Предлагаемое изобретение относится к сварочному производству, а именно к способам сборки под сварку изделий коробчатой формы на специализированных устройствах, и может быть использовано при изготовлении сварных изделий коробчатой формы, например корпусов трансформаторов с гофрированными стенками.
Известно, что при изготовлении корпусов трансформаторов из гофрированной стенки автоматической дуговой сваркой плавящимся электродом нижний край гофростенки усиливают приваркой стальной узкой полосы, которая создает излишек металла у основания гофр и тем самым способствует заполнению при сварке мест перехода вертикальных гофр к горизонтальной плоскости (см., например, проспект фирмы «Heinrich Georg GMBH», 1983 г., стр.4).
Однако такой способ с предварительной приваркой ленты у основания гофр с двух сторон по всей длине гофростенки требует дополнительных производственных затрат при изготовлении гофростенок и увеличивает расход металла.
Известен способ дуговой сварки, при котором измеряют ток сварки, сравнивают его с заданной величиной, напряжение сварки изменяют по формуле, а скорость подачи проволоки изменяют в обратной зависимости от величины и знака отклонения тока сварки от заданного (SU 1668071 A1, В23К 9/073, 07.08.91).
Выполнение сварки по этому способу позволяет управлять количеством наплавляемого металла, однако требует при этом сложных систем измерения и управления параметрами режима сварки. Система изменения подачи проволоки и величины сварочного тока достаточно инерционны, что при сварке тонкостенных деталей гофрокорпусов на больших скоростях сварки потребует также сложных устройств для контроля положения основания гофр.
Гофрированная стенка представляет собой ряд вертикальных чередующихся складок (гофр) тонкого металла с загерметизированными сваркой кромками, в местах перехода гофра к горизонтальной плоскости имеются несваренные участки кромки, высота которых примерно равна двойной толщине стенки. При автоматической сварке гофростенок к рамке крышки и днищу корпуса нахлесточным швом из-за неправильно подобранного режима сварки у основания гофр могут образовываться непровары, вызывающие негерметичность всего корпуса. Единый режим сварки усиленным швом для избежания непроваров приводит к резкому перерасходу электродного металла и увеличивает нагрев деталей и рост термических деформаций в шве.
Техническим результатом предлагаемого изобретения является повышение качества сварных швов и упрощение действий при их получении, увеличение производительности и уменьшение производственных затрат при изготовлении гофрокорпусов.
Такой результат достигается, если применить способ автоматической дуговой сварки плавящимся электродом швов с периодическим переменным поперечным сечением, включающий сварку нахлесточных швов, сварку основания гофр, измерение пройденного пути сварочной горелки и изменение скорости сварки при выполнении сварных швов, в котором при подходе сварочной горелки к основанию гофра снижают скорость сварки пропорционально отношению площадей поперечных сечений наплавляемых швов, а после сварки основания гофр скорость сварки увеличивают.
Заявляемый способ автоматической дуговой сварки плавящимся электродом швов с периодическим переменным поперечным сечением и его осуществление иллюстрируются чертежами.
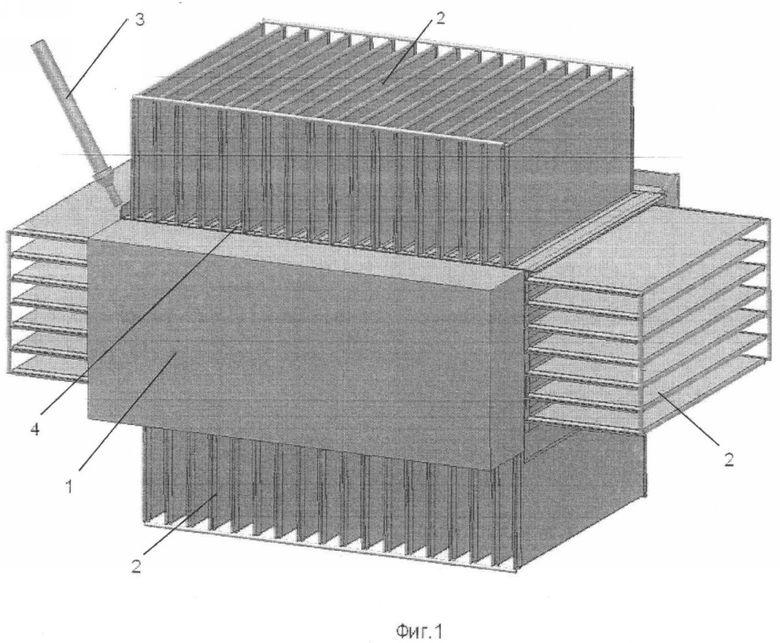
На фиг.1 схематично показан собранный под сварку гофрокорпус со сварочной горелкой.
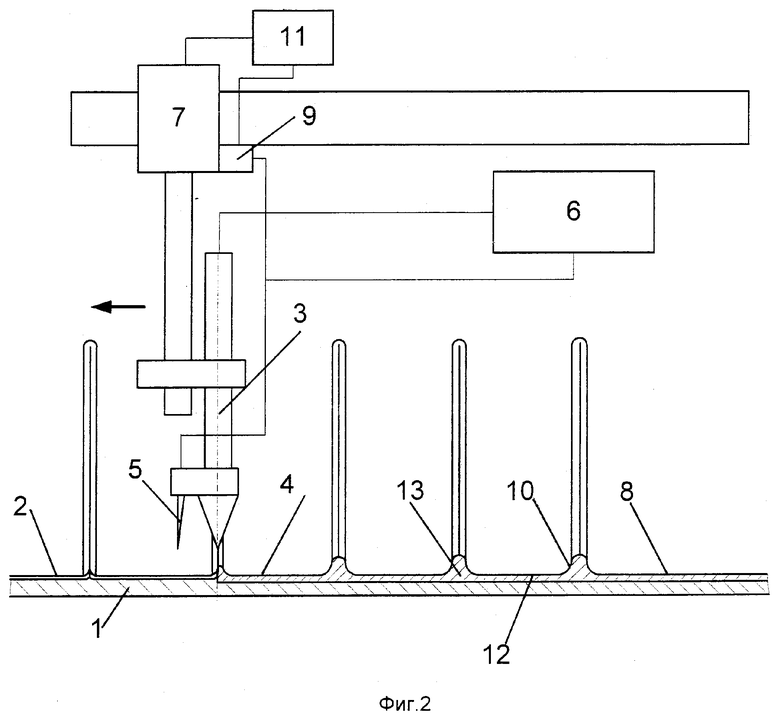
На фиг.2 представлена функциональная схема управления сваркой швов с периодическим переменным поперечным сечением.
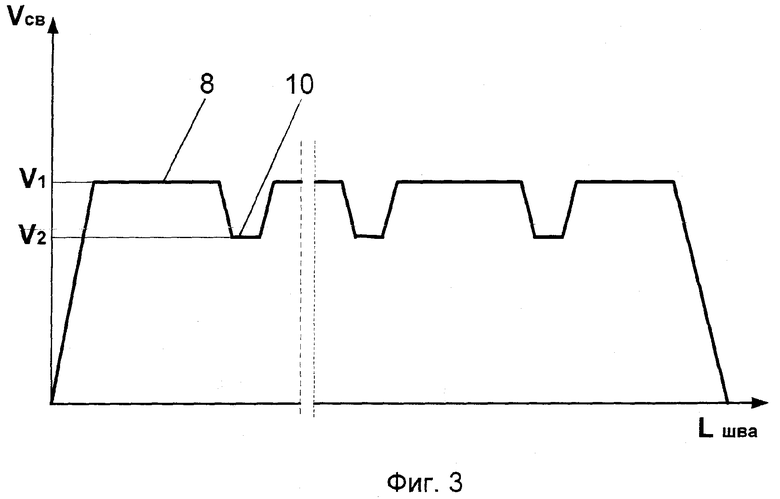
На фиг.3 приведена диаграмма программы изменения скорости сварки по пути.
Заявляемый способ осуществляется следующим образом.
К предварительно собранному корпусу трансформатора 1 с прихваченными гофростенками 2 подают горелку 3 для автоматической дуговой сварки, сориентированную относительно сварочного шва 4, датчик положения сварного шва 5 находит точку начала сварного шва и включает сварочный источник 6 и привод перемещения сварочной горелки 7 на выполнение нахлесточного шва на участке 8 со скоростью V1, также выдает команду датчику положения сварочной горелки 9 на начало отсчета пути, который при подходе к первому основанию гофра 10 дает команду в схему управления 11 приводом перемещения сварочной горелки 7 на снижение скорости сварки до V2, после сварки шва 10 у основания гофра датчик положения сварочной горелки 9 дает команду на повышение скорости до V1 для выполнения следующего участка 12 нахлесточного шва, затем сваривается шов у основания следующего гофра 13 и так далее, процесс выполнения сварного шва с периодическим переменным поперечным сечением повторяется до конца первой гофростенки, а потом его выполнение переносится на другие гофростенки корпуса.
Примером выполнения сварных швов по предложенному способу является следующее.
При сварке нижней кромки гофростенки с толщиной металла 1,5 мм нахлесточным швом его поперечное сечение F1 можно схематично представить как полуокружность диаметром 6 мм, поперечное сечение шва F2 у основания гофростенки можно представить как четверть окружности диаметром 10 мм.
Из формулы вычисления времени сварки шва и количества наплавленного металла с учетом поперечного сечения шва можно получить, что
F1=Iсв×Кн/7,85 V1,
F2=Iсв×Кн/7,85 V2,
где Iсв - сварочный ток,
Кн - коэффициент наплавки.
С учетом полученного соотношение F1/F2=V2/V1 и при неизменности других параметров режима, если F1=0,14 см2, a F2=0,19 см2, то V2 должна быть в 0,73 меньше
V1.
Таким образом, применение предлагаемого способа автоматической дуговой сварки плавящимся электродом швов с периодическим переменным поперечным сечением, включающего сварку нахлесточных швов, сварку основания гофр, измерение пройденного пути сварочной горелки и изменение скорости сварки при выполнении сварных швов, при котором при подходе сварочной горелки к основанию гофра снижают скорость сварки пропорционально отношению площадей поперечных сечений наплавляемых швов, а после сварки основания гофр скорость сварки увеличивают, позволяет не только отказаться от приварки усиливающих полос по краям гофростенок, но и за счет рационального наложения сварных швов снизить потери наплавленного металла и избежать нежелательных деформаций в районе сварных швов, уменьшить производственные затраты, увеличить производительность изготовления гофрокорпусов и в целом повысить качество и надежность гофрокорпусов силовых трансформаторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ИЗДЕЛИЙ КОРОБЧАТОЙ ФОРМЫ ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2479393C1 |
| УСТРОЙСТВО ДЛЯ ПРИХВАТКИ ГОФРОСТЕНОК К РАМКЕ КРЫШКИ И ДНИЩУ КОРПУСОВ ТРАНСФОРМАТОРОВ | 2011 |
|
RU2467856C1 |
| СПОСОБ ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ С ОДНОВРЕМЕННОЙ ПРИВАРКОЙ УСИЛИВАЮЩИХ ПРУТКОВ | 2013 |
|
RU2542204C1 |
| СПОСОБ И УСТРОЙСТВО ЗАМОНОЛИЧИВАНИЯ СВАРКОЙ КРОМОК ГОФР СТЕНОК КОРПУСОВ ТРАНСФОРМАТОРОВ | 2009 |
|
RU2426630C1 |
| УЧАСТОК ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ СВАРНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2378097C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОЛОС И ТРУБНЫХ ЗАГОТОВОК В НЕПРЕРЫВНЫХ АГРЕГАТАХ | 2008 |
|
RU2378090C1 |
| СПОСОБ СВАРКИ ПЛОСКИХ ПАНЕЛЕЙ С КОЛЛЕКТОРНОЙ ТРУБОЙ | 2008 |
|
RU2374054C1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2252847C2 |
| Способ дуговой механизированной сварки | 1988 |
|
SU1696206A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
Изобретение может быть использовано при изготовлении сварных изделий коробчатой формы с гофрированными стенками, в частности корпусов трансформаторов. Осуществляют приварку к корпусу изделия участков гофрированной стенки нахлесточным швом и оснований гофр с получением швов с периодическим переменным поперечным сечением. Изменяют скорость сварки по командам датчика положения сварочной горелки с учетом измерения пройденного ею пути пропорционально отношению площадей поперечных сечений наплавляемых швов. При подходе сварочной горелки к основанию гофра снижают скорость сварки, а после сварки основания гофра - увеличивают. Способ обеспечивает повышение качества сварного шва и увеличение производительности при уменьшении производственных затрат. 3 ил.
Способ автоматической дуговой сварки плавящимся электродом изделий коробчатой формы с гофрированными стенками, отличающийся тем, что осуществляют приварку к корпусу изделия участков гофрированной стенки нахлесточным швом и оснований гофр с получением швов с периодическим переменным поперечным сечением, при этом по командам датчика положения сварочной горелки с учетом измерения пройденного ею пути изменяют скорость сварки пропорционально отношению площадей поперечных сечений наплавляемых швов, причем при подходе сварочной горелки к основанию гофра скорость сварки снижают, а после сварки основания гофра - увеличивают.
| Способ дуговой сварки и устройство для его осуществления | 1989 |
|
SU1668071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЧЕТЫРЕХХОДОВОГО ВОЗДУХОПОДОГРЕВАТЕЛЯ С V-ОБРАЗНЫМИ ТРУБКАМИ | 2000 |
|
RU2176051C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| СПОСОБ ДУГОВОЙ ОБРАБОТКИ | 1984 |
|
RU1302560C |

