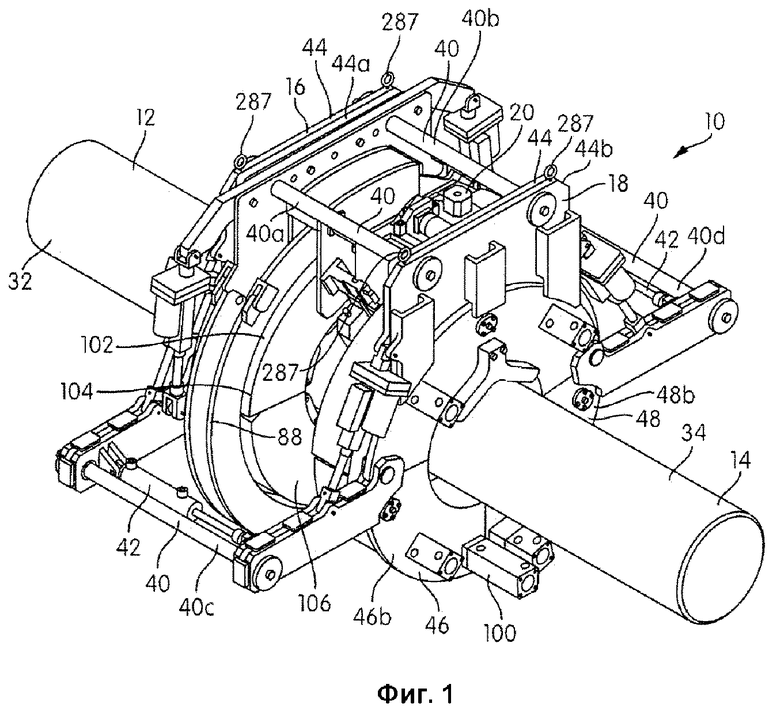
1. Система для сварки двух труб, содержащая:
- сварочное устройство, включающее в себя
первый трубный хомут, выполненный с возможностью сцепления с внешней поверхностью первой трубы, которое позволяет фиксацию первого трубного хомута относительно первой трубы,
второй трубный хомут, выполненный с возможностью сцепления с внешней поверхностью второй трубы, которое позволяет фиксацию второго трубного хомута относительно второй трубы,
сварочную горелку, выполненную с возможностью образования сварного соединения между трубами в области границы раздела между трубами,
контрольный детектор, выполненный с возможностью испускать контрольный луч излучения, и
двигатель, функционально связанный с контрольным детектором для направления контрольного луча излучения вдоль сварного соединения между трубами,
- один или большее количество процессоров, функционально связанных с контрольным детектором и выполненных с возможностью приведения контрольного детектора к сканированию сварного соединения между первой трубой и второй трубой, которые сцеплены с первым трубным хомутом и вторым трубным хомутом, соответственно, для определения профиля сварного соединения между трубами, и
- шлифовальную систему, функционально соединенную со сварочным устройством и содержащую шлифовальное устройство, выполненное с возможностью шлифования по меньшей мере части сварного соединения между трубами на основе определяемого профиля сварного соединения между трубами.
2. Система по п. 1, отличающаяся тем, что шлифовальное устройство выполнено с возможностью шлифования по меньшей мере начального положения сварного соединения, и при этом один или большее количество процессоров выполнены с возможностью приведения шлифовального устройства к шлифованию окружной длины от 2 градусов до 20 градусов.
3. Система по п. 1, отличающаяся тем, что шлифовальное устройство выполнено с возможностью шлифования по меньшей мере конечного положения сварного соединения, при этом один или большее количество процессоров выполнены с возможностью приведения шлифовального устройства к шлифованию окружной длины от 2 градусов до 20 градусов.
4. Система по п. 1, отличающаяся тем, что шлифовальное устройство выполнено с возможностью шлифования области перекрытия между начальной частью и конечной частью сварочного соединения.
5. Система по п. 1, отличающаяся тем, что сварочная горелка выполнена с возможностью образования первого слоя свариваемого материала, а шлифовальное устройство выполнено с возможностью шлифования всей окружности первого слоя свариваемого материала, при этом сварочная горелка выполнена с возможностью образования второго слоя свариваемого материала поверх шлифованного первого слоя свариваемого материала.
6. Система по п. 1, отличающаяся тем, что шлифовальное устройство выполнено с возможностью перемещения независимо от сварочной горелки для шлифования по меньшей мере части сварочного соединения.
7. Система по п. 1, отличающаяся тем, что контрольный детектор расположен между первым трубным хомутом и вторым трубным хомутом.
8. Система по п. 1, отличающаяся тем, что шлифовальное устройство выполнено с возможностью установки его положения на основе профиля сварного соединения между трубами.
9. Система по п. 1, отличающаяся тем, что контрольный детектор содержит излучатель, испускающий контрольный луч излучения, и приемник для получения контрольных сигналов отраженного излучения.
10. Система по п. 1, дополнительно содержащая один или большее количество двигателей сварочной горелки, при этом один или большее количество процессоров выполнены с возможностью управления одним или большим количеством двигателей сварочной горелки для управления положением и ориентацией сварочной горелки.
11. Система по п. 1, дополнительно содержащая один или большее количество двигателей шлифовального устройства, при этом один или большее количество процессоров выполнены с возможностью управления одним или большим количеством двигателей шлифовального устройства для управления положением и ориентацией шлифовального устройства.
12. Система по п. 1, отличающаяся тем, что один из первого трубного хомута и второго трубного хомута выполнен с возможностью быть подвижным по отношению к другому из первого трубного хомута и второго трубного хомута для контроля осевого зазора между трубами.
13. Система по п. 1, отличающаяся тем, что сварочная горелка выполнена с возможностью монтажа на элементе направляющей траектории, при этом элемент направляющей траектории расположен вокруг первого трубного хомута или второго трубного хомута таким образом, что сварочная горелка расположена между первым трубным хомутом и вторым трубным хомутом на одной линии с областью границы раздела между трубами.
14. Система по п. 1, отличающаяся тем, что сварочная горелка выполнена с возможностью монтажа на элементе направляющей траектории, при этом элемент направляющей траектории расположен вокруг области границы раздела между трубами и на одной с ней линии.
15. Система по п. 14, отличающаяся тем, что элемент направляющей траектории расположен между первым трубным хомутом и вторым трубным хомутом.
16. Система по п. 1, дополнительно содержащая элемент направляющей траектории, на котором подвижно смонтированы сварочная горелка и шлифовальное устройство, причем шлифовальное устройство выполнено с возможностью перемещения независимо от сварочной горелки.
17. Система по п. 1, отличающаяся тем, что первый трубный хомут и второй трубный хомут содержат конфигурацию клинового зажима.
18. Система по п. 1, дополнительно содержащая систему вихревых токов, выполненную с возможностью контроля сварного соединения.
19. Система по п. 1, отличающаяся тем, что сварочная горелка функционально связана с двигателем сварочной горелки, который функционально связан с одним или большим количеством процессоров для управления движением сварочной горелки вдоль сварочного соединения во время сварочной операции.
20. Система для сварки двух труб, содержащая:
- первый трубный хомут, выполненный с возможностью сцепления с внешней поверхностью первой трубы, которая позволяет фиксацию первого трубного хомута относительно первой трубы,
- второй трубный хомут, выполненный с возможностью сцепления с внешней поверхностью второй трубы, которая позволяет фиксацию второго трубного хомута относительно второй трубы,
- сварочную горелку, выполненную с возможностью образования сварного соединения между трубами в области границы раздела между трубами,
- контрольный детектор, выполненный с возможностью испускать контрольный луч излучения,
- двигатель, функционально связанный с контрольным детектором для направления контрольного луча излучения вдоль сварного соединения между трубами,
- один или большее количество процессоров, функционально связанных с контрольным детектором для определения профиля сварного соединения между трубами, и
- шлифовальное устройство, выполненное с возможностью шлифования по меньшей мере части сварного соединения между трубами на основе профиля сварного соединения между трубами,
при этом шлифовальное устройство выполнено с возможностью шлифования по меньшей мере части сварного соединения одновременно с формированием сварочной горелкой по меньшей мере другой части сварочного соединения.
21. Система для сварки двух труб, содержащая:
- узел трубных хомутов, содержащий первый трубный хомут и второй трубный хомут, причем первый трубный хомут выполнен с возможностью зацепления с внешней поверхностью первой трубы для обеспечения фиксации первого трубного хомута по отношению к первой трубе, а второй трубный хомут выполнен с возможностью зацепления с внешней поверхностью второй трубы для обеспечения фиксации второго трубного хомута по отношению ко второй трубе,
- внешнюю сварочную горелку, функционально соединенную с узлом трубных хомутов и выполненную с возможностью образования сварного соединения между первой и второй трубами в области границы раздела между первой и второй трубами, и
- кожух, функционально соединенный с узлом трубных хомутов и выполненный с возможностью охватывания внешней сварочной горелки и области границы раздела между первой и второй трубами,
при этом кожух включает в себя верхнюю стенку и периферийные боковые стенки, проходящие от верхней стенки, причем верхняя стенка и боковые стенки образуют внутреннее пространство для охватывания внешней сварочной горелки и области границы раздела между первой и второй трубами.
22. Система по п. 21, отличающаяся тем, что кожух выполнен с возможностью охватывания первого и второго трубных хомутов.
23. Система по п. 22, отличающаяся тем, что первый трубный хомут содержит первую неповоротную часть, а второй трубный хомут содержит вторую неповоротную часть, и при этом первая неповоротная часть и вторая неповоротная часть выполнены и размещены с возможностью соединения друг с другом с помощью направляющего элемента.
24. Система по п. 22, отличающаяся тем, что кожух содержит раму, при этом часть рамы выполнена и размещена с возможностью соединения с направляющим элементом.
25. Система по п. 24, отличающаяся тем, что кожух дополнительно содержит замыкающие узлы, которые шарнирно соединены с рамой, при этом каждый замыкающий узел содержит дверцу доступа.
26. Система для сварки двух труб, содержащая:
- первый трубный хомут, выполненный с возможностью сцепления с внешней поверхностью первой трубы, которая позволяет фиксацию первого трубного хомута относительно первой трубы,
- второй трубный хомут, выполненный с возможностью сцепления с внешней поверхностью второй трубы, которая позволяет фиксацию второго трубного хомута относительно второй трубы,
причем первый трубный хомут и второй трубный хомут выполнены с возможностью удержания первой трубы и второй трубы в фиксированном положении друг относительно друга с расположением торец к торцу, формируя область границы раздела между трубами готовую для сварки,
- внешнюю сварочную горелку, выполненную с возможностью образования сварного шва между первой и второй трубами в области границы раздела между первой и второй трубами при сцеплении первого и второго трубных хомутов с внешними поверхностями первой и второй труб и при их фиксации соответственно относительно первой и второй труб,
- контрольный детектор, выполненный с возможностью испускать контрольный луч излучения, и
- один или большее количество процессоров, функционально связанных с контрольным детектором и выполненных с возможностью приведения контрольного детектора к сканированию области границы раздела между первой и второй трубами после сцепления первого трубного хомута и второго трубного хомута с первой трубой и второй трубой, соответственно, для определения профиля области границы раздела между первой и второй трубами,
при этом один или большее количество процессоров выполнены с возможностью управления положением и ориентацией внешней сварочной горелки для образования сварного шва между первой и второй трубами на основании определяемого профиля области границы раздела между первой и второй трубами.
27. Система по п. 26, дополнительно содержащая двигатель, функционально связанный с контрольным детектором для направления контрольного луча излучения вдоль сварного соединения между трубами.
28. Система по п. 27, дополнительно содержащая один или большее количество процессоров, функционально связанных с контрольным детектором для определения профиля сварного соединения между трубами.
29. Система по п. 26, отличающаяся тем, что один из первого трубного хомута и второго трубного хомута выполнен с возможностью быть подвижным по отношению к другому из первого трубного хомута и второго трубного хомута для контроля осевого зазора между трубами.
30. Система по п. 26, отличающаяся тем, что контрольный детектор расположен между первым трубным хомутом и вторым трубным хомутом.
31. Система по п. 26, отличающаяся тем, что контрольный детектор содержит излучатель, испускающий контрольный луч излучения, и приемник для получения контрольных сигналов отраженного излучения.
32. Система по п. 28, дополнительно содержащая один или большее количество двигателей сварочной горелки, при этом один или большее количество процессоров выполнены с возможностью управления одним или большим количеством двигателей сварочной горелки для управления положением и ориентацией сварочной горелки.
33. Система по п. 26, отличающаяся тем, что сварочная горелка выполнена с возможностью монтажа на элементе направляющей траектории, который расположен вокруг первого трубного хомута или второго трубного хомута таким образом, что сварочная горелка расположена между первым трубным хомутом и вторым трубным хомутом на одной линии с областью границы раздела между трубами.
34. Система по п. 26, отличающаяся тем, что сварочная горелка выполнена с возможностью монтажа на элементе направляющей траектории, при этом элемент направляющей траектории расположен вокруг области границы раздела между трубами на одной с ней линией.
35. Система по п. 34, отличающаяся тем, что элемент направляющей траектории расположен между первым трубным хомутом и вторым трубным хомутом.
36. Система по п. 26, отличающаяся тем, что первый трубный хомут и второй трубный хомут содержат конфигурацию клинового зажима.
37. Система по п. 26, дополнительно содержащая систему вихревых токов, выполненную с возможностью контроля сварного соединения.
38. Система по п. 26, отличающаяся тем, что сварочная горелка функционально связана с двигателем сварочной горелки, при этом двигатель сварочной горелки функционально связан с одним или большим количеством процессоров для управления движением сварочной горелки вдоль сварочного соединения во время сварочной операции.
| WO 2016153562 A1, 29.09.2016 | |||
| СПОСОБ ВЫРАВНИВАНИЯ КРОМОК ТРУБ В СТЫКЕ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2420686C2 |
| WO 2007097589 A2, 30.08.2007 | |||
| US 4144992 А, 20.03.1979 | |||
| US 4750662 А, 14.06.1988 | |||
| US 2013008548 А1, 10.01.2013. | |||

