Область техники
Настоящее изобретение относится к способу остановки реакции окислительного аммонолиза.
Описание предшествующего уровня техники
Уровень техники
Традиционно был известен способ получения ненасыщенного нитрила путем реакции окислительного аммонолиза, которая является разновидностью парофазной реакции контактного окисления, с использованием олефина, такого как пропилен, в качестве исходного вещества. С недавнего времени стал привлекать внимание способ получения акрилонитрила с использованием в реакции окислительного аммонолиза пропана вместо пропилена. Промышленное получение акрилонитрила осуществляется при высокой температуре более 300°C в большом реакторе. Поэтому во время регулярных проверок или во время чрезвычайной ситуации желательно остановить реакцию быстро и безопасно. Однако также необходимо уделять внимание тому, чтобы при остановке реакции не ухудшались свойства катализатора. Поэтому, для того, чтобы быстро и безопасно останавливать горячий большой реактор и в то же время предотвращать ухудшение свойств катализатора, исследуются способы остановки реакции окислительного аммонолиза.
В патентной литературе 1 раскрыто, что при получении с помощью реакции окислительного аммонолиза пропана или изобутана соответствующего ненасыщенного нитрила при температуре от 380 до 500°C в реакторе с псевдоожиженным слоем подача горючего газа и газа, содержащего молекулярный кислород, продолжается по мере того, как температура понижается до 300°C, даже после того как была остановлена подача исходных газов для реакции окислительного аммонолиза. В патентной литературе 1 раскрывается, что предпочтительно, чтобы горючий газ, включенный в газ, содержащий молекулярный кислород, который подается в реактор, составлял в диапазоне от 0,1 до 30% по объему.
В Патентной литературе 2 раскрыто, что при остановке реакции окислительного аммонолиза пропилена или изобутилена, в которой используется реактор с псевдоожиженным слоем, после остановки подачи в реактор кислородсодержащего газа, аммиака и пропилена или изобутилена, в реактор подают инертный газ в количестве, составляющем от 1 до 1000 объемов слоя катализатора. В соответствии с другим вариантом раскрыто, что после остановки подачи в реактор пропилена или изобутилена реакцию окислительного аммонолиза останавливают путем подачи в реактор кислородсодержащего газа в количестве, составляющем от 0,5 до 5 объемов слоя катализатора, или путем подачи в реактор кислородсодержащего газа и аммиака в количестве, составляющем от 3 до 1000 объемов слоя катализатора.
Список цитируемой литературы
Патентная литература
Патентная литература 1: японский выложенный патент №11-209331
Патентная литература 2: японский выложенный патент №2002-265431
Сущность изобретения
Техническая задача
Однако, согласно исследованиям авторов настоящего изобретения в отношении способов остановки реакции окислительного аммонолиза пропана, когда внутренний диаметр реактора имеет величину, превышающую несколько метров, для остановки подачи пропана и аммиака в способе остановки, описанном в патентной литературе 1, требуется большое количество времени, так что нельзя быстро остановить реакцию и в то же время предотвратить ухудшение свойств катализатора. Кроме того, в Патентной литературе 2, хотя и описано суммарное количество инертного газа, подаваемого в реактор после остановки подачи пропилена, если исходить из этого способа, происходит снижение активности из-за ухудшения свойств катализатора, и таким образом снижается выход акрилонитрила.
Так как реакция окислительного аммонолиза пропана является самоускоряющейся экзотермической реакцией, контроль температуры является более трудным, чем при реакции окислительного аммонолиза пропилена, поэтому отвод тепла из реактора становится очень важным. Следовательно, выбирают реактор с псевдоожиженным слоем, в котором контроль температуры является сравнительно легким и эффективным. Кроме того, поскольку частицы катализатора, используемые при реакции в псевдоожиженном слое, являются очень маленькими и находятся в энергично перемешиваемом текучем состоянии, также имеется преимущество в том, что даже в присутствии высокой концентрации огнеопасного газа взрыв не происходит, и таким образом реакцию можно проводить сравнительно безопасно. Однако, в тех участках, где количество частиц катализатора в газе является немногочисленным, таких как верхняя часть реактора и выпуск, может произойти трудноконтролируемая реакция горения, если газовый состав достигнет пределов огнеопасной концентрации. В нормальном рабочем состоянии трудноконтролируемая реакция горения вряд ли произойдет, поскольку условия реакции контролируются с учетом подавления реакции горения в реакторе. Однако, в ходе операции по остановке реакции, имеется период очень высокого риска из-за возможности того, что газовый состав достигнет пределов огнеопасной концентрации в верхней части реактора или в области выпуска реактора даже на короткий промежуток времени. С точки зрения придания значения безопасности, предпочтительным является способ, в котором сначала останавливают подачу кислородсодержащего газа, а затем последовательно останавливают подачу пропана и аммиака. Однако если катализатор подвергается воздействию пропана или аммиака под высокой температурой, происходит ухудшение свойств катализатора из-за восстановительного действия, и рабочие характеристики катализатора необратимо ухудшаются.
Поэтому с известными способами трудно одновременно достичь подавления ухудшения свойств катализатора и безопасной и быстрой остановки реакции при реакции окислительного аммонолиза пропана.
Настоящее изобретение было осуществлено с учетом вышеописанных проблем, а задачей настоящего изобретения является обеспечение способа остановки реакции окислительного аммонолиза безопасно и быстро, не вызывая снижения активности катализатора или выхода акрилонитрила, при остановке реакции окислительного аммонолиза пропана.
Решение задачи
В результате тщательного исследования в отношении решения вышеописанных задач, авторы настоящего изобретения обнаружили, что при остановке реакции окислительного аммонолиза пропана, реакция окислительного аммонолиза пропана может быть остановлена безопасно и быстро одновременно с предотвращением снижения активности катализатора путем подачи в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час, после остановки подачи в реактор пропана, кислородсодержащего газа и аммиака, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже, и пришли, таким образом, к настоящему изобретению.
А именно, настоящее изобретение заключается в следующем.
[1] Способ остановки реакции окислительного аммонолиза, включающий:
стадию остановки подачи, заключающуюся в остановке подачи в реактор пропана, кислородсодержащего газа и аммиака, где реакцию окислительного аммонолиза пропана проводят с использованием катализатора; и
стадию остановки реакции, заключающуюся в подаче в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже,
в котором время, необходимое для снижения температуры катализатора до значения 360°C или ниже после стадии остановки подачи, находится в пределах 10 часов.
[2] Способ остановки реакции окислительного аммонолиза по п. [1], в котором катализатор представляет собой катализатор, содержащий Мо, V, Nb и Sb.
[3] Способ получения акрилонитрила, включающий:
стадию остановки подачи, заключающуюся в остановке подачи в реактор пропана, кислородсодержащего газа и аммиака, где реакцию окислительного аммонолиза пропана проводят с использованием катализатора; и
стадию остановки реакции, заключающуюся в подаче в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже,
в котором время, необходимое для снижения температуры катализатора до значения 360°C или ниже после стадии остановки подачи, находится в пределах 10 часов.
Полезные эффекты изобретения
Согласно настоящему изобретению осуществлен способ остановки реакции окислительного аммонолиза, который позволяет безопасно и быстро останавливать реакцию окислительного аммонолиза, и в тоже время подавлять снижение активности катализатора и выхода акрилонитрила.
Описание вариантов осуществления
Теперь ниже будет более подробно описан вариант осуществления настоящего изобретения (в дальнейшем именуемый как "настоящий вариант осуществления"). Однако настоящее изобретение не ограничено следующим вариантом осуществления. Настоящее изобретение можно осуществлять, одновременно делая различные модификации в пределах объема изобретения.
[Способ остановки реакции окислительного аммонолиза]
Способ остановки реакции окислительного аммонолиза согласно настоящему варианту осуществления включает:
стадию остановки подачи, заключающуюся в остановке подачи в реактор пропана, кислородсодержащего газа и аммиака, где реакцию окислительного аммонолиза пропана проводят с использованием катализатора; и
стадию остановки реакции, заключающуюся в подаче в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже,
в котором время, необходимое для снижения температуры катализатора до значения 360°C или ниже после стадии остановки подачи, находится в пределах 10 часов. Ниже будет описана стадия реакции окислительного аммонолиза, после чего будет приведено описание способа остановки реакции окислительного аммонолиза согласно настоящему варианту осуществления.
(Реакция окислительного аммонолиза)
Акрилонитрил получают путем проведения реакции окислительного аммонолиза пропана посредством обеспечения контактирования пропана, аммиака и кислородсодержащего газа с катализатором в реакторе.
(Исходные вещества: пропан, аммиак и кислородсодержащий газ)
Пропан и аммиак в качестве исходных веществ не ограничиваются продуктами высокой чистоты. Например, могут использоваться газообразный пропан или газообразный аммиак промышленного сорта, такие как пропан, который содержит примеси, такие как этан, этилен, н-бутан, или изобутан, в количестве 5,0% об. или менее, и аммиак, содержащий примеси, такие как вода, в количестве 1,0% об. или менее.
Кислородсодержащий газ не ограничивается особым образом. Конкретные примеры, которые могут использоваться, включают воздух, обогащенный кислородом воздух, чистый кислород, или газ, такой как перечисленные, разбавленный инертным газом, таким как гелий, аргон, углекислый газ или азот, или разбавленный паром. При использовании в промышленном масштабе, предпочтительно из числа перечисленных использовать воздух из-за удобства его использования.
(Катализатор)
Катализатор не ограничивается особым образом, при условии, что он может использоваться в реакции окислительного аммонолиза пропана. А именно, предпочтительно, чтобы содержались Мо, V, Nb и Sb. Хотя причина и не ясна, катализаторы, которые содержат Мо, V, Nb и Sb в качестве основных компонентов, склонны образовывать структуру цвета бронзы, которая имеет хорошую кристалличность, что, как полагают, способствует наличию хорошей каталитической способности в ходе реакции окислительного аммонолиза пропана.
С точек зрения улучшения селективности в сторону образования целевого продукта и проведения длительной реакции в проточном реакторе, более предпочтительный состав, который включен в катализатор, представлен следующей формулой.
Mo1VaNbbSbcXdZeOn
В котором компонент X представляет собой один или несколько элементов, выбираемых из группы, состоящей из W, Те, Bi и Mn, компонент Z представляет собой один или несколько элементов, выбираемых из группы, состоящей из La, Ce, Pr, Yb, Y, Sc, Sr, и Ba, а a, b, c, d, e, и n обозначают отношение числа атомов каждого элемента к числу атомов Мо, при этом a имеет значение 0,05≤a≤1, b имеет значение 0,01≤b≤1, c имеет значение 0,01≤c≤1, d имеет значение 0≤d≤1, e имеет значение 0≤e≤1, а n является числом, определяемым исходя из атомных чисел входящих в состав металлов.
Отношение a количества атомов V к количеству атомов Мо имеет значение 0,05≤a≤1, предпочтительно 0,075≤a≤0,7 и более предпочтительно 0,1≤a≤0,4. Установка соотношения a количества атомов в этом диапазоне способствует обеспечению получения более подходящей активности в отношении пропана и лучшему подавлению разложения акрилонитрила. Отношение b количества атомов Nb к количеству атомов Мо имеет значение 0,01≤b≤1, предпочтительно 0,02≤b≤0,7 и более предпочтительно 0,03≤b≤0,4. Установка соотношения b количества атомов в этом диапазоне способствует обеспечению получения более подходящей активности в отношении пропана и лучшему подавлению разложения акрилонитрила. Отношение c количества атомов Sb к количеству атомов Мо имеет значение 0,01≤c≤1, предпочтительно 0,03≤c≤0,8 и более предпочтительно 0,05≤c≤0,5. Установка соотношения c количества атомов в этом диапазоне способствует обеспечению более легкого протекания реакции окислительного аммонолиза. Кроме того, a/c, которое является соотношением количества атомов V и Sb, предпочтительно имеет значение 0,5≤a/c≤2,0, более предпочтительно 0,6≤a/c≤1,8 и еще более предпочтительно 0,7≤a/c≤1,6. Установка значения a/c таким образом, чтобы оно находилось в указанном диапазоне, способствует лучшему подавлению разложения образовавшегося акрилонитрила.
Отношение d количества атомов X к количеству атомов Мо имеет значение 0≤d≤1, предпочтительно 0,001≤d≤0,5, более предпочтительно 0,003≤d≤0,4 и еще более предпочтительно 0,005≤d≤0,3. Установка соотношения d количества атомов в этом диапазоне способствует значительно большему подавлению активности разложения акрилонитрила и обеспечивает получение более подходящей активности в отношении пропана. С точки зрения длительного промышленного использования, в качестве элемента X предпочтительным является W, Bi или Mn, а более предпочтительным является W, поскольку он способствует подавлению разложения акрилонитрила.
Отношение e количества атомов Z к количеству атомов Мо имеет значение 0≤e≤1, предпочтительно 0,0001≤e≤0,5 и более предпочтительно 0,0005≤e≤0,3. Установка соотношения e количества атомов в этом диапазоне способствует подавлению разложения акрилонитрила и сгорания аммиака.
Предпочтительно, чтобы носитель, на который нанесен вышеописанный катализатор, имел в качестве основного компонента диоксид кремния. Когда катализатор нанесен на носитель, который в качестве основного компонента имеет диоксид кремния, как правило, достигается высокая механическая прочность. Следовательно, такой катализатор может предпочтительно использоваться в нижеописанной парофазной контактной реакции окислительного аммонолиза для которой используется реактор с псевдоожиженным слоем. Когда основным компонентом носителя является диоксид кремния, содержание диоксида кремния в носителе предпочтительно составляет от 20 до 70% по массе в пересчете на SiO2, более предпочтительно от 25 до 65% по массе и еще более предпочтительно от 30 до 60% по массе, исходя из суммарной массы катализатора и носителя. С точек зрения прочности и предотвращения пыления, содержание диоксида кремния в качестве носителе составляет предпочтительно 20% по массе или более, по отношению к суммарной массе катализатора и носителя. Если содержание диоксида кремния составляет 20% по массе или более, можно осуществлять устойчивый режим работы, в том числе, когда катализатор используется в промышленных масштабах, при этом потери катализатора на носителе, как правило, являются низкими, что является предпочтительным также с точки зрения оптимальных затрат. Кроме того, с точек зрения получения достаточной активности и правильного размещения необходимого количества катализатора, предпочтительно, чтобы содержание диоксида кремния в качестве носителя предпочтительно составляло 70% по массе или менее, исходя из суммарной массы катализатора и носителя. Особенно в случае реакции в псевдоожиженном слое, если содержание диоксида кремния составляет 70% по массе или менее, относительная плотность катализатора является подходящей, поэтому легко получить надлежащее текучее состояние.
(Способ получения катализатора)
Способ получения вышеописанного катализатора не ограничивается особым образом. А именно, можно применять способ, который включает следующие три стадии.
Стадия (1): Стадия получения смешанного раствора исходных веществ путем смешивания исходных веществ
Стадия (2): Стадия получения предшественника катализатора путем сушки смешанного раствора исходных веществ, полученного на стадии (1)
Стадия (3): Стадия получения катализатора путем прокаливания предшественника катализатора, полученного на стадии (2)
В данном документе "смешанный" относится к растворению или диспергированию в растворителе исходных веществ, содержащих входящие в состав катализатора элементы. Растворитель не ограничивается особым образом, но водный растворитель является предпочтительным. Кроме того, "исходное вещество" относится к соединению, которое включает составной элемент катализатора. Хотя исходные вещества не ограничиваются особым образом, конкретные примеры, которые могут использоваться, включают следующие соединения.
Хотя содержащие Мо и V исходные вещества не ограничиваются особым образом, предпочтительно можно использовать гептамолибдат аммония [(NH4)6Mo7O24·4H2O] и метаванадат аммония [NH4VO3], соответственно.
Хотя содержащее Nb исходное вещество не ограничивается особым образом, предпочтительно можно использовать ниобиевую кислоту, неорганический ниобат и органический ниобат. Среди указанных предпочтительной является ниобиевая кислота. Ниобиевая кислота изображается как Nb2O5·nH2O и также именуется гидроксидом ниобия или гидратом оксида ниобия. Кроме того, раствор содержащего Nb исходного вещества, в котором мольное соотношение дикарбоновая кислота/ниобий составляет от 1 до 4, можно также предпочтительно использовать в качестве содержащего Nb исходного вещества. Дикарбоновая кислота в этом случае не ограничивается особым образом, тем не менее, щавелевая кислота является предпочтительной.
Хотя содержащее Sb исходное вещество не ограничивается особым образом, триоксид дисурьмы [Sb2O3] является предпочтительным.
Содержащее компонент X исходное вещество не ограничивается особым образом, при условии, что исходное вещество содержит один или несколько элементов, выбираемых из группы, состоящей из W, Те, Bi и Mn. Можно использовать соединение, содержащее эти элементы, или образованное путем растворения этих элементов в металлическом виде в подходящем реактиве. В качестве соединения, содержащего эти элементы, обычно можно использовать соль аммония, нитрат, карбоксилат, карбоксилат аммония, перкарбоксилат, перкарбоксилат аммония, галогенированную соль аммония, галогенид, ацетилацетат и алкоголят. Из числа указанных соединений предпочтительно использовать водорастворимое исходное вещество, такое как нитрат или карбоксилат.
Содержащее компонент Z исходное вещество не ограничивается особым образом, при условии, что исходное вещество содержит один или несколько элементов, выбираемых из группы, состоящей из La, Ce, Pr, Yb, Y, Sc, Sr и Ba. Можно использовать соединение, содержащее эти элементы, или образованное путем растворения этих элементов в металлическом виде в подходящем реактиве. В качестве соединения, содержащего эти элементы, обычно можно использовать нитрат, карбоксилат, карбоксилат аммония, перкарбоксилат, перкарбоксилат аммония, галогенированную соль аммония, галогенид, ацетилацетат и алкоголят. Из числа указанных соединений предпочтительно использовать водорастворимое исходное вещество, такое как нитрат или карбоксилат.
Исходное вещество для диоксида кремния, содержащегося в носителе, не ограничивается особым образом. Золь диоксида кремния или порошок диоксида кремния могут использоваться в качестве части или всего количества содержащего диоксид кремния исходного вещества. Порошок диоксида кремния предпочтительно получают высокотемпературным способом. Использование порошка диоксида кремния, который уже был диспергирован в воде, облегчает добавление и перемешивание порошка диоксида кремния с получением суспензии. Способ диспергирования не ограничивается особым образом. Порошок диоксида кремния можно диспергировать при использовании обычного гомогенизатора, смесителя-гомогенизатора, ультразвукового вибратора, и т.п. либо отдельно, либо в комбинации.
(Условия реакции: температура реакции)
Несмотря на то, что реакционная температура реакции окислительного аммонолиза не ограничивается особым образом, она предпочтительно составляет от 380 до 500°C, более предпочтительно от 390 до 490°C и еще более предпочтительно от 400 до 480°C. Установка температуры реакции на уровне 380°C или выше, как правило, позволяет реакции окислительного аммонолиза пропана протекать с приемлемой скоростью. Кроме того, установка температуры реакции на уровне 500°C или ниже, как правило, обеспечивает подавление разложения акрилонитрила.
(Условия реакции: давление)
Несмотря на то, что реакционное давление реакции окислительного аммонолиза не ограничивается особым образом, более низкое давление, как правило, увеличивает селективность в отношении акрилонитрила. Поэтому, давление реакции предпочтительно составляет от 0,2×105 до 5×105 Па, более предпочтительно от 0,3×105 до 3×105 Па и еще более предпочтительно от 0,4×105 до 1×105 Па.
(Условия реакции: соотношение исходных веществ)
Способ проведения реакции может являться способом рециркуляционного типа, в котором непрореагировавшие исходные газы возвращаются и подаются обратно в реактор, или может являться одноходовым способом, в котором непрореагировавшие исходные газы не возвращаются. Однако предпочтительное соотношение исходных газов в составе зависит от способа проведения реакции. Например, при проведении реакции одноходовым способом, поскольку важно увеличить скорость конверсии пропана, предпочтительно, чтобы мольное отношение кислород/пропан было сравнительно высоким. Мольное отношение кислород/пропан при проведении реакции одноходовым способом предпочтительно составляет от 0,5 до 4,5, более предпочтительно от 1,0 до 4,0 и еще более предпочтительно от 1,5 до 3,5. С другой стороны, при проведении реакции согласно способу рециркуляционного типа, для увеличения селективности в отношении акрилонитрила, предпочтительно устанавливать мольное отношение кислород/пропан на сравнительно низком уровне, чтобы удерживать скорость конверсии пропана на низком уровне. Мольное отношение кислород/пропан при проведении реакции согласно способу рециркуляционного типа предпочтительно составляет от 0,2 до 3,5, более предпочтительно от 0,6 до 3 и еще более предпочтительно от 1,0 до 2,5. Однако, поскольку соотношение исходных газов в составе может влиять на концентрацию кислорода на выпуске, в любом из этих способов реакции предпочтительно определять соотношение в составе, учитывая также достижение желаемого диапазона для концентрации кислорода на выпуске.
(Концентрация кислорода на выпуске)
Несмотря на то, что концентрация кислорода в области выпуска реактора не ограничивается особым образом, предпочтительно регулировать процесс таким образом, чтобы концентрация кислорода на выпуске имела значение в диапазоне от 0,1 до 6,0%, более предпочтительно в диапазоне от 0,3 до 5,5% и еще более предпочтительно в диапазоне от 0,5 до 5,0%. Если концентрация кислорода на выпуске находится в пределах вышеупомянутого диапазона, степень окисленности-восстановленности (red/ox состояние) катализатора может поддерживаться на постоянном уровне, при этом может быть подавлено ухудшение свойств катализатора, а получение акрилонитрила может быть более стабильным. Хотя концентрацию кислорода в области выпуска реактора можно регулировать путем изменения условий, таких как соотношение исходных газов в составе, суммарный расход исходных газов, температура реакции, давление реакции, количество катализатора и т.п., предпочтительно регулировать концентрацию кислорода на выпуске за счет соотношения исходных газов в составе, потому что этим параметром легко управлять.
[Способ остановки реакции окислительного аммонолиза]
[Стадия остановки подачи]
Стадия остановки подачи согласно настоящему варианту осуществления представляет собой стадию остановки подачи пропана, кислородсодержащего газа и аммиака в реактор, в котором проводят реакцию окислительного аммонолиза пропана с использованием катализатора. Предпочтительно, однако, при отсутствии особых ограничений, останавливать подачу в реактор пропана, кислородсодержащего газа и аммиака одновременно. При одновременной остановке ухудшение свойств катализатора, вызванное тем, что катализатор подвергается воздействию пропана и аммиака при высоких температурах, как правило, подавляется в большей степени. В данном случае слово "одновременно" не нужно понимать строго буквально, оно означает, что подачу пропана, кислородсодержащего газа и аммиака не останавливают последовательно. На основе способа остановки реакции окислительного аммонолиза согласно настоящему варианту осуществления, реакцию можно безопасно остановить, даже если одновременно остановить подачу пропана, кислородсодержащего газа и аммиака. Кроме того, реакцию можно остановить сравнительно быстро.
(Температура, при которой останавливают подачу исходных веществ)
Температура, при которой останавливают подачу исходных веществ, не ограничивается особым образом. Однако, с точки зрения защиты катализатора, предпочтительно осуществлять это до отклонения от подходящего для окислительного аммонолиза диапазона значений температуры реакции. Предпочтительно начинать, когда температура катализатора имеет значение в диапазоне от 380 до 500°C, более предпочтительно в диапазоне от 390 до 490°C и еще более предпочтительно в диапазоне от 400 до 480°C. Начало остановки при температуре катализатора, составляющей 500°C или менее, как правило, приводит к подавлению включения избыточного кислорода в катализатор и, как правило, делает более затруднительным появление ухудшения свойств под действием окислителя. Кроме того, начало остановки при температуре катализатора, составляющей 380°C или более, как правило, делает более затруднительным появление ухудшения свойств катализатора под действием восстановителя, вызванного остановкой подачи кислорода в катализатор.
[Стадия остановки реакции]
Стадия остановки реакции согласно настоящему варианту осуществления представляет собой стадию, в которой останавливают реакцию окислительного аммонолиза пропана путем подачи в реактор инертного газ в количестве, составляющем от 10 до 300 объемов катализатора в час, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже. Чтобы остановить реакцию и в то же время подавлять ухудшение свойств катализатора и обеспечивать безопасность реактора, после стадии остановки подачи подают инертный газ в количестве, составляющем от 10 до 300, предпочтительно от 10 до 250 и более предпочтительно от 10 до 200 объемов катализатора в час. Устанавливая количество подаваемого инертного газа в пределах этого диапазона, можно безопасно и быстро остановить реакцию окислительного аммонолиза и в то же время в значительно большей степени подавлять снижение активности катализатора и выхода акрилонитрила. Если количество подаваемого в час инертного газа будет составлять менее 10 объемов катализатора, не получится вытеснить газы, образовавшиеся при остановке подачи пропана, кислородсодержащего газа и аммиака. Следовательно, образовавшиеся газы остаются в слое катализатора, и свойства катализатора ухудшаются. Кроме того, если количество подаваемого в час инертного газа будет составлять более 300 объемов катализатора, то поскольку будет протекать большое количество газа при стандартном давлении, катализатор будет в большом количестве выноситься из реактора и разбрасываться. Подобное разбрасывание катализатора в результате вызовет проблемы с безопасностью, а также будет потеряно большое количество катализатора.
Кроме того, подаваемый в реактор инертный газ не ограничивается особым образом. Конкретные примеры включают азот, гелий и углекислый газ. Предпочтительно, чтобы примеси в инертном газе, такие как вода и кислород, составляли не более 3,0% по объему, более предпочтительно не более 2,0% по объему и еще более предпочтительно не более 1,0% по объему. Если содержание примесей находится в пределах этого диапазона, может быть предотвращено ухудшение свойств катализатора из-за контактирования катализатора с высокой концентрацией кислорода при высокой температуре.
(Объем катализатора)
Пример способа определения объема катализатора включает вычисление с использованием насыпной плотности. В настоящем варианте осуществления важно удалить исходные газы и образовавшиеся газы, присутствующие в пустотах катализатора и находящиеся в контакте с катализатором, когда реакция остановлена. Поэтому, объем катализатора определяют исходя из насыпной плотности, которая включает пустоты. Конкретный пример способа вычисления заключается в делении массы катализатора, загруженного в реактор, на насыпную плотность. Например, если количество загруженного в реактор катализатора составляет 1000 кг, а насыпная плотность составляет 0,8 кг/л, объем катализатора составляет 1,25 м3 при нормальных условиях. Несмотря на то, что способ измерения насыпной плотности не ограничивается особым образом, с точек зрения использования в псевдоожиженном слое катализатора, имеющего хорошую текучесть, и хорошей воспроизводимости при измерении, предпочтительно использовать способ с загрузкой через воронку.
(Подача до тех пор, пока температура катализатора не будет иметь значение 380°C или ниже)
Инертный газ подают до тех пор, пока температура катализатора не будет иметь значение 380°C или ниже. Когда температура катализатора достигает значения 380°C или ниже, подачу инертного газа можно останавливать, и вместо него можно подавать кислородсодержащий газ, такой как воздух. Однако, с точки зрения подавления ухудшения свойств катализатора, предпочтительно продолжать подачу инертного газа до тех пор, пока температура катализатора не будет иметь значение 360°C или ниже, а более предпочтительно 340°C или ниже. Регулирование процесса таким образом, чтобы температура катализатора имела значение 380°C или ниже, делает более затруднительным появление ухудшения свойств катализатора, даже если катализатор контактирует с исходными газами и образовавшимися газами. При 340°C или ниже почти отсутствует какое-либо ухудшение свойств катализатора. С точки зрения полного подавления ухудшения свойств катализатора, можно даже продолжить подачу инертного газа до тех пор, пока температура катализатора не будет иметь значение 200°C или ниже.
(Способ измерения температуры катализатора)
Несмотря на то, что способ измерения температуры катализатора не ограничивается особым образом, предпочтительно измерять температуру, помещая в слой катализатора гильзу, имеющую закрытый наконечник, вставляя термометр в гильзу и измеряя температуру. Несмотря на то, что температура реакции в основном почти одинаковая по всему слою катализатора, если количество катализатора является большим, может присутствовать небольшой перепад температур в слое катализатора. Поэтому, предпочтительно поместить гильзу во множество участков, а в качестве температуры катализатора взять их среднюю температуру.
При остановке подачи инертного газа, когда температура катализатора достигает значения 380°C или ниже, предпочтительно понижать температуру катализатора еще быстрей, заменяя инертный газ воздухом, кислородсодержащим газом и т.п. В данном случае для сокращения продолжительности процесса, можно также проводить отвод тепла с помощью теплоотводящей трубки. Например, при использовании помимо инертного газа еще и теплоотводящей трубки, время, необходимое для того, чтобы температура катализатора понизилась до 340°C, может составлять не более 4 часов. Способ функционирования теплоотводящей трубки не ограничивается особым образом. Температуру можно регулировать известным способом при осуществлении контроля температуры.
Время, необходимое для снижения температуры катализатора до 360°C или ниже после стадии остановки подачи, составляет не более 10 часов, предпочтительно не более 9 часов и более предпочтительно не более 8 часов. Если время, необходимое для снижения температуры катализатора до 360°C или ниже, находится в пределах вышеупомянутого диапазона, реакцию окислительного аммонолиза можно остановить безопасно и быстро при значительно большем подавлении снижения активности катализатора и выхода акрилонитрила.
(Изменение степени восстановленности катализатора)
Чтобы катализатор проявлял изначальные рабочие характеристики, важно поддерживать подходящее состояние окисления-восстановления (red/ox состояние). Если катализатор слишком сильно восстановлен, происходит ухудшение свойств под действием восстановителя, которое может привести к снижению выхода. Кроме того, если катализатор слишком сильно окислен, может произойти необратимое ухудшение свойств. Следовательно, желательно останавливать реакцию в такой точке, когда величина изменения степени восстановленности катализатора до и после остановки реакции находится на низком уровне. Предпочтительно, чтобы при сравнении степени восстановленности катализатора до остановки реакции и степени восстановленности катализатора после остановки реакции, величина изменения находилась в пределах 5%, более предпочтительно в пределах 4%, и еще более предпочтительно в пределах 3%. Если величина изменения находится в пределах этого диапазона, каталитическая активность, как правило, сохраняется лучше.
Упомянутый здесь "катализатор до остановки реакции" относится к катализатору до стадии остановки подачи, который извлекали из реактора равномерно и без изменений в состоянии катализатора, в то время как он все еще использовался в реакции окислительного аммонолиза. Так как реакцию в основном проводят при отсутствии изменения степени восстановленности в процессе реакции, катализатор, извлекаемый в интервале от 1 минуты до одного месяца до остановки реакции, может считаться катализатором до остановки реакции.
Кроме того упомянутый здесь "катализатор после остановки реакции" относится к катализатору после стадии остановки подачи, который извлекли из реактора после остановки подачи пропана, аммиака, и кислородсодержащего газа.
(Способ измерения степени восстановленности катализатора)
Степень восстановленности катализатора можно определить путем измерения оптической плотности катализатора на основе спектра поглощения. Особенно при использовании в реакции окислительного аммонолиза пропана катализатора, который включает Мо и V, можно просто и точно определить состояние окисления-восстановления (red/ox состояние) катализатора на основе оптической плотности катализатора, измеренной с использованием спектрофотометра видимого-ультрафиолетового излучения.
А именно, предпочтительно определить значение приведенной оптической плотности в области ультрафиолетового и видимого излучения (UV), используя следующее уравнение (1), основываясь на оптической плотности при 400 нм, 580 нм и 700 нм в спектре поглощения, полученном методом диффузного отражения с использованием спектрофотометра видимого-ультрафиолетового излучения. Значение приведенной оптической плотности UV выступает в качестве показателя состояния окисления-восстановления (red/ox состояние) катализатора, так как большее значение указывает на то, что катализатор был восстановлен, в то время как меньшее значение указывает на то, что катализатор был окислен.
Приведенная оптическая плотность UV = {(оптическая плотность при 580 нм) - (оптическая плотность при 400 нм)} / {(оптическая плотность при 700 нм) - (оптическая плотность при 400 нм)}… Уравнение (1)
(Способ извлечения катализатора)
Способ извлечения катализатора не ограничивается особым образом, при условии, что находящийся в реакторе катализатор может быть равномерно извлечен. В случае реакции в псевдоожиженном слое примеры включают:
(1) способ, заключающийся в подсоединении емкости к штуцеру, выступающему из реактора, и (a) перемещении находящегося в реакторе катализатора в емкость путем создания в емкости более низкого давления, чем в реакторе, и использования разницы давлений, или (b) подаче газа для извлечения катализатора из находящегося вне реактора источника с получением потока газа из реактора в емкость, который переносит катализатор в емкость, и
(2) способ, заключающийся в подсоединении емкости к нижней части реактора и использовании силы тяжести для извлечения катализатора.
Если давление в реакторе равно или больше атмосферного давления, вышеописанный способ (a), заключающийся в использовании разницы давлений, является предпочтительным из-за его простоты. Способ создания в емкости более низкого, чем в реакторе давления, может представлять собой стандартный способ. Если давление в реакторе значительно больше атмосферного давления, емкость может поддерживаться при атмосферном давлении, или в емкости может быть создано пониженное давление путем создания потока газа, используя пневмотранспортный способ.
Чтобы не изменялись физические свойства извлеченного катализатора, в любом из этих способов, предпочтительно, чтобы контактирующие с катализатором участки, такие как внутренняя поверхность емкости и внутренние поверхности соединительных труб, были предварительно в достаточной степени продуты инертным газом, таким как азот. Кроме того, для того, чтобы примеси или извлеченный ранее катализатор не примешивались в катализатор, который подлежит извлечению, предпочтительно предварительно произвести продувку и очистку внутренней поверхности емкости и внутренних поверхностей труб с помощью подходящего газа, инертного газа, и т.п.
Место для извлечения катализатора может быть единственным местом или множеством мест. Несмотря на то, что место извлечения не ограничивается особым образом, при условии, что катализатор в реакторе можно равномерно извлекать, для псевдоожиженного слоя предпочтительно осуществлять извлечение из места, где состояние потока катализатора в реакторе является хорошим, а плотность катализатора является высокой, поскольку считается, что могут быть получены характерные физические свойства находящегося в реакторе катализатора, и катализатор может быть эффективно извлечен за короткий промежуток времени. В реакторе существует распределение потоков исходного газа и распределение температуры, поэтому место может влиять на то, как изменяется катализатор. В таком случае катализатор можно извлекать из места, которое, как полагают, имеет средние параметры, или катализатор можно извлекать из множества мест, исходя из распределения. Кроме того, реактор оборудован циклоном, трубами, полками и т.п. Если имеются места, где, как полагают, состояние потока катализатора отличается, помимо извлечения катализатора из места, где катализатор течет при средних параметрах, а состояние потока является хорошим, катализатор также можно извлекать из особого с точки зрения состояния потока места.
Что касается хранения извлеченного катализатора, то если катализатор контактирует при высоких температурах с окислителем, таким как кислород, или восстановителем, таким как аммиак, изменяется степень восстановленности (red/ox состояние) катализатора. Поэтому, если температура катализатора является высокой, как, например, сразу после извлечения из реактора, катализатор хранят в инертном газе. Если катализатор находится при обычной температуре, катализатор можно хранить на воздухе без каких-либо проблем.
(Реактор)
Несмотря на то, что реактор, используемый в вышеописанной реакции окислительного аммонолиза, не ограничивается особым образом, в конкретных случаях предпочтительно использовать реактор с псевдоожиженным слоем. Полученный вышеописанным способом катализатор загружают в реактор с псевдоожиженным слоем, при этом верхние штуцеры для подачи газа, содержащего пропан и аммиак, размещены направленными вертикально вниз в заданном положении выше нижней поверхности заполненной катализатором части реактора. Места размещения могут быть установлены в центре реактора, а также в вершинах квадрата с центром реактора в качестве его центра (в сумме 5 мест). Отдельно от этого, нижние штуцеры для подачи содержащего кислород газа размещены направленными вертикально вверх на нижней поверхности заполненной катализатором части реактора. Места размещения этих нижних штуцеров могут быть установлены таким образом, чтобы они совпадали в вертикальном направлении с верхними штуцерами для подачи газа, содержащего пропан и аммиак (в сумме 5 мест). Для отвода тепла в реакторе, в плотном слое катализатора размещены охлаждающий змеевик, используемый при стационарном режиме, и охлаждающий змеевик для точного регулирования температуры.
Температура и давление в реакторе устанавливаются на уровне вышеописанных значений температуры реакции и давления реакции. Пропан и аммиак подают через верхние штуцеры, а подают воздух через нижние штуцеры в вышеописанном соотношении для исходных веществ в течение заданного времени контакта. Таким образом, можно получать акрилонитрил.
Кроме того, чтобы остановить реакцию окислительного аммонолиза, в конкретных случаях одновременно останавливают подачу пропана, аммиака и воздуха, при этом через нижние штуцеры, которые размещены направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора, могут подавать заданное количество азота в час. Подачу исходных газов останавливают. Температура слоя катализатора понижается до заданной температуры. Затем можно подавать воздух в таком же количестве как азот до тех пор, пока температура слоя катализатора не достигнет 100°C. После остановки реакции окислительного аммонолиза таким образом, реакцию окислительного аммонолиза можно запустить заново при таких же условиях, как до остановки реакции, при использовании оставшегося в реакторе катализатора.
[Способ получения акрилонитрила]
Способ получения акрилонитрила согласно настоящему варианту осуществления включает стадию остановки подачи, заключающуюся в остановке подачи в реактор пропана, кислородсодержащего газа и аммиака, где реакцию окислительного аммонолиза пропана проводят при использовании катализатора, а также стадию остановки реакции, заключающуюся в подаче в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час до тех пор, пока температура катализатора не достигнет значения 380°C или ниже. После стадии остановки подачи время, необходимое для того, чтобы температура катализатора достигла значения 360C или ниже, не превышает 10 часов. А именно, способ получения акрилонитрила согласно настоящему варианту осуществления представляет собой способ, в котором применяется вышеописанный способ остановки реакции окислительного аммонолиза. Таким образом можно сохранять значение выхода акрилонитрила, когда реактор запускают повторно, не вызывая снижения активности катализатора. Так как реакция окислительного аммонолиза может быть остановлена безопасно и быстро, настоящий способ получения акрилонитрила является малозатратным и очень эффективным способом.
Примеры
Настоящее изобретение будет теперь описано более подробно на основе следующих демонстрационных примеров, сравнительных примеров и ссылочных примеров. Однако настоящий вариант осуществления не ограничивается этими демонстрационными примерами.
[Выход акрилонитрила]
В демонстрационных примерах, сравнительных примерах и ссылочных примерах выход акрилонитрила определяли на основе следующего способа определения. Количество молей образовавшегося акрилонитрила измеряли путем предварительного анализа содержащего акрилонитрил газа, имеющего известную концентрацию, с использованием газовой хроматографии (GC) для получения калибровочной кривой, и введения в GC фиксированного количества газа, образовавшегося в процессе реакции окислительного аммонолиза.
Выход акрилонитрила (%) = (число молей образовавшегося акрилонитрила) / (число молей поданного пропана) × 100
[Величина изменения степени восстановленности (red/ox состояния) катализатора]
Степень восстановленности катализатора измеряли следующим образом. Величину изменения степени восстановленности катализатора определяли с помощью следующих уравнений (1) и (2), основываясь на оптической плотности при 400 нм, 580 нм и 700 нм в спектре поглощения, полученном путем помещения извлеченного катализатора в держатель образца и измерения по методу диффузного отражения с использованием спектрофотометра видимого-ультрафиолетового излучения (V-660, изготовленный Jasco Corporation).
Приведенная оптическая плотность UV = {(оптическая плотность при 580 нм) - (оптическая плотность при 400 нм)} / {(оптическая плотность при 700 нм) - (оптическая плотность при 400 нм)}… Уравнение (1)
Величина изменения степени восстановленности катализатора = | ((приведенная оптическая плотность UV катализатора до остановки реакции) - (приведенная оптическая плотность UV катализатора после остановки реакции)) | / (приведенная оптическая плотность UV катализатора до остановки реакции) × 100 Уравнение (2)
[Активность]
Активность определяли с использованием следующего уравнения, исходя из степени конверсии пропана и продолжительности контакта.
Активность = 3,6 × ln (100 / (100 - степень конверсии пропана)) × продолжительность контакта
[Степень конверсии пропана]
Степень конверсии пропана определяли следующим образом. Число молей пропана в образовавшемся газе измеряли путем предварительного анализа содержащего пропан газа, имеющего известную концентрацию, с использованием газовой хроматографии (GC) для получения калибровочной кривой, и введения фиксированного количества газа, образовавшегося в процессе реакции окислительного аммонолиза, в GC.
Степень конверсии пропана (%) = (число молей прореагировавшего пропана)/(число молей поданного пропана) × 100
[Продолжительность контакта]
Продолжительность контакта определяли следующим образом. Продолжительность контакта определяли путем деления объема катализатора на скорректированное с учетом температуры реакции и давления реакции количество исходного газа.
Продолжительность контакта (сек) = объем катализатора (л)/количество исходного газа (л/мин) × 273/(273 + температура реакции) × (1,013 + давление реакции/1,013 × 60
[Способ измерения температуры катализатора]
Температуру измеряли, помещая в слой катализатора гильзу, имеющую закрытый наконечник, и вставляя в нее термометр.
[Демонстрационный пример 1]
[Получение катализатора]
(Получение содержащего ниобий смешанного раствора)
Содержащий ниобий смешанный раствор получали на основе следующего способа. 1,530 кг ниобиевой кислоты [Nb2O5] с концентрацией 79,8% по массе и 2,894 кг дигидрата щавелевой кислоты [H2C2O4·2H2O] смешали в 10 кг воды. Мольное соотношение щавелевая кислота/ниобий при загрузке составляло 5,0, а загрузочная концентрация ниобия составляла 0,50 (моль Nb/кг раствора). Раствор нагревали и перемешивали в течение 2 часов при 95°C для получения смешанного раствора, в котором был растворен ниобий. Этот смешанный раствор оставили стоять, охладили льдом, после чего твердые вещества отделили путем фильтрования с отсасыванием для получения однородного содержащего ниобий смешанного раствора.
(Мольное соотношение щавелевая кислота/ниобий)
10 г данного содержащего ниобий смешанного раствора точно взвесили в тигеле, высушили в течение ночи при 95°C, после чего подвергли термообработке в течение 1 часа при 600°C с получением 0,7895 г Nb2O5. Исходя из этого результата, концентрация ниобия составляла 0,594 (моль Nb/кг раствора). 3 г данного содержащего ниобий смешанного раствора точно взвесили в стеклянной мензурке объемом 300 мл, добавили 200 мл горячей воды с температурой приблизительно 80°C, и затем добавили 10 мл серной кислоты, разбавленной 1:1. Полученный смешанный раствор титровали с использованием 1/4 Н KMnO4 при перемешивании на горячем перемешивающем устройстве, поддерживая температуру раствора на уровне 70°C. В качестве точки эквивалентности была взята точка, в которой тусклый бледно-розовый цвет от KMnO4 оставался в течение приблизительно 30 секунд или дольше. Основываясь на вычислении с использованием следующего уравнения, исходя из добавленного объема титранта, концентрация щавелевой кислоты составляла 1,592 (моль щавелевой кислоты/кг раствора). Основываясь на этих результатах, вычисленное мольное соотношение щавелевая кислота/ниобий в таком содержащем ниобий смешанном растворе составляло 2,68. Полученный содержащий ниобий смешанный раствор использовался в качестве содержащего ниобий исходного раствора (B0) при описанном ниже получении катализатора.
2KMnO4+3H2SO4+5H2C2O4→K2SO4+2MnSO4+10CO2+8H2O
(Получение катализатора)
Катализатор, имеющий при загрузке состав, представленный в виде формулы Mo1V0,20Nb0,10Sb0,20W0,05On/50,0% масс. SiO2, был получен следующим образом. 32,8 кг гептамолибдата аммония [(NH4)6Mo7O24·4H2O], 4,31 кг метаванадата аммония [NH4VO3] и 5,40 кг триоксида дисурьмы [Sb2O3] загрузили в 88 кг воды, и конечную смесь нагревали в течение 1 часа при 95°C при перемешивании для получения водного раствора (I) исходных веществ.
К 31,03 кг содержащего ниобий смешанного раствора (B0) добавили 4,18 кг водного раствора пероксида водорода, содержащего 30% масс. H2O2, при этом полученную смесь перемешивали и смешивали в течение 10 минут при комнатной температуре для получения водного раствора (II) исходных веществ.
Полученный водный раствор (I) исходных веществ охладили до 70°C, добавили 58,86 кг золя диоксида кремния, содержащего 34,0% масс. SiO2, затем добавили дополнительно 6,27 кг водного раствора пероксида водорода, содержащего 30% масс. H2O2, и продолжили перемешивание в течение еще 30 минут при 55°C. Затем в конечную смесь последовательно добавили водный раствор (II) исходных веществ, 64,26 г водного раствора вольфрамата аммония, содержащего 50% масс. WO3 и дисперсию, в которой 20 кг порошка диоксида кремния были диспергированы в 270 кг воды, для получения водного смешанного раствора (III). Водный смешанный раствор (III) подвергали старению при 50°C в течение 2 часов 30 минут после добавления водного раствора (II) исходных веществ с получением суспензии.
Полученную суспензию высушили путем ее подачи в сушилку с центробежным распылителем для получения сухого порошка, имеющего микросферическую форму. Температура входящего воздуха в сушилке составляла 210°C, а температура выходящего воздуха составляла 120°C. Этот процесс повторили несколько раз. Полученный сухой порошок загрузили в цилиндрическую трубку для прокаливания, изготовленную из нержавеющей стали (SUS), имеющую внутренний диаметр 500 мм, длину 3500 мм и толщину 20 мм. Порошок прокаливали в течение 2 часов при 680°C при вращении трубки в потоке газообразного азота с расходом 600 л/мин (при нормальных условиях), чтобы получить катализатор.
[Парофазная контактная реакция окислительного аммонолиза]
572 кг полученного катализатора загрузили в реактор из нержавеющей стали (SUS) с псевдоожиженным слоем, имеющий внутренний диаметр 600 мм. Насыпная плотность катализатора составляла 1 кг/л, а объем катализатора составлял 572 л. Верхние штуцеры для подачи газа, содержащего пропан и аммиак, были размещены направленными вертикально вниз в положении, находящемся на 30 см выше нижней поверхности заполненной катализатором части реактора. Места размещения находились в центре реактора, а также в вершинах квадрата, имеющего стороны 340 мм, с центром реактора в качестве его центра (в сумме 5 мест). Нижние штуцеры для подачи содержащего кислород газа были размещены направленными вертикально вверх на нижней поверхности заполненной катализатором части реактора. Места размещения этих нижних штуцеров были установлены таким образом, чтобы они совпадали в вертикальном направлении с верхними штуцерами для подачи газа, содержащего пропан и аммиак (в сумме 5 мест). Для отвода тепла в реакторе, в плотном слое катализатора были размещены четыре охлаждающих змеевика, используемых в стационарном режиме, а также два охлаждающих змеевика для точного регулирования температуры.
При температуре реактора 440°C и давлении реакции 50 кПа, пропан и аммиак подавали через верхние штуцеры, а воздух подавали через нижние штуцеры при мольном соотношении пропан:аммиак:кислород, составляющем 1:0,93:2,81, с продолжительностью контакта 2,91 сек·г/см3. Концентрация кислорода в образовавшемся газе на выходе реактора составляла 2,1%. Данная реакция продолжалась в течение 1 недели.
[Остановка реакции окислительного аммонолиза]
Подачу пропана, аммиака и воздуха одновременно остановили, и 14300 л азота в час (количество, составляющее 25 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 7 часов, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 8 часов. Подача азота продолжалась в течение 9 часов, до тех пор, пока температура слоя катализатора не достигла 340°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки реакции окислительного аммонолиза, реакцию окислительного аммонолиза запустили заново при таких же условиях, как до остановки реакции, при использовании оставшегося в реакторе катализатора, (в Таблице 1 обозначено как "После Re-SU" (в дальнейшем используется аналогичное обозначение)). Выход акрилонитрила, величина изменения степени восстановленности катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1. Под продолжительностью подачи инертного газа подразумевается промежуток времени от остановки подачи пропана, аммиака и воздуха до достижения температуры прекращения подачи инертного газа (в дальнейшем используется аналогичное определение).
[Демонстрационный пример 2]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в демонстрационном примере 1. Тип реактора, температура реакции и давление реакции были такими же, как в демонстрационном примере 1. Подачу исходных газов осуществляли путем подачи пропана и аммиака через верхние штуцеры, а воздуха через нижние штуцеры при мольном соотношении пропан:аммиак:кислород, составляющем 1:0,95:3, с продолжительностью контакта 3,05 сек·г/см3. Концентрация кислорода в образовавшемся газе на выходе реактора составляла 3,4%. Данная реакция продолжалась в течение 1 недели.
[Остановка реакции окислительного аммонолиза]
Подачу пропана, аммиака и воздуха одновременно остановили, и 45760 л азота в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 30 минут. Подача азота продолжалась в течение 5 часов 42 минут, до тех пор, пока температура слоя катализатора не достигла 375°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Демонстрационный пример 3]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в демонстрационном примере 1. Тип реактора, температура реакции и давление реакции были такими же, как в демонстрационном примере 1. Подачу исходных газов осуществляли путем подачи пропана и аммиака через верхние штуцеры, а воздуха через нижние штуцеры при мольном соотношении пропан:аммиак:кислород, составляющем 1:1:3,2, с продолжительностью контакта 3,15 сек·г/см3. Концентрация кислорода в образовавшемся газе в области выпуска реактора составляла 3,5%. Данная реакция продолжалась в течение 1 недели.
[Остановка реакции окислительного аммонолиза]
Подачу пропана, аммиака и воздуха одновременно остановили, и 85800 л азота в час (количество, составляющее 150 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 4 часа, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 5 часов 12 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояние) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Демонстрационный пример 4]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в демонстрационном примере 1. Тип реактора, температура реакции и давление реакции были такими же, как в демонстрационном примере 1. Подачу исходных газов осуществляли путем подачи пропана и аммиака через верхние штуцеры, а воздуха через нижние штуцеры при мольном соотношении пропан:аммиак:кислород, составляющем 1:0,87:2,85, с продолжительностью контакта 2,82 сек·г/см3. Концентрация кислорода в образовавшемся газе на выходе реактора составляла 2,61%. Данная реакция продолжалась в течение 1 недели.
[Остановка реакции окислительного аммонолиза]
Подачу пропана, аммиака и воздуха одновременно остановили, и 128700 л азота в час (количество, составляющее 225 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380C после остановки подачи исходных газов, составляло 2 часа 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 3 часа 30 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Демонстрационный пример 5]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в демонстрационном примере 1. Тип реактора, температура реакции и давление реакции были такими же, как в демонстрационном примере 1. Подачу исходных газов осуществляли путем подачи пропана и аммиака через верхние штуцеры, а воздуха через нижние штуцеры при мольном соотношении пропан:аммиак:кислород, составляющем 1:0,85:2,85, с продолжительностью контакта 2,85 сек·г/см3. Концентрация кислорода в образовавшемся газе на выходе реактора составляла 2,65%. Данная реакция продолжалась в течение 1 недели.
[Остановка реакции окислительного аммонолиза]
Подачу пропана, аммиака и воздуха одновременно остановили, и 157300 л азота в час (количество, составляющее 275 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 1 час 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 2 часа. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Демонстрационный пример 6]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в демонстрационном примере 1. Тип реактора, температура реакции и давление реакции были такими же, как в демонстрационном примере 1. Подачу исходных газов осуществляли путем подачи пропана и аммиака через верхние штуцеры, а воздуха через нижние штуцеры при мольном соотношении пропан:аммиак:кислород, составляющем 1:0,98:2,5, с продолжительностью контакта 3,00 сек·г/см3. Концентрация кислорода в образовавшемся газе на выходе реактора составляла 1,35%. Данная реакция продолжалась в течение 1 недели.
[Остановка реакции окислительного аммонолиза]
Подачу пропана, аммиака и воздуха одновременно остановили, и 8580 л азота в час (количество, составляющее 15 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 8 часов 6 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 8 часов 48 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Демонстрационный пример 7]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в демонстрационном примере 1. Тип реактора, температура реакции и давление реакции были такими же, как в демонстрационном примере 1. Подачу исходных газов осуществляли путем подачи пропана и аммиака через верхние штуцеры, а воздуха через нижние штуцеры при мольном соотношении пропан:аммиак:кислород, составляющем 1:0,90:2,85, с продолжительностью контакта 2,95 сек·г/см3. Концентрация кислорода в образовавшемся газе в области выпуска реактора составляла 2,35%. Данная реакция продолжалась в течение 1 недели.
[Остановка реакции окислительного аммонолиза]
Подачу пропана, аммиака и воздуха одновременно остановили, и 14300 л азота в час (количество, составляющее 25 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 7 часов 12 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 8 часов. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 380°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 1]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1 при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 22 часа, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 25 часов. После того как температура катализатора достигла 360°C, 14300 л воздуха в час (количество, составляющее 25 объемов катализатора) подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 2]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1 при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 1716 л азота в час (количество, составляющее 3 объема катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 16 часов, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 18 часов. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 3]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 4004 л азота в час (количество, составляющее 7 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 12 часов 18 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 14 часов 30 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 4]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 188760 л азота в час (количество, составляющее 330 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 1 час 12 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 1 час 30 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 5]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 211640 л азота в час (количество, составляющее 370 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 54 минуты, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 1 час 15 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 6]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 240240 л азота в час (количество, составляющее 420 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 36 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 48 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 7]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 28600 л азота в час (количество, составляющее 50 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Подача азота продолжалась 4 часа, до тех пор, пока температура слоя катализатора не достигла 400°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 8]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 5720 л азота в час (количество, составляющее 10 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 10 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 12 часов. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 9]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 45760 л воздуха в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 30 минут. Подача воздуха продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем подача воздуха продолжалась до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 10]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 45760 л азота, содержащего кислород в количестве 5% по объему, в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 30 минут. Подача кислородсодержащего азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Сравнительный Пример 11]
(Остановка реакции окислительного аммонолиза)
Парофазную контактную реакцию окислительного аммонолиза проводили таким же образом, как в демонстрационном примере 1, при использовании такого же катализатора, как в демонстрационном примере 1. Подачу пропана, аммиака и воздуха одновременно остановили, и 45760 л газа, полученного путем смешивания воздуха и аммиака в соотношении 4:1, в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 30 минут. Подача газообразной смеси воздуха и аммиака продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем подача газообразной смеси продолжалась до тех пор, пока температура слоя катализатора не достигла 100°C, после чего подавали такое же количество воздуха. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в демонстрационном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила, величина изменения степени восстановленности (red/ox состояния) катализатора при сравнении показателей до и после остановки реакции, а также активность показаны в таблице 1.
[Ссылочный пример 1]
(Получение катализатора)
Катализатор получали путем нанесения оксида металла, имеющего указанный ниже состав, на 50% масс. диоксид кремния в качестве носителя, основываясь на способе, описанном в японской патентной публикации №S57-26592. Основное прокаливание проводили в течение 2 часов при 790°C.
Mo0,8Sb20Fe10W0,2Te1,7Na0,15Cu2,5
(Парофазная контактная реакция окислительного аммонолиза)
573 кг полученного катализатора загрузили в реактор из нержавеющей стали (SUS) с псевдоожиженным слоем, имеющий внутренний диаметр 600 мм. Насыпная плотность катализатора составляла 1 кг/л, а объем катализатора составлял 573 л. Верхние штуцеры для подачи газа, содержащего пропан и аммиак, были размещены направленными вертикально вниз в положении, находящемся на 30 см выше нижней поверхности заполненной катализатором части реактора. Места размещения находились в центре реактора, а также в вершинах квадрата, имеющего стороны 340 мм, с центром реактора в качестве его центра (в сумме 5 мест). Нижние штуцеры для подачи содержащего кислород газа были размещены направленными вертикально вверх на нижней поверхности заполненной катализатором части реактора. Места размещения этих нижних штуцеров были установлены таким образом, чтобы они совпадали в вертикальном направлении с верхними штуцерами для подачи газа, содержащего пропан и аммиак (5 мест). Для отвода тепла в реакторе, в плотном слое катализатора были размещены четыре охлаждающих змеевика, используемых в стационарном режиме, а также два охлаждающих змеевика для точного регулирования температуры.
При температуре реактора 440°C и давлении реакции 50 кПа, пропилен и аммиак подавали через верхние штуцеры, а воздух подавали через нижние штуцеры при мольном соотношении пропилен:аммиак:кислород, составляющем 1:1,1:1,89, с продолжительностью контакта 3,5 сек·г/см3. Концентрация кислорода в образовавшемся газе на выходе реактора составляла 0,2%. Данная реакция продолжалась в течение 1 недели.
(Остановка реакции окислительного аммонолиза)
Подачу пропилена, аммиака и воздуха одновременно остановили, и 1719 л азота в час (количество, составляющее 3 объема катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 17 часов, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 14 часов. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки реакции окислительного аммонолиза, реакцию окислительного аммонолиза запустили заново при таких же условиях, как до остановки реакции, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила и активность показаны в таблице 1.
[Ссылочный пример 2]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в ссылочном примере 1. Тип реактора, температура реакции, давление реакции и количество подаваемого газа были такими же, как в ссылочном примере 1.
[Остановка реакции окислительного аммонолиза]
Подачу пропилена, аммиака и воздуха одновременно остановили, и 14325 л азота в час (количество, составляющее 25 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 7 часов, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 8 часов. Подача азота продолжалась в течение 9 часов, до тех пор, пока температура слоя катализатора не достигла 340°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки реакцию окислительного аммонолиза запустили заново при таких же условиях, как в ссылочном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила и активность показаны в таблице 1.
[Ссылочный пример 3]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в ссылочном примере 1. Тип реактора, температура реакции, давление реакции и количество подаваемого газа были такими же, как в ссылочном примере 1.
[Остановка реакции окислительного аммонолиза]
Подачу пропилена, аммиака и воздуха одновременно остановили, и 45840 л азота в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 18 минут. Подача азота продолжалась в течение 5 часов 42 минут, до тех пор, пока температура слоя катализатора не достигла 375°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки реакцию окислительного аммонолиза запустили заново при таких же условиях, как в ссылочном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила и активность показаны в таблице 1.
[Ссылочный пример 4]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в ссылочном примере 1. Тип реактора, температура реакции, давление реакции и количество подаваемого газа были такими же, как в ссылочном примере 1.
[Остановка реакции окислительного аммонолиза]
Подачу пропилена, аммиака и воздуха одновременно остановили, и 85950 л азота в час (количество, составляющее 150 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 4 часа, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 5 часов 12 минут. Подача азота продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем такое же, как и в случае азота, количество воздуха подавали до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в ссылочном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила и активность показаны в таблице 1.
[Ссылочный пример 5]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в ссылочном примере 1. Тип реактора, температура реакции, давление реакции и количество подаваемого газа были такими же, как в ссылочном примере 1.
[Остановка реакции окислительного аммонолиза]
Подачу пропилена, аммиака и воздуха одновременно остановили, и 45840 л воздуха в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 30 минут. Подача воздуха продолжалась до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки, реакцию окислительного аммонолиза запустили заново при таких же условиях, как в ссылочном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила и активность показаны в таблице 1.
[Ссылочный пример 6]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в ссылочном примере 1. Тип реактора, температура реакции, давление реакции и количество подаваемого газа были такими же, как в ссылочном примере 1.
[Остановка реакции окислительного аммонолиза]
Подачу пропилена, аммиака и воздуха одновременно остановили, и 45840 л азота, содержащего кислород в количестве 5% по объему, в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 30 минут. Подача азота, содержащего кислород в количестве 5% по объему, продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем продолжили подачу воздуха до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки реакцию окислительного аммонолиза запустили заново при таких же условиях, как в ссылочном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила и активность показаны в таблице 1.
[Ссылочный пример 7]
[Парофазная контактная реакция окислительного аммонолиза]
Парофазную контактную реакцию окислительного аммонолиза проводили при использовании такого же катализатора, как в ссылочном примере 1. Тип реактора, температура реакции, давление реакции и количество подаваемого газа были такими же, как в ссылочном примере 1.
[Остановка реакции окислительного аммонолиза]
Подачу пропилена, аммиака и воздуха одновременно остановили, и 45840 л газа, полученного путем смешивания воздуха и аммиака в соотношении 4:1, в час (количество, составляющее 80 объемов катализатора) подавали через нижние штуцеры, размещенные направленными вертикально вверх от нижней поверхности заполненной катализатором части реактора. Время, необходимое для того, чтобы температура слоя катализатора понизилась до 380°C после остановки подачи исходных газов, составляло 5 часов 30 минут, а время, необходимое для того, чтобы температура понизилась до 360°C, составляло 6 часов 30 минут. Подача смешанного газа, состоящего из воздуха и аммиака, продолжалась до тех пор, пока температура слоя катализатора не достигла 360°C (температура прекращения подачи инертного газа). Затем продолжили подачу воздуха до тех пор, пока температура слоя катализатора не достигла 100°C. После остановки реакцию окислительного аммонолиза запустили заново при таких же условиях, как в ссылочном примере 1, при использовании оставшегося в реакторе катализатора. Выход акрилонитрила и активность показаны в таблице 1.
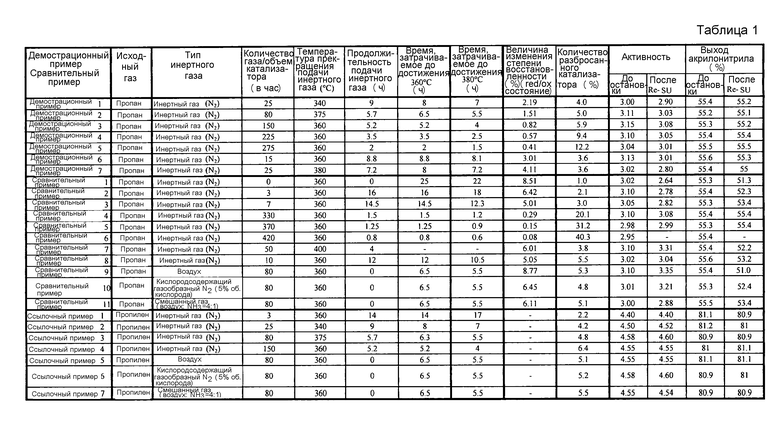
В сравнительных примерах 4 и 5 количество инертного газа было слишком большим, поэтому большое количество катализатора было разбросано. В сравнительном примере 6 в связи с тем, что количество поданного инертного газа было слишком большим, катализатор был разбросан, и таким образом реакцию нельзя было проводить снова. Кроме того, в Сравнительных Примерах 1, 2, 3, 7, 8, 9, 10, и 11, было обнаружено, исходя из величины изменения степени восстановленности и выхода акрилонитрила, что снизилась активность катализатора. И наоборот, демонстрационные примеры показали, что реакция окислительного аммонолиза может быть остановлена безопасно и быстро одновременно с подавлением снижения активности катализатора.
Настоящая заявка основана на японской заявке на патент, поданной в патентное ведомством Японии 1 октября 2012 года (японская заявка на патент №2012-219398), содержание которой тем самым полностью включено в настоящий документ.
Промышленная применимость
Способ остановки реакции окислительного аммонолиза согласно настоящему изобретению предпочтительно может использоваться при безопасном и быстром получении акрилонитрила.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУЩЕСТВЕННОГО СНИЖЕНИЯ ПРОСКОКА АММИАКА В ПРОЦЕССЕ ПРОИЗВОДСТВА АКРИЛОНИТРИЛА (ВАРИАНТЫ) | 1994 |
|
RU2124476C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СМЕШАННЫХ МЕТАЛЛОКСИДНЫХ КАТАЛИЗАТОРОВ ОКИСЛИТЕЛЬНОГО АММОНОЛИЗА И/ИЛИ ОКИСЛЕНИЯ НИЗШИХ АЛКАНОВ | 2009 |
|
RU2495720C2 |
| СПОСОБ ПОЛУЧЕНИЯ СМЕШАННОГО ОКСИДНОГО КАТАЛИЗАТОРА ДЛЯ ПОЛУЧЕНИЯ АКРИЛОНИТРИЛА ИЛИ МЕТАКРИЛОНИТРИЛА (ВАРИАНТЫ) | 2008 |
|
RU2483800C2 |
| СМЕШАННЫЕ МЕТАЛЛОКСИДНЫЕ КАТАЛИЗАТОРЫ ОКИСЛЕНИЯ И ОКИСЛИТЕЛЬНОГО АММОНОЛИЗА ПРОПАНА И ИЗОБУТАНА И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2004 |
|
RU2356627C2 |
| СПОСОБ ОКИСЛИТЕЛЬНОГО АММОНОЛИЗА ПРОПАНА И ИЗОБУТАНА В ПРИСУТСТВИИ СМЕШАННЫХ МЕТАЛЛОКСИДНЫХ КАТАЛИЗАТОРОВ | 2008 |
|
RU2451548C2 |
| МНОГОКОМПОНЕНТНЫЙ ОКСИДНЫЙ КАТАЛИЗАТОР, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕНАСЫЩЕННОГО НИТРИЛА | 2013 |
|
RU2601990C1 |
| СПОСОБ ПРОИЗВОДСТВА АКРИЛОНИТРИЛА С ПОЛУЧЕНИЕМ В КАЧЕСТВЕ СОПРОДУКТОВ ЦИАНИДА ВОДОРОДА И АЦЕТОНИТРИЛА (ВАРИАНТЫ) | 2001 |
|
RU2264385C2 |
| КАТАЛИЗАТОР ОКИСЛЕНИЯ И ОКИСЛИТЕЛЬНОГО АММОНОЛИЗА НЕПРЕДЕЛЬНЫХ УГЛЕВОДОРОДОВ | 1969 |
|
SU239924A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕНАСЫЩЕННОГО НИТРИЛА | 2012 |
|
RU2551855C2 |
| СПОСОБ ОКИСЛИТЕЛЬНОГО АММОНОЛИЗА ИЛИ ОКИСЛЕНИЯ ПРОПАНА И ИЗОБУТАНА | 2008 |
|
RU2495024C2 |
Изобретение относится к способу остановки реакции окислительного аммонолиза. Способ включает стадию остановки подачи, заключающуюся в остановке подачи в реактор пропана, кислородсодержащего газа и аммиака, где реакцию окислительного аммонолиза пропана проводят с использованием катализатора. Далее способ включает стадию остановки реакции, заключающуюся в подаче в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже. При этом время, необходимое для снижения температуры катализатора до значения 360°C или ниже после стадии остановки подачи, находится в пределах 10 ч. Предлагаемый способ позволяет быстро и безопасно остановить реакцию окислительного аммонолиза пропана без снижения активности катализатора или выхода акрилонитрила. Изобретение относится также к способу получения акрилонитрила с использованием указанного способа остановки реакции окислительного аммонолиза. 2 н. и 1 з.п. ф-лы, 1 табл., 25 пр.
1. Способ остановки реакции окислительного аммонолиза, включающий:
стадию остановки подачи, заключающуюся в остановке подачи в реактор пропана, кислородсодержащего газа и аммиака, где реакцию окислительного аммонолиза пропана проводят с использованием катализатора; и
стадию остановки реакции, заключающуюся в подаче в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже,
в котором время, необходимое для снижения температуры катализатора до значения 360°C или ниже после стадии остановки подачи, находится в пределах 10 ч.
2. Способ остановки реакции окислительного аммонолиза по п.1, в котором катализатор представляет собой катализатор, содержащий Мо, V, Nb и Sb.
3. Способ получения акрилонитрила, включающий:
стадию остановки подачи, заключающуюся в остановке подачи в реактор пропана, кислородсодержащего газа и аммиака, где реакцию окислительного аммонолиза пропана проводят с использованием катализатора; и
стадию остановки реакции, заключающуюся в подаче в реактор инертного газа в количестве, составляющем от 10 до 300 объемов катализатора в час, до тех пор, пока температура катализатора не достигнет значения 380°C или ниже,
в котором время, необходимое для снижения температуры катализатора до значения 360°C или ниже после стадии остановки подачи, находится в пределах 10 ч.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ОКИСЛИТЕЛЬНОГО АММОНОЛИЗА ПРОПАНА И ИЗОБУТАНА В ПРИСУТСТВИИ СМЕШАННЫХ МЕТАЛЛОКСИДНЫХ КАТАЛИЗАТОРОВ | 2008 |
|
RU2451548C2 |

