Изобретение относится к обработке металлов резанием со снятием стружки и может быть использовано при точении поверхностей сложного профиля, образованных сочетанием поверхности вращения с элементами ее разрыва - это пазы, лыски, шлицы, отверстия и другие подобные конструктивные элементы различных форм, размеров, комбинаций и расположений, создающих прерывистость резания.
Техническая проблема заключается в низкой работоспособности сменной режущей многогранной пластины, при точении поверхности сложного профиля и не способностью ее конструкции воспринимать без разрушения ударные нагрузки прерывистого резания.
Указанная техническая проблема решается за счет способа точения поверхности сложного профиля сменной режущей многогранной пластиной, включающего обеспечение контакта с заготовкой в точке передней поверхности, смещенной от вершины, отличающегося тем, что используется сменная режущая многогранная пластина с циклоидальным профилем передней поверхности, образованным качением окружности с радиусом, равным глубине резания от вершины по производящей прямой, проходящей горизонтально через ось заготовки.
Из уровня техники известны способы контурного точения с переменными условиями резания сменной тангенциальной многогранной режущей пластиной (RU 168843, В23В 27/00, опубл. 21.02.2017); режущей пластиной из керамики с упрочняющей фаской в виде винтовой радиусной поверхности (RU 110015 U1, В23С 5/20, опубл. 10.11.2011), которая повышает эксплуатационные показатели в условиях прерывистого точения (прототип).
Основным недостатком перечисленных конструкций является то, что, несмотря на наличие упрочняющей фаски, первоначальный контакт указанных пластин с прерывистой поверхностью заготовки происходит в области хрупкой вершины и режущей кромки, что приводит к выкрашиванию и сколам элементов инструментального материала и последующей поломке пластины.
Технический результат достигается за счет перераспределения ударных нагрузок прерывистого резания на передней поверхности режущего элемента, имеющей форму циклоидального профиля, от хрупкой вершины и режущих кромок на более прочную отдаленную от них область передней поверхности сменной режущей многогранной пластины.
Заявленный способ представлен на фиг. 1-3.
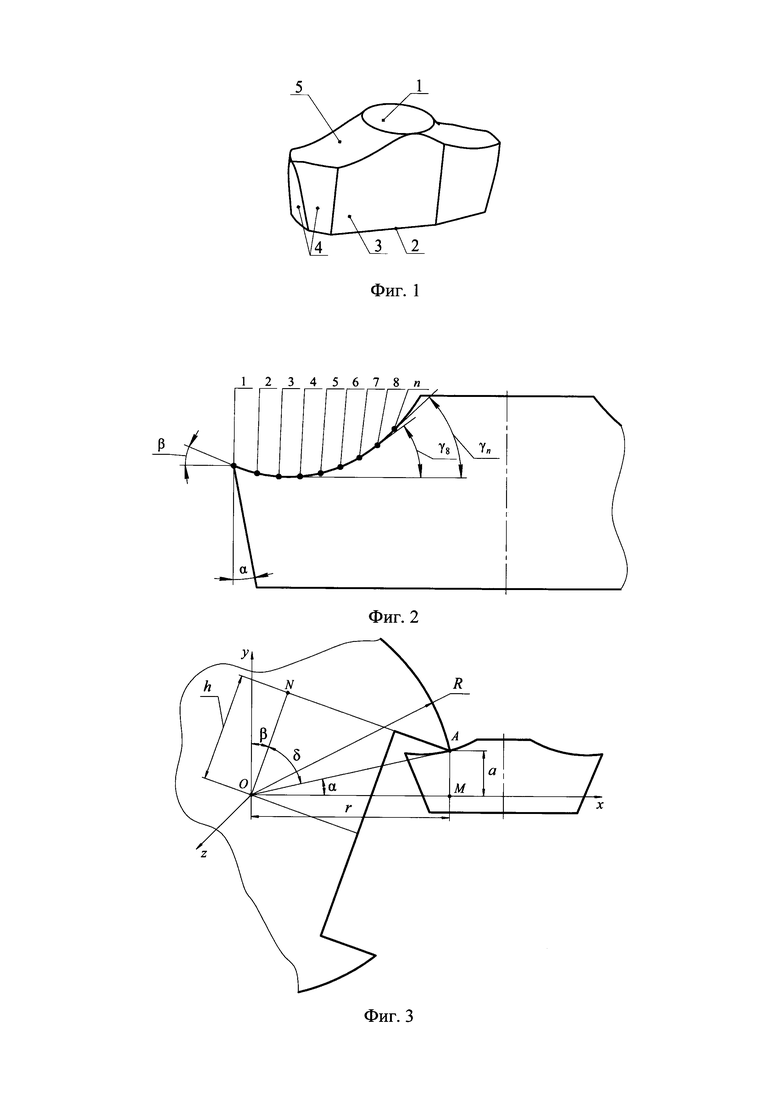
На фиг. 1 изображена сменная режущая многогранная пластина, состоящая из совокупности верхней (поз. 1, фиг. 1), нижней (поз. 2, фиг. 1), боковых (поз. 3, фиг. 1), задних (поз. 4, фиг. 1) и передней (поз. 5, фиг. 1) поверхностей.
На фиг. 2 изображены:
- совокупность точек контакта от 1 до n сменной режущей многогранной пластины, в зависимости от степени прерывистости обрабатываемой поверхности;
- γ - определенное значение переднего угла сменной режущей многогранной пластины для совокупности точек контакта от 1 до n;
α - задний угол сменной режущей многогранной пластины;
β - оптимальное положение врезания сменной режущей пластины в обрабатываемую поверхность - угол контакта.
На фиг. 3 изображено положение настройки сменной режущей многогранной пластины в момент врезания в прерывистую поверхность заготовки, где β - угол контакта передней поверхности сменной режущей многогранной пластины с обрабатываемой поверхностью заготовки; а - смещение точки контакта сменной режущей многогранной пластины относительно оси вращения заготовки; R - радиус заготовки, А - точка, принадлежащая поверхности заготовки;; h - величина, равная половине ширины элемента разрыва обрабатываемой поверхности; α - задний угол касания точки поверхности заготовки с передней поверхностью сменной режущей многогранной пластины; δ - проекционный угол.
Задача решается при помощи способа точения поверхности сложного профиля сменной режущей многогранной пластиной с циклоидальным профилем передней поверхности режущего элемента, изображенной на фиг. 1. Передняя поверхность сменной режущей многогранной пластины имеет форму циклоидального профиля, построенного качением окружности диаметром, равным удвоенному значению максимально возможной глубины резания, и несущий на себе совокупность точек от 1 до n возможного контакта сменной режущей многогранной пластины с заготовкой, при этом каждая точка от 1 до n из указанной совокупности соответствует определенной степени прерывистости обрабатываемой поверхности заготовки, а положение врезания сменной режущей многогранной пластины в обрабатываемую поверхность заготовки обеспечивается расчетным значением угла контакта β, определяемого зависимостью:
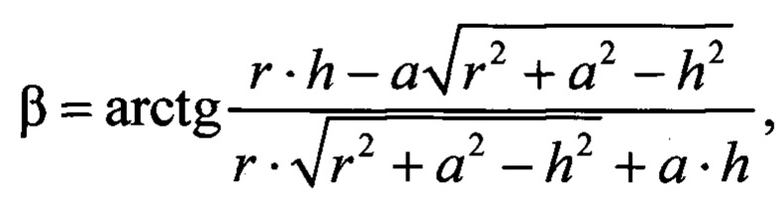
где  R - радиус заготовки; а - смещение точки контакта сменной режущей многогранной пластины относительно оси вращения заготовки; h - величина, равная половине ширины элемента разрыва обрабатываемой поверхности (фиг. 3).
R - радиус заготовки; а - смещение точки контакта сменной режущей многогранной пластины относительно оси вращения заготовки; h - величина, равная половине ширины элемента разрыва обрабатываемой поверхности (фиг. 3).
На фиг. 2 изображена совокупность точек контакта сменной режущей многогранной пластины.
Каждая точка из указанной совокупности соответствует различной степени прерывистости обрабатываемой поверхности, начиная от точки 1 (гладкая поверхность заготовки, без элементов разрыва), до точки n (точка на остатке первоначальной поверхности резания, при общей площади элементов разрыва, стремящейся к 100 процентам от общей площади обрабатываемой прерывистой поверхности), фиг. 2.
На фиг. 3 изображено положение настройки сменной режущей многогранной пластины в момент врезания в прерывистую поверхность заготовки.
Положение, при котором исключается вероятность разрушения режущего элемента вследствие врезания (обеспечивается работоспособность сменной режущей многогранной пластины, см. точку на передней поверхности, соответствующую моменту врезания режущей пластины в прерывистую поверхность заготовки), определяется рассчетным значением угла контакта β передней поверхности сменной режущей многогранной пластины с обрабатываемой поверхностью заготовки, фиг. 3. Искомое положение является оптимальным с точки зрения сохранения работоспособности сменной режущей многогранной пластины.
Величина угла контакта β, фиг. 3:
Из треугольника АОМ, образованного радиусом из центра заготовки О к точке касания поверхности заготовки А с передней поверхностью сменной режущей многогранной пластины и проекцией этой точки на ось Ох, фиг. 3, имеем:
где α - задний угол.
Поскольку OA=R; АМ=а, то 
где а - смещение точки контакта сменной режущей многогранной пластины относительно оси вращения заготовки; R - радиус заготовки, А - точка, принадлежащая поверхности заготовки.
Тогда:

Из треугольника OAN имеем:

где  ON=h - величина, равная половине ширины элемента разрыва обрабатываемой поверхности; δ - проекционный угол.
ON=h - величина, равная половине ширины элемента разрыва обрабатываемой поверхности; δ - проекционный угол.
Исходя из (1) и (2), по формуле тангенса разности углов найдем:
откуда:
Построение арки циклоиды происходит качением ее окружности диаметром, равным удвоенному значению глубины резания, начиная от вершины сменной режущей многогранной пластины по направлению к ее периферии с образованием циклоидального профиля передней поверхности.
Для нахождения области (точки) оптимальных условий контакта (фактически безударных условий резания) требуется разделить полученный криволинейный профиль передней поверхности режущего элемента на n участков равной протяженности, причем мерной величине каждого из них (равной определенной степени прерывистости обрабатываемой поверхности) будет соответствовать определенное значение переднего угла резца γ.
Циклоидальный профиль передней поверхности сменной режущей многогранной пластины перераспределяет ударную нагрузку прерывистого резания от хрупкой вершины и режущих кромок сменной режущей многогранной пластины на более прочную отдаленную область ее передней поверхности, что, при расчетном значении угла контакта сменной режущей многогранной пластины с заготовкой, повышает период стойкости инструментального материала сменной режущей многогранной пластины.
Пример реализации описан в монографии: «Разработка процессов безударного резания конструктивно сложных деталей машин» / Смирнов И.М., Кудряшов Е.А. - М.: Инновационное машиностроение, 2018. 216, с. 81 и 107.
На примере операции чистового точения прерывистой поверхности детали Шлицевой валик, изготовленного из стали 45 (HRC 40…50), с числом пазов на обрабатываемой поверхности равному четырем, шириной шлица 8 мм и диаметре детали 48 мм показаны возможности разработанного способа точения поверхности сложного профиля сменной режущей многогранной пластиной с циклоидальным профилем передней поверхности, а именно: при циклоидальном профиле передней поверхности режущего элемента с геометрией: γ=-8°, α=8°, ϕ=45°, ϕ1=35°, λ=3° и режимах точения: V=3,5 м/с; S=0,05 мм/об; t=0,10 мм достигнуто стабильное качество обрабатываемой поверхности: Ra=0,63 мкм; JT6…JT7, при производительности точения равному заданному.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СМЕННАЯ МНОГОГРАННАЯ ПЛАСТИНА | 1992 |
|
RU2039634C1 |
| Способ точения многогранной поверхности | 1989 |
|
SU1668045A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ | 2010 |
|
RU2476295C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2105638C1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2004 |
|
RU2269397C1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| Способ обработки винтовых поверхностей резанием с ударом | 2016 |
|
RU2633815C2 |
Способ включает обеспечение контакта с заготовкой в точке передней поверхности сменной режущей многогранной пластины, смещенной от вершины. При этом используют сменную режущую многогранную пластину с циклоидальным профилем передней поверхности, образованным качением окружности с радиусом, равным глубине резания, от вершины по проходящей горизонтально производящей прямой. Достигается повышение периода стойкости инструментального материала сменной режущей многогранной пластины за счет перераспределения ударных нагрузок прерывистого резания на передней поверхности режущего элемента, имеющей форму циклоидального профиля, от хрупкой вершины и режущих кромок на более прочную отдаленную от них область передней поверхности сменной режущей многогранной пластины. 3 ил.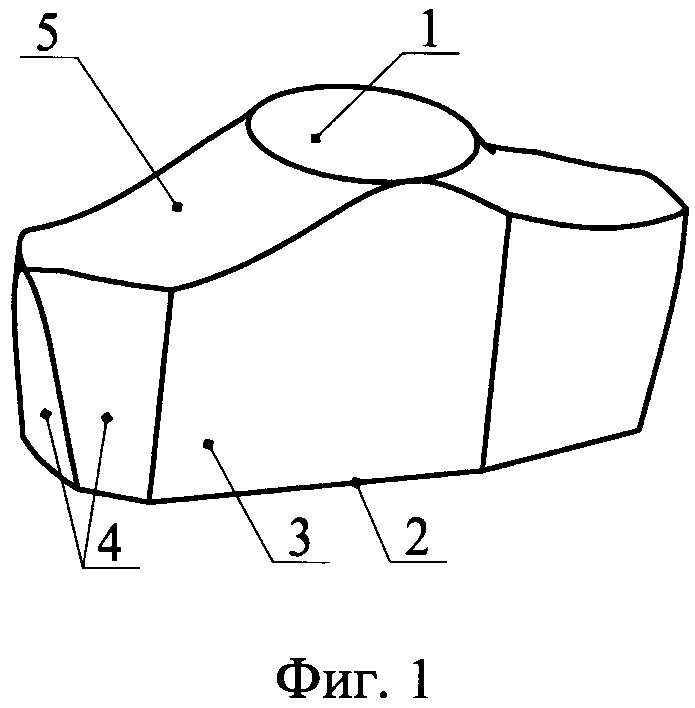
Способ точения поверхности сложного профиля сменной режущей многогранной пластиной, включающий обеспечение контакта с заготовкой в точке передней поверхности сменной режущей многогранной пластины, смещенной от ее вершины, отличающийся тем, что используют сменную режущую многогранную пластину с циклоидальным профилем передней поверхности, образованным качением окружности с радиусом, равным глубине резания, от вершины сменной режущей многогранной пластины по производящей прямой, проходящей горизонтально.
| RU 2015118879 A, 10.12.2016 | |||
| Резец | 1981 |
|
SU1016081A1 |
| Способ обработки прерывистых поверхностей резанием | 1988 |
|
SU1641509A1 |
| Способ обработки винтовых поверхностей резанием с ударом | 2016 |
|
RU2633815C2 |
| RU 2010140716 A, 10.04.2012 | |||
| Устройство для оплавления стеклоизделий | 1985 |
|
SU1252307A1 |

