Настоящее изобретение относится к области техники DLC (алмазоподобных) покрытий, в частности покрытий для трущихся деталей.
Настоящее изобретение находит особенно подходящее применение для уменьшения коэффициента трения штоков поршней, распредвалов, толкателей клапанов, цилиндров, поршневых колец и т.п., например, и в общем, во всех случаях трения под нагрузкой. Специалисты в данной области техники хорошо осведомлены о возможности нанесения DLC покрытия на рассматриваемую деталь или детали для уменьшения такого трения.
Изобретение также может находить применение там, где существует требование к поверхности, образованной покрытием, заключающееся в том, чтобы поверхность имела черный цвет без какой-либо попытки уменьшения трения.
Специалистам в данной области техники также известно, что плохая адгезия DLC пленок к компонентам может представлять собой существенные проблемы при определенных применениях. Одно техническое решение для улучшения адгезии включает применение металлсодержащего адгезионного слоя на основе кремния или, например, хрома. Были предложены различные технические решения.
Например, документ WO 2011/018252 описывает трущуюся деталь с покрытием, состоящим из адгезионного слоя, металлсодержащего DLC покрытия и не содержащего металл DLC покрытия. Адгезионный слой предпочтительно представляет собой хромистое покрытие с максимальной толщиной, составляющей 1 мкм, тогда как металлсодержащее DLC покрытие предпочтительно выполнено из WCC покрытия на основе карбида вольфрама. Соотношения толщин различных слоев и покрытий ограничены определенными диапазонами значений, таким образом, что за пределами данных значений, в случае если толщина DLC покрытия слишком мала, срок службы компонента уменьшается, а в случае если толщина DLC покрытия слишком велика, компонент будет изнашиваться преждевременно с риском отслоения.
Документ WO 0179585 раскрывает многослойную систему, содержащую адгезионный слой, переходной слой и слой алмазоподобного углерода. Адгезионный слой содержит элемент 4-ой, 5-ой или 6-ой подгруппы и кремний, тогда как переходной слой содержит углерод и по меньшей мере один элемент 4-ой, 5-ой или 6-ой подгруппы и кремний. Верхний слой главным образом выполнен из алмазоподобного углерода. Система обладает твердостью, составляющей по меньшей мере 15 ГПа, и адгезионной прочностью по меньшей мере уровня HF3.
В общих чертах, наблюдается отслоение DLC пленки из данного подслоя, связанное с внутренними напряжениями в DLC пленке, и данное отслоение усиливается с увеличением толщины данной пленки. Также очевидно, что данный адгезионный подслой формируется на отдельном этапе, что увеличивает стоимость способа и его сложность.
Целью изобретения является преодоление данных недостатков простым, надежным, эффективным и действенным способом.
Проблемой, которую предлагает решить данное изобретение, является производство DLC пленок с улучшенной адгезией без использования металлсодержащих адгезионных подслоев (например, кремния или хрома) на основании идей из уровня техники.
Для решения данной проблемы была разработана и доведена до совершенства металлическая деталь, содержащая WC-C слой с градиентом состава без металлсодержащего подслоя, и поверхностный DLC слой, характеризующийся когезионными свойствами при испытании с помощью нанесения царапин.
Указанная проблема преимущественно решается посредством способа, при котором:
- травят деталь в СВЧ-плазме;
- подвергают деталь нанесению WC-C слоя с градиентом состава;
- используют СВЧ-плазму для нанесения DLC покрытия на WC-C слой.
Травление в СВЧ-плазме дает возможность обеспечения более эффективного травления (независимо от геометрии обрабатываемой детали), чем при использовании ионного травления в двухэлектродной системе посредством регулировки потока ионов. Также обеспечивается возможность травления деталей при низкой температуре без их разрушения. Также наблюдалось, что применение СВЧ-плазмы для нанесения DLC покрытия дает возможность уменьшения времени процесса нанесения приблизительно на 50% по сравнению со стандартным способом нанесения DLC покрытия.
Предпочтительно для обеспечения травления в диапазоне давлений от 0,05 до 0,5 Па создают плазму аргона.
В соответствии с другим аспектом, WC-C слой с градиентом состава производят посредством использования технологии магнетронного физического осаждения из паровой фазы (PVD). Начинают с первого чистого WC слоя, за которым следует слой с постепенно увеличивающимся расходом углеводородного газа, такого как С2Н2, за которым, наконец, следует WC-C слой. Толщина WC-C слоя с градиентом состава составляет от 0,3 до 10 мкм и предпочтительно 0,8 мкм для большинства применений, за исключением тех, которые требуют больших толщин, как, например, поршневые кольца.
В соответствии с другим аспектом, DLC покрытие имеет толщину от 1 до 20 мкм.
Изобретение также относится к трущейся детали с DLC покрытием, нанесенным на WC-C слой с градиентом состава, который имеет протравленная в СВЧ-плазме деталь.
Изобретение раскрыто ниже более подробно, при этом сделаны ссылки на прилагаемые графические материалы, на которых:
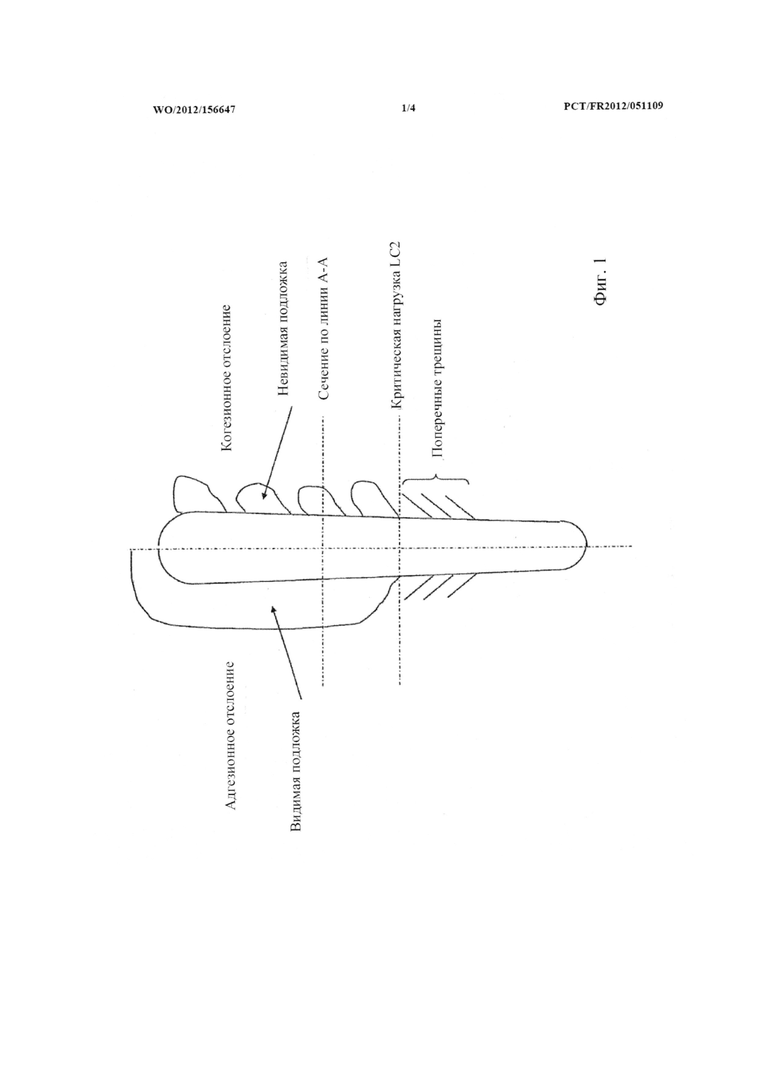
- Фиг.1 представляет собой профиль излома покрытия при испытании с помощью нанесения царапин;
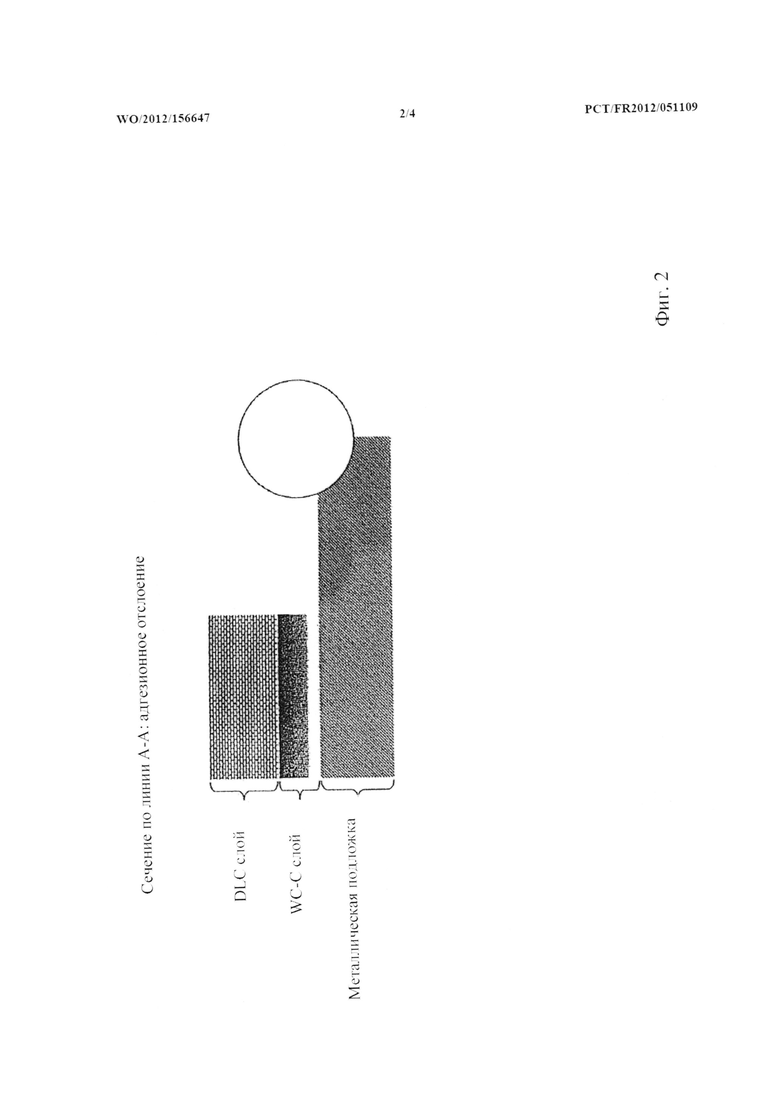
- Фиг.2 представляет собой поперечное сечение по линии А-А на фиг.1 в случае адгезионного отслоения;
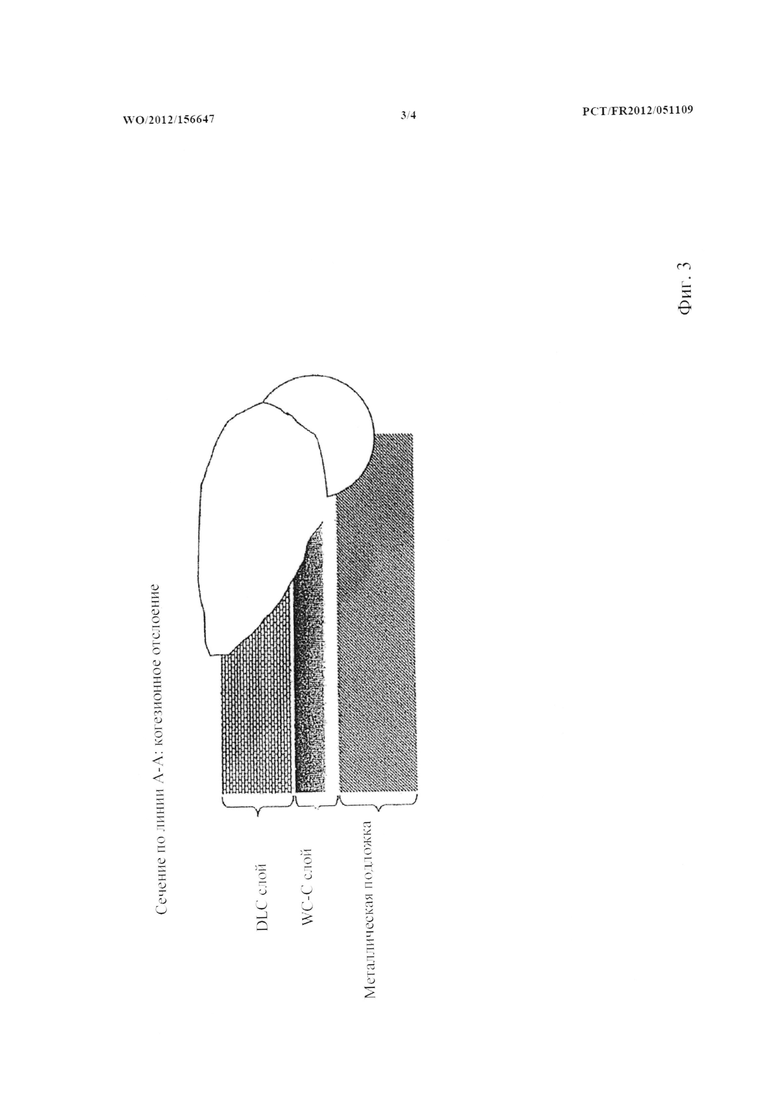
- Фиг.3 представляет собой поперечное сечение по линии А-А на фиг.1 в случае когезионного отслоения;
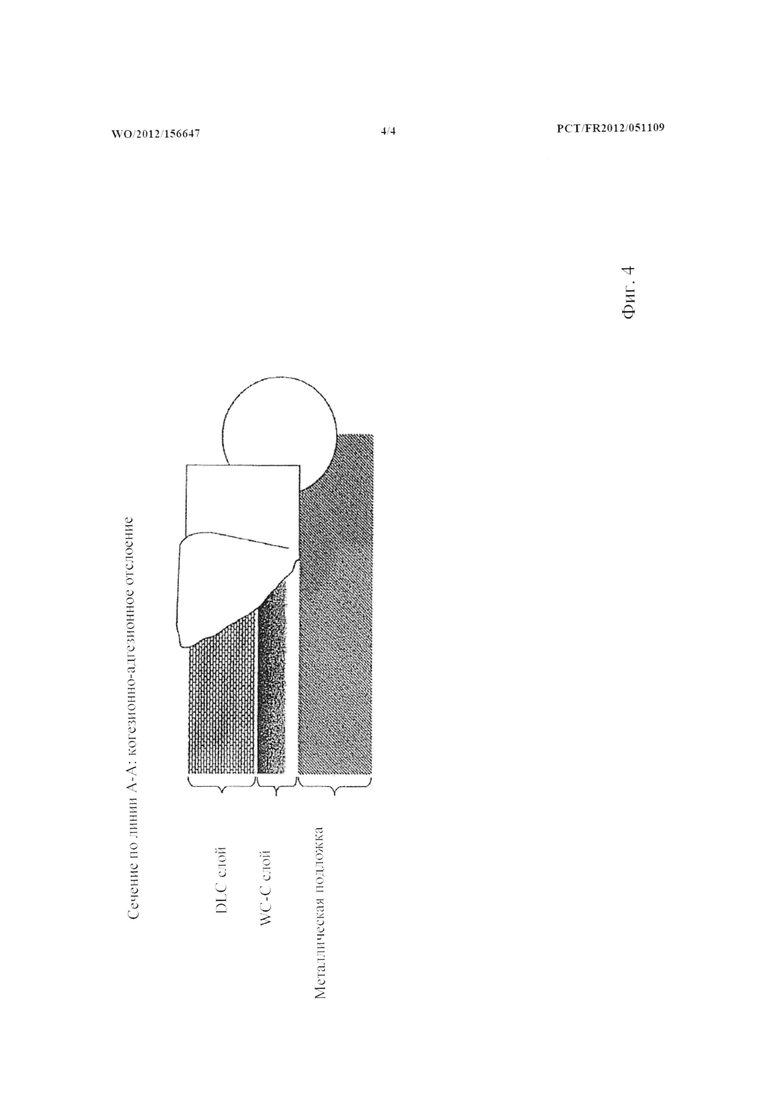
- Фиг.4 представляет собой поперечное сечение по линии А-А на фиг.1 в случае когезионно/адгезионного отслоения.
Как показано, в уровне техники описаны DLC покрытия, которые в каждом случае включают адгезионный подслой, выполненный, например, из чистого хрома, за которым следует слой на основе карбида вольфрама, в котором содержание углерода постепенно увеличивается до тех пор, пока не будет получен DLC слой, легированный вольфрамом с целью обеспечения адгезии осаждаемого DLC слоя нелегированного металлом.
В контексте данного изобретения были проведены испытания с целью сравнения результатов, полученных для DLC покрытий, произведенных с одним или несколькими подслоями и DLC покрытия, в котором не используется адгезионный слой в соответствии с аспектами изобретения.
Материалы осаждали на металлсодержащие подложки, которые предварительно были подвергнуты ионному травлению для того, чтобы устранить какие-либо поверхностные оксиды, с тем чтобы улучшить адгезию покрытия. Специалистам в данной области техники хорошо известны различные технологии ионного травления, например, главным образом ионное травление в двухэлектродной системе, ионное травление в трехэлектродной системе и ECR травление плазмой электронного циклотронного резонанса (ECR).
Ионное травление в двухэлектродной системе включает прикладывание отрицательного напряжения величиной несколько сотен вольт (<-500 В) к подложкам в атмосфере аргона с давлением от 1 до 10 Па. В этих условиях возникает светящийся разряд вокруг деталей, и положительные ионы аргона в плазме бомбардируют поверхность подложки, таким образом, обеспечивая травление поверхности и устранение оксида.
При использовании технологии ионного травления в трехэлектродной системе плазменным усилителем производится плотная плазма аргона с низким давлением (от 0,1 до 1 Па). Положительные ионы аргона ускоряются посредством прикладывания к подложке отрицательного электрического смещения, и таким образом они осуществляют травление поверхности. Для способа данного типа отрицательное напряжение должно находиться в пределах от -250 В до -500 В для достижения максимальной эффективности травления.
Травление плазмой электронного циклотронного резонанса обеспечивает возможность получения плазмы аргона с диапазоном давлений от 0,05 до 0,5 Па. Электрическое смещение деталей осуществляется посредством прикладывания отрицательного напряжения, оптимальная величина которого находится в диапазоне от -50 В до -250 В.
В ходе данных испытаний была использована каждая из этих технологий. После травления на некоторые из данных тестовых заготовок был нанесен адгезионный подслой из чистого хрома посредством магнетронного катодного распыления с получением толщины хрома, составляющей приблизительно от 0,1 до 0,2 мкм. Затем посредством магнетронного катодного распыления на все тестовые заготовки был осажден карбид вольфрама с постепенно увеличивающимся расходом углеводорода, обеспечивающий, таким образом, возможность обогащения осаждаемого углерода до атомарной концентрации в избытке 50% для обеспечения адгезии финального DLC покрытия. Вольфрамсодержащий слой имел толщину, составляющую приблизительно 0,5 мкм, a DLC покрытие имело толщину, составляющую приблизительно 2 мкм, кроме образцов 9 и 10, где толщина вольфрамсодержащего слоя была увеличена до 1,5 мкм.
В приведенной ниже таблице обобщены условия испытаний.
Все покрытия были охарактеризованы в отношении их адгезии. Применялся метод испытания с помощью нанесения царапин. Читателю следует помнить, что этот метод включает нанесение царапин на поверхность осажденного материала с помощью алмазного конуса, подобного применяемому при испытании твердости вдавливанием по шкале С по Роквеллу. По мере поступательного перемещения заготовки с постоянной скоростью под алмазным наконечником прикладывается постепенно увеличивающаяся нагрузка. Это обеспечивает возможность получения царапины с использованием повышенной нагрузки (фиг.1), на основании которой существует возможность определения силы отслоения (критической нагрузки), а также типа отслоения. Тип отслоения показывает место разрушения в покрытии. Существует два основных типа отслоения:
- Адгезионное отслоение (фиг.2);
- Когезионное отслоение (фиг.3).
Существует смешанный тип, называемый когезионно-адгезионным (фиг.4), в котором сочетаются адгезионное разрушение и когезионное разрушение.
Адгезионное отслоение представляет собой распространение трещин вдоль одной границы раздела и, таким образом, параллельно поверхности детали, тогда как когезионное отслоение распространяется сквозь покрытие под острым углом относительно границы раздела. Адгезионное отслоение характеризуется недостаточной адгезией покрытия. Когезионное отслоение происходит при превышении нагрузками предела прочности (механической прочности) материалов, составляющих покрытие.
В случае адгезионных разрушений критическая нагрузка характеризуется силой адгезии.
В случае когезионного разрушения она характеризуется прочностью покрытия на разрыв, а не его адгезионными свойствами. Критическая нагрузка является не просто характеристикой осаждаемого материала, она также зависит от его толщины и твердости подложки.
Для оценки адгезии был использован второй способ. Он включает вдавливание с нагрузкой 2 кг осажденного материала алмазным конусом для проведения испытания на твердость по Виккерсу.
В приведенной ниже таблице обобщена серия испытаний, включая результаты метода испытания с помощью нанесения царапин, полученные при использовании подложек, выполненных из инструментальной стали (твердостью 64 HRC), для общей толщины осажденного слоя, составляющей 2,5 мкм без хромового подслоя, и 2,7 мкм - с хромовым подслоем, и общей толщины, составляющей 3,5 мкм в случае образцов 9 и 10. Образцы 11 и 12 имеют толстые пакеты, что демонстрирует надежность изобретения. Образец 11 содержит слой на основе вольфрама толщиной 4 мкм, на который было осаждено DLC покрытие толщиной 8 мкм. В случае образца 12, толщина вольфрамового слоя была увеличена до 9,7 мкм, а толщина слоя DLC покрытия была увеличена до 19,2 мкм.
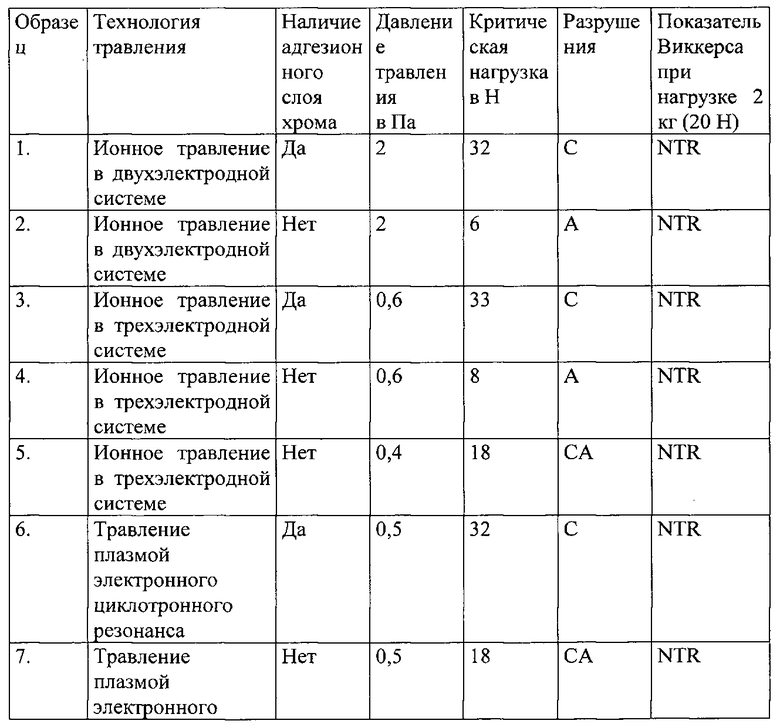
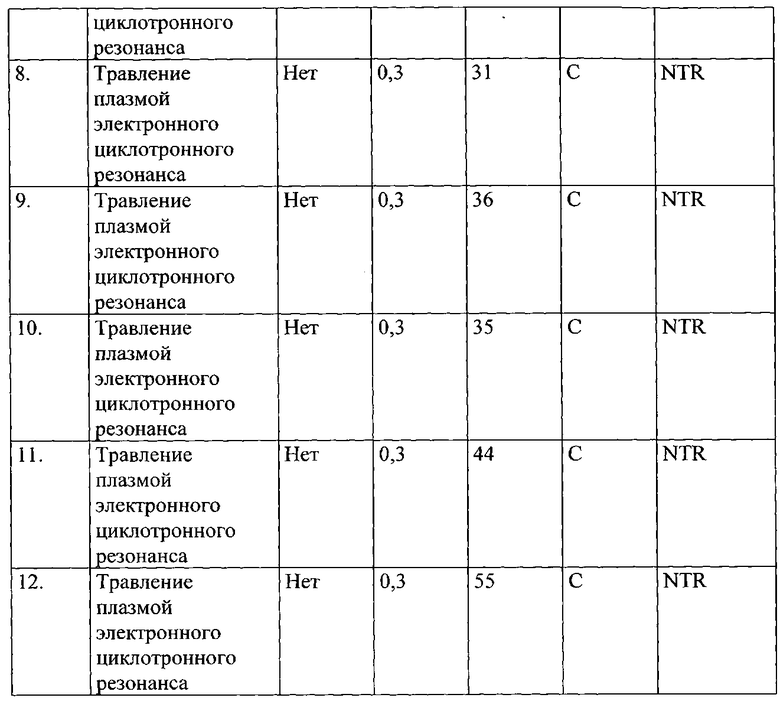
С=когезионное;
А=адгезионное;
СА=когезионно/адгезионное;
NTR=нет отслоения осажденного материала.
Приведенная выше таблица показывает, что в случае ионного травления в двухэлектродной системе и в соответствии с идеями из уровня техники, хромовый подслой обеспечивает возможность получения хорошей адгезии (образец 1), а также то, что в случае его отсутствия происходит разрушение на границе раздела между WC слоем и сталью (образец 2).
Применение технологии ионного травления в трехэлектродной системе в результате дает изменение характеристик осажденного материала без применения хромового подслоя при его испытании с помощью нанесения царапин (образцы 4 и 5). Критическая нагрузка увеличилась, в сравнении с ионным травлением в двухэлектродной системе (образец 2), и тип отслоения изменился (образцы 4 и 5).
Наблюдаемые осколки показывают тип промежуточного отслоения.
Согласно изобретению применение травления плазмой электронного циклотронного резонанса демонстрирует то, что существует возможность получения механических характеристик, вполне сходных с характеристиками согласно уровню техники, без использования хромового подслоя (образец 8). Также следует отметить, что понижение давления (плазмы) при использовании технологии ионного травления в трехэлектродной системе в результате обеспечивает улучшенные характеристики при испытании с помощью нанесения царапин (образцы 7 и 8).
Образцы 9 и 10 показывают то, что сопротивляемость когезионному отслоению повышена за счет толщины вольфрамсодержащего подслоя, что показано значениями критической нагрузки. В двух образцах толщина слоя карбида вольфрама и градиентного слоя составляет 1,5 мкм. Конкретнее, в образце 9 толщина слоя карбида вольфрама была увеличена до 1 мкм, а толщина, которая относится к слою с градиентом концентрации углерода, составляла 0,5 мкм. В образце 10 толщина слоя карбида вольфрама составляет 0,2 мкм, тогда как толщина слоя с градиентом концентрации углерода составляет 1,3 мкм.
Образцы 11 и 12 демонстрируют надежность данного технического решения. Известно, что увеличение толщины тонких твердых слоев, осаждаемых в вакууме, в результате дает увеличение внутренних напряжений сжатия в них. Тем не менее, свойства остаются когезионными при испытании с помощью нанесения царапин, при этом повышение критической нагрузки является результатом увеличения толщины слоя на основе вольфрама.
В дополнение к технологии травления результаты имеют склонность к демонстрации улучшения адгезии слоев, произведенных без хромового подслоя при уменьшении давления травления. Уменьшение давления при травлении, по факту, зависит от самой технологии. Технология ионного травления в двухэлектродной системе, как правило, не способна генерировать давления плазмы величиной менее 0,5 Па.
Таким образом, согласно изобретению применение подходящей технологии травления обеспечивает возможность уменьшения давления аргона, а также возможность изготовления склеенного пакета DLC типа без хромового подслоя, что является достижением, идущим вразрез со всем, что широко поддерживалось специалистами в данной области техники в предыдущих технических решениях.
Способ согласно данному изобретению обладает многочисленными преимуществами.
Кроме упрощения конструкции необходимого оборудования, а также уменьшения его стоимости, исключение адгезионного подслоя также устраняет одну границу раздела и, таким образом, повышает надежность и устойчивость покрытия.
Также очевидно, как было показано в результате проведенных испытаний, что хромовый подслой имеет склонность к маскировке дефектов при определенных типах травления, в отличие от карбида вольфрама, который, оказывается, требует осуществление более эффективного травления для того, чтобы обладать такими же хорошими свойствами в отношении адгезии, как и материал с осажденным на него хромовым подслоем. Кроме того, вдавливание с нагрузкой 2 кг алмазным наконечником для определения твердости по Виккерсу не дало возможности определения каких-либо отличий в адгезии осаждаемых материалов различных типов. Хотя прикладываемая нагрузка составляла 2 кг (20 Н), деформация, вызванная алмазным конусом для определения твердости по Виккерсу, была недостаточной для отделения осажденных материалов, как в случае образца 2, где адгезия, тем не менее, была определена посредством метода испытания с помощью нанесения царапин, как недостаточная.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2016 |
|
RU2617189C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ СВЕРХТВЕРДЫХ ПОКРЫТИЙ | 2007 |
|
RU2360032C1 |
| Способ получения прозрачного износостойкого покрытия на основе борида алюминия-магния на поверхности прозрачных стеклянных изделий | 2017 |
|
RU2680548C1 |
| ДЕТАЛЬ, СНАБЖЕННАЯ ПОКРЫТИЕМ ИЗ ГИДРИРОВАННОГО АМОРФНОГО УГЛЕРОДА НА ПОДСЛОЕ, СОДЕРЖАЩЕМ ХРОМ, УГЛЕРОД И КРЕМНИЙ | 2019 |
|
RU2788796C2 |
| ДЕТАЛЬ, СНАБЖЕННАЯ ПОКРЫТИЕМ ИЗ НЕГИДРИРОВАННОГО АМОРФНОГО УГЛЕРОДА НА ПОДСЛОЕ, СОДЕРЖАЩЕМ ХРОМ, УГЛЕРОД И КРЕМНИЙ | 2019 |
|
RU2778062C2 |
| Способ получения композиционного износостойкого покрытия на твердосплавном инструменте | 2023 |
|
RU2803180C1 |
| ЭЛЕМЕНТ СКОЛЬЖЕНИЯ, В ЧАСТНОСТИ, ПОРШНЕВОЕ КОЛЬЦО СО СТОЙКИМ ПОКРЫТИЕМ | 2013 |
|
RU2634811C2 |
| СКОЛЬЗЯЩИЙ ЭЛЕМЕНТ, В ЧАСТНОСТИ ПОРШНЕВОЕ КОЛЬЦО, И СПОСОБ ПОКРЫТИЯ СКОЛЬЗЯЩЕГО ЭЛЕМЕНТА | 2011 |
|
RU2558024C2 |
| Способ получения многослойных износостойких алмазоподобных покрытий | 2020 |
|
RU2740591C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2013 |
|
RU2521780C1 |
Изобретение относится к области нанесения алмазоподобных (DLC) покрытий на металлические детали, подвергающиеся в процессе эксплуатации трению. Металлическую деталь травят в СВЧ-плазме и подвергают нанесению WC-C слоя с градиентом состава. При нанесении WC слоя с градиентом состава вначале наносят первый чистый WC слой, за которым наносят слой с постепенно увеличивающимся расходом углеводорода, а затем WC-C слой. Наносят DLC покрытие на WC-C слой, используя СВЧ-плазму. Получаемые покрытия обладают высокой адгезией без необходимости нанесения металлосодержащих адгезионных подслоев, что упрощает технологию нанесения покрытий. 3 н. и 6 з.п. ф-лы, 4 ил., 2 табл.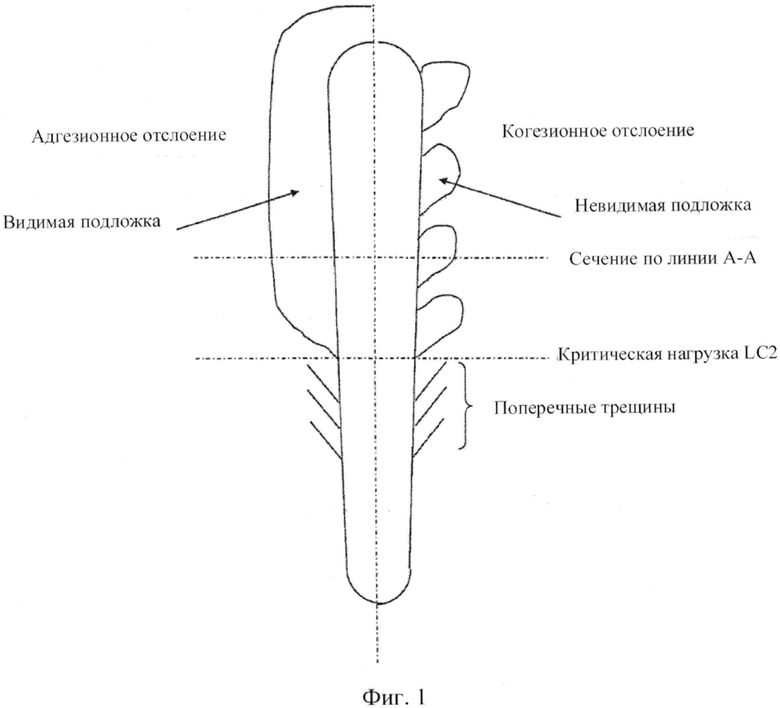
1. Металлическая деталь, содержащая нанесенный на металлическую подложку WC-C слой с градиентом состава и поверхностный алмазоподобный (DLC) слой, обладающий когезионными свойствами при испытаниях с помощью нанесения царапин.
2. Деталь по п. 1, отличающаяся тем, что покрыта DLC покрытием, нанесенным на WC-C слой с градиентом состава, после травления в СВЧ-плазме.
3. Способ нанесения алмазоподобного (DLC) покрытия на металлическую деталь, включающий следующие этапы, на которых:
- травят деталь в СВЧ-плазме;
- подвергают деталь нанесению WC-C слоя с градиентом состава;
- используют СВЧ-плазму для нанесения DLC покрытия на WC-C слой.
4. Способ по п. 3, отличающийся тем, что травление детали осуществляют в плазме аргона в диапазоне давлений от 0,05 до 0,5 Па.
5. Способ по п. 3, отличающийся тем, что нанесение WC-C слоя с градиентом состава осуществляют магнетронным физическим осаждением из паровой фазы (PVD).
6. Способ по п. 5, отличающийся тем, что при нанесении WC-C слоя с градиентом состава вначале наносят первый чистый WC слой, за которым наносят слой с постепенно увеличивающимся расходом углеводорода, а затем WC-C слой.
7. Способ по п. 5 или 6, отличающийся тем, что наносят WC-C слой с градиентом состава толщиной от 0,3 до 10 мкм, предпочтительно 0,8 мкм.
8. Способ по п. 3, отличающийся тем, что наносят DLC покрытие толщиной от 1 до 20 мкм.
9. Фрикционная деталь, содержащая алмазоподобное (DLC) покрытие, характеризующаяся тем, что DLC покрытие нанесено способом по любому из пп. 3-8.
| US 7601405 B2, 13.10.2009 | |||
| АЛМАЗОСОДЕРЖАЩИЙ СЛОИСТЫЙ КОМПОЗИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2184644C2 |
| 2000 |
|
RU2238922C2 | |
| US 6740393 B1, 25.05.2004 | |||
| US 20100130291 A1, 27.05.2010 | |||
| BEWILOGUA K | |||
| et al | |||
| Hard and superhard coatings for tribological applications / Third Mikkeli International Industrial Coating Seminar, Finland, 2006. | |||

