Изобретение относится к области химии и металлургии, в частности к электролитическому способу нанесения покрытия, а именно к анодированию алюминия.
Из существующего уровня техники известен способ анодирования алюминиевых пластин и устройства для его осуществления (SU 1115503 A1, опубл. 20.04.2012 г.), состоящего из ванны с системой циркуляции электролита, катода, источника тока и пластинодержателя, снабженного приводом вращения. Недостатками данного технического решения является невозможность нанесения покрытия на крупногабаритные тонколистовые детали.
Задачей, на решение которой направлено заявляемое изобретение, является повышение коррозионной стойкости крупногабаритных (от 1000 м) тонколистовых деталей (толщиной от 0,4 мм) из алюминиевых сплавов, которая достигается за счет обеспечения фиксации и жесткого контакта, что приводит к уменьшению количества брака и, следовательно, к повышению производительности.
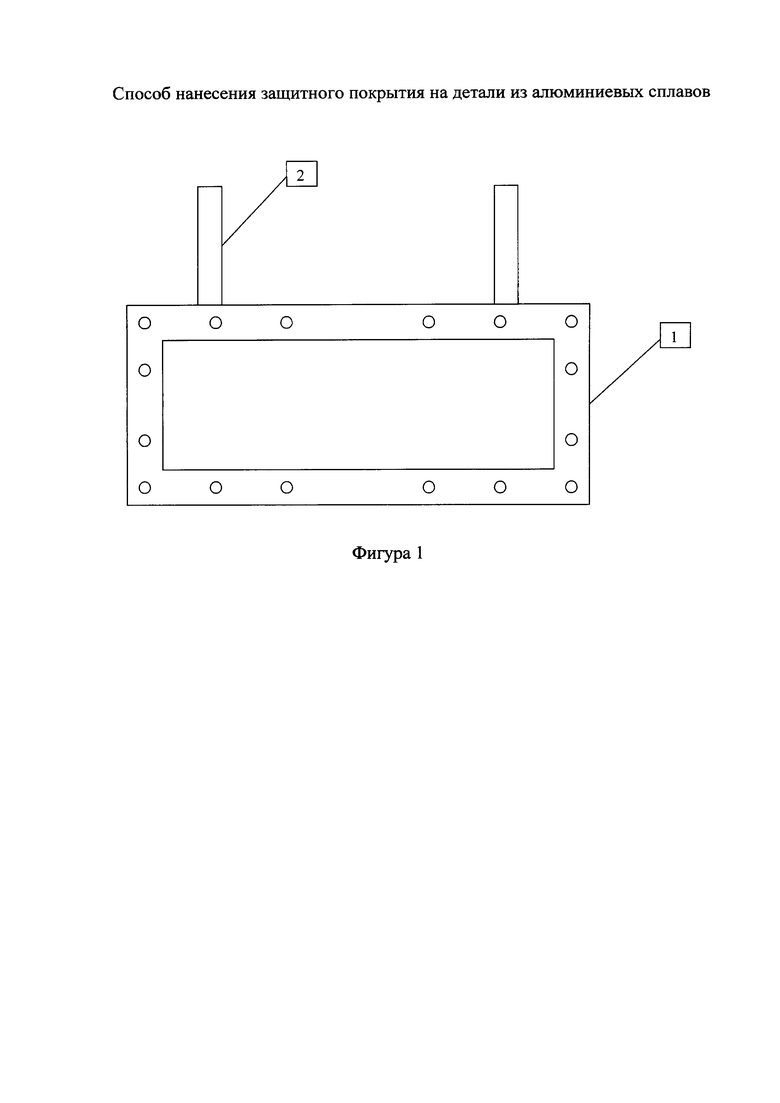
Данная задача решается за счет того, что заявленный способ нанесения защитного покрытия на тонколистовую от 0,4 мм крупногабаритную от 1000 мм деталь из алюминиевого сплава включает химическое обезжиривание, травление, осветление, анодирование в растворе серной кислоты с концентрацией 180 г/л, наполнение анодной пленки и промывку после каждой операции, при этом анодирование детали осуществляют путем размещения детали между двумя прямоугольными рамами, с приваренной к ним подвеской, которую размещают на анодной штанге, с последующим опусканием рам с деталью в ванну с электролитом анодирования, выдержкой при температуре 15-23°C в течение 40 мин и контролем анодно-окисного покрытия методом капли. Сущность изобретения поясняется чертежами, на которых изображено:
На фигуре 1:
1 - прямоугольная рама из алюминиевого сплава;
2 - подвеска.
Описание устройства.
Устройство состоит из 2-х прямоугольных рам, которые свариваются сплошной сваркой из листа алюминиевого сплава толщиной 10-12 мм, шириной - 150 мм. К одной раме привариваются 2 подвески из листа алюминиевого сплава шириной 40 мм, толщиной 10-12 мм, которые в свободном конце должны быть изогнуты под диаметром 60 мм. На одной раме по всему периметру расположено 16 отверстий диаметром под болт М10. На другой раме по всему периметру ответно к первой раме расположено 16 резьбовых отверстий диаметром под болт М10.
Устройство может иметь разные размеры в зависимости от габаритов деталей.
Работает устройство следующим образом: детали размещают между двумя рамами, которые соединяются между собой болтами. Прочное крепление необходимо как для того, чтобы детали не скручивались (так как детали тонколистовые) и не сваливались, так и для того, чтобы обеспечивать постоянный и надежный электрический контакт. Далее рамы с деталью завешивают с помощью подвесок на середину анодной штанги ванны, т.е. присоединяются к положительному полюсу источника тока, а катодами, присоединенными к отрицательному полюсу, служат свинцовые пластины, расположенные внутри гальванической ванны по краям. После предварительной обработки (обезжиривания, травления, осветления, промывки после каждой операции) деталь размещают между рамами, а затем рамы с деталью помещают в середину ванны с электролитом анодирования и выдерживают при температуре 15-23°С в течение 40 минут, при этом в качестве электролита используют раствор с серной кислотой концентрацией 180 г/л. Серная кислота под воздействием проходящего электрического тока начинает разлагаться: водород образуется на катоде, а отрицательно заряженные ионы кислорода и серы (катионы) притягиваются к аноду - детали. Электрический заряд цепи заставляет положительно заряженные ионы алюминия (анионы) двигаться по направлению к катоду. В то же время на поверхности анода анионы алюминия соединяются с катионами кислорода, образуя оксид алюминия - возникает анодная пленка.
Данное изобретение обеспечивает равномерное распределение тока по поверхности детали, что содействует получению более равномерного по толщине покрытия с хорошими механическими и защитно-декоративными свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ АНОДНО-ОКИСНОГО ПОКРЫТИЯ ДЕТАЛИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2383663C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ АЛЮМИНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 2001 |
|
RU2207401C1 |
| Модифицированный наноуглеродом электролит анодирования детали из алюминия или его сплава | 2014 |
|
RU2607075C2 |
| Способ получения электрохимического оксидноанодного алмазосодержащего покрытия алюминия и его сплавов | 2016 |
|
RU2631374C2 |
| СПОСОБ РАЗНОЦВЕТНОГО ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1993 |
|
RU2072000C1 |
| Способ повышения коррозионной стойкости листового анодированного алюминия, предназначенного для лазерной гравировки | 2024 |
|
RU2821966C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ НА АЛЮМИНИЕВЫХ СПЛАВАХ | 1991 |
|
RU2010041C1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2596735C1 |
| Способ электрохимического нанесения покрытия на изделия из алюминиевого сплава | 2023 |
|
RU2821180C1 |
Изобретение относится к области гальванотехники, в частности к электролитическому способу нанесения покрытия, а именно к анодированию алюминия и его сплавов. Способ нанесения защитного покрытия на тонколистовую от 0,4 мм крупногабаритную от 1000 мм деталь из алюминиевого сплава включает химическое обезжиривание, травление, осветление, анодирование в растворе серной кислоты с концентрацией 180 г/л, наполнение анодной пленки, промывку после каждой операции, при этом анодирование детали осуществляют путем размещения детали между двумя прямоугольными рамами, с приваренной к ним подвеской, которую размещают на анодной штанге, с последующим опусканием рам с деталью в ванну с электролитом анодирования, выдержкой при температуре 15-23°C в течение 40 мин и контролем анодно-окисного покрытия методом капли. Технический результат: повышение коррозионной стойкости крупногабаритных от 1000 мм тонколистовых деталей толщиной от 0,4 мм из алюминиевых сплавов за счет обеспечения фиксации и жесткого контакта, что приводит к уменьшению количества брака и повышению производительности. 1 ил.
Способ нанесения защитного покрытия на тонколистовую от 0,4 мм крупногабаритную от 1000 мм деталь из алюминиевого сплава, включающий химическое обезжиривание, травление, осветление, анодирование в растворе серной кислоты с концентрацией 180 г/л, наполнение анодной пленки и промывку после каждой операции, отличающийся тем, что анодирование осуществляют путем размещения детали между двумя прямоугольными рамами, с приваренной к ним подвеской, которую размещают на анодной штанге, с последующим опусканием рам с деталью в ванну с электролитом анодирования и выдержкой при температуре 15-23°C в течение 40 мин и контролем анодно-окисного покрытия методом капли.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| М | |||
| Издательство стандартов, 1988, карта 73 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| М., Издательство стандартов, 1989, приложение 2 | |||
| GB 1419139 A, 24.12.1975 | |||
| CN 203034127 U, 03.07.2013. | |||

