ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к выполненному дуговой сваркой угловому соединению и способу его образования и является особенно предпочтительным в использовании для дуговой сварки угловым швом множества металлических элементов.
УРОВЕНЬ ТЕХНИКИ
[0002] В области автомобилестроения, например, улучшение аварийной безопасности необходимо вместе с улучшением расхода топлива за счет уменьшения веса кузовов транспортных средств для защиты окружающей среды. Таким образом, использование высокопрочных стальных пластин для уменьшения толщины и оптимизации конструкции кузова транспортного средства до этого времени реализовывалось различными путями так, чтобы достигать уменьшения веса кузовов транспортных средств и улучшения аварийной безопасности.
[0003] Усталостная прочность также необходима в высокопрочных стальных пластинах для уменьшения веса кузовов транспортных средств. В общем, усталостная прочность исходного материала увеличивается пропорционально прочности стальных пластин, но известно, что усталостная прочность сварного соединения увеличивается слабо, даже когда прочность стальных пластин увеличена. Это препятствует уменьшению веса кузовов транспортных средств за счет использования высокопрочных стальных пластин.
В частности, вес несущих элементов, таких как рычаги подвески и подрамники, трудно уменьшить, так как усталостная прочность сварных участков будет этому препятствовать. В общем, дуговая сварка угловым швом используется для сварки таких элементов днища, и, таким образом, необходимо решить задачу увеличения усталостной прочности выполненных дуговой сваркой угловых соединений. Далее по необходимости "выполненное дуговой сваркой угловое соединение" будет обозначено как "сварное угловое соединение".
[0004] Для решения такой задачи, основываясь на знании того, что усталостная прочность нахлесточного сварного углового соединения имеет отношение к радиусу изгиба участка кромки и этот радиус изгиба зависит от химических компонентов металла сварного шва, патентный документ 1 раскрывает способ увеличения радиуса изгиба участка кромки за счет оптимизации химических компонентов металла сварного шва так, чтобы уменьшать концентрацию напряжения и улучшать усталостную прочность.
Однако способ, раскрытый в патентном документе 1, не имеет эффекта уменьшения концентрации напряжения на участке корня. Дополнительно, когда концентрация напряжения на участке кромки уменьшается, концентрация напряжения на участке корня становится относительно явной, и усталостное разрушение может возникать на участке корня, являющемся начальной точкой.
[0005] Патентный документ 2 раскрывает конструкцию валика сварного шва, в которой концевая поверхность другой стальной пластины упирается в одну поверхность стальной пластины, угловой валик образован на обеих сторонах упертого участка, и, более того, этот валик сварного шва продолжается.
Конструкция валика сварного шва, раскрытая в патентном документе 2, должна ослаблять концентрацию напряжения участка кромки за счет сохранения участка кромки на расстоянии от концевого участка другой стальной пластины. Однако это не дает уменьшения концентрации напряжения в участке корня. Более того, в нахлесточном сварном угловом соединении почти отсутствует эффект уменьшения концентрации напряжения в участке кромки, при этом невозможно эффективно предотвращать появление усталостного разрушения.
[0006] Дополнительно, патентный документ 3 предлагает технологию уменьшения остаточного напряжения и концентрации напряжения в сварном участке и увеличения усталостной прочности за счет выполнения угловой сварки главной пластины и реберной пластины при сварке по периметру реберной пластины, охлаждая их после этого до комнатной температуры, и расположения линейного сварного шва на концевом участке реберной пластины, имеющего длину, большую, чем "толщина реберной пластины + 2 × длину катета угловой сварки", на длину, равную или большую "2 × длину катета угловой сварки".
[0007] Однако технология, описанная в патентном документе 3, предназначена для стального материала, который представляет собой толстую пластину 15 мм - 25 мм и не может быть применен к сварному участку тонкой стальной пластины приблизительно 3,6 мм или менее, которая используется для элементов днища или т.п. автомобилей.
В особенности, в T-образном соединении тонкой пластины с учетом эффективности сварки угловая сварка с обеих сторон вертикальной пластины (пластины, соответствующей реберной пластине) выполняется редко. Дополнительно, когда выполняется сварка концевого участка тонкой пластины, например, сварка по периметру, концевой участок сварного участка вертикальной пластины расплавляется из-за поступления тепла во время сварки, и возникает дефект подреза.
[0008] Более того, в отношении остаточного напряжения в сварном участке, который представляет проблему в патентном документе 3, остаточное напряжение в сварном участке увеличивается из-за ограничений самого исходного материала в сварном участке толстой пластины. При этом, при сварке тонкой пластины остаточное напряжение является относительно маленьким, так как пластина может легко деформироваться из плоскости. С другой стороны, так как внеплоскостная деформация легко возникает в тонколистовом сварном элементе, сварной участок искривляется, когда вводится растягивающая нагрузка, и концентрация напряжения может увеличиваться не только на участке кромки сварного шва, но и на участке корня, что делает необходимым рассмотрение технологии предотвращения трещины, возникающей из-за них.
[0009] Как описано выше, в разных формах соединения, например нахлесточном сварном угловом соединении и одностороннем выполненном дуговой сваркой угловом соединении, если прикладывается нагрузка, которая может вызывать раскрытие участка корня, степень концентрации напряжения может становиться больше на участке корня, чем на участке кромки. Однако здесь не предложена технология уменьшения концентрации напряжения на участке корня и эффективного предотвращения появления усталостного разрушения участка корня, являющегося начальной точкой.
СПИСОК ПРОТИВОПОСТАВЛЕННОЙ ПАТЕНТНОЙ ЛИТЕРАТУРЫ
ПАТЕНТНЫЙ ДОКУМЕНТ
[0010] Патентный документ 1: выложенная патентная публикация Японии №06-340947
Патентный документ 2: выложенная патентная публикация Японии №09-253843
Патентный документ 3: выложенная патентная публикация Японии №08-19860
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0011] Настоящее изобретение выполнено с учетом вышеописанной ситуации, и его задачей является предотвращение появления усталостного разрушения на одном или обоих участке кромки и участке корня, являющихся начальной точкой, в выполненном дуговой сваркой угловом соединении металлических элементов.
РЕШЕНИЕ ПРОБЛЕМЫ
[0012] Авторы изобретения тщательно изучили способы решения вышеописанной проблемы. В результате, они обнаружили, что усталостная прочность сварного соединения значительно улучшается за счет образования, с угловым валиком, являющимся начальной точкой, по меньшей мере одного валика в дополнение к угловому валику с возможностью иметь требуемый угол в той же плоскости, что и угловой валик на поверхности по меньшей мере одного из металлических элементов в сварном соединении, образованном дуговой сваркой угловым швом металлического элемента и металлического элемента.
[0013] Настоящее изобретение выполнено, основываясь на выше приведенном знании, и его суть заключается в следующем.
Выполненное дуговой сваркой угловое соединение настоящего изобретения представляет собой выполненное дуговой сваркой угловое соединение, образованное дуговой сваркой угловым швом металлического элемента и металлического элемента, при этом выполненное дуговой сваркой угловое соединение включает:
по меньшей мере один валик жесткости (т.е обеспечивающий жесткость), образованный дуговой сваркой на поверхности по меньшей мере одного из металлических элементов в дополнение к угловому шву, образованному дуговой сваркой угловым швом,
причем валик жесткости образован с возможностью иметь угол 45°-135° в отношении к угловому шву и с возможностью перекрывать угловой шов и образован с возможностью удовлетворять условиям (a1), (b) и (с) ниже.
(a1) Общая сумма l длин валиков жесткости ≥L×0,5,
(b) Высота h валиков жесткости ≥t/2,
(c) Ширина w валиков жесткости ≥2,5t,
L: Длина (мм) углового валика,
t: Толщина (мм) металлического элемента, на котором образован валик жесткости.
[0014] Дополнительно, другой пример выполненного дуговой сваркой углового соединения настоящего изобретения представляет собой выполненное дуговой сваркой угловое соединение, образованное дуговой сваркой угловым швом металлического элемента и металлического элемента, при этом выполненное дуговой сваркой угловое соединение включает:
по меньшей мере один валик жесткости, образованный дуговой сваркой на поверхности по меньшей мере одного из металлических элементов в дополнение к угловому шву, образованному дуговой сваркой,
причем валик жесткости образован с возможностью иметь угол 45°-135° в отношении к угловому шву и с возможностью перекрываться с угловым швом в пределах диапазона от положения по меньшей мере одного из начального края и концевого края углового шва до положения, отделенного от него на 1/4 длины углового шва вдоль направления, в котором образован угловой шов, и образован с возможностью удовлетворять условиям (а2), (b) и (с) ниже:
(а2) Длина l одного валика жесткости ≥max {2×Wf, D},
(b) Высота h валика жесткости ≥t/2,
(c) Ширина w валика жесткости ≥2,5t,
Wf: Ширина (мм) углового валика,
D: Расстояние (мм) между валиком жесткости и положением края, ближнего к этому валику жесткости, из положений начального края и концевого края углового шва,
max {2×Wf, D}: Большее значение из 2×Wf и D,
L: Длина (мм) углового шва
t: Толщина (мм) металлического элемента, на котором образован валик жесткости.
[0015] Дополнительно, количество n валиков жесткости, образованных в отношении к угловому шву, может удовлетворять условию (d) ниже:
(d) L/n≤50t,
L: Длина валика (мм) угловых валиков,
t: Толщина (мм) металлического элемента, на котором образован валик жесткости.
[0016] Дополнительно, валик жесткости может быть образован на поверхности одного из металлических элементов с угловым швом, являющимся начальной точкой.
Дополнительно, валик жесткости может быть образован на поверхности обоих металлических элементов поперечно угловому шву.
[0017] Дополнительно, сварное соединение может быть нахлесточным сварным соединением, образованным перекрытием металлического элемента и металлического элемента и дуговой сваркой угловым швом этих металлических элементов.
Дополнительно, в первом аспекте и втором аспекте выполненного дуговой сваркой углового соединения сварное соединение может быть тавровым сварным соединением, образованным размещением концевого участка металлического элемента на поверхности металлического элемента и дуговой сваркой угловым швом концевого участка и этой поверхности.
[0018] Дополнительно, способ образования выполненного дуговой сваркой углового соединения представляет собой способ образования выполненного дуговой сваркой углового соединения дуговой сваркой угловым швом металлического элемента и металлического элемента, при этом способ включает этапы, на которых:
при образовании углового шва и образовании по меньшей мере одного валика жесткости дуговой сваркой в дополнение к дуговой сварке угловым швом на поверхности по меньшей мере одного из металлических элементов
образуют валик жесткости с возможностью иметь угол 45°-135° в отношении к угловому шву и с возможностью перекрывать угловой шов и с возможностью удовлетворять условиям (a1), (b) и (с) ниже:
(a1) Общая сумма l длин валиков жесткости ≥L×0,5,
(b) Высота h валиков жесткости ≥t/2,
(c) Ширина w валиков жесткости ≥2,5t,
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован валик жесткости.
[0019] Дополнительно, другой пример способа образования выполненного дуговой сваркой углового соединения представляет собой способ образования выполненного дуговой сваркой углового соединения дуговой сваркой угловым швом металлического элемента и металлического элемента, при этом способ включает этапы, на которых:
при образовании углового шва дуговой сваркой угловым швом и образовании по меньшей мере одного валика жесткости дуговой сваркой в дополнение к дуговой сварке угловым швом на поверхности по меньшей мере одного из металлических элементов
образуют валик жесткости с возможностью иметь угол 45°-135° в отношении к угловому шву и с возможностью перекрывать угловой шов в пределах диапазона от положения по меньшей мере одного из начального края и концевого края углового валика до положения, отделенного от него на 1/4 длины углового шва вдоль направления, в котором образован угловой шов, и с возможностью удовлетворять условиям (а2), (b) и (с) ниже:
(а2) Длина l одного валика жесткости ≥max {2×Wf, D},
(b) Высота h валика жесткости ≥t/2,
(c) Ширина w валика жесткости ≥2,5t,
Wf: Ширина (мм) углового шва,
D: Расстояние (мм) между валиком жесткости и положением края, ближнего к этому валику жесткости, из положений начального края и концевого края углового шва,
max {2×Wf, D}: Большее значение из 2×Wf и D,
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован валик жесткости.
[0020] Дополнительно, множество валиков жесткости может быть образовано так, что количество n валиков жесткости в отношении к угловому шву может удовлетворять условию (d) ниже:
(d) L/n≤50t,
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован валик жесткости.
[0021] Дополнительно, валик жесткости может быть образован на поверхности одного из металлических элементов с угловым швом, являющимся начальной точкой.
Дополнительно, валик жесткости может быть образован на поверхности обоих металлических элементов поперечно угловому шву.
[0022] Дополнительно, сварное соединение может быть нахлесточным сварным соединением, образованным перекрытием металлического элемента и металлического элемента и дуговой сваркой угловым швом металлических элементов.
Дополнительно, сварное соединение может быть тавровым сварным соединением, образованным размещением концевого участка металлического элемента на поверхности металлического элемента и дуговой сваркой угловым швом концевого участка и этой поверхности.
ПРЕДПОЧТИТЕЛЬНЫЕ ТЕХНИЧЕСКИЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0023] Согласно настоящему изобретению, усталостное разрушение, возникающее от одного или обоих из участка кромки и участка корня сварного соединения, полученного дуговой сваркой угловым швом металлических элементов, может быть в значительной мере предотвращено, и таким образом может быть образовано выполненное дуговой сваркой с угловым швом сварное соединение, проявляющее высокие усталостные характеристики.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
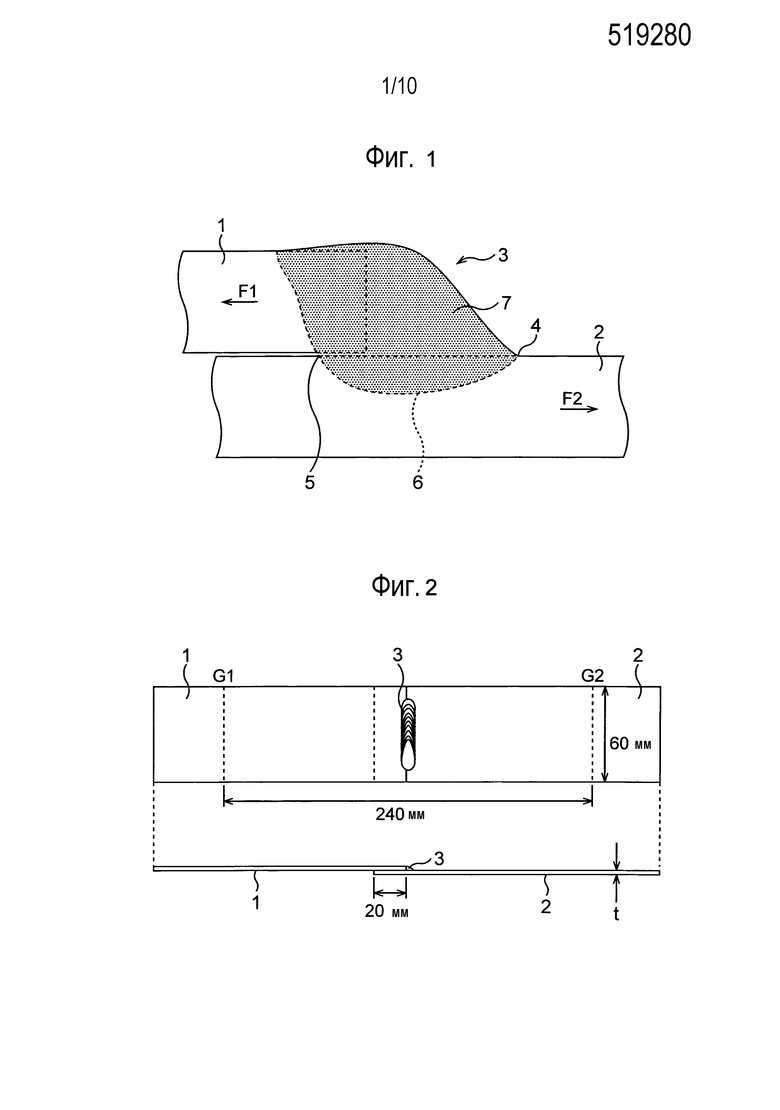
[0024] [Фиг. 1] Фиг. 1 представляет собой вид, иллюстрирующий форму поперечного сечения нахлесточного сварного углового соединения.
[Фиг. 2] Фиг. 2 представляет собой вид, иллюстрирующий образец для испытания, на котором образуется нахлесточное сварное угловое соединение.
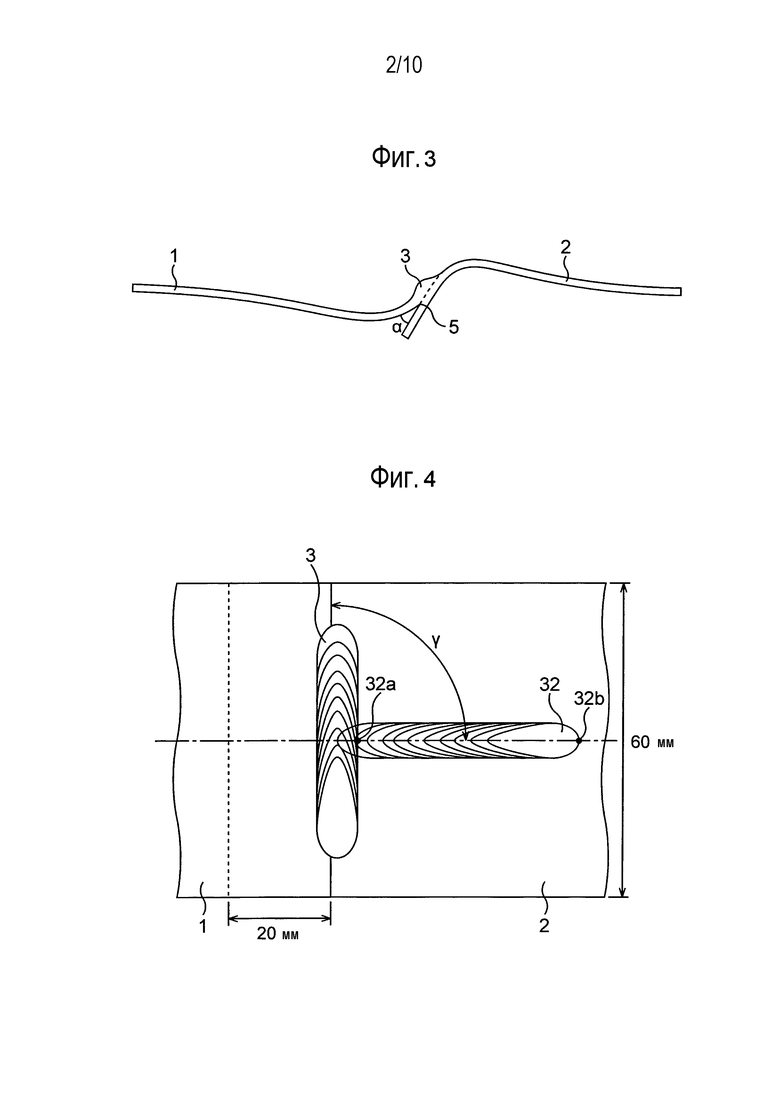
[Фиг. 3] Фиг. 3 представляет собой вид, схематически иллюстрирующий режим деформации образца для испытания нахлесточного сварного углового соединения.
[Фиг. 4] Фиг. 4 представляет собой вид, иллюстрирующий образец для испытания, на котором валик жесткости образован по существу перпендикулярно угловому валику, причем поверхность углового валика является начальной точкой.
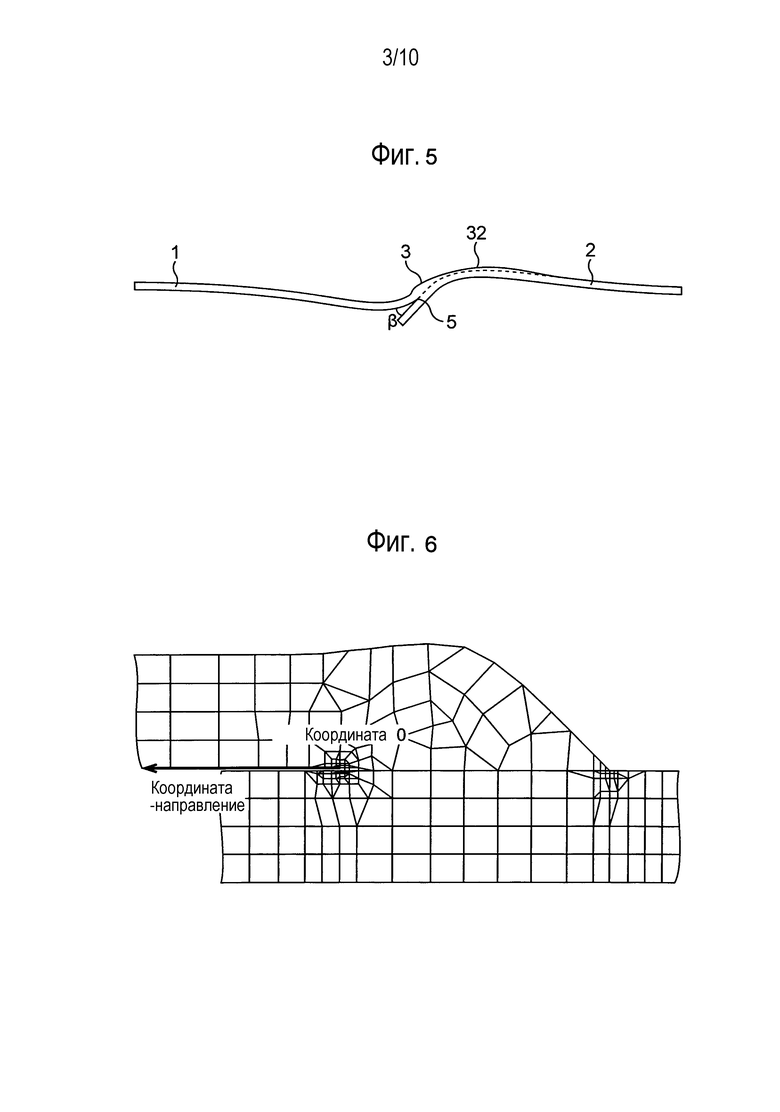
[Фиг. 5] Фиг. 5 представляет собой вид, схематически иллюстрирующий режим деформации образца для испытания, на котором валик жесткости образован по существу перпендикулярно угловому валику.
[Фиг. 6] Фиг. 6 представляет собой схему, иллюстрирующую режим разделения элемента вблизи валика во время анализа трехмерным методом конечных элементов и режим установки положений и координат, где было выполнено сравнение коэффициентов концентрации напряжения.
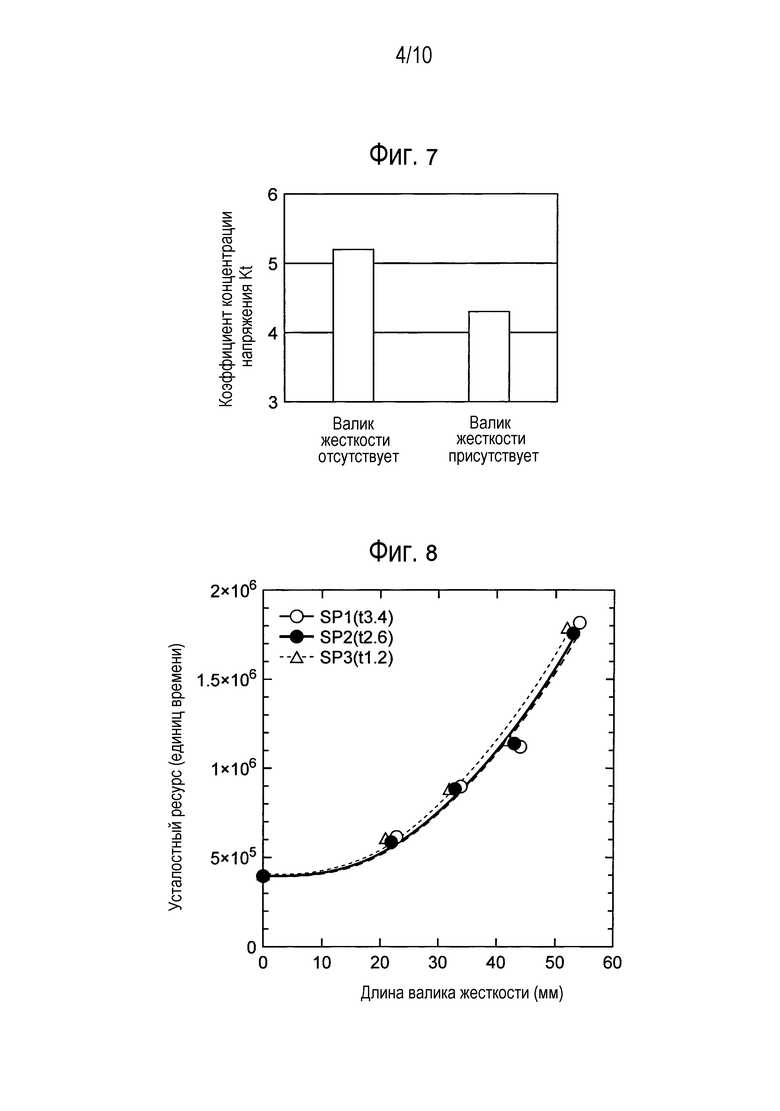
[Фиг. 7] Фиг. 7 представляет собой схему, иллюстрирующую результаты анализа коэффициента концентрации напряжения.
[Фиг. 8] Фиг. 8 представляет собой схему, иллюстрирующую отношение длин валиков жесткости и усталостного ресурса.
[Фиг. 9А] Фиг. 9А представляет собой вид, иллюстрирующий первый пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9В] Фиг. 9В представляет собой вид, иллюстрирующий второй пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9C] Фиг. 9C представляет собой вид, иллюстрирующий третий пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9D] Фиг. 9D представляет собой вид, иллюстрирующий четвертый пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9E] Фиг. 9E представляет собой вид, иллюстрирующий пятый пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9F] Фиг. 9F представляет собой вид, иллюстрирующий шестой пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9G] Фиг. 9G представляет собой вид, иллюстрирующий седьмой пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9H] Фиг. 9H представляет собой вид, иллюстрирующий восьмой пример режима расположения, отличного от Фиг. 4, валика жесткости на нахлесточном сварном угловом соединении.
[Фиг. 9I] Фиг. 9I представляет собой вид, иллюстрирующий девятый пример режима расположения, отличного от Фиг. 4, валик жесткости на нахлесточном сварном угловом соединении.
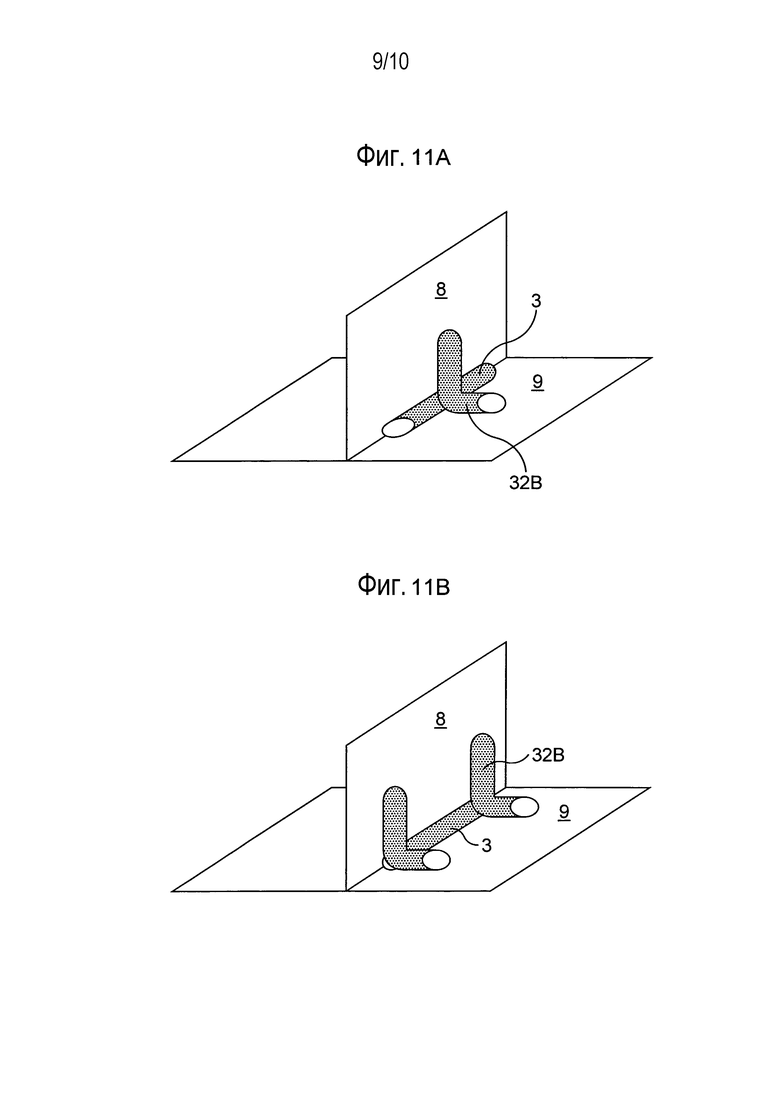
[Фиг. 10] Фиг. 10 представляет собой вид, схематически иллюстрирующий форму деформации образца для испытания сварного углового соединения, имеющего T-образное поперечное сечение.
[Фиг. 11А] Фиг. 11А представляет собой вид, иллюстрирующий первый пример режима расположения валика жесткости на сварном угловом соединении, имеющем T-образное поперечное сечение.
[Фиг. 11В] Фиг. 11В представляет собой вид, иллюстрирующий второй пример режима расположения валика жесткости на сварном угловом соединении, имеющем T-образное поперечное сечение.
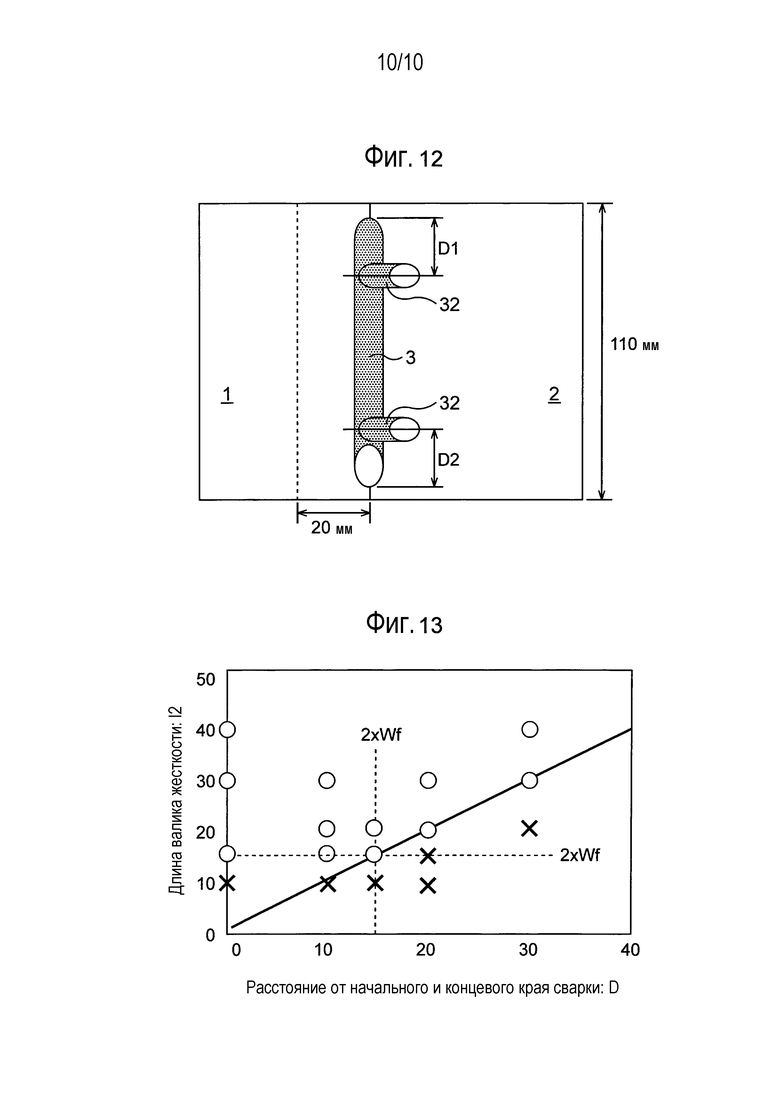
[Фиг. 12] Фиг. 12 представляет собой вид, иллюстрирующий образец для испытания, в котором валики жесткости образованы вблизи начального и концевого краев углового валика.
[Фиг. 13] Фиг. 13 представляет собой схему, иллюстрирующую результаты оценки образца для испытания, в котором длина валика жесткости и расстояние от начального и концевого края сварки используются в виде значков.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0025] Варианты выполнения сварного соединения настоящего изобретения и способа его образования будут описаны подробно с использованием чертежей.
[Описание основных принципов]
Фиг. 1 иллюстрирует пример формы поперечного сечения нахлесточного сварного углового соединения. За счет дуговой сварки, использующей сварочный электрод, пространство между концевым участком верхней стальной пластины 1 и поверхностью нижней стальной пластины 2, как проиллюстрировано на Фиг. 1, концевой участок верхний стальной пластины 1 и участок поверхности нижней стальной пластины 2 расплавляются на границе 6 сварки, затвердевают и образуют угловой валик 3. Отметим, что участок, где стальная пластина и сварочный провод расплавились и затвердели, называется металлом 7 сварного шва. Дополнительно, кроме тех случаев, когда указано другое, эта поверхность относится к поверхности стороны, где должен быть образован валик сварного шва стальной пластины, или к поверхности стороны, где образован валик сварного шва стальной пластины.
В нахлесточном сварном угловом соединении, в котором один конец перекрытого участка стальной пластины сварен дуговой сваркой угловым швом, как проиллюстрировано на Фиг. 1, когда сила растяжения F1 действует вдоль верхней стальной пластины 1 на угловом валике 3, образованном дуговой сваркой угловым швом, и сила растяжения F2 действует вдоль нижней стальной пластины 2, возникает большой изгибающий момент за счет смещения между центральной осью верхней стальной пластины 1 и центральной осью нижней стальной пластины 2.
Таким образом, возникает деформация в таком виде, что верхняя стальная пластина 1 искривляется вниз, а нижняя стальная пластина 2 искривляется вверх, и на участке 4 кромки и участке 5 корня возникает большая концентрация напряжения. Из-за этой концентрации напряжения возникает усталостная трещина от участка 4 кромки или участка 5 корня. Усталостная трещина продолжается перпендикулярно приближенному направлению нагрузки, и сварное соединение разрушается. Это не ограничивается нахлесточным сварным угловым соединением, проиллюстрированным на Фиг. 1, но может возникать в любом другом сварном угловом соединении. Отметим, что в примере, проиллюстрированном на Фиг. 1, участок 4 кромки относится к границе между нижней стальной пластиной 2 и угловым валиком 3, и участок 5 корня относится к границе между верхней стальной пластиной 1 или нижней стальной пластиной 2 и сваренным металлом 7.
[0026] Соответственно, сперва, для того, чтобы анализировать поведение деформации выполненного дуговой сваркой углового соединения, две стальные пластины, имеющие ширину пластины 60 мм, были перекрыты перекрытым участком 20 мм, и этот участок перекрытия был приварен дуговой сваркой, тем самым подготавливая образец для испытания, имеющий угловой валик, имеющий длину немного больше 40 мм в перекрытом участке, как проиллюстрировано на Фиг. 2. На этом образце для испытания было выполнено испытание на растяжение. Вид деформации образца для испытания, когда сила растяжения действует на сварное соединение, далее был проанализирован трехмерным методом конечных элементов. Отметим, что верхний вид на Фиг. 2 представляет собой вид сверху образца для испытания, а нижний вид на Фиг. 2 представляет собой вид сбоку образца для испытания. G1 и G2, проиллюстрированные на верхнем виде на Фиг. 2, обозначают удерживаемое положение во время испытания.
[0027] Фиг. 3 схематически иллюстрирует вид деформации образца для испытания, когда сила растяжения действует на сварное соединение, как проиллюстрировано на Фиг. 3, нижняя стальная пластина 2 изгибается в большей степени вблизи углового валика 3, и участок 5 корня раскрывается в большей степени при угле раскрытия α. Дополнительно, с помощью анализа поведения деформации образца для испытания трехмерным методом конечных элементов было распознано наличие положения большой концентрации напряжения вблизи участка 5 корня.
[0028] Из этих результатов можно допустить, что большой изгиб нижней стальной пластины 2 вблизи углового валика 3 и большое раскрытие участка 5 корня увеличивают концентрацию напряжения в участке 5 корня и вызывают появление усталостной трещины. Далее рассмотрено средство для предотвращения изгиба нижней стальной пластины 2.
[0029] В результате исследования авторы изобретения обнаружили, что когда дополнительный выполненный дуговой сваркой валик (валик жесткости) образован выполнением наплавления валика на угловой валик 3, являющийся начальной точкой, в направлении пересечения углового валика 3, этот валик жесткости будет способен функционировать в качестве элемента, который увеличивает жесткость стальной пластины для предотвращения изгиба нижней стальной пластины 2 и предотвращения появления усталостной трещины.
[0030] Для того чтобы подтвердить эффективность этого, авторы изобретения дополнительно образовали валик 32 жесткости выполнением наплавления валика в образце для испытания, проиллюстрированном на Фиг. 2, так, что расстояние перемещения наконечника сварочной горелки составляет 40 мм в направлении, по существу перпендикулярном угловому валику 3, при этом поверхность углового валика 3 является начальной точкой. Форма образца для испытания, выполненная таким образом, проиллюстрирована на Фиг. 4.
[0031] Далее, на этом образце для испытания было выполнено испытание на растяжение, и поведение деформации образца для испытания было проанализировано трехмерным методом конечных элементов.
Фиг. 5 схематически иллюстрирует вид деформации образца для испытания, на котором валик 32 жесткости образован по существу перпендикулярно угловому валику 3.
[0032] Сравнивая образец для испытания, проиллюстрированный на Фиг. 5, и образец для испытания, проиллюстрированный на Фиг. 3, может быть отмечено, что изгиб вблизи углового валика 3 нижней стальной пластины 2 меньше в образце для испытания, проиллюстрированном на Фиг. 5, в котором образован валик 32 жесткости, чем в образце для испытания, проиллюстрированном на Фиг. 3, в котором валик 32 жесткости не образован. Дополнительно, может быть видно, что угол раскрытия β участка 5 корня, проиллюстрированного на Фиг. 5, меньше угла раскрытия α участка 5 корня, проиллюстрированного на Фиг. 3.
Таким образом, подтвердилось, что когда валик 32 жесткости образован по существу перпендикулярно угловому валику 3 (см. Фиг. 4), валик 32 жесткости надежно выполняет работу по увеличению жесткости стальной пластины, и изгиб нижней стальной пластины 2 предотвращается.
[0033] Более того, в результате анализа с помощью трехмерного метода конечных элементов в отношении к участку 5 корня было установлено, что степень концентрации напряжения вблизи участка 5 корня, проиллюстрированного на Фиг. 5, меньше степени концентрации напряжения вблизи участка 5 корня, проиллюстрированного на Фиг. 3.
[0034] Для дополнительного подтверждения таких эффектов валика 32 жесткости авторы изобретения количественно проанализировали функцию валика 32 жесткости.
Были подготовлены аналитическая модель образца для испытания, проиллюстрированного на Фиг. 2, и аналитическая модель образца для испытания, проиллюстрированного на Фиг. 4, и с помощью трехмерного метода конечных элементов была вычислена степень концентрации напряжения в участке 5 корня каждой из аналитических моделей. Отметим, что образец для испытания, проиллюстрированный на Фиг. 2, представляет собой образец для испытания, на котором не размещен валик жесткости, и представляет собой образец для испытания, соответствующий символу образца для испытания "TP2" в таблице 2 и таблице 3 примеров, которые будут описаны позже. Дополнительно, образец для испытания, проиллюстрированный на Фиг. 4, представляет собой образец для испытания, на котором расположены валики жесткости, и представляет собой образец для испытания, соответствующий символу образца для испытания "TP10" в таблице 2 и таблице 3.
Фиг. 6 иллюстрирует режим разделения на элементы вблизи валика сварного шва во время анализа трехмерным методом конечных элементов, выполняемым для подтверждения технического результата валиков жесткости, и режим установки положений и координат, где выполнялось сравнение коэффициентов концентрации напряжения. Как проиллюстрировано на Фиг. 6, координаты берутся слева (одно направление) с передним концом участка 5 корня, являющимся координатой 0.
[0035] Фиг. 7 иллюстрирует результаты анализа максимального коэффициента концентрации напряжения Kt на поверхности задней стороны верхней стальной пластины 1 вблизи переднего конца (координата 0) участка 5 корня в каждом из случая, когда валик 32 жесткости не расположен, и случая, когда расположен валик 32 жесткости 43 мм. В следующем далее описании коэффициент концентрации напряжения Kt представляет собой значение, полученное делением значения максимального главного напряжения на верхней стальной пластине 1 вблизи переднего конца (координата 0) участка 5 корня, проиллюстрированного на Фиг. 6, на среднее главное напряжение растяжения, приложенное к переднему концу стальной пластины.
[0036] Когда валик 32 жесткости отсутствует, коэффициент концентрации напряжения Kt составлял 5,3, но коэффициент концентрации напряжения Kt уменьшился до 4,3 за счет расположения валика 32 жесткости. Хотя валик 32 жесткости был расположен только на нижней стальной пластине 2, может быть видно, что эффект уменьшения коэффициента концентрации напряжения Kt может быть получен также для участка 5 корня.
Можно утверждать, что это в значительной степени способствует предотвращению появления усталостной трещины на участке 5 корня, являющемся начальной точкой.
[0037] Далее авторы изобретения подготовили образцы для испытания путем изменения толщины пластины стальных пластин и длин валика 32 жесткости для другого валика жесткости и изучили отношение между толщинами пластин стальных пластин и длинами валика 32 жесткости и усталостным ресурсом (в единицах времени).
В качестве примера результатов изучения, Фиг. 8 иллюстрирует результаты символов образца для испытания "TP1"-"TPl5", проиллюстрированных в таблице 2 и таблице 3, которые получены отношением длин валиков жесткости и усталостным ресурсом на основе испытаний на усталостное разрушение, выполненных согласно условиям, которые будут описаны позже.
Как проиллюстрировано на Фиг. 8, когда длина валика жесткости больше 20 мм, усталостный ресурс (в единицах времени) улучшается в значительной степени (в 1,5 раза или более).
[0038] Из вышеприведенных результатов следует, когда валик жесткости образован по существу перпендикулярно угловому валику, валик жесткости надежно выполняет работу по увеличению жесткости стальной пластины. Таким образом, изгиб нижней стальной пластины предотвращается, и в результате появление усталостной трещины существенно предотвращается.
[0039] [Описание индивидуальных требований]
Из анализа и эксперимента, описанных выше, было подтверждено, что усталостная прочность улучшается при образовании валика 32 жесткости. При этом необходимые условия для валика 32 жесткости были изучены далее. Результаты этого изучения будут описаны ниже.
[0040] (Вид расположения валика жесткости)
Валик 32 жесткости необходимо образовывать с возможностью иметь участок перекрытия с угловым валиком 3. Когда он образован отдельно от углового валика, валик жесткости не достаточно функционирует в качестве элемента для увеличения жесткости стальной пластины. Соответственно, необходимо находиться либо в режиме образования валика 32 жесткости с угловым валиком 3, являющимся начальной точкой (то есть, размещая начальную точку сварного шва в угловом валике 3), либо в режиме образования валика 32 жесткости поперечно угловому валику 3.
Чтобы располагать валик 32 жесткости с возможностью иметь участок перекрытия с угловым валиком 3, возможны различные режимы. Отметим, что этот случай будет описан ниже, в нем угловой валик 3 располагается первым, и валик 32 жесткости располагается с возможностью перекрываться с угловым валиком. Однако такие же режимы, как и режимы, описанные ниже, могут быть применены, когда валик 32 жесткости располагается первым, и далее угловой валик 3 располагается с возможностью перекрываться с валиком жесткости.
[0041] Сперва будет описан вид расположения в случае, когда валик 32 жесткости образован на нахлесточном сварном угловом соединении.
(I) Образование на стальной пластине на одной стороне (односторонний валик)
Как объясняется в описании основных принципов, валик 32 жесткости расположен на нижней стальной пластине 2 с угловым валиком 3, являющимся начальной точкой, и в направлении, поперечном угловому валику 3. В следующем далее описании по необходимости валик жесткости, расположенный таким образом, будет описан как односторонний валик. Дополнительно, при упоминании одностороннего валика в качестве валика 32 жесткости по необходимости он будет описан как односторонний валик 32 (см. Фиг. 9А, Фиг. 9D, Фиг. 9F, Фиг. 9H и т.п.).
Здесь, длина углового валика 3 равна L. Длина L углового валика 3 представляет собой длину варочного конца на обеих сторонах углового валика 3. Когда валик 32 жесткости представляет собой односторонний валик 32 и расположен в одном положении, эффективно располагать односторонний валик 32 в диапазоне между положением, отделенным длиной (1/4)L от одного сварочного конца углового валика 3 вдоль направления, в котором угловой валик 3 образован, и положением, отделенным длиной (3/4)L от одного сварочного конца углового валика 3 вдоль направления, в котором образован угловой валик 3. Дополнительно, образование одностороннего валика 32 со стороной углового валика 3, являющейся начальной точкой, в большей степени создает эффект улучшения усталостной прочности, чем образование одностороннего валика 32 со стороной стальной пластины, являющейся начальной точкой. Причина состоит в том, что участок начального края валика сварного шва при дуговой сварке обретает выступающую форму, где возникает концентрация напряжения, тогда как участок концевого края обретает плоскую форму, где концентрация напряжения уменьшается.
[0042] (II) Образование на стальных пластинах на обеих сторонах поперечно угловому валику 3 (поперечный валик)
В описании основных принципов приведен механизм улучшения усталостной прочности в случае, когда валик 32 жесткости расположен на нижней стальной пластине 2 с нахлесточным угловым валиком 3, являющимся начальной точкой. Однако расположение валика 32 жесткости и на верхней стальной пластине 1, и на нижней стальной пластине 2 поперечно угловому валику 3 обеспечивает дополнительное улучшение усталостной прочности. В связи с этим валик 32 жесткости может быть расположен таким образом. В следующем далее описании по необходимости валик жесткости, расположенный таким образом, будет описан как поперечный валик. Дополнительно, при упоминании поперечного валика в качестве валика 32 жесткости по необходимости он будет описан как поперечный валик 32B (см. Фиг. 9B, Фиг. 9C, Фиг. 9G и т.д.). Дополнительно, при упоминании одностороннего валика 32А и поперечного валика 32B в общем, они будут описаны как валик 32 жесткости.
Механизм улучшения усталостной прочности должен предотвращать изгиб вблизи углового валика 3, как описано выше. В поперечном валике 32B, так как валик жесткости расположен на верхней стальной пластине 1, эффект предотвращения деформации стальной пластины 1 может быть улучшен, и угол α раскрытия участка 5 корня может быть очень малым.
[0043] Отметим, что, как указано результатами анализа деформации образцов для испытания на Фиг. 4, напряжение сжатия действует на поверхность верхней стальной пластины 1, и растягивающее напряжение действует на поверхность нижней стальной пластины 2. Соответственно, в случае, когда валик жесткости расположен поперечно угловому валику 3 (то есть, когда расположен поперечный валик 32B), необходимо, чтобы начальное положение сварки являлось верхней стальной пластиной 1, а конечное положение сварки являлось нижней стальной пластиной 2, чтобы тем самым уменьшать коэффициент концентрации напряжения участка растягивающего напряжения нижней стальной пластины 2. Дополнительно, когда этот поперечный валик 32B расположен в одном положении, подобно одностороннему валику 32А, эффективно располагать поперечный валик 32В в диапазоне между положением, отделенным длиной (1/4)L от одного сварочного конца углового валика 3 вдоль направления, в котором угловой валик 3 образован, и положением, отделенным длиной (3/4)L от одного сварочного конца углового валика 3 вдоль направления, в котором образован угловой валик 3.
[0044] (III) Образование множества валиков 32 жесткости (множественных валиков)
Необязательно валику 32 жесткости находиться в одном положении, усталостная прочность улучшается также и расположением множества валиков жесткости. Когда расположено множество валиков жесткости, односторонние валики 32А и поперечные валики 32B могут быть расположены независимо или односторонние валики 32А и поперечные валики 32B могут быть расположены в совокупности.
Положения расположения в случае, когда расположено множество односторонних валиков 32А или поперечных валиков 32B, может быть обоими концевыми участками углового валика 3.
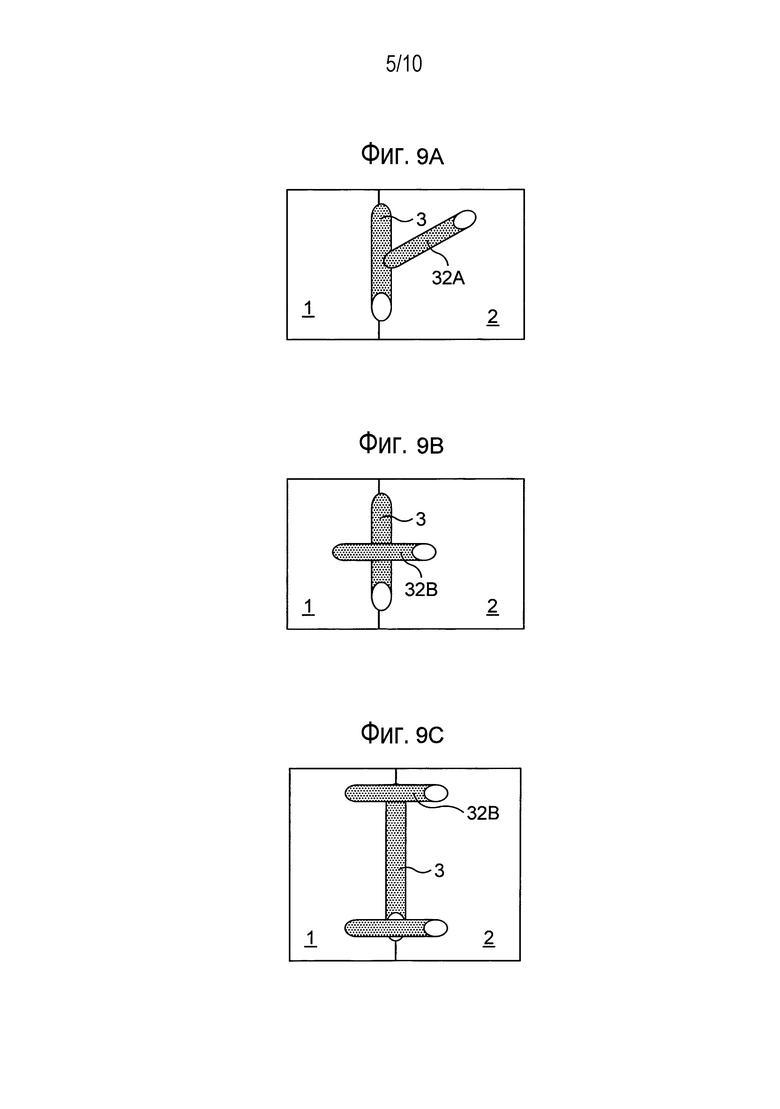
[0045] Примеры расположений валиков 32 жесткости будут описаны на Фиг. 9.
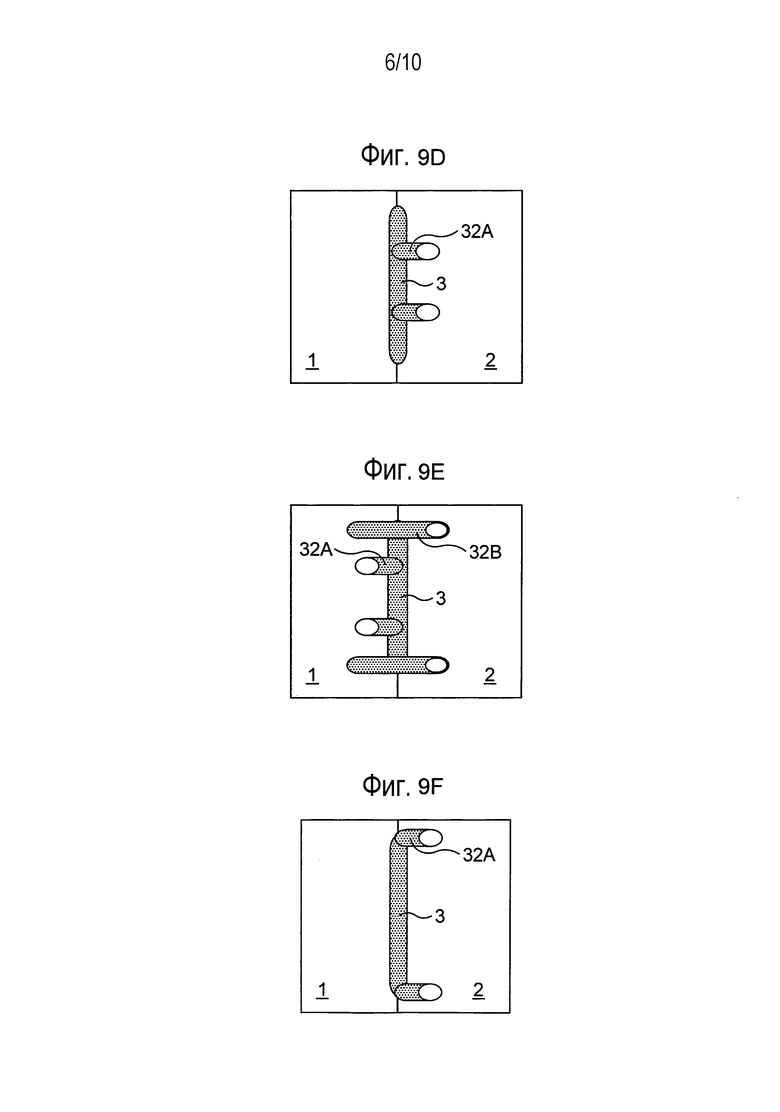
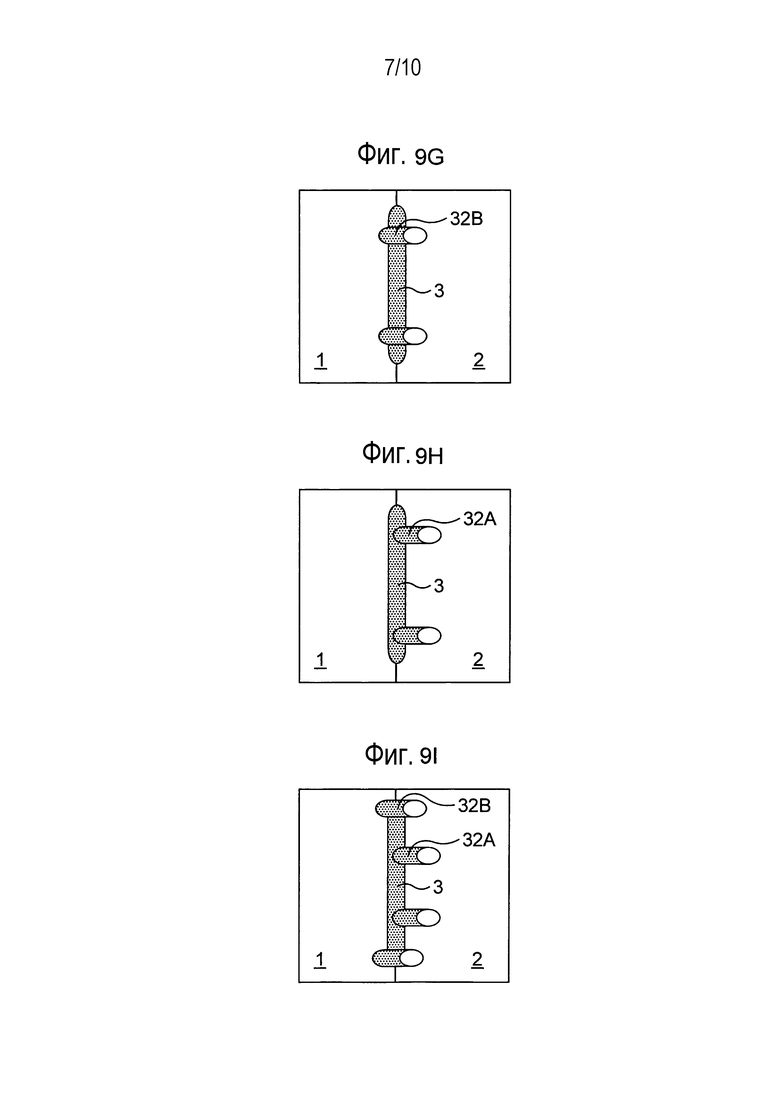
Фиг. 9А представляет собой пример одностороннего валика 32А, расположенного наклонно в отношении к угловому валику 3 вблизи центрального участка углового валика 3. Фиг. 9B представляет собой пример поперечного валика 32B, расположенного вблизи центрального участка углового валика 3. Фиг. 9C представляет собой пример двух поперечных валиков 32B, расположенных на обоих концевых участках углового валика 3, соответственно. Фиг. 9D представляет собой пример односторонних валиков 32А, расположенных с возможностью иметь интервалы в положениях вблизи центрального участка углового валика 3. Фиг. 9E представляет собой пример двух поперечных валиков 32B, расположенных на обоих концевых участках углового валика 3, соответственно, и двух односторонних валиков 32А, расположенных на стороне верхней стальной пластины 1 с возможностью иметь интервалы в положениях вблизи центрального участка углового валика 3. Фиг. 9F представляет собой пример двух односторонних валиков 32А, расположенных на обоих концевых участках углового валика 3, соответственно. Фиг. 9G представляет собой пример двух поперечных валиков 32B, расположенных в положениях вблизи обоих концевых участков углового валика 3, соответственно. Фиг. 9Н представляет собой пример двух односторонних валиков 32А, расположенных в положениях вблизи обоих концевых участков углового валика 3, соответственно. Фиг. 9I представляет собой пример двух поперечных валиков 32B, расположенных на обоих концевых участках углового валика 3, соответственно, и двух односторонних валиков 32А, расположенных на стороне нижней стальной пластины 2 с возможностью иметь интервалы в положениях вблизи центрального участка углового валика 3.
[0046] (IV) Сварное угловое соединение, имеющее T-образное поперечное сечение (T соединение)
Далее будет описан случай образования валика жесткости на сварном угловом соединении, при этом соединение получают установкой концевого участка стального элемента на поверхности стального элемента для образования соединения, имеющего T-образное поперечное сечение, и дуговой сваркой его угла.
В зависимости от формы стального элемента могут быть случаи, когда только один угол сварного углового соединения, имеющего T-образное поперечное сечение, может быть приварен. Такое сварное угловое соединение, в котором приварена только одна сторона валика, может быть обработано подобно нахлесточному сварному угловому соединению.
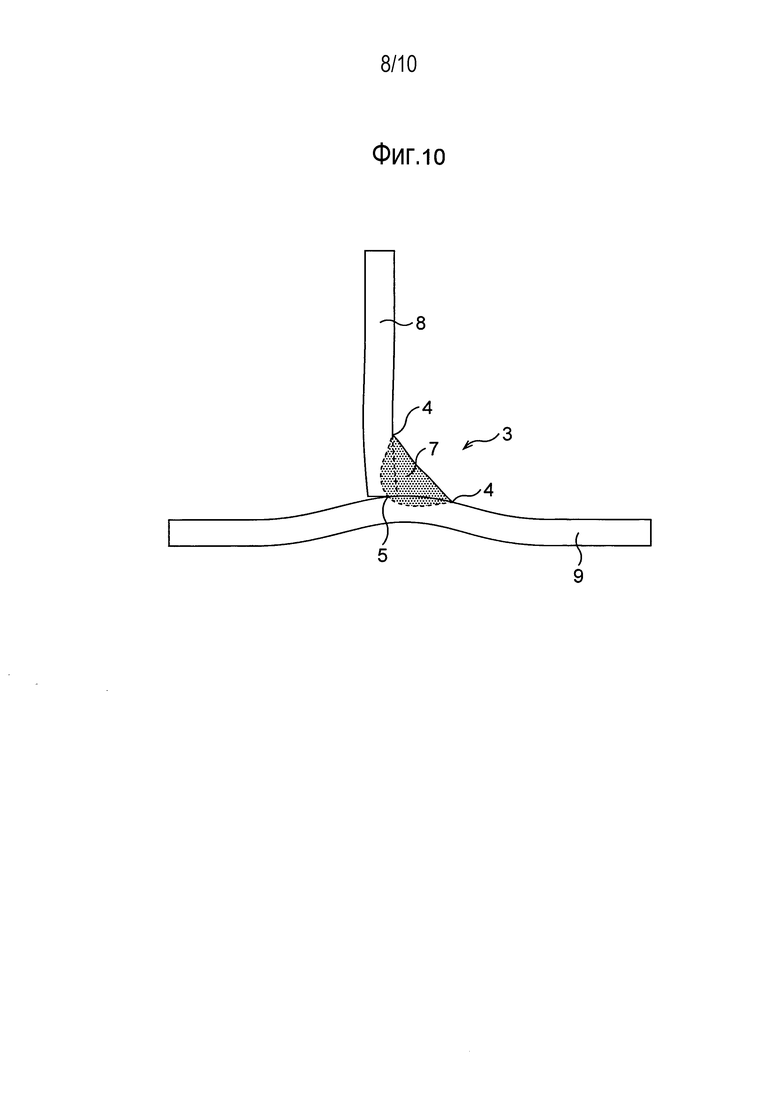
[0047] Когда используется тонкая стальная пластина, имеющая толщину пластины 3,6 мм или менее, деформация стальной пластины влияет на усталостный ресурс сварного участка в сварном угловом соединении, имеющем T-образное поперечное сечение. Фиг. 10 схематически иллюстрирует форму деформации образца для испытания, когда растягивающая нагрузка прикладывается к вертикальной стальной пластине 8 сварного углового соединения, имеющего T-образное поперечное сечение. Нагрузка, приложенная к вертикальной стальной пластине 8, передается горизонтальной стальной пластине 9 посредством сваренного металла 7 (сварного участка валика). Соответственно, участок 4 кромки сварного шва на стороне вертикальной стальной пластины 8 деформируется так, как будто он тянется в сторону углового валика 3. Дополнительно, участок 4 кромки сварного шва на стороне горизонтальной стальной пластины 9 деформируется так, как будто он тянется вверх. В дополнение, участок 5 корня деформируется так, как будто он отрывается. Соответственно, также в сварном угловом соединении, имеющем T-образное поперечное сечение, подобно нахлесточному сварному угловому соединению, возможно улучшать усталостный ресурс предотвращением деформации элемента путем образования валика жесткости.
[0048] Фиг. 11 иллюстрируют примеры размещений валика 32 жесткости на сварном угловом соединении, имеющем T-образное поперечное сечение, образованном из вертикальной стальной пластины 8 и горизонтальной стальной пластины 9. Фиг. 11A представляет собой пример одного поперечного валика 32B, и Фиг. 11B представляет собой пример множества поперечных валиков 32B.
В сварном угловом соединении, имеющем T-образное поперечное сечение, хотя это зависит от высоты вертикальной стальной пластины 8, предпочтительно располагать поперечные валики 32B, продолжающиеся поперечно и вертикальной стальной пластине 8, и горизонтальной стальной пластине 9. Однако односторонний валик 32А может быть расположен на одной из вертикальной стальной пластины 8 и горизонтальной стальной пластины 9. Также в сварном угловом соединении, имеющем T-образное поперечное сечение, валики 32 жесткости могут быть расположены в тех же условиях, что и нахлесточное сварное угловое соединение, описанное в этом варианте выполнения.
[0049] (Угол валика 32 жесткости)
Угол γ, образованный угловым валиком 3 и валиком 32 жесткости, предпочтительно является по существу прямым углом в характеристиках динамики. Соответственно, на Фиг. 4 угловой валик 3 и валик 32 жесткости расположены по существу под прямым углом, но угол γ, образованный угловым валиком 3 и валиком 32 жесткости, необязательно должен быть по существу прямым углом. Однако, чтобы валик 32 жесткости выполнял функцию увеличения жесткости стальной пластины и предотвращения изгиба, угол γ должен быть равен 45°-135°. Причина этого состоит в том, что вышеупомянутая функциональность валика 32 жесткости значительно уменьшается, когда угол γ меньше 45° или больше 135°.
[0050] (Длина валика 32 жесткости)
Как проиллюстрировано на Фиг. 8, когда длина валика 32 жесткости является короткой, функция увеличения жесткости стальной пластины для улучшения усталостной прочности сварного соединения не может быть выполнена в достаточной степени.
Здесь, когда валик 32 жесткости представляет собой односторонний валик 32А, длина валика 32 жесткости представляет собой длину между точкой 32а контакта углового валика 3 и валика 32 жесткости и сварочным концом 32b валика 32 жесткости (см. Фиг. 4). Дополнительно, когда валик 32 жесткости представляет собой поперечный валик 32B, длина валика 32 жесткости представляет собой длину сварочных концов на обеих сторонах валика 32 жесткости.
[0051] Согласно результатам проверки авторами изобретения, необходимо, чтобы общая сумма l1 длин валиков 32 жесткости удовлетворяла следующему первому условию (a1) так, чтобы обеспечивать функцию валика 32 жесткости.
(a1) Общая сумма l1 длин валиков 32 жесткости ≥L×0,5,
L: Длина (мм) углового валика 3.
[0052] Когда общая сумма l1 длин валиков 32 жесткости меньше "L×0,5", функция валика 32 жесткости будет выполняться в недостаточной степени. Верхнее предельное значение общей суммы l1 длин валиков 32 жесткости ограничено формой и конструкцией стального изделия, изготовленного сваркой, и в результате не ограничивается частностями. Первое условие (a1) применяется и к одностороннему валику 32А, и к поперечному валику 32B. То есть, независимо от отношения длин валиков 32 жесткости верхней стальной пластины 1 и нижней стальной пластины 2, удовлетворение условия (a1) может предотвращать деформацию и верхней стальной пластины 1, и нижней стальной пластины 2 и обеспечивает улучшение усталостной прочности сварного участка.
[0053] Когда растягивающая нагрузка действует на сварное соединение, имеющее начальный край и концевой край, как проиллюстрировано на Фиг. 2, концентрация напряжения увеличивается особенно в начальном крае и концевом крае сварного участка. Когда растягивающая нагрузка прикладывается к элементу, в направлении ширины пластины возникает равномерное напряжение в положении, отделенном от сварного участка. С другой стороны, в сварном участке диапазон передачи нагрузки ограничен участком валика сварного шва. Соответственно, концентрация напряжения увеличивается в начальном крае и концевом крае сварного участка. В связи с этим, за счет расположения валика 32 жесткости для другого валика жесткости в положениях близко к начальному краю и концевому краю углового валика 3 (сварному участку), эффект предотвращения трещины на начальном крае и концевом крае углового валика 3 увеличивается. В частности, когда валик жесткости расположен вблизи начального края и вблизи концевого края углового валика 3, эффект уменьшения момента изгиба, созданного смещениями центральной оси верхней стальной пластины 1 и нижней стальной пластины 2, как проиллюстрировано на Фиг. 3, увеличивается, и возникновение трещины в начальном крае или концевом крае углового валика 3 может быть предотвращено.
[0054] Авторы изобретения проверили отношение между расстоянием от начального края и концевого края углового валика 3 (сварного участка) и длиной одного валика 32 жесткости. В результате, авторы обнаружили, что удовлетворение второго условия ниже позволяет получать эффект предотвращения трещины в начальном крае и концевом крае углового валика 3 без удовлетворения первого условия (a1). Далее, будет описано второе условие длины валика 32 жесткости.
Фиг. 12 представляет собой вид, иллюстрирующий образец для испытания, в котором валики 32 жесткости образованы вблизи начального и концевого краев углового валика 3. Стальные пластины 1, 2, образующие образец для испытания, проиллюстрированный на Фиг. 12, имеют тип стали, соответствующий типу стали "SP2" в таблице 1 примера, который будет описан позже. На Фиг. 12 угловой валик 3, имеющий длину 95 мм (L=95 мм), расположен так, что его центр в направлении ширины пластины становится центром в отношении к стальным пластинам 1, 2, имеющим ширину пластины 110 мм, и после этого валик 32 жесткости образуется в каждом положении из - вблизи начального края и вблизи концевого края углового валика 3 с угловым валиком 3, являющимся начальной точкой. Отметим, что ширина Wf углового валика 3 составляет 7,5 мм, и расстояние между (центральным положением ширины валика) валиком 32 жесткости и положением края вблизи этого валика 32 жесткости из положений начального края и концевого края углового валика 3 составляет D. На Фиг. 12 расстояние от положения начального края углового валика 3 до валика 32 жесткости обозначено D1, и расстояние от положения концевого края углового валика 3 до валика 32 жесткости обозначено D2, но здесь эти расстояния оба обозначены D.
[0055] Авторы изобретения оценили усталостную прочность в случае, когда валик 32 жесткости образован вблизи начального края и концевого края углового валика 3, используя этот образец для испытания. Ресурс до разрушения в условии, когда отсутствует валик 32 жесткости (образец для испытания, соответствующий символу образца для испытания "TP34" в таблице 4 - таблице 6 в примере, который будет описан позже), составил 382000 единиц времени в отношении к испытуемой нагрузке 18 кН. Соответственно, случай ресурса до разрушения, который составляет 1,5 или более указанного ресурса до разрушения, оценивается как хороший (O), а другие случаи оцениваются как негодные (X).
[0056] Фиг. 13 иллюстрирует результаты оценки образца для испытания, в котором длина l2 одного валика 32 жесткости и расстояние D между валиком 32 жесткости и положением края вблизи этого валика 32 жесткости из положений начального края и концевого края углового валика 3 (расстояние от начального и концевого края сварки) на таком образце для испытания используются в виде значков.
В случае, когда валик 32 жесткости образован в положениях (D=0 мм) начального и концевого краев углового валика 3, и в случае, когда валик 32 жесткости образован в положении (D=10 мм), где расстояние D между валиком 32 жесткости и положением края вблизи этого валика 32 жесткости из положений начального края и концевого края углового валика 3 составляет 10 мм, эффект, при котором усталостный ресурс улучшается, был получен, когда длина l2 одного валика 32 жесткости составляла 15 мм или более. Так как ширина Wf углового валика 3 составляет 7,5 мм, когда валики 32 жесткости образованы в положениях вблизи начального и концевого краев углового валика 3, длина двойной или более ширины Wf углового валика 3 нужна как длина l2 одного валика 32 жесткости.
[0057] С другой стороны, когда расстояние D между валиком 32 жесткости и положением края вблизи этого валика 32 жесткости из положений начального края и концевого края углового валика 3 вдвое или более больше ширины Wf углового валика, необходимо увеличивать длину каждого валика 32 жесткости согласно увеличению этого расстояния D, и эффект, при котором усталостный ресурс улучшается, получен в условии, когда длина l2 одного валика 32 жесткости равна или больше расстояния D (l2≥D).
[0058] Из вышеприведенных результатов оценки следует, когда валики 32 жесткости образованы вблизи начального и концевого краев углового валика 3, благоприятный усталостный ресурс может быть получен установкой длины l2 одного валика 32 жесткости равной или большей большему значению из 2×Wf и D. То есть, касательно длины валиков 32 жесткости, расположенных вблизи начального и концевого краев углового валика 3, может быть обеспечено, что следующее далее второе условие (a2) удовлетворяется вместо первого условия (a1).
(a2) Длина l2 одного валика 32 жесткости ≥ max {2×Wf, D}.
Здесь, max {2×Wf, D} относится к большему значению из 2×Wf и D.
[0059] Второе условие (a2) не включает влияние толщины пластины стальной пластины, но за счет увеличения высоты h и ширины w валика 32 жесткости согласно увеличению толщины пластины t, как объяснено в условии, которое будет описано позже, был получен эффект предотвращения усталостной трещины валика 32 жесткости.
Дополнительно, отсутствует специальное ограничение диапазона расстояния D между валиком 32 жесткости и положением края вблизи этого валика 32 жесткости из положений начального края и концевого края углового валика 3. Однако, чем короче расстояние D, тем короче валик 32 жесткости, который может предотвращать трещину в начальном крае и концевом крае углового валика 3. Соответственно, с учетом эффективности образования валика 32 жесткости, верхний предел этого расстояния D составляет 1/4 длины L углового валика 3.
Как описано выше, когда валик 32 жесткости образован в пределах диапазона от положения по меньшей мере одного из начального края и концевого края углового валика 3 до положения, отделенного от него на 1/4 длины углового валика 3 вдоль направления, в котором образован угловой валик 3, валик 32 жесткости может быть образован в пределах диапазона, удовлетворяющего следующее далее второе условие (a2) вместо первого условия (a1). Второе условие (a2) применяется и к одностороннему валику 32А, и к поперечному валику 32B.
[0060] Отметим, что могут быть случаи, когда усталостный ресурс только одного из участка начального края и участка концевого края представляет собой проблему в используемом сваренном элементе в зависимости от состояния приложенной к элементу нагрузки. В отношении к приваренному элементу, к которому прикладывается нагрузка в этом условии, усталостный ресурс улучшается образованием валика жесткости только в одном из начального края (вблизи начального края) и концевого края (вблизи концевого края).
Дополнительно, когда валик 32 жесткости расположен вблизи начального края и концевого края углового валика 3 (в пределах диапазона от положения по меньшей мере одного из начального края и концевого края углового валика 3 до положения, отделенного от него на 1/4 длины L углового валика 3 вдоль направления, в котором образован угловой валик 3), валик 32 жесткости может быть образован в пределах вышеупомянутого диапазона так, чтобы удовлетворять первое условие (a1) без удовлетворения второго условия (a2). То есть, в зависимости от количества и длин валиков 32 жесткости, образованных вне этого диапазона, валику 32 жесткости, образованному в пределах диапазона, необязательно удовлетворять второе условие (a2).
Дополнительно, когда валик 32 жесткости образован в пределах вышеупомянутого диапазона во втором условии (a2), и валик 32 жесткости образован вне этого диапазона, обеспечивается, что общая сумма l всех валиков 32 жесткости, включая валик 32 жесткости, образованный в пределах диапазона во втором условии (a2), удовлетворяет первому условию (a1).
[0061] (Высота валика 32 жесткости)
Обеспечивается, что высота h валика 32 жесткости удовлетворяет следующему условию (b):
(b) Высота h валика 32 жесткости  ≥t/2,
≥t/2,
t: Толщина (мм) стального элемента, на котором образован валик 32 жесткости.
Когда высота h валика 32 жесткости меньше "t/2" толщины t стального элемента, на котором образован валик 32 жесткости, функция валика 32 жесткости будет выполняться недостаточно. Чем больше высота h валика 32 жесткости, тем больше его эффективность, но естественно имеется ограничение для исключения проникновения сквозь или расплавления стальной пластины. В связи с этим высота h валика 32 жесткости, в реальности, равна или меньше "толщины t стального элемента, на котором образован валик 32 жесткости". Высота h валика 32 жесткости относится к расстоянию в направлении высоты между поверхностью (областью, где валик не образован) стального элемента, на которой образован валик 32 жесткости, и наивысшим положением валика 32 жесткости.
Отметим, что когда валик 32 жесткости представляет собой поперечный валик 32B и толщины пластины множества свариваемых стальных пластин отличаются, обеспечивается, что требование (b) удовлетворяется в каждой стальной пластине. То же самое применимо к условию ниже.
[0062] (Ширина валика 32 жесткости)
Обеспечено, что ширина w валика 32 жесткости удовлетворяет следующему далее условию (c):
(c) Ширина w валика 32 жесткости ≥2,5t,
t: Толщина (мм) стального элемента, на котором образован валик 32 жесткости.
Когда ширина w валика 32 жесткости меньше "2,5t" толщины t стального элемента, на котором образован валик 32 жесткости, функция валика 32 жесткости будет выполняться недостаточно. Верхний предел ширины w валика 32 жесткости не определен особенным образом, но, подобно высоте h валика 32 жесткости, необходимо образовывать валик 32 жесткости в пределах диапазона, в котором проникновение сквозь или расплавление стальной пластины не возникает. Таким образом, с этой точки зрения это определяется естественным образом.
[0063] (Количество валиков 32 жесткости, образованных в отношении к угловому валику 3)
Предпочтительно располагать валик 32 жесткости по меньшей мере в одном положении на каждом "50t" длины L углового валика 3, где t - толщина стального элемента, на котором образован валик 32 жесткости. То есть, когда длина L углового валика 3 превосходит "50t", предпочтительно образовывать множество валиков 32 жесткости.
В связи с этим требуется, чтобы количество n валиков 32 жесткости, образованных на угловом валике 3, имеющем длину L, удовлетворяло следующему условию (d):
(d) L/n≤50t,
n: Количество валиков 32 жесткости, образованных на угловом валике 3,
L: Длина (мм) угловых валиков 3,
t: Толщина (мм) стального элемента, на котором образован валик 32 жесткости.
[0064] (Толщина t стального элемента)
Толщина t (толщина пластины) стального элемента не ограничена особенным образом. Однако в этом варианте выполнения, как описано выше, предотвращается внеплоскостная деформация элемента тонкой стальной пластины образованием валика 32 жесткости, чтобы тем самым улучшать усталостный ресурс сварного участка. Соответственно, эффект улучшения усталостного ресурса может быть получен просто в сварном элементе тонкой стальной пластины в отличие от сварного элемента толстой стальной пластины, при этом требуется, чтобы толщина пластины стальной пластины (толщина t стального элемента) была равна или меньше 3,6 мм.
[0065] Отметим, что предпочтительно длина L углового валика 3 равна 10t или более, когда два стальных элемента соединены дуговой сваркой угловым швом. Причина состоит в том, что когда длина L углового валика 3 меньше 10t, отношение длин начального и концевого краев углового валика 3 к длине соединения стальных элементов увеличивается, и достаточная прочность соединения не может быть обеспечена.
[0066] (Другие условия)
Условия дуговой сварки для образования углового валика 3 или образования валика 32 жесткости или состав используемого сварочного электрода могут соответствовать распространенным способам и не ограничены какими-то конкретными способами. Однако предпочтительно, чтобы, в показателях производительности, образование углового валика 3 и образование валика 32 жесткости выполнялись последовательно, используя одно и то же сварочное оборудование. Однако при условии, что обеспечивается функция увеличения жесткости стальной пластины валика 32 жесткости, условия их сварки и состав используемого сварочного провода могут быть различными.
[0067] Сварное соединение в этом варианте выполнения может быть сварным угловым соединением, образованным дуговой сваркой угловым швом, и не ограничивается каким-либо особым сварным соединением. Однако предпочтительные соединения включают сварное соединение, образованное перекрытием стального элемента и стального элемента и дуговой сваркой угловым швом стальных элементов, сварное соединение, образованное размещением концевого участка стального элемента на поверхности стального элемента и дуговой сваркой угловым швом концевого участка и этой поверхности. Дополнительно, сварное соединение в этом варианте выполнения не ограничивается сваркой стальных пластин друг с другом. Например, способ этого варианта выполнения может быть применен к соединениям элементов стальных пластин, стальных труб и стальных профилей, которые образованы прессованием, при условии, что они имеют толщину пластины приблизительно 3,6 мм или менее.
Дополнительно, в сварном соединении для того, чтобы образовывать перекрытие валика жесткости на угловом валике, необходимо, чтобы имелась область, где валик жесткости может быть образован с требуемым углом и требуемой длиной, высотой и шириной вблизи сварного соединения. Однако, когда валик жесткости образован поперечно двум свариваемым стальным элементам, начальный край и концевой край углового валика и валик жесткости могут быть отделены.
[0068] Отметим, что когда верхняя стальная пластина и нижняя стальная пластина перекрываются, предпочтительно, чтобы зазор между ними отсутствовал, но при выполнении сварки может возникать зазор между ними по существу 1 мм. В этом варианте выполнения, когда имеется зазор около 1 мм между верхней стальной пластиной и нижней стальной пластиной, функционирование валика жесткости не ухудшается, и появление усталостной трещины существенно предотвращается.
[0069] Дополнительно, способ этого варианта выполнения может быть применен также к металлическим элементам, отличным от стальных элементов. Например, возможно применять способ этого варианта выполнения к алюминиевым элементам или элементам из нержавеющей стали вместо стального элемента. Дополнительно, способ этого варианта выполнения может быть применен также к металлическим элементам различных типов.
ПРИМЕРЫ
[0070] Далее будут описаны примеры настоящего изобретения. Однако условия в примерах имеют один условный пример, применяемый для подтверждения применимости и эффективности настоящего изобретения, и настоящее изобретение не ограничивается этим одним условным примером. Настоящее изобретение может применять различные условия при условии, что задача настоящего изобретения может быть решена без отклонения от сути настоящего изобретения.
[0071] (Пример 1)
Испытание на усталость было выполнено с использованием образца для испытания, в котором нахлесточная дуговая сварка угловым швом выполнялась на тонких стальных пластинах, и была проверена эффективность сварных соединений. Составы компонента образцовых стальных пластин проиллюстрированы в таблице 1.
[0072] [Таблица 1]
пластины
(мм)
[0073] Образец для испытания, имеющий угловой валик, проиллюстрированный на Фиг. 2, был подготовлен и подвергнут испытанию на усталость. В отношении к образцу для испытания, проиллюстрированному на Фиг. 2, образец для испытания, в котором валик жесткости расположен, как проиллюстрировано на Фиг. 4, был дополнительно подготовлен и подвергнут испытанию на усталость.
В особенности, как проиллюстрировано на Фиг. 2, две стальные пластины, имеющие ширину пластины 60 мм, были перекрыты перекрывающим участком 20 мм, и нахлесточная дуговая сварка угловым швом была выполнена так, что расстояние перемещения сварочной горелки составляет 40 мм для того, чтобы подготавливать образец для испытания.
Отметим, что сварочный участок расширяется на перемещающемся крае сварочной горелки, и, таким образом, действующая длина углового валика незначительно больше, чем данное расстояние.
[0074] Дополнительно, как проиллюстрировано на Фиг. 4, один валик жесткости был расположен по существу перпендикулярно угловому валику на центральном участке в направлении ширины образца для испытания на Фиг. 2, и было выполнено испытание. Начальная точка сварки валика жесткости представляет собой поверхность углового валика, и валик жесткости, имеющий требуемую длину, был образован на нижней стальной пластине. Отметим, что длина валика жесткости представляет собой длину варочного конца валика жесткости с точкой контакта между угловым валиком и валиком жесткости, являющейся начальной точкой.
[0075] Имеются следующие условия сварки.
<Общие условия сварки>
Способ сварки: сварка плавящимся электродом
Источник сварочного тока: DP350 (изготовленный компанией DAIHEN Corporation)
Режим сварки: импульс постоянного тока
Положение сварки: в направлении вниз, в горизонтальном направлении
Расстояние между зачищенными стальными пластинами (выступающая длина): 15 мм
Тип защитного газа: Ar+20% CO2
Скорость потока защитного газа: 20 л/мин
Сварочный электрод: эквивалент JIS Z3312 YGW15
<Условие образования углового валика>
Угол горелки: угол стояния 55° от нижней пластины, угол опережения 0°
Конечное положение: угол нахлесточного участка
Скорость сварки: 40 см/мин
Скорость подачи электрода: значение, которое не вызывает подреза, устанавливается для верхней стальной пластины (один пример: 3,8/мин (приблизительно 120 А, приблизительно 22 В) в случае нахлесточной дуговой сварки угловым швом верхней стальной пластины, имеющей толщину пластины 2,6 мм).
<Условия образования валика жесткости>
Угол горелки: угол стояния 90° от стальной пластины, угол опережения 0°
Конечное положение и направление сварки: сварка на нижней стальной пластине в направлении, перпендикулярном угловому валику в центре в направлении ширины образца для испытания со сваренной металлической поверхностью углового валика, являющейся начальной точкой
Скорость сварки: 50 см/мин
Скорость подачи электрода: такая же, как в условиях образования углового валика.
[0076] Образец для испытания удерживается в электрогидравлическом устройстве испытания на усталость так, что участок кромки нижней стальной пластины подготовленного образца для испытания становится центром. Далее, он подвергается воздействию испытания на усталость при аксиальном растяжении с постоянным диапазоном нагрузки (постоянным диапазоном напряжения), коэффициентом нагрузки, равным 0,1, и частотой повторения 25 Гц. Отметим, что для подбора аксиального центра устройства испытания образец для испытания удерживался при размещении прикрепленной пластины, имеющей одну и ту же толщину пластины, на верхней стальной пластине и нижней стальной пластине.
[0077] Отметим, что диапазон нагрузки, в котором образец для испытания, на котором валик жесткости не образован, разрушается 400000 единиц времени, разыскивался в каждой стальной пластине в предыдущем испытании, и количество разрушений образца для испытания, на котором валик жесткости не образован, применяется в качестве сравнительного сопоставления усталостного ресурса в каждой стальной пластине.
Условия сварки и результаты оценки усталостных характеристик проиллюстрированы в таблице 2 и таблице 3.
В примерах изобретения TP4-15 процент улучшения усталостного ресурса 150% или более был получен в сравнительных примерах TP1-3, в которых валик жесткости не образован, но в сравнительных примерах TP16-27 валик жесткости не удовлетворил необходимое условие, и процент улучшения усталостного ресурса был ниже процента этих примеров изобретения.
[0078] [Таблица 2]
[0079] [Таблица 3]
(%)
(единиц времени)
(%)
[0080] (Пример 2)
Образцы для испытания были дополнительно подготовлены образованием валика жесткости на образце для испытания, проиллюстрированном на Фиг. 2, в режимах, проиллюстрированных на Фиг. 9А - Фиг. 9E, и были подвергнуты испытанию на усталость.
TP28-33, 39 представляют собой примеры, в которых расположен один валик жесткости, односторонние валики в TP28- 30, 39 соответствуют режиму на Фиг. 9А (угол γ составляет 90 градусов в TP39), и поперечные валики в TP31-33 соответствуют режиму на Фиг. 9B. Дополнительно, TP36-38 представляют собой примеры, в которых расположено множество валиков жесткости, и TP36 соответствует режиму на Фиг. 9C, TP37 - режиму на Фиг. 9D, и TP38 - режиму на Фиг. 9E. TP34, 35 соответствуют режиму на Фиг. 2, в котором угловой валик расположен без валика жесткости.
При подготовке каждого образца для испытания конечное положение валика жесткости и направление сварки были как на Фиг. 9А и Фиг. 9E, и, кроме того, он был подготовлен в том же условии, что и пример 1. В TP36-38 условия сварки описаны для каждого валика жесткости.
Условия сварки и результаты оценки усталостных характеристик проиллюстрированы в таблице 4 - таблице 6.
В примерах изобретения процент улучшения усталостного ресурса выше 200% был получен в отношении к образцу для испытания, на котором валик жесткости не образован. В области оценки длины валика жесткости в таблице 3 "O" добавляется, когда вышеописанное первое условие (a1) удовлетворено.
В TP28-33 и TP36-38 L (длина углового валика)/n (количество валиков жесткости) является маленьким по сравнению с 50t (t: толщина стали), но в TP39 L/n является большим по сравнению с 50t. Соответственно, процент улучшения усталостного ресурса в TP39 составлял приблизительно 161%.
[0081] [Таблица 4]
Таблица 5
[0083] [Таблица 6]
(кН)
[0084] (Пример 3)
В сварном угловом соединении, имеющем T-образное поперечное сечение, образованное вертикальной стальной пластиной и горизонтальной стальной пластиной, образец для испытания, в котором угловой валик образован только на одной стороне угла, и образец для испытания, на котором валик жесткости дополнительно образован поперечно угловому валику на этом образце для испытания, были подготовлены и подвержены испытанию на усталость.
TP41 представляет собой пример, в котором расположен один валик жесткости, и соответствует режиму на Фиг. 10А, и TP42 представляет собой пример, в котором валик жесткости расположен на обоих концевых участках углового валика, и соответствует режиму на Фиг. 10B.
При подготовке каждого образца для испытания форма соединения, конечное положение валика жесткости и режим образования валика жесткости были такими же, как на Фиг. 10, и, кроме того, он был подготовлен в том же условии, что и пример 1. В TP42 условия сварки описаны для каждого валика жесткости.
Условия сварки и результаты оценки усталостных характеристик проиллюстрированы в таблице 7 и таблице 8.
В примерах изобретения TP41, 42 процент улучшения усталостного ресурса выше 500% был получен в отношении к сравнительному примеру ТР40, на котором валик жесткости не образован.
[0085] [Таблица 7]
[0086] [Таблица 8]
[0087] (Пример 4)
Образцы для испытания были дополнительно подготовлены путем образования валика жесткости на образце для испытания, проиллюстрированном на Фиг. 2, в режимах, проиллюстрированных на Фиг. 9F - Фиг. 9I, и были подвергнуты испытанию на усталость.
TP43-47 представляют собой примеры, в которых расположено множество валиков жесткости, TP43 соответствует режиму на Фиг. 9F, TP44 - режиму на Фиг. 9G, TP45, 47 - режиму на Фиг. 9H, и TP46 - режиму на Фиг. 9I. TP34 - как в образце, проиллюстрированном в таблице 4 - таблице 6.
При подготовке каждого образца для испытания конечное положение валика жесткости и направление сварки были как на Фиг. 9А и Фиг. 9I, и, кроме того, он был подготовлен в том же условии, что и пример 3. В TP43-47 условия сварки описаны для каждого валика жесткости.
Условия сварки и результаты оценки усталостных характеристик проиллюстрированы в таблице 9 и таблице 10. В области оценки длины валика жесткости (первое условие) в таблице 10 "O" добавляется, когда вышеописанное первое условие (a1) удовлетворено. Дополнительно, в области оценки длины валика жесткости (второе условие) в таблице 9 "O" добавлено, когда вышеописанное второе условие (a2) удовлетворено.
[0088] В TP43-P47 вблизи начального края и вблизи концевого края углового валика образован валик жесткости, имеющий длину меньше 1/2 длины L углового валика. В TP43-46 валик жесткости образован так, чтобы удовлетворять вышеописанному второму условию (a2) в пределах диапазона от положения начального края и концевого края углового валика до положения, отделенного от него на 1/4 длины L углового валика вдоль направления, в котором образован угловой валик. В примерах изобретения TP43-46 процент улучшения усталостного ресурса выше 150% или более был получен в отношении к сравнительному примеру ТР34, на котором валик жесткости не образован. С другой стороны, в сравнительном примере TP47 валик жесткости не удовлетворяет вышеописанное второе условие (a2), и процент улучшения усталостного ресурса был ниже процента этих примеров изобретения.
[0089] [Таблица 9]
[0090] [Таблица 10]
[0091] Необходимо отметить, что все вышеописанные варианты выполнения настоящего изобретения всего лишь иллюстрируют примеры осуществления настоящего изобретения, и объем охраны настоящего изобретения не должен истолковываться как ограниченный этими вариантами выполнения. То есть, настоящее изобретение может быть осуществлено в различных формах без отклонения от технического замысла или его главных признаков.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0092] Настоящее изобретение высокоприменимо в машиностроительной промышленности, а также в сварочном производстве металлических элементов, таких как стальные пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРЕННОГО УГЛОВЫМ ШВОМ СОЕДИНЕНИЯ И ПОЛУЧЕННОЕ ДУГОВОЙ СВАРКОЙ СОЕДИНЕНИЕ УГЛОВЫМ ШВОМ | 2013 |
|
RU2617307C2 |
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ И СВАРНОЕ СОЕДИНЕНИЕ ВНАХЛЕСТ | 2016 |
|
RU2695843C1 |
| МЕТАЛЛИЧЕСКАЯ ЗАГЛУШКА ИЗОЛЯЦИИ ДЛЯ ТЕПЛОИЗОЛИРОВАННОЙ ТРУБЫ ИЛИ ФАСОННОГО ИЗДЕЛИЯ | 2014 |
|
RU2588320C2 |
| ПОЛУЧЕННОЕ ТОЧЕЧНОЙ ДУГОВОЙ СВАРКОЙ СОЕДИНЕНИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2633150C2 |
| СВАРНЫЕ КОНСТРУКЦИИ ИЗ КОРРОЗИОННО-УСТОЙЧИВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И ТРУБОПРОВОДАХ, ВЫДЕРЖИВАЮЩИЕ ВЫСОКИЕ ОСЕВЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ | 2008 |
|
RU2452779C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ШВОВ С ПЕРИОДИЧЕСКИМ ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2008 |
|
RU2374048C1 |
| Сварной образец для механических испытаний | 1986 |
|
SU1348707A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СВАРНОЙ КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2665657C1 |
| СПОСОБ СВАРКИ ВНАХЛЕСТ, НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ НАХЛЕСТОЧНОГО СОЕДИНЕНИЯ И ДЕТАЛЬ АВТОМОБИЛЯ | 2015 |
|
RU2653742C2 |
Изобретение относится к сварным соединениям металлических элементов с угловым швом и способам их образования. Образуют по меньшей мере один наплавленный валик (32), обеспечивающий жесткость соединения, дуговой сваркой на поверхности по меньшей мере одного из металлических элементов в дополнение к угловому шву (3). Валик (32), обеспечивающий жесткость соединения, расположен под углом 45°-135° в отношении к угловому шву (3) с возможностью перекрытия углового шва (3) и удовлетворяет условию: общая сумма l длин наплавленных валиков (32) не менее половины длины L углового шва (3). 4 н. и 20 з.п. ф-лы, 13 ил., 10 табл., 2 пр.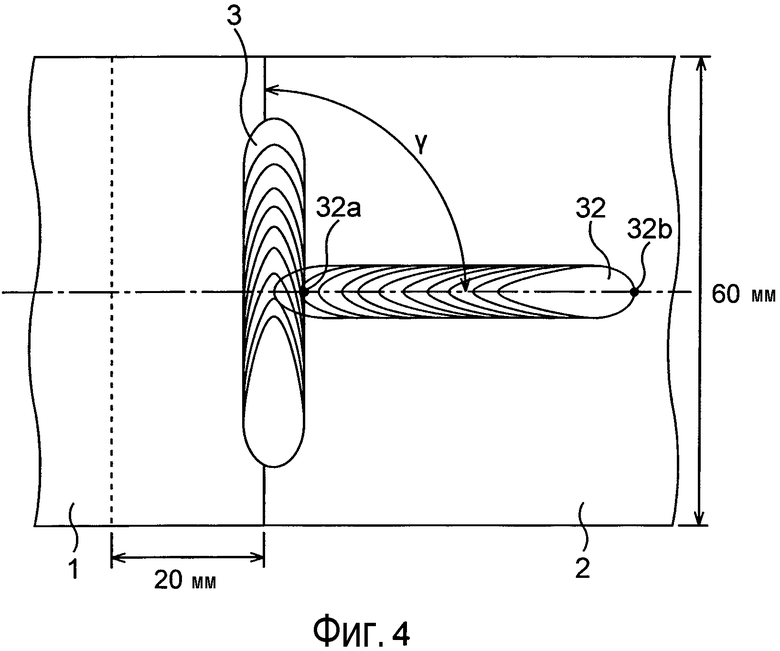
1. Сварное соединение металлических элементов с угловым швом, содержащее металлические элементы, соединенные угловым швом, образованным дуговой сваркой, и по меньшей мере один наплавленный валик, обеспечивающий жесткость соединения и образованный дуговой сваркой на поверхности по меньшей мере одного из металлических элементов в дополнение к упомянутому угловому шву, причем наплавленный валик, обеспечивающий жесткость соединения, расположен под углом 45°-135° в отношении к угловому шву с возможностью перекрытия углового шва и удовлетворяет условиям (a1), (b) и (с), где:
(a1) Общая сумма l длин наплавленных валиков ≥L×0,5,
(b) Высота h наплавленных валиков ≥t/2,
(c) Ширина w наплавленных валиков ≥2,5t, причем
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик.
2. Сварное соединение по п. 1, в котором количество n наплавленных валиков, обеспечивающих жесткость соединения, образованных в отношении к угловому шву, удовлетворяет условию (d):
(d) L/n≤50t, где
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик, обеспечивающий жесткость соединения.
3. Сварное соединение по п. 1 или 2, в котором наплавленный валик, обеспечивающий жесткость соединения, образован на поверхности одного из металлических элементов с угловым швом, являющимся начальной точкой.
4. Сварное соединение по п. 1 или 2, в котором наплавленный валик, обеспечивающий жесткость соединения, образован на поверхностях обоих металлических элементов поперечно угловому шву.
5. Сварное соединение по п. 1 или 2, в котором сварное соединение представляет собой нахлесточное сварное соединение, полученное расположением с перекрытием металлических элементов и дуговой сваркой угловым швом металлических элементов.
6. Сварное соединение по п. 1 или 2, в котором сварное соединение представляет собой тавровое сварное соединение, образованное размещением концевого участка металлического элемента на поверхности металлического элемента и дуговой сваркой угловым швом концевого участка и этой поверхности.
7. Сварное соединение металлических элементов с угловым швом, содержащее металлические элементы, соединенные угловым швом, образованным дуговой сваркой, и по меньшей мере один наплавленный валик, обеспечивающий жесткость соединения и образованный дуговой сваркой на поверхности по меньшей мере одного из металлических элементов в дополнение к угловому шву, образованному дуговой сваркой, причем наплавленный валик, обеспечивающий жесткость соединения, расположен под углом 45°-135° в отношении к угловому шву с возможностью перекрытия углового шва в пределах диапазона от положения по меньшей мере одного из начального края и концевого края углового шва до положения, отделенного от него на 1/4 длины углового шва вдоль направления, в котором образован угловой шов, и удовлетворяет условиям (а2), (b) и (с), где:
(а2) Длина l одного наплавленного валика ≥max {2×Wf, D},
(b) Высота h наплавленного валика ≥t/2,
(c) Ширина w наплавленного валика ≥2,5t, причем
Wf: Ширина (мм) углового шва,
D: Расстояние (мм) между наплавленным валиком и положением края вблизи этого валика из положений начального края и концевого края углового шва, причем
max {2×Wf, D} равно большему значению из (2×Wf) и D, при этом
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик.
8. Сварное соединение по п. 7, в котором количество n наплавленных валиков, обеспечивающих жесткость соединения, образованных в отношении к угловому шву, удовлетворяет условию (d):
(d) L/n≤50t, где
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик, обеспечивающий жесткость соединения.
9. Сварное соединение по п. 7 или 8, в котором наплавленный валик, обеспечивающий жесткость соединения, образован на поверхности одного из металлических элементов с угловым швом, являющимся начальной точкой.
10. Сварное соединение по п. 7 или 8, в котором наплавленный валик, обеспечивающий жесткость соединения, образован на поверхностях обоих металлических элементов поперечно угловому шву.
11. Сварное соединение по п. 7 или 8, в котором сварное соединение представляет собой нахлесточное сварное соединение, полученное расположением с перекрытием металлических элементов и дуговой сваркой угловым швом металлических элементов.
12. Сварное соединение по п. 7 или 8, в котором сварное соединение представляет собой тавровое сварное соединение, образованное размещением концевого участка металлического элемента на поверхности металлического элемента и дуговой сваркой угловым швом концевого участка и этой поверхности.
13. Способ образования сварного соединения деталей с угловым швом, выключающий дуговую сварку угловым швом металлических элементов, причем способ содержит этапы, на которых:
образуют угловой шов дуговой сваркой и по меньшей мере один наплавленный валик, обеспечивающий жесткость соединения и образованный дуговой сваркой в дополнение к дуговой сварке угловым швом на поверхности по меньшей мере одного из металлических элементов,
при этом наплавленный валик, обеспечивающий жесткость соединения, образуют под углом 45°-135° к угловому шву с возможностью перекрытия углового шва и удовлетворяющим условиям (a1), (b) и (с), где:
(a1) Общая сумма l длин наплавленных валиков ≥L×0,5,
(b) Высота h наплавленных валиков ≥t/2,
(c) Ширина w наплавленных валиков ≥2,5t, причем
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик.
14. Способ по п. 13, в котором множество наплавленных валиков, обеспечивающих жесткость соединения, образуют так, что количество n наплавленных валиков в отношении к угловому шву удовлетворяет условию (d):
(d) L/n≤50t, где
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик.
15. Способ по п. 13 или 14, в котором наплавленный валик, обеспечивающий жесткость соединения, образован на поверхности одного из металлических элементов с угловым швом, являющимся начальной точкой.
16. Способ по п. 13 или 14, в котором наплавленный валик, обеспечивающий жесткость соединения, образуют на поверхностях обоих металлических элементов поперечно угловому шву.
17. Способ по п. 13 или 14, в котором сварное соединение представляет собой нахлесточное сварное соединение, полученное расположением с перекрытием металлических элементов и дуговой сваркой угловым швом металлических элементов.
18. Способ по п. 13 или 14, в котором сварное соединение представляет собой тавровое сварное соединение, образованное размещением концевого участка металлического элемента на поверхности металлического элемента и дуговой сваркой угловым швом концевого участка и этой поверхности.
19. Способ образования сварного соединения деталей с угловым швом, включающий дуговую сварку угловым швом металлических элементов, причем способ содержит этапы, на которых:
образуют угловой шов дуговой сваркой, и по меньшей мере один наплавленный валик, обеспечивающий жесткость соединения и образованный дуговой сваркой в дополнение к дуговой сварке угловым швом на поверхности по меньшей мере одного из металлических элементов,
при этом наплавленный валик, обеспечивающий жесткость соединения, образуют под углом 45°-135° к угловому шву с возможностью перекрытия углового шва в пределах диапазона от положения по меньшей мере одного из начального края и концевого края углового шва до положения, отделенного от него на 1/4 длины углового шва вдоль направления, в котором образован угловой шов, и удовлетворяющим условиям (а2), (b) и (с), где:
(а2) Длина l одного наплавленного валика ≥max {2×Wf, D},
(b) Высота h наплавленного валика ≥t/2,
(c) Ширина w наплавленного валика ≥2,5t, при этом
Wf: Ширина (мм) углового шва,
D: Расстояние (мм) между наплавленным валиком и положением края вблизи этого наплавленного валика из положений начального края и концевого края углового шва,
max {2×Wf, D} равно большему значению из (2×Wf) и D, причем
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик.
20. Способ по п. 19, в котором множество наплавленных валиков, обеспечивающих жесткость соединения, образуют так, что количество n наплавленных валиков в отношении к угловому шву удовлетворяет условию (d):
(d) L/n≤50t, где
L: Длина (мм) углового шва,
t: Толщина (мм) металлического элемента, на котором образован наплавленный валик.
21. Способ по п. 19 или 20, в котором наплавленный валик, обеспечивающий жесткость соединения, образован на поверхности одного из металлических элементов с угловым швом, являющимся начальной точкой.
22. Способ по п. 19 или 20, в котором наплавленный валик, обеспечивающий жесткость соединения, образуют на поверхностях обоих металлических элементов поперечно угловому шву.
23. Способ по п. 19 или 20, в котором сварное соединение представляет собой нахлесточное сварное соединение, полученное расположением с перекрытием металлических элементов и дуговой сваркой угловым швом металлических элементов.
24. Способ по п. 19 или 20, в котором сварное соединение представляет собой тавровое сварное соединение, образованное размещением концевого участка металлического элемента на поверхности металлического элемента и дуговой сваркой угловым швом концевого участка и этой поверхности.
| JP 200850807 A, 06.03.2008 | |||
| Способ уменьшения сварочных напряжений и деформаций | 1990 |
|
SU1698021A1 |
| Способ многопроходной сварки | 1990 |
|
SU1816595A1 |
| СВАРНЫЕ ШВЫ С ПОЛИМЕРНЫМ УПЛОТНИТЕЛЕМ | 2003 |
|
RU2325981C2 |
| Насосная установка | 1980 |
|
SU939829A1 |

