Предметом настоящего изобретения является способ управления линией сборки каркасных конструктивных элементов, способ и установка для сборки каркасных конструктивных элементов шин.
Шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, содержащий, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые клапаны, введенные в контактное взаимодействие с соответствующими удерживающими кольцевыми конструктивными элементами, обычно называемыми «сердечниками бортов», встроенными в зонах, обычно называемых термином «борта», имеющих внутренний диаметр, по существу соответствующий так называемому «посадочному диаметру» шины на соответствующем монтажном ободе.
Каркасный конструктивный элемент соединен с брекерным конструктивным элементом, который может содержать один или более слоев брекера, расположенных с обеспечением их наложения в радиальном направлении друг на друга и на слой каркаса, имеющих текстильные или металлические армирующие корды, имеющие ориентацию с перекрещиванием и/или по существу параллельные направлению протяженности шины вдоль окружности (в слое с кордами, расположенными под углом, составляющим ноль градусов). В радиальном направлении снаружи по отношению к брекерному конструктивному элементу наложен протекторный браслет, причем он также выполнен из эластомерного материала подобно другим полуфабрикатам, образующим шину.
Соответствующие боковины, изготовленные из эластомерного материала, также наложены в аксиальном направлении снаружи на боковые поверхности каркасного конструктивного элемента, при этом каждая из боковин проходит от одного из боковых краев протекторного браслета до соответствующего удерживающего кольцевого конструктивного элемента в бортах. В шинах «бескамерного» типа воздухонепроницаемый покрывающий слой, обычно называемый «герметизирующим слоем», покрывает внутренние поверхности шины.
После сборки невулканизированной шины, осуществляемой посредством сборки соответствующих компонентов, как правило, выполняют обработку, представляющую собой формование в пресс-форме и вулканизацию, направленную на обеспечение стабилизации конструкции шины посредством сшивания эластомерных композиций, а также на создание на ней, если требуется, заданного рисунка протектора и возможных отличительных графических маркировок на боковинах шины.
Предусмотрено, что термин «эластомерный материал» означает композицию, содержащую, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Подобная композиция предпочтительно также содержит добавки, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента подобный материал может быть подвергнут сшиванию посредством нагрева для образования конечного изготовленного изделия.
Предусмотрено, что термин «станция формирования» означает зону сборочной установки, содержащую одно или более формирующих устройств.
Предусмотрено, что термин «формирующее устройство» означает устройство, выполненное с возможностью формирования, по меньшей мере, одной части каркасного конструктивного элемента, например, посредством подачи одного или более полуфабрикатов на формообразующий барабан или выполненное с возможностью завершения обработки на каркасном конструктивном элементе, находящемся в процессе изготовления, например, формирования бортов или прикатки.
Предусмотрено, что термин «каркасный конструктивный элемент, находящийся в процессе изготовления» означает одну или более частей каркасного конструктивного элемента во время формирования/сборки на сборочной линии или законченный каркасный конструктивный элемент во время выгрузки со сборочной линии.
Предусмотрено, что термин «станция разгрузки» применительно к станции, предназначенной для выгрузки собранного/сформированного каркасного конструктивного элемента, означает станцию, выполненную с возможностью отделения собранного каркасного конструктивного элемента от соответствующего формообразующего барабана для того, чтобы сделать его пригодным для сборки с соответствующим коронным конструктивным элементом.
Под выражением «последовательно и циклически» подразумевается то, что формообразующие барабаны перемещаются один за другим и за исключением цикла изменения размера переводятся обратно на начальную станцию для начала нового цикла сборки.
Под термином «размер», используемым в отношении формообразующих барабанов, опорных элементов и каркасных конструктивных элементов, подразумевается, по меньшей мере, множество/совокупность, образуемое (-ая) геометрическими характеристиками. Подобные характеристики предпочтительно включают, по меньшей мере, посадочный размер, еще более предпочтительно, по меньшей мере, размер при монтаже и установке в заданном положении (ширину вдоль оси вращения).
Под термином «цикл сборки» подразумевается последовательное и циклическое перемещение между множеством станций формирования и станцией разгрузки для, по меньшей мере, одного формообразующего барабана для изготовления каркасного конструктивного элемента.
Предусмотрено, что термин «формообразующие барабаны, задействованные в технологическом процессе» означает барабаны, задающие определенный размер шины и перемещаемые в соответствии с одной и той же последовательностью и режимом во время цикла сборки.
Предусмотрено, что термин «начальная станция» означает станцию, на которой происходит формирование первой части каркасного конструктивного элемента, находящегося в процессе изготовления, на формообразующем барабане, например, из первого (-ых) полуфабриката (-ов) на формообразующем барабане.
Предусмотрено, что термин «входящие формообразующие барабаны» означает барабаны, которые задают определенный размер шины, отличный от размера формообразующих барабанов, задействованных в технологическом процессе, и которые находятся в состоянии ожидания за пределами сборочной линии или которые были введены на сборочную линию в промежуточной ситуации, когда цикл сборки еще не начался.
Предусмотрено, что термин «промежуточная часть каркасного конструктивного элемента» означает, по меньшей мере, один компонент каркасного конструктивного элемента (например, такой как комплекс, герметизирующий слой, слой, расположенный под герметизирующим слоем, антиабразивные удлиненные элементы, слой каркаса, сердечники бортов, наполнительный шнур сердечников бортов, вставки боковин, усилительные вставки, по меньшей мере, одна часть боковин и т.д.) или его часть.
Предусмотрено, что термин «первый и второй опорные элементы, задействованные в технологическом процессе» означает пару вспомогательных, наружных в аксиальном направлении, опорных элементов формообразующего барабана, задействованного в технологическом процессе.
Предусмотрено, что термин «первый и второй входящие опорные элементы» означает пару вспомогательных, наружных в аксиальном направлении, опорных элементов входящего формообразующего барабана.
Предусмотрено, что термин «цикл изменения размера» означает цикл перемещения формообразующих барабанов, в котором требуется, по меньшей мере, замена формообразующих барабанов, задействованных в технологическом процессе, более предпочтительно, замена формообразующих барабанов, задействованных в технологическом процессе, и пары опорных элементов, задействованных в технологическом процессе.
Предусмотрено, что термин «последний формообразующий барабан, задействованный в технологическом процессе» означает формообразующий барабан, задействованный в технологическом процессе, который будет удален последним из сборочной линии во время цикла изменения размера или который последним «начинал» цикл сборки перед циклом изменения размера.
Предусмотрено, что термин «первый входящий формообразующий барабан» означает входящий формообразующий барабан, который первым вводится на сборочную линию во время цикла изменения размера.
Предусмотрено, что под термином «на», используемым применительно к станциям сборочной линии, понимается нахождение в пределах вышеуказанной станции или на транспортирующем устройстве (например, транспортирующем устройстве челночного типа), принадлежащем указанной станции.
В документе WO 2013/093791 описано формирование одной промежуточной части каркасного конструктивного элемента в каждый отдельно взятый момент времени на соответствующем формообразующем барабане в пределах промежуточной линии формирования. Обеспечивается доступность формообразующего барабана с промежуточной частью каркасного конструктивного элемента на первой транспортно-загрузочной станции. Промежуточная часть каркасного конструктивного элемента комплектуется посредством n станций комплектования при n≥1 и после этого переносится для последующей сборки с коронным конструктивным элементом ко второй транспортно-загрузочной станции. В рабочий момент, в который первая транспортно-загрузочная станция занята формообразующим барабаном, поступающим с промежуточной линии формирования или предназначенным для промежуточной линии формирования, от одной до n станций, выбранных среди данных n станций комплектования и второй транспортно-загрузочной станции, будут заняты соответствующими формообразующими барабанами.
В результате наблюдений было установлено, что, несмотря на то, что установки такого типа, как проиллюстрированная в документе WO 2013/093791, обеспечивают возможность большой гибкости для адаптации и изменения циклов сборки, они имеют продолжительные времена адаптации, в частности, промежуточной линии формирования в случае цикла изменения размера.
Действительно, вследствие гибкости подобных установок цикл изменения размера не ограничен заменой размера формообразующего барабана, но он также может предусматривать другие смеси и/или другие полуфабрикаты. Даже только при изменении размера формообразующего барабана необходимо постепенно переходить к размещению новых полуфабрикатов, поскольку их номинальные размеры/характеристики могут не точно соответствовать фактическим размерам/характеристикам, что требует ряда адаптаций на начальной фазе.
Было также установлено в результате наблюдений, что в установках такого типа, как проиллюстрированная в документе WO 2013/093791, конечная фаза сборки шины определенного размера замедляется для согласования первой фазы (сборки каркасного конструктивного элемента) со второй фазой (сборкой коронного конструктивного элемента).
В завершение, в результате наблюдений было установлено, что на вышеупомянутых установках цикл изменения размера обеспечивается вручную, что вызывает перегрузку оператора вследствие многочисленных операций во время перехода от одного размера к другому.
При такой области применения необходимо повысить гибкость установок для изготовления шин без увеличения продолжительности цикла, в частности, при наличии цикла изменения размера.
В частности, важна автоматизация цикла изменения размера при одновременном предотвращении возникновения дополнительного замедления.
При этом, в результате наблюдений было установлено, что в том случае, когда придерживаются одного и того же цикла как при сборке, так и при изменении размера, имеются следующие альтернативы: последовательный ввод всех входящих формообразующих барабанов на сборочную линию, в результате чего создается «пустой» цикл, в конце которого необходимо ожидать того, чтобы установка перешла к нормальному режиму работы, или ввод только одного входящего формообразующего барабана и перевод установки в нормальный режим работы, но при этом возникает необходимость в дополнительном ожидании ввода остальных входящих формообразующих барабанов.
При этом, путем модификации цикла изменения размера по отношению к циклу сборки можно не только автоматизировать цикл изменения размера, но также использовать его для перевода установки в нормальный режим работы без удлинения времени цикла.
В заключение, было обнаружено, что обеспечение цикла изменения размера, в котором в, по меньшей мере, один рабочий момент, по меньшей мере, одна станция формирования, отличная от начальной станции, содержит входящий формообразующий барабан, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления, позволяет завершить цикл изменения размера в течение времени, необходимого для перевода установки в нормальный режим работы, и одновременно согласовать первую фазу и вторую фазу за счет использования замедлений в конце формирования размера без увеличения их.
Более конкретно, в соответствии с первым аспектом настоящее изобретение относится к способу управления линией сборки каркасных конструктивных элементов, содержащей множество станций, включая станцию разгрузки, предназначенную для выгрузки собранного каркасного конструктивного элемента, и n станций формирования, каждая из которых содержит одно или более формирующих устройств, выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления.
Предпочтительно предусмотрен выбор одного из цикла сборки и цикла изменения размера.
Цикл сборки предпочтительно включает последовательное и циклическое перемещение m формообразующих барабанов, задействованных в технологическом процессе, между данными n станциями формирования и станцией разгрузки, при этом 2≤m≤n.
В любой один рабочий момент указанного цикла сборки предпочтительно только станция разгрузки и начальная станция из данных n станций формирования могут содержать формообразующий барабан, задействованный в технологическом процессе и отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления.
Цикл изменения размера предпочтительно включает замещение формообразующих барабанов, задействованных в технологическом процессе, по одному m входящими формообразующими барабанами посредством использования последовательности перемещений между станциями формирования, которая по меньшей мере частично отличается от последовательности перемещений, предусмотренной в цикле сборки.
В, по меньшей мере, один рабочий момент цикла изменения размера, по меньшей мере, одна станция формирования, отличная от начальной станции, предпочтительно содержит входящий формообразующий барабан, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления.
В соответствии с другим аспектом настоящее изобретение относится к технологическому процессу сборки каркасных конструктивных элементов шин.
Предпочтительно предусмотрено выполнение цикла сборки для сборки каркасного конструктивного элемента на формообразующем барабане, задействованном в технологическом процессе, на линии сборки каркасных конструктивных элементов, содержащей множество станций, включая станцию разгрузки, предназначенную для выгрузки собранного каркасного конструктивного элемента, и n станций формирования, каждая из которых содержит одно или более формирующих устройств, выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления.
Указанный цикл сборки предпочтительно повторяют для m формообразующих барабанов, задействованных в технологическом процессе, которые одновременно занимают сборочную линию, оставляя свободной, по меньшей мере, одну станцию из станции разгрузки и данных n станций формирования, при этом 2≤m≤n.
Предпочтительно предусмотрен цикл изменения размера, который включает одно или более из следующих действий:
- перенос последнего формообразующего барабана, задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, с начальной станции на следующую станции формирования во время указанного цикла сборки;
- ввод первого из m входящих формообразующих барабанов на указанную начальную станцию;
- последовательный ввод остальных входящих формообразующих барабанов на сборочную линию и последовательное удаление формообразующих барабанов, задействованных в технологическом процессе, из сборочной линии при одновременном удерживании указанного первого из указанных входящих формообразующих барабанов на начальной станции.
В соответствии с дополнительным аспектом настоящее изобретение относится к установке для сборки каркасных конструктивных элементов шин.
Предпочтительно предусмотрена линия сборки каркасных конструктивных элементов.
Указанная сборочная линия предпочтительно содержит множество станций, включая станцию разгрузки и n станций формирования, каждая из которых содержит одно или более формирующих устройств, выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления.
Предпочтительно предусмотрена группа формообразующих барабанов, задействованных в технологическом процессе, которая содержит m формообразующих барабанов, задействованных в технологическом процессе, определяющих первый размер каркасного конструктивного элемента, находящегося в процессе изготовления, при этом 2≤m≤n.
Предпочтительно предусмотрена, по меньшей мере, одна группа входящих формообразующих барабанов, содержащая m входящих формообразующих барабанов, определяющих второй размер каркасного конструктивного элемента, находящегося в процессе изготовления.
Предпочтительно предусмотрена пара опорных элементов, задействованных в технологическом процессе, которая включает в себя первый и второй опорные элементы, задействованные в технологическом процессе, подходящие для указанного первого размера каркасного конструктивного элемента, находящегося в процессе изготовления.
Предпочтительно предусмотрена, по меньшей мере, одна пара входящих опорных элементов, включающая в себя первый и второй входящие опорные элементы, подходящие для указанного второго размера каркасного конструктивного элемента, находящегося в процессе изготовления.
Предпочтительно предусмотрено управляющее устройство, запрограммированное для одного или более из следующих действий:
переноса последнего формообразующего барабана, задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, с начальной станции на следующую станцию формирования в соответствии с циклом сборки;
ввода первого из m входящих формообразующих барабанов на указанную начальную станцию,
последовательного ввода остальных входящих формообразующих барабанов на сборочную линию и последовательного удаления формообразующих барабанов, задействованных в технологическом процессе, из сборочной линии при одновременном удерживании указанного первого из указанных входящих формообразующих барабанов на начальной стации.
Полагается, что подобные аспекты позволяют обеспечить оптимальную автоматизацию цикла изменения размера при освобождении оператора, чтобы сделать его находящимся в готовности к немедленным действиям для перевода установки в нормальный режим работы. Другими словами, вследствие того, что цикл изменения размера отличается от цикла сборки, существует возможность увязки потребности в автоматизации с потребностью в использовании временных и человеческих ресурсов, обычно необходимых для цикла изменения размера, таким образом, чтобы перевести установку в нормальный режим работы без значительного удлинения времени цикла при сохранении баланса между первой фазой и второй фазой.
Настоящее изобретение, по меньшей мере, в одном из вышеуказанных аспектов может иметь, по меньшей мере, один из нижеприведенных предпочтительных признаков, рассматриваемых по отдельности или в комбинации с остальными.
Указанный цикл изменения размера предпочтительно включает ввод каждого входящего формообразующего барабана на указанную сборочную линию на станции, отличной от тех станций, на которые вводят остальные входящие формообразующие барабаны.
Указанный цикл изменения размера предпочтительно включает замещение первого и второго опорных элементов, задействованных в технологическом процессе, соответственно первым и вторым входящими опорными элементами, при этом указанный цикл изменения размера также включает соединение указанного первого входящего опорного элемента с одним из данных m входящих формообразующих барабанов.
Таким образом, существует возможность устранения необходимости в особой позиции удерживания/ожидания для первого опорного элемента.
Указанный цикл изменения размера предпочтительно включает замещение указанного второго опорного элемента, задействованного в технологическом процессе, указанным вторым входящим опорным элементом на одной из станций формирования и ввод указанного первого входящего опорного элемента, соединенного с соответствующим входящим формообразующим барабаном, на сборочную линию на той же самой станции формирования.
Таким образом, по меньшей мере, первый опорный элемент может быть замещен автоматически и одновременно с соответствующим входящим формообразующим барабаном.
Указанный второй опорный элемент, задействованный в технологическом процессе, предпочтительно замещают указанным вторым входящим опорным элементом на начальной станции.
Таким образом, замена второго опорного элемента не создает ограничений для замены первого опорного элемента. Второй опорный элемент может быть заменен вручную.
Указанный цикл изменения размера предпочтительно включает отделение указанного первого опорного элемента, задействованного в технологическом процессе, от последнего формообразующего барабана, задействованного в технологическом процессе, соединенного с каркасным конструктивным элементом, находящимся в процессе изготовления, соединение указанного первого опорного элемента, задействованного в технологическом процессе, с первым формообразующим барабаном, задействованным в технологическом процессе, для перевода их в состояние удерживания на станции разгрузки и удаления указанного первого формообразующего барабана, задействованного в технологическом процессе, соединенного с соответствующим первым опорным элементом, задействованным в технологическом процессе, из сборочной линии, начиная со станции разгрузки.
Таким образом, цикл изменения размера не замедляется.
Указанный цикл изменения размера предпочтительно включает:
удаление последнего формообразующего барабана, задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, из указанной начальной станции;
ввод первого из указанных входящих формообразующих барабанов на указанную начальную станцию;
последовательный ввод остальных входящих формообразующих барабанов на сборочную линию и последовательное удаление формообразующих барабанов, задействованных в технологическом процессе, из сборочной линии при одновременном удерживании указанного первого из указанных входящих формообразующих барабанов на начальной станции.
Указанный цикл изменения размера предпочтительно включает приведение в действие формообразующего (-их) устройства (устройств) начальной станции одновременно с последовательным вводом остальных входящих формообразующих барабанов.
Первый из входящих формообразующих барабанов может оставаться на начальной станции, и оператор, который не должен выполнять ручные операции цикла изменения размера, может начать сборку каркасного конструктивного элемента с новым размером заранее, выполняя соответствующие и необходимые адаптации в то время, когда продолжается цикл изменения размера.
Указанный цикл изменения размера предпочтительно включает перенос указанного первого из указанных входящих формообразующих барабанов с начальной станции на следующую станцию в соответствии с циклом сборки, когда все входящие формообразующие барабаны будут введены на сборочную линию.
Таким образом, существует возможность завершения цикла изменения размера без воздействия на длительность цикла.
Удаление последнего формообразующего барабана, задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, из указанной начальной станции предпочтительно включает перенос указанного последнего формообразующего барабана, задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, на следующую станцию в соответствии с циклом сборки.
Действительно, барабаны, задействованные в технологическом процессе, которые остаются на сборочной линии во время цикла изменения размера, могут обеспечить - среди прочего - завершение сборки в соответствии с требованиями к сборке на второй фазе.
Указанный последний формообразующий барабан, задействованный в технологическом процессе, соединенный с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, предпочтительно последовательно перемещают между следующими друг за другом станциями формирования и станцией разгрузки в соответствии с циклом сборки и удаляют из сборочной линии, начиная со станции разгрузки.
Предпочтительно все формообразующие барабаны, задействованные в технологическом процессе, соединенные с соответствующими каркасными конструктивными элементами, находящимися в процессе изготовления, последовательно перемещают между следующими друг за другом станциями формирования и станцией разгрузки в соответствии с циклом сборки и удаляют из сборочной линии, начиная со станции разгрузки.
Таким образом, сборка каркасных конструктивных элементов будет завершена на всех формообразующих барабанах, задействованных в технологическом процессе.
Входящие формообразующие барабаны предпочтительно вводят на сборочную линию на станциях, последовательно оставляемых свободными от формообразующих барабанов, задействованных в технологическом процессе.
Таким образом, отсутствует необходимость в обеспечении дополнительных позиций ожидания/удерживания.
Указанный цикл изменения размера предпочтительно включает последовательный перенос всех входящих формообразующих барабанов, введенных на сборочную линию и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, на указанную начальную станцию.
Таким образом, началом нового цикла сборки управляют при обеспечении возможности наличия всех входящих формообразующих барабанов уже в пределах станции формирования.
Предпочтительно предусмотрено обеспечение возможности перезапуска нового цикла сборки, когда последний из входящих формообразующих барабанов, введенных на сборочную линию и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, будет перенесен на указанную начальную станцию, так что все формообразующие барабаны, находящиеся в пределах сборочной линии, считаются формообразующими барабанами, задействованными в технологическом процессе.
Указанный цикл сборки предпочтительно включает последовательное перемещение указанных формообразующих барабанов, задействованных в технологическом процессе, между данными n станциями формирования и станцией разгрузки при оставлении, по меньшей мере, одной свободной станции среди станций формирования и станции разгрузки, при этом указанную свободную станцию используют в указанном цикле изменения размера для ввода первого входящего формообразующего барабана на сборочную линию.
Таким образом, существует возможность использования цикла сборки данного типа для предотвращения дополнительных позиций удерживания/ожидания и, таким образом, ограничения объема.
Указанный цикл сборки предпочтительно включает:
формирование промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, на соответствующем формообразующем барабане, задействованном в технологическом процессе, на начальной станции;
комплектование промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, посредством переноса соответствующего формообразующего барабана, задействованного в технологическом процессе, с начальной станции на остальные станции формирования;
обеспечение доступности каркасного конструктивного элемента, находящегося в процессе изготовления, для последующей сборки с коронным конструктивным элементом посредством выгрузки с соответствующего формообразующего барабана, задействованного в технологическом процессе, на станции разгрузки;
перенос формообразующего барабана, задействованного в технологическом процессе и отделенного от каркасного конструктивного элемента, находящегося в процессе изготовления, на начальную станцию для сборки последующего каркасного конструктивного элемента, находящегося в процессе изготовления;
при этом в рабочий момент, в который начальная станция занята формообразующим барабаном, задействованным в технологическом процессе, от одной до n-1 станций, выбранных из остальных станций формирования и станции разгрузки, заняты соответствующими формообразующими барабанами, задействованными в технологическом процессе.
Перенос между данными n станциями формирования и станцией разгрузки предпочтительно обеспечивают посредством перемещения формообразующего барабана, задействованного в технологическом процессе, вдоль, по меньшей мере, двух траекторий, которые пересекаются в одной точке.
Таким образом, имеющееся пространство оптимизируется, и при этом предотвращается использование сложных, тяжелых и дорогостоящих манипуляционных устройств.
Начальная станция предпочтительно выполнена с возможностью формирования одного или более из: комплекса, герметизирующего слоя, слоя, расположенного под герметизирующим слоем, антиабразивных вставок, вставок боковин, боковин, усилительных вставок, первого слоя каркаса, второго слоя каркаса.
Станция формирования, следующая за начальной станцией, предпочтительно выполнена с возможностью формирования бортов.
Станция формирования, следующая за начальной станцией, предпочтительно выполнена с возможностью выполнения операций прикатки.
Управление указанной станцией разгрузки предпочтительно осуществляют посредством станции, предназначенной для сборки каркасного конструктивного элемента с соответствующим коронным конструктивным элементом.
Указанный цикл сборки каркасного конструктивного элемента предпочтительно включает:
- формирование промежуточной части каркасного конструктивного элемента на соответствующем формообразующем барабане, задействованном в технологическом процессе, на начальной станции сборочной линии;
- комплектование промежуточной части каркасного конструктивного элемента посредством переноса соответствующего формообразующего барабана, задействованного в технологическом процессе, между начальной станцией и остальными станциями формирования;
- перенос каркасного конструктивного элемента, находящегося в процессе изготовления, на станцию разгрузки, на которой обеспечивают его доступность для последующей сборки с соответствующим коронным конструктивным элементом, посредством выгрузки с соответствующего формообразующего барабана, задействованного в технологическом процессе;
- перенос формообразующего барабана, задействованного в технологическом процессе, после его отделения от указанного каркасного конструктивного элемента, находящегося в процессе изготовления, со станции разгрузки на начальную станцию для сборки последующего каркасного конструктивного элемента, находящегося в процессе изготовления.
Указанный цикл изменения размера предпочтительно включает удаление первого формообразующего барабана, задействованного в технологическом процессе, из сборочной линии, начиная со станции разгрузки.
Указанный первый формообразующий барабан, задействованный в технологическом процессе, предпочтительно удаляют из сборочной линии, когда он соединен с первым опорным элементом, задействованным в технологическом процессе.
Таким образом, существует возможность оптимизации и автоматизации цикла изменения размера помимо ограничения объема.
Указанный цикл изменения размера предпочтительно включает отделение указанного первого опорного элемента, задействованного в технологическом процессе, от указанного последнего формообразующего барабана, задействованного в технологическом процессе, и соединение указанного первого опорного элемента, задействованного в технологическом процессе, с указанным первым формообразующим барабаном, задействованным в технологическом процессе, для перевода их в состояние удерживания на станции разгрузки.
Таким образом, существует возможность предотвращения ручного манипулирования опорными элементами как в цикле изменения размера, так и в цикле сборки.
Указанный цикл изменения размера предпочтительно включает ввод указанного первого входящего формообразующего барабана, соединенного с первым входящим опорным элементом, на указанную начальную станцию.
Второй опорный элемент, задействованный в технологическом процессе, предпочтительно заменяют вторым входящим опорным элементом на указанной начальной станции.
Таким образом, цикл изменения размера также выполняют вручную на станции, которая требует опорных элементов.
Указанный цикл изменения размера предпочтительно включает перенос второго из указанных формообразующих барабанов, задействованных в технологическом процессе, в соответствии с циклом сборки на станцию разгрузки при освобождении последней из станций формирования.
Входящий формообразующий барабан, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления, и введенный ранее на сборочную линию, предпочтительно удаляют из станции формирования, следующей за начальной станцией в соответствии с циклом сборки, при этом указанный первый входящий формообразующий барабан переносят с начальной станции на указанную следующую станцию формирования, когда все входящие формообразующие барабаны будут введены на сборочную линию.
Указанный первый входящий формообразующий барабан предпочтительно перемещают в соответствии с указанным циклом сборки вплоть до станции разгрузки. Таким образом, первый каркасный конструктивный элемент комплектуют в соответствии с новым размером.
Указанный цикл изменения размера предпочтительно включает последовательный перенос всех входящих формообразующих барабанов, введенных на сборочную линию и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, на указанную начальную станцию.
Таким образом, существует возможность быстрого возобновления цикла сборки.
Указанный цикл изменения размера предпочтительно завершается, когда указанный последний из входящих формообразующих барабанов, введенных на сборочную линию и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, достигнет начальной станции.
Предпочтительно предусмотрено удерживающее устройство, выполненное с возможностью приема указанной, по меньшей мере, одной группы входящих формообразующих барабанов, при этом указанное удерживающее устройство содержит, по меньшей мере, одну позицию удерживания, выполненную с возможностью приема входящего формообразующего барабана, соединенного с первым входящим опорным элементом.
Таким образом, существует возможность оптимизации пространств и общей длительности цикла изменения размера.
Указанное удерживающее устройство предпочтительно выполнено с возможностью приема множества групп входящих формообразующих барабанов, каждая из которых определяет отличный от других размер каркасного конструктивного элемента, находящегося в процессе изготовления, при этом указанное удерживающее устройство содержит для каждой группы входящих формообразующих барабанов, по меньшей мере, одну позицию удерживания, выполненную с возможностью приема входящего формообразующего барабана, соединенного с первым входящим опорным элементом.
Таким образом, существует возможность уменьшения ручной операции, при этом оператор остается свободным для выполнения операций, предназначенных для перевода установки в нормальный режим работы, в случае цикла изменения размера.
Указанная начальная станция предпочтительно содержит, по меньшей мере, одно или более из:
формирующего устройства, выполненного с возможностью подачи комплекса;
формирующего устройства, выполненного с возможностью подачи герметизирующего слоя;
формирующего устройства, выполненного с возможностью подачи слоя, размещаемого под герметизирующим слоем;
формирующего устройства, выполненного с возможностью подачи антиабразивных вставок;
формирующего устройства, выполненного с возможностью подачи вставок боковин;
формирующего устройства, выполненного с возможностью подачи усилительных элементов;
формирующего устройства, выполненного с возможностью подачи боковин;
формирующего устройства, выполненного с возможностью подачи первого слоя каркаса;
формирующего устройства, выполненного с возможностью подачи второго слоя каркаса.
Станция формирования, следующая за начальной станцией, предпочтительно содержит в качестве формирующего устройства устройство для формирования бортов.
Станция формирования, следующая за начальной станцией, предпочтительно содержит в качестве формирующего устройства прикаточное устройство.
Управление указанной станцией разгрузки предпочтительно осуществляется посредством станции, предназначенной для сборки каркасного конструктивного элемента с соответствующим коронным конструктивным элементом.
m предпочтительно равно n и равно 3.
Указанное удерживающее устройство предпочтительно содержит позиции удерживания в количестве, равном 3 или числам, кратным 3.
Указанное удерживающее устройство предпочтительно содержит позиции удерживания в количестве, равном m.
Таким образом, свободная станция сборочной линии используется для выполнения цикла изменения размера.
Указанное (-ые) формирующее (-ие) устройство/устройства предпочтительно выполнено/выполнены с возможностью подачи соответствующего компонента в виде полуфабриката.
Дополнительные характеристики и преимущества станут более ясными из подробного описания предпочтительного, но не единственного варианта осуществления способа управления линией сборки каркасных конструктивных элементов, технологического процесса и установки для сборки каркасных конструктивных элементов шин в соответствии с настоящим изобретением.
Такое описание будет приведено ниже со ссылкой на комплект чертежей, приведенных только в качестве неограничивающего примера, на которых:
фиг.1 - схематический вид в плане установки для сборки каркасных конструктивных элементов шин в соответствии с настоящим изобретением;
фиг.2а-2о - виды части установки с фиг.1 в разные рабочие моменты; и
фиг.3 - радиальное полусечение одного варианта осуществления шины, собранной посредством установки с фиг.1.
На фиг.1 ссылочная позиция 1 обозначает в целом установку для сборки каркасных конструктивных элементов шин в соответствии с настоящим изобретением, кратко называемую ниже установкой 1.
Один вариант осуществления шины 2, получаемой на указанной установке и в соответствии с технологическим процессом согласно настоящему изобретению, проиллюстрирован на фиг.3 и по существу содержит каркасный конструктивный элемент 3, имеющий, по меньшей мере, один слой (на фиг.3 два слоя) 4а, 4b каркаса. Слой непроницаемого эластомерного материала или так называемый герметизирующий слой 5 наложен внутри слоя/слоев 4а, 4b каркаса. Два удерживающих кольцевых конструктивных элемента 6, каждый из которых содержит так называемый сердечник 6а борта, несущий эластомерный наполнительный шнур 6b, который расположен в радиальном направлении снаружи, введены в контактное взаимодействие с соответствующими концевыми клапанами слоя/слоев 4а, 4b каркаса. Удерживающие кольцевые конструктивные элементы 6 встроены вблизи зон, обычно называемых термином «борта» 7, в которых обычно осуществляется контактное взаимодействие между шиной 2 и соответствующим монтажным ободом. Брекерный конструктивный элемент 8, содержащий, по меньшей мере, один слой 8а, 8b брекера (на фиг.3 два слоя), наложен по окружности вокруг слоя/слоев 4а, 4b каркаса, и протекторный браслет 9 наложен по окружности на брекерный конструктивный элемент 8.
Брекерный конструктивный элемент 8 может быть соединен с так называемыми «подбрекерными вставками» 10, каждая из которых расположена между слоем/слоями 4а, 4b каркаса и одним из противоположных в аксиальном направлении, концевых краев брекерного конструктивного элемента 8. Две боковины 11, каждая из которых проходит от соответствующего борта 7 до соответствующего бокового края протекторного браслета 9, наложены в местах, противоположных в боковом направлении, на слой/слои 4а, 4b каркаса.
Брекерный конструктивный элемент 8, протекторный браслет 9 и, возможно, по меньшей мере, одна часть боковин 11 образуют так называемый коронный конструктивный элемент шины.
В соответствии с вариантом осуществления, проиллюстрированном на фиг.1, вышеупомянутые компоненты шины 2 образуют на одном или более формообразующих барабанов посредством перемещения указанных формообразующих барабанов между различными станциями формирования, каждая из которых содержит одно или более формирующих устройств, выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления.
Как показано на фиг.1, установка 1 для сборки каркасных конструктивных элементов шин содержит линию 12 сборки каркасных конструктивных элементов, кратко называемую ниже «сборочной линией» 12.
Сборочная линия 12 содержит множество станций, включающее в себя n сборочных станций и станцию разгрузки. Каждая сборочная станция содержит одно или более формирующих устройств, выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления. В соответствии с проиллюстрированным вариантом осуществления сборочная линия 12 содержит три станции 13а-13с формирования (n=3) и станцию 14 разгрузки, которые будут описаны ниже в нижеприведенном представленном описании.
Установка 1 также содержит группу формообразующих барабанов 15, задействованных в технологическом процессе, которая содержит m формообразующих барабанов, задействованных в технологическом процессе, при этом 2≤m≤n. Формообразующие барабаны, задействованные в технологическом процессе, определяют первый размер каркасного конструктивного элемента, находящегося в процессе изготовления. m предпочтительно равно n и равно трем. В соответствии с проиллюстрированным вариантом осуществления установка 1 содержит три формообразующих барабана 15а-15с, задействованных в технологическом процессе (m=n; m=3).
Среди данных n станций формирования начальная станция формирования была обозначена ссылочной позицией 13а и ниже кратко названа «начальной станцией» 13а.
Начальная станция 13а предпочтительно выполнена с возможностью формирования промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, на соответствующем формообразующем барабане, задействованном в технологическом процессе. В проиллюстрированном варианте осуществления начальная станция 13а выполнена с возможностью получения промежуточной части, соответствующей каркасному рукавному элементу, содержащему слои 4а, 4b каркаса и герметизирующий слой 5.
Начальная станция 13а содержит одно или более формирующих устройств. В установке, проиллюстрированной на фигурах, начальная станция 13а содержит множество формирующих устройств, каждое из которых выполнено с возможностью изготовления компонента каркасного конструктивного элемента, находящегося в процессе изготовления, в частности, компонента промежуточной части каркасного конструктивного элемента. Как правило, начальная станция 13а может содержать, по меньшей мере, одно или более из следующего:
формирующего устройства, выполненного с возможностью подачи комплекса (комплекс представляет собой комплект из герметизирующего слоя, слоя, расположенного под герметизирующим слоем, и антиабразивных удлиненных элементов);
формирующего устройства, выполненного с возможностью подачи герметизирующего слоя;
формирующего устройства, выполненного с возможностью подачи слоя, размещаемого под герметизирующим слоем;
формирующего устройства, выполненного с возможностью подачи антиабразивных вставок;
формирующего устройства, выполненного с возможностью подачи вставок боковин;
формирующего устройства, выполненного с возможностью подачи усилительных элементов;
формирующего устройства, выполненного с возможностью подачи боковин;
формирующего устройства, выполненного с возможностью подачи первого слоя каркаса;
формирующего устройства, выполненного с возможностью подачи второго слоя каркаса.
Формирующее (-ие) устройство/устройства, в частности, первой станции 13а, предпочтительно выполнено/выполнены с возможностью подачи соответствующего компонента в виде полуфабриката.
В соответствии с тем, что проиллюстрировано на приложенной фиг.1, начальная станция 13а содержит три формирующих устройства 16, 17, 18: первое формирующее устройство 16, выполненное с возможностью подачи герметизирующего слоя 5 в виде полуфабриката, второе формирующее устройство 17, выполненное с возможностью подачи первого слоя 4а каркаса в виде полуфабриката, и третье формирующее устройство 18, выполненное с возможностью подачи второго слоя 4b каркаса в виде полуфабриката.
В соответствии с тем, что проиллюстрировано на приложенной фиг.1, на начальной станции 13а один формообразующий барабан в каждый отдельно взятый момент времени перемещают между вышеуказанными тремя формирующими устройствами 16, 17 и 18.
На фиг.1 проиллюстрирован формообразующий барабан, задействованный в технологическом процессе, транспортируемый посредством первого транспортирующего устройства 19 челночного типа, функционирующего на начальной станции 13а. Подобный формообразующий барабан, задействованный в технологическом процессе, будет впоследствии определен как последний формообразующий барабан 15а, задействованный в технологическом процессе.
В соответствии с проиллюстрированным вариантом осуществления начальная станция 13а может содержать направляющую 20, которая предпочтительно проходит прямолинейно вдоль линии ʺLʺ наложения. Первое транспортирующее устройство 19 челночного типа выполнено с возможностью перемещения по направляющей 20, при этом оно перемещается посредством соответствующего непроиллюстрированного двигателя вдоль самой направляющей и в обоих направлениях ʺS1ʺ, ʺS2ʺ перемещения. Первое транспортирующее устройство 19 челночного типа выполнено с возможностью обеспечения опоры для одного формообразующего барабана, задействованного в технологическом процессе, в каждый отдельно взятый момент времени и обеспечения его поворота вокруг оси ʺX-Xʺ поворота, совпадающей с продольной осью симметрии самого барабана и с осью вращения каркасного конструктивного элемента, находящегося в процессе изготовления. В проиллюстрированном варианте осуществления формообразующий барабан, задействованный в технологическом процессе, удерживается с выступанием посредством первого транспортирующего устройства 19 челночного типа, которое содержит захватный элемент, выполненный с возможностью удерживания или освобождения завершающего конца центрального вала формообразующего барабана, задействованного в технологическом процессе.
На одном из завершающих концов направляющей 20 может быть образована первая транспортно-загрузочная станция 21. В частности, начальная станция 13а содержит первую транспортно-загрузочную станцию.
Первое транспортирующее устройство 19 челночного типа выполнено с возможностью перемещения, по меньшей мере, к первой транспортно-загрузочной станции 21, чтобы сделать формообразующий барабан, задействованный в технологическом процессе, с каркасным конструктивным элементом, находящимся в процессе изготовления, - предпочтительно с промежуточной частью каркасного конструктивного элемента, находящегося в процессе изготовления, - доступным для последующих станций формирования.
Остальные n-1 станций формирования представляют собой станции формирования, следующие за начальной станцией в соответствии с циклом сборки, которые будут описаны ниже в настоящем описании. В частности, следующие друг за другом станции формирования выполнены с возможностью завершения формирования/сборки каркасного конструктивного элемента, находящегося в процессе изготовления, в частности, промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления. В варианте осуществления, проиллюстрированном на приложенных фигурах, предусмотрены две следующие друг за другом станции 13b и 13с формирования, содержащие соответственно формирующее устройство, выбранное, например, среди устройства 22 для формирования бортов и прикаточного устройства 23. В частности, станция 13b формирования, следующая непосредственно за начальной станцией 13а, содержит устройство 22 для формирования бортов, в то время как следующая далее станция 13с формирования содержит прикаточное устройство 23.
Как указано выше, установка 1 также содержит станцию 14 разгрузки, управляемую посредством станции, предназначенной для сборки каркасного конструктивного элемента с соответствующим коронным конструктивным элементом. В частности, на станции 14 разгрузки собранный каркасный конструктивный элемент, находящийся в процессе изготовления, делается доступным для последующей сборки с коронным конструктивным элементом посредством выгрузки с соответствующего формообразующего барабана, задействованного в технологическом процессе, и последующего переноса, например, на барабан (непоказанный), предназначенный для придания определенной формы. Станция 14 разгрузки может содержать второе транспортирующее устройство 24 челночного типа.
Манипуляционное устройство было обозначено ссылочной позицией 25. Манипуляционное устройство 25 предпочтительно представляет собой манипуляционное устройство с тремя осями декартовой системы координат и с осью поворота запястья, которая обеспечивает возможность поворота формообразующего барабана, задействованного в технологическом процессе, из горизонтального положения в вертикальное положение и наоборот.
Установка 1 содержит, по меньшей мере, одну группу входящих формообразующих барабанов, содержащую m входящих формообразующих барабанов, определяющих второй размер каркасного конструктивного элемента, находящегося в процессе изготовления. Может быть предусмотрено множество групп входящих формообразующих барабанов, каждая из которых определяет отличный от других размер каркасного конструктивного элемента, находящегося в процессе изготовления.
В варианте осуществления, проиллюстрированном на фиг.1, предусмотрены три группы входящих формообразующих барабанов 26, 27, 28, каждая из которых содержит три входящих формообразующих барабана, обозначенных соответственно 26а-26с, 27а-27с, 28а-28с, соответственно определяющих второй, третий и четвертый размер каркасного конструктивного элемента, находящегося в процессе изготовления. Входящие формообразующие барабаны схематически проиллюстрированы на приложенных фигурах.
Ссылочной позицией 29 было обозначено удерживающее устройство, которое выполнено с возможностью приема, по меньшей мере, одной группы входящих формообразующих барабанов, предпочтительно множества групп входящих формообразующих барабанов. В проиллюстрированном варианте осуществления удерживающее устройство 29 выполнено с возможностью приема трех групп входящих формообразующих барабанов 26, 27 и 28.
Установка 1 также содержит пару 30 опорных элементов, задействованных в технологическом процессе, которая включает в себя первый опорный элемент 30а, задействованный в технологическом процессе, и второй опорный элемент 30b, задействованный в технологическом процессе. Первый и второй опорные элементы, задействованные в технологическом процессе, пригодны для первого размера каркасного конструктивного элемента, находящегося в процессе изготовления.
Установка 1 также содержит, по меньшей мере, одну пару входящих опорных элементов, которая включает в себя первый входящий опорный элемент и второй входящий опорный элемент. В варианте осуществления, проиллюстрированном на фиг.1, предусмотрены три пары 31, 32, 33 входящих опорных элементов, каждая из которых включает в себя первый входящий опорный элемент и второй входящий опорный элемент, обозначенные соответственно 31а-31b, 32а-32b, 33а-33b и пригодные соответственно для второго, третьего и четвертого размера каркасного конструктивного элемента, находящегося в процессе изготовления. В варианте осуществления, проиллюстрированном на фиг.1, первый входящий опорный элемент и второй входящий опорный элемент трех пар 31, 32, 33 входящих опорных элементов расположены в разных местах установки 1, следовательно, соответствующие ссылочные позиции 31, 32, 33 указаны только в отношении соответствующего второго входящего опорного элемента 31b, 32b, 33b. Первый входящий опорный элемент и второй входящий опорный элемент схематически проиллюстрированы на приложенных фигурах.
Удерживающее устройство 29 содержит позицию удерживания для каждого входящего формообразующего барабана, следовательно, m позиций удерживания для каждой группы входящих формообразующих барабанов. Удерживающее устройство 29 предпочтительно содержит позиции удерживания в количестве, равном трем или числам, кратным трем.
По меньшей мере, одна позиция удерживания для каждой группы входящих формообразующих барабанов выполнена с возможностью приема входящего формообразующего барабана, соединенного с первым входящим опорным элементом. В варианте осуществления, проиллюстрированном на фиг.1, предусмотрены три позиции 34а-34с удерживания для каждой группы входящих формообразующих барабанов, включая позицию 34а удерживания, которая предназначена для каждой группы входящих формообразующих барабанов 26-28 и которая выполнена с возможностью приема входящего формообразующего барабана 26а-28а, соединенного с соответствующим первым входящим опорным элементом 31а-33а.
Позиции удерживания схематически проиллюстрированы на приложенных фигурах.
В установке 1, подобной описанной выше, можно выполнять способ сборки каркасных конструктивных элементов шин, включающий цикл сборки для сборки каркасного конструктивного элемента на формообразующем барабане, задействованном в технологическом процессе, и цикл изменения размера.
Цикл сборки включает последовательное и циклическое перемещение вышеуказанных m формообразующих барабанов 15а-15с, задействованных в технологическом процессе, между данными n станциями 13а-13с формирования и станцией 14 разгрузки. В частности, по меньшей мере, одна (предпочтительно только одна) станция из станций 13а-13с формирования и станции 14 разгрузки остается свободной. Другими словами, в некоторый рабочий момент, в который начальная станция 13а занята формообразующим барабаном, задействованным в технологическом процессе, от одной до n-1 станций (предпочтительно n-1 станций), выбранных из остальных станций формирования и станции разгрузки, заняты соответствующими формообразующими барабанами, задействованными в технологическом процессе.
В любой один рабочий момент цикла сборки только станция 14 разгрузки и начальная станция 13а из данных n станций формирования могут содержать формообразующий барабан 15а-15с, задействованный в технологическом процессе и отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления. Ниже описан вариант осуществления цикла сборки, выполняемого на установке 1 по фиг.1, в котором в отношении одного формообразующего барабана 15а, задействованного в технологическом процессе, предусмотрены:
формирование промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, на соответствующем формообразующем барабане 15а, задействованном в технологическом процессе, на начальной станции 13а;
комплектование промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, посредством последовательного переноса соответствующего формообразующего барабана 15а, задействованного в технологическом процессе, с начальной станции 13а на остальные станции 13b, 13с формирования;
обеспечение доступности каркасного конструктивного элемента, находящегося в процессе изготовления, для последующей сборки с коронным конструктивным элементом посредством выгрузки с соответствующего формообразующего барабана 15а, задействованного в технологическом процессе, на станции 14 разгрузки;
перенос формообразующего барабана 15а, задействованного в технологическом процессе и отделенного от каркасного конструктивного элемента, находящегося в процессе изготовления, на начальную станцию 13а для сборки последующего каркасного конструктивного элемента, находящегося в процессе изготовления.
Вышеуказанный цикл сборки повторяют с разнесением во времени для всех формообразующих барабанов 15а-15с, задействованных в технологическом процессе, которые одновременно занимают сборочную линию 12, как указано выше, оставляя свободной, по меньшей мере, одну (предпочтительно только одну) станцию среди станции разгрузки и станций формирования.
На фиг.1 были проиллюстрированы три формообразующих барабана, задействованных в технологическом процессе. Промежуточную часть каркасного конструктивного элемента, находящегося в процессе изготовления, формируют на последнем формообразующем барабане 15а, задействованном в технологическом процессе и размещенном на начальной станции 13а. На станции 14 разгрузки находится первый формообразующий барабан 15b, задействованный в технологическом процессе и отделенный от соответствующего каркасного конструктивного элемента, находящегося в процессе изготовления. Второй формообразующий барабан 15с, задействованный в технологическом процессе, находится на станции 13с формирования, на которой выполняют прикатку каркасного конструктивного элемента, находящегося в процессе изготовления. В конце формирования/сборки промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, последний формообразующий барабан 15а, задействованный в технологическом процессе, переносят на непосредственно последующую станцию 13b формирования для формирования бортов. После этого первый формообразующий барабан 15b, задействованный в технологическом процессе, переносят со станции 14 разгрузки на начальную станцию 13а для формирования промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления. После этого второй формообразующий барабан 15с, задействованный в технологическом процессе, переносят со станции 13с формирования на станцию 14 разгрузки. Для завершения перемещения формообразующих барабанов, задействованных в технологическом процессе, и размещения их в ситуации, аналогичной ситуации по фиг.1, но «смещенной» на одно положение, последний формообразующий барабан 15а, задействованный в технологическом процессе, переносят на непосредственно последующую станцию 13с формирования для прикатки. Для размещения в ситуации, эквивалентной ситуации по фиг.1, формообразующие барабаны 15а-15с, задействованные в технологическом процессе, каждый раз переносят на непосредственно последующую свободную станцию до тех пор, пока последний формообразующий барабан 15а, задействованный в технологическом процессе, снова не поступит на начальную станцию 13а.
Ниже будет описан вариант осуществления цикла изменения размера, выполняемого на установке 1 по фиг.1, начиная с конфигурации, проиллюстрированной на фиг.1 и 2а. Фиг.2а показывает установку по фиг.1, дополнительно схематизированную и упрощенную, например, за счет того, что представлены только одна группа входящих формообразующих барабанов 26 и только одна пара 31 входящих опорных элементов. То, что описано ниже, может быть применено к любой группе входящих формообразующих барабанов 26-28, выбранной в зависимости от нового размера, или к другим парам входящих опорных элементов, выбранным в зависимости от интервала ширин или от диаметра, соответствующего данному новому размеру.
Цикл изменения размера, описанный ниже, относится к ситуации, в которой требуется заменить как формообразующие барабаны, задействованные в технологическом процессе, так и пару опорных элементов, задействованных в технологическом процессе. В частности, цикл изменения размера, описанный ниже, предусматривает замещение первого и второго опорных элементов, задействованных в технологическом процессе, соответственно первым и вторым входящими опорными элементами. Первый входящий опорный элемент соединен с одним из данных m входящих формообразующих барабанов.
В соответствии с циклом изменения размера предусмотрено удаление последнего формообразующего барабана 15а, задействованного в технологическом процессе и соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, из начальной станции 13а. В частности, последний формообразующий барабан 15а, задействованный в технологическом процессе, удаляют из начальной станции 13а, когда будет завершено формирование промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления. Цикл изменения размера предусматривает после удаления последнего формообразующего барабана 15а, задействованного в технологическом процессе, из начальной станции 13а ввод первого входящего формообразующего барабана на начальную станцию 13а. Как показано на фиг.2а и последующих фигурах, первый входящий формообразующий барабан обозначен ссылочной позицией 26а.
Для удаления последнего формообразующего барабана 15а, задействованного в технологическом процессе, из начальной станции 13а предусмотрены следование циклу сборки таким образом, чтобы скомплектовать каркасный конструктивный элемент, находящийся в процессе изготовления, и последующий перенос последнего формообразующего барабана 15а, задействованного в технологическом процессе, на последующую станцию 13b формирования. В соответствии с проиллюстрированным вариантом осуществления последний формообразующий барабан 15а, задействованный в технологическом процессе, переносят на станцию 13b формирования для формирования бортов. Перенос последнего формообразующего барабана 15а, задействованного в технологическом процессе, выполняется манипуляционным устройством 25, которое захватывает последний формообразующий барабан 15а, задействованный в технологическом процессе, на начальной станции 13а вместе с первым опорным элементом 30а, задействованным в технологическом процессе. Этот переход может происходить посредством перемещения первого транспортирующего устройства 19 челночного типа по направлению к манипуляционному устройству 25, как проиллюстрировано на фиг.2а (стрелка А) или наоборот, посредством удерживания первого транспортирующего устройства 19 челночного типа в пределах начальной станции 13а.
Фиг.2b иллюстрирует момент, в который манипуляционное устройство 25 захватило последний формообразующий барабан 15а, задействованный в технологическом процессе, с начальной станции 13а вместе с первым опорным элементом 30а, задействованным в технологическом процессе. В этом случае первое транспортирующее устройство 19 челночного типа перемещается по направлению к манипуляционному устройству 25. Второй опорный элемент 30b, задействованный в технологическом процессе, остается соединенным с начальной станцией 13а (за исключением возможного перемещения первого транспортирующего устройства 19 челночного типа по направлению к манипуляционному устройству 25). Первое транспортирующее устройство 19 челночного типа может вернуться к начальной станции 13а в соответствии со стрелкой В, в результате чего обеспечивается конфигурация по фиг.2с (или, наоборот, манипуляционное устройство 25 может быть перемещено от первого транспортирующего устройства 19 челночного типа). Манипуляционное устройство 25 направляют в соответствии со стрелкой С к станции 13b формирования с размещенным на нем, последним формообразующим барабаном 15а, задействованным в технологическом процессе, вместе с первым опорным элементом 30а, задействованном в технологическом процессе, в результате чего обеспечивается конфигурация по фиг.2с. Второе транспортирующее устройство 24 челночного типа имеет размещенный на нем, первый формообразующий барабан 15b, задействованный в технологическом процессе. Первый формообразующий барабан 15b, задействованный в технологическом процессе, уже отделен от каркасного конструктивного элемента. Второе транспортирующее устройство 24 челночного типа может быть направлено в соответствии со стрелкой D в место, в котором обеспечивается возможность взаимодействия с манипуляционным устройством, или оно ожидает прибытия манипуляционного устройства 25 на станции 14 разгрузки.
Фиг.2с иллюстрирует момент, в который манипуляционное устройство 25 оставляет последний формообразующий барабан 15а, задействованный в технологическом процессе, на станции 13b формирования, при этом первый опорный элемент 30а, задействованный в технологическом процессе, удерживается размещенным на манипуляционном устройстве 25, и манипуляционное устройство 25 удаляется в соответствии со стрелкой Е. В этот момент цикл изменения размера предусматривает отделение первого опорного элемента 30а, задействованного в технологическом процессе, от последнего формообразующего барабана 15а, задействованного в технологическом процессе. Если второе транспортирующее устройство 24 челночного типа перемещается в соответствии со стрелкой D, оно теперь достигло вместе с первым формообразующим барабаном 15b, задействованным в технологическом процессе, положения, в котором обеспечивается возможность взаимодействия с манипуляционным устройством 25. В альтернативном варианте второе транспортирующее устройство 24 челночного типа остается на станции 14 разгрузки, ожидая манипуляционное устройство 25.
Фиг.2d иллюстрирует момент, в который манипуляционное устройство 25 с первым опорным элементом 30а, задействованным в технологическом процессе, «дошло» до второго транспортирующего устройства 24 челночного типа и первого формообразующего барабана 15b, задействованного в технологическом процессе. На фиг.2d предусмотрено то, что второе транспортирующее устройство 24 челночного типа перемещается по направлению к манипуляционному устройству. В альтернативном варианте манипуляционное устройство 25 «доходит» до второго транспортирующего устройства 24 челночного типа в пределах станции 14 разгрузки. Когда манипуляционное устройство 25 «дойдет» до второго транспортирующего устройства 24 челночного типа, оно отпускает первый опорный элемент 30а, задействованный в технологическом процессе, обеспечивая его соединение с первым формообразующим барабаном 15b, задействованным в технологическом процессе. В этот момент цикл изменения размера предусматривает соединение первого опорного элемента 30а, задействованного в технологическом процессе, с первым формообразующим барабаном 15b, задействованным в технологическом процессе, для перевода их в состояние ожидания/удерживания на станции 14 разгрузки. Как будет описано ниже, первый формообразующий барабан 15b, задействованный в технологическом процессе и соединенный с соответствующим первым опорным элементом 30а, задействованным в технологическом процессе, будет впоследствии удален из сборочной линии 12, начиная со станции 14 разгрузки.
На фиг.2е манипуляционное устройство 25 свободно для захвата первого входящего формообразующего барабана 26а, при этом оно перемещается в соответствии со стрелкой F. Если второе транспортирующее устройство 24 челночного типа перемещено в соответствии со стрелкой D, оно теперь возвращается на станцию 14 разгрузки в соответствии со стрелкой G вместе с первым формообразующим барабаном 15b, задействованным в технологическом процессе, и первым опорным элементом 30а, задействованным в технологическом процессе. В альтернативном варианте второе транспортирующее устройство 24 челночного типа всегда остается на станции 14 разгрузки. В каждом случае первый опорный элемент 30а, задействованный в технологическом процессе, переводится в состояние ожидания/удерживания на станции 14 разгрузки вместе с первым формообразующим барабаном 15b, задействованным в технологическом процессе.
На фиг.2f показана ситуация после того, как манипуляционное устройство 25 захватило первый входящий формообразующий барабан 26а вместе с первым входящим опорным элементом 31а и отпустило их на первое транспортирующее устройство 19 челночного типа для ввода их на начальную станцию 13а. В этот момент цикл изменения размера предусматривает ввод первого входящего формообразующего барабана 26а, соединенного с первым входящим опорным элементом 31а, на начальную станцию 13а. Манипуляционное устройство 25 может достичь первого транспортирующего устройства 19 челночного типа непосредственно на начальной станции 13а или в другом месте, например, достигаемом первым транспортирующим устройством 19 челночного типа после перемещения, не проиллюстрированного на приложенных фигурах.
В любой из ситуаций по фиг.2с-2е второй опорный элемент 30b, задействованный в технологическом процессе, замещается на начальной станции 13а вторым входящим опорным элементом 31b, чтобы достичь конфигурации по фиг.2f. Второй опорный элемент 30b, задействованный в технологическом процессе, может быть отделен от первого транспортирующего устройства 19 челночного типа, и второй входящий опорный элемент 31b может быть соединен с первым транспортирующим устройством 19 челночного типа непосредственно на начальной станции 13а или за пределами последней. В любом случае в тот момент, когда первое транспортирующее устройство 19 челночного типа возвращается в зону в пределах начальной станции 13а, цикл изменения размера предусматривает замещение второго опорного элемента 30b, задействованного в технологическом процессе, вторым входящим опорным элементом 31b на начальной станции 13а. Ссылаясь на вышеописанные действия, можно указать, что цикл изменения размера включает замещение второго опорного элемента 30b, задействованного в технологическом процессе, вторым входящим опорным элементом 31b на одной из станций формирования и ввод первого входящего опорного элемента 31а, соединенного с соответствующим входящим формообразующим барабаном 26а, на сборочную линию на той же самой станции формирования, в частности, на начальной станции 13а.
Впоследствии манипуляционное устройство 25 «дотягивается» до первого формообразующего барабана 15b, задействованного в технологическом процессе, и первого опорного элемента 30а, задействованного в технологическом процессе, и захватывает их со второго транспортирующего устройства 24 челночного типа. Манипуляционное устройство 25 может «дойти» до второго транспортирующего устройства 24 челночного типа непосредственно на станции 14 разгрузки или в другом месте, например, достигаемом вторым транспортирующим устройством 24 челночного типа после перемещения, не проиллюстрированного на приложенных фигурах. Впоследствии манипуляционное устройство 25 удаляет первый формообразующий барабан 15b, задействованный в технологическом процессе, и первый опорный элемент 30а, задействованный в технологическом процессе, из сборочной линии 12, отпуская их на удерживающем устройстве 29. При этом подобное удаление происходит, начиная со станции 14 разгрузки. На фиг.2f первый формообразующий барабан 15b, задействованный в технологическом процессе, и первый опорный элемент 30а, задействованный в технологическом процессе, уже соединенные с манипуляционным устройством 25, удаляются при следовании вдоль стрелки Н.
С этого рабочего момента цикла изменения размера первый входящий формообразующий барабан 26а удерживается на начальной станции 13а при одновременном последовательном вводе остальных входящих формообразующих барабанов 26b и 26c на сборочную линию 12. Все формообразующие барабаны, задействованные в технологическом процессе, начиная с первого формообразующего барабана 15b, задействованного в технологическом процессе, последовательно удаляются из сборочной линии 12.
В частности, цикл изменения размера предусматривает приведение в действие формирующего (-их) устройства (устройств) начальной станции 13а одновременно с последовательным вводом остальных входящих формообразующих барабанов 26b и 26с. При этом можно начать сборку/формирование каркасного конструктивного элемента, находящегося в процессе изготовления и имеющего новый размер, посредством выполнения необходимых операций адаптации и перевода в режим работы с новыми компонентами.
В частности, цикл изменения размера предусматривает ввод каждого входящего формообразующего барабана 26а-26с на сборочную линию 12 на станции формирования, отличной от тех, на которые вводятся остальные входящие формообразующие барабаны. В частности, входящие формообразующие барабаны 26а-26с вводят на сборочную линию 12 на станциях формирования, последовательно оставляемых свободными от формообразующих барабанов 15а-15с, задействованных в технологическом процессе.
Кроме того, цикл изменения размера предусматривает то, что все формообразующие барабаны 15а-15с, задействованные в технологическом процессе, последовательно перемещаются между станциями 13а-13с формирования и станцией 14 разгрузки в соответствии с циклом сборки, в результате чего обеспечивается комплектование соответствующего каркасного конструктивного элемента, находящегося в процессе изготовления, после чего обеспечивается их удаление из сборочной линии 12, начиная со станции 14 разгрузки.
В частности, цикл изменения размера предусматривает в соответствии с циклом сборки перенос второго формообразующего барабана 15с, задействованного в технологическом процессе, на станцию 14 разгрузки, в результате чего освобождается последняя 13с из станций формирования. Как показано на фиг.2g, манипуляционное устройство 25 оставило первый формообразующий барабан 15b, задействованный в технологическом процессе, и первый опорный элемент 30а, задействованный в технологическом процессе, на удерживающем устройстве 29. Второй формообразующий барабан 15с, задействованный в технологическом процессе, захватывается манипуляционным устройством 25 для его переноса к станции 14 разгрузки. Манипуляционное устройство 25 может «дойти» до второго транспортирующего устройства 24 челночного типа непосредственно на станции 14 разгрузки или в другом месте, например, достигаемом вторым транспортирующим устройством 24 челночного типа после перемещения, не проиллюстрированного на приложенных фигурах.
Как будет описано ниже, впоследствии последний формообразующий барабан 15а, задействованный в технологическом процессе, будет последовательно перемещен между следующими друг за другом станциями 13с формирования и станцией 14 разгрузки в соответствии с циклом сборки так, чтобы завершить формирование каркасного конструктивного элемента, находящегося в процессе изготовления и соединенного с ним. В частности, после станции 13b формирования, где выполняется формирование бортов, последний формообразующий барабан 15а, задействованный в технологическом процессе, переносят на последующую станцию 13с формирования для прикатки. Как показано на фиг.2h, второй формообразующий барабан 15с, задействованный в технологическом процессе, достиг станции 14 разгрузки. Каркасный конструктивный элемент, находящийся в процессе изготовления, отделяют от второго формообразующего барабана 15с, задействованного в технологическом процессе. Манипуляционное устройство 25 захватывает последний формообразующий барабан 15а, задействованный в технологическом процессе, для его переноса на станцию прикатки, то есть на последующую станцию 13с формирования в соответствии с циклом сборки.
После этого манипуляционное устройство 25 захватывает второй 26b из оставшихся входящих формообразующих барабанов и отпускает его на станции 13b формирования, оставленной свободной. Как показано на фиг.2i, последний формообразующий барабан 15а, задействованный в технологическом процессе, достиг станции прикатки, манипуляционное устройство 25 захватило второй 26b из оставшихся входящих формообразующих барабанов и отпускает его на станции формирования бортов. В этот рабочий момент цикла изменения размера станция формирования бортов образует станцию формирования, отличную от начальной станции 13а, содержащей входящий формообразующий барабан 26а, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления. В частности, цикл изменения размера предусматривает замещение формообразующих барабанов, задействованных в технологическом процессе, по одному входящими формообразующими барабанами посредством использования последовательности перемещений между станциями формирования, которая по меньшей мере частично отличается от последовательности перемещений, предусмотренной в цикле сборки. Действительно, первый входящий формообразующий барабан 26а остается на начальной станции 13а, и второй входящий формообразующий барабан 26b, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления, вводится на следующую станцию формирования, в частности, на непосредственно последующую станцию формирования.
Впоследствии манипуляционное устройство 25 захватывает второй формообразующий барабан 15с, задействованный в технологическом процессе, со станции 14 разгрузки в состоянии, когда он отделен от каркасного конструктивного элемента, и удаляет его из сборочной линии 12, отпуская его на удерживающем устройстве 29.
После этого манипуляционное устройство 25 захватывает последний формообразующий барабан 15а, задействованный в технологическом процессе, с последней станции 13с формирования, которая, например, соответствует станции прикатки, и переносит его на станцию 14 разгрузки. В обоих случаях манипуляционное устройство 25 может «дойти» до второго транспортирующего устройства 24 челночного типа непосредственно на станции 14 разгрузки или в другом месте, например, достигаемом вторым транспортирующим устройством 24 челночного типа после перемещения, не проиллюстрированного на приложенных фигурах. Как показано на фиг.2l, манипуляционное устройство 25 захватило второй формообразующий барабан 15с, задействованный в технологическом процессе, со станции 14 разгрузки, отпустило его на удерживающем устройстве 29 и захватывает последний формообразующий барабан 15а, задействованный в технологическом процессе, с последней станции 13с формирования, которая соответствует, например, станции прикатки, для его переноса на станцию 14 разгрузки.
Впоследствии манипуляционное устройство 25 захватывает последний входящий формообразующий барабан 26с из удерживающего устройства 29 и переносит его на станцию 13с формирования. Как показано на фиг.2m, манипуляционное устройство 25 отпустило последний формообразующий барабан 15а, задействованный в технологическом процессе, на станции 14 разгрузки, оно захватило последний входящий формообразующий барабан 26с из удерживающего устройства и отпускает его на последней станции 13с формирования. Между тем, каркасный конструктивный элемент, находящийся в процессе изготовления, отделяют от последнего формообразующего барабана 15а, задействованного в технологическом процессе, на станции 14 разгрузки.
Впоследствии манипуляционное устройство 25 захватывает последний формообразующий барабан 15а, задействованный в технологическом процессе, со станции 14 разгрузки, когда он отделен от каркасного конструктивного элемента, и удаляет его из сборочной линии 12 для отпускания его на удерживающем устройстве 29. После этого манипуляционное устройство 25 захватывает второй входящий формообразующий барабан 26b со станции 13b формирования бортов для его переноса на станцию 14 разгрузки. Как показано на фиг.2n, манипуляционное устройство 25 захватило последний формообразующий барабан 15а, задействованный в технологическом процессе, со станции 14 разгрузки, оно отпустило данный барабан 15а на удерживающем устройстве 29, оно захватило второй входящий формообразующий барабан 26b со станции 13b формирования бортов, и оно перенесло данный барабан 26b на станцию 14 разгрузки. Манипуляционное устройство 25 может «дойти» до второго транспортирующего устройства 24 челночного типа непосредственно на станции 14 разгрузки или в другом месте, например, достигаемом вторым транспортирующим устройством 24 челночного типа после перемещения, не проиллюстрированного на приложенных фигурах.
В данный рабочий момент цикла изменения размера все входящие формообразующие барабаны уже введены на сборочную линию, и первый входящий формообразующий барабан 26а переносят затем с начальной станции 13а на следующую станцию 13b в соответствии с циклом сборки. В частности, второй входящий формообразующий барабан 26b, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления, и введенный ранее на сборочную линию, удаляют из станции 13b, следующей за начальной станцией 13а в соответствии с циклом сборки. Первый входящий формообразующий барабан 26а будет перемещаться в соответствии с циклом сборки вплоть до станции 14 разгрузки.
После этого цикл изменения размера предусматривает последовательный перенос всех входящих формообразующих барабанов 26b, 26с, введенных на сборочную линию и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, на начальную станцию 13а. От начальной станции 13а все входящие формообразующие барабаны 26b, 26с, введенные на сборочную линию, будут перемещаться в соответствии с циклом сборки вплоть до станции 14 разгрузки.
Цикл изменения размера заканчивается, когда последний 26с из входящих формообразующих барабанов, введенных на сборочную линию и отделенных от каркасного конструктивного элемента, находящегося в процессе изготовления, достигнет начальной станции 13а (фиг.2о).
Если каждый размер соответствует паре опорных элементов, задействованных в технологическом процессе, вышеописанный цикл изменения размера применяется каждый раз, когда необходимо изменить размер. Если опорные элементы, задействованные в технологическом процессе, выполнены с изменяемым позиционированием (шириной), то есть выполнены с возможностью их адаптации к позиционированию (ширине) барабана, вышеописанный цикл изменения размера применяется только тогда, когда необходимо изменить интервал при позиционировании или если установочная поверхность (диаметр) формообразующих барабанов изменяется. В остальных случаях опорные элементы, задействованные в технологическом процессе, не заменяются, и осуществляется только замещение формообразующего барабана. В этом случае удерживающее устройство 29 имеет только входящие формообразующие барабаны, не соединенные с опорными элементами. Следовательно, цикл изменения размера будет аналогичным циклу изменения размера, описанному выше, при этом различие заключается в том, что первый опорный элемент 30а, задействованный в технологическом процессе, будет переведен в состояние удерживания на втором транспортирующем устройстве 24 челночного типа, в частности, на станции 14 разгрузки и не будет заменен. Аналогичным образом, второй опорный элемент 30b, задействованный в технологическом процессе, остается на первом транспортирующем устройстве 19 челночного типа, в частности, на начальной станции 13а и не заменяется.
С учетом вышеописанного технологического процесса в соответствии со способом управления линией 12 сборки каркасных конструктивных элементов предусмотрен выбор между циклом сборки и циклом изменения размера. В конце цикла изменения размера, то есть тогда, когда последний 26с из входящих формообразующих барабанов, введенных на сборочную линию 12 и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, будет перенесен на начальную станцию 13а, способ управления линией 12 сборки каркасных конструктивных элементов включает обеспечение возможности перезапуска нового цикла сборки. С этого момента все формообразующие барабаны на сборочной линии 12 считаются формообразующими барабанами, задействованными в технологическом процессе.
Во время цикла сборки и/или во время цикла изменения размера перенос между данными n станциями 13а-13с формирования и станцией 14 разгрузки может быть обеспечен посредством перемещения формообразующего барабана, задействованного в технологическом процессе, вдоль, по меньшей мере, двух траекторий, которые пересекаются в одной точке, например, посредством перемещения первого транспортирующего устройства 19 челночного типа, второго транспортирующего устройства 24 челночного типа и манипуляционного устройства 25. В альтернативном варианте единственное транспортирующее устройство установки 1 может быть образовано манипуляционным устройством 25.
С учетом управления сборочной линией 12 установка 1 также содержит управляющее устройство 35, запрограммированное для обеспечения цикла сборки и цикла изменения размера. В частности, управляющее устройство 35 запрограммировано для:
переноса последнего формообразующего барабана 15а, задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, с начальной станции 13а на последующую станцию 13b, 13с формирования в соответствии с циклом сборки;
ввода первого 26а из данных m входящих формообразующих барабанов на начальную станцию 13а;
последовательного ввода остальных входящих формообразующих барабанов 26b-26с на сборочную линию 12 и последовательного удаления оставшихся формообразующих барабанов 26b-26с, задействованных в технологическом процессе, из сборочной линии 12 при одновременном удерживании первого входящего формообразующего барабана 26а на начальной стации 13а.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2717781C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕРТЫВАНИЯ УДЕРЖИВАЮЩИХ КОЛЬЦЕВЫХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2688843C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2689748C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2690363C2 |
| УСТРОЙСТВО И СПОСОБ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2693161C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2700599C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2010 |
|
RU2535714C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2588247C2 |
| УСТРОЙСТВО И СПОСОБ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2684096C2 |
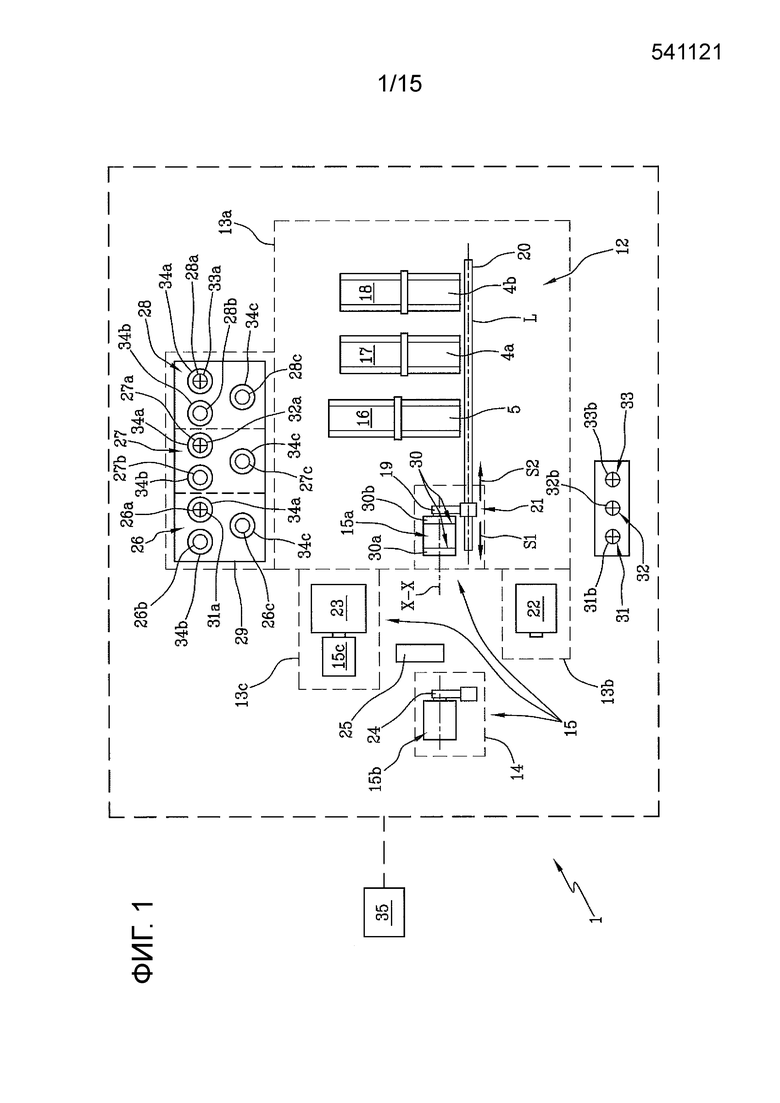
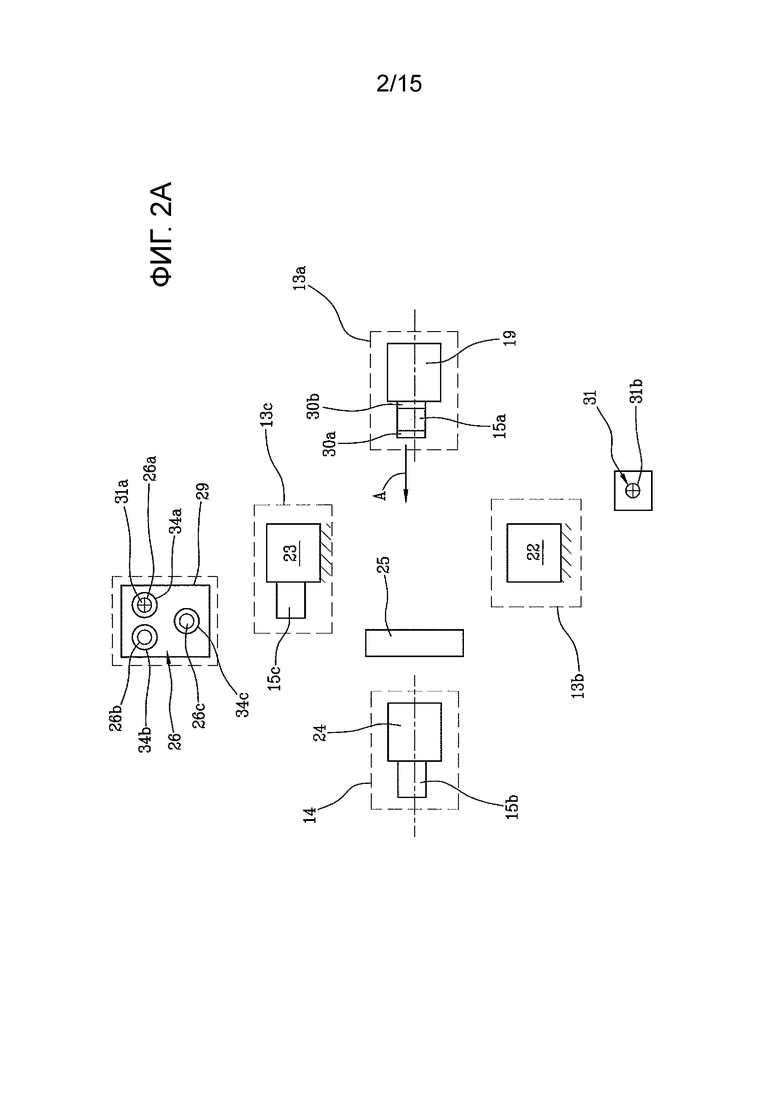
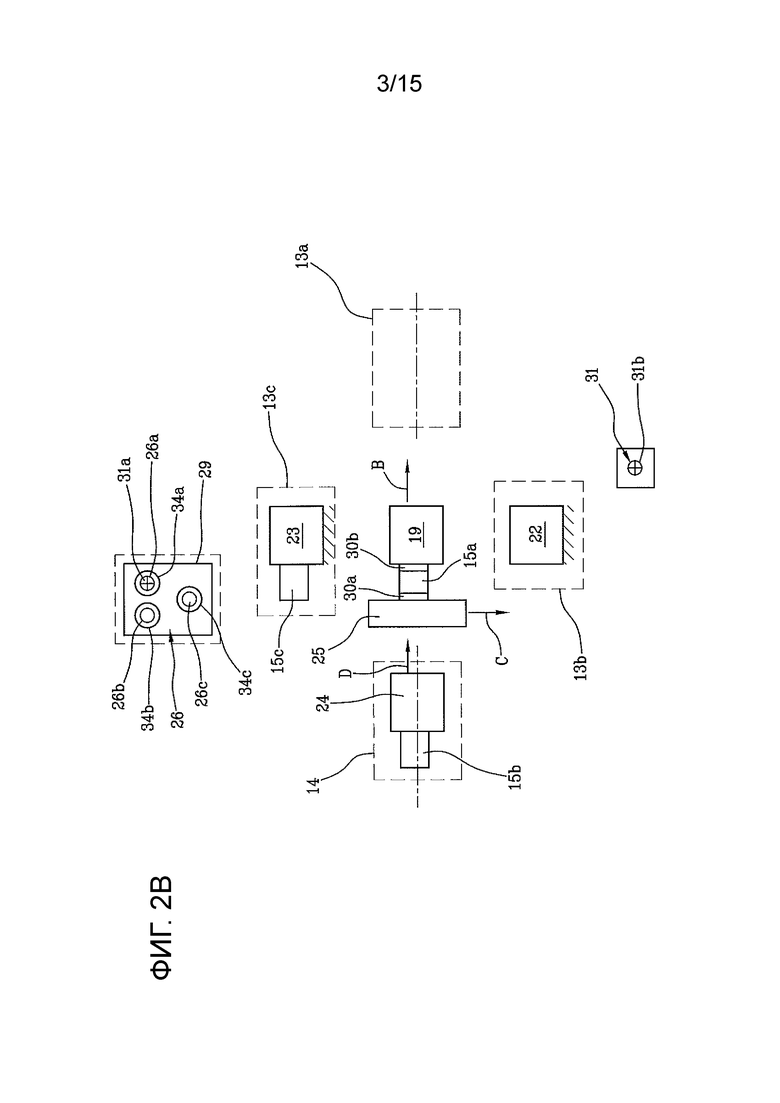
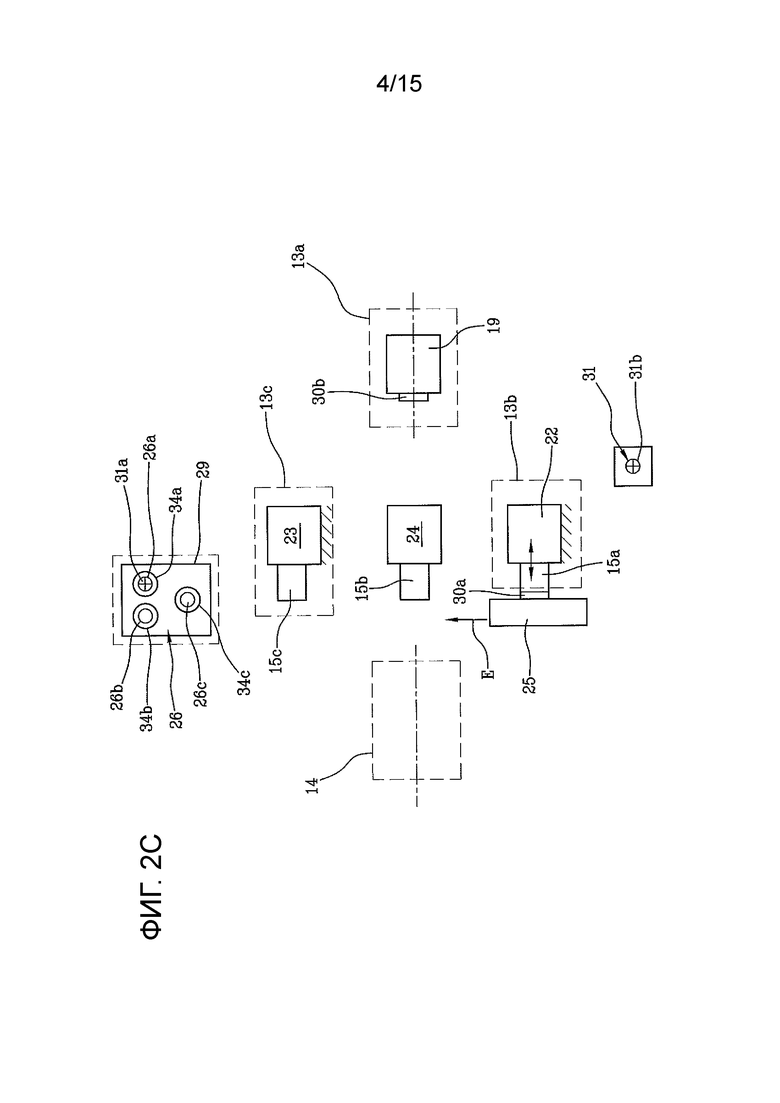
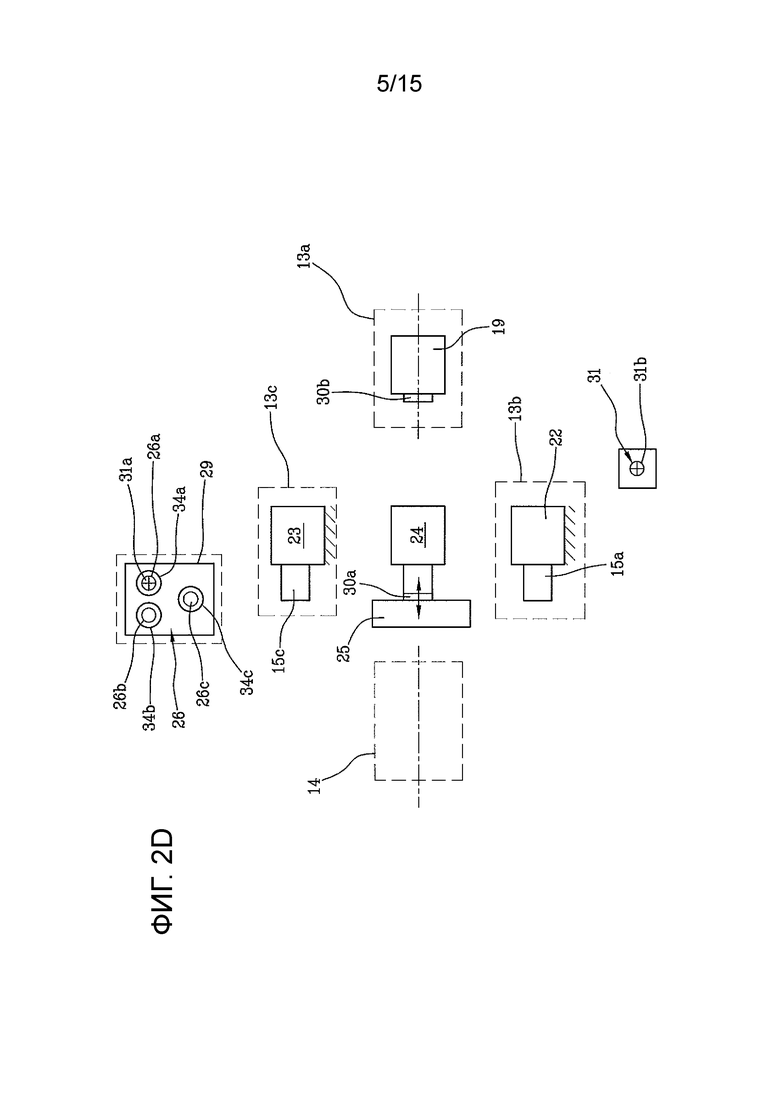
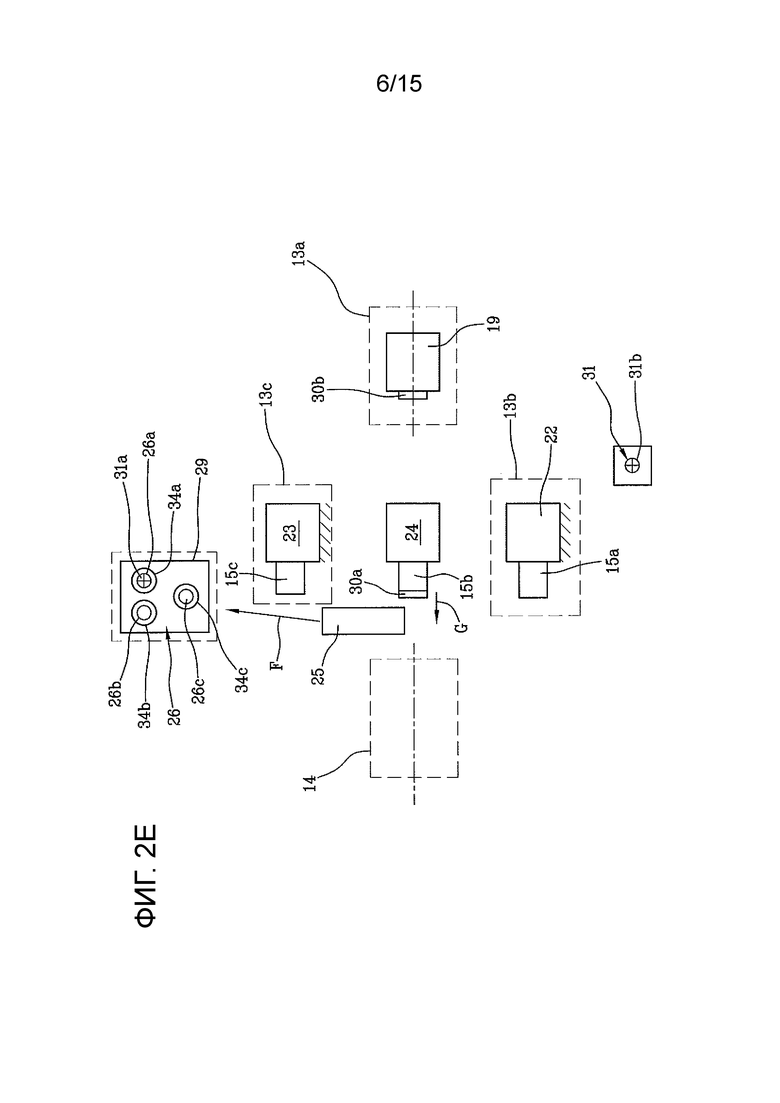
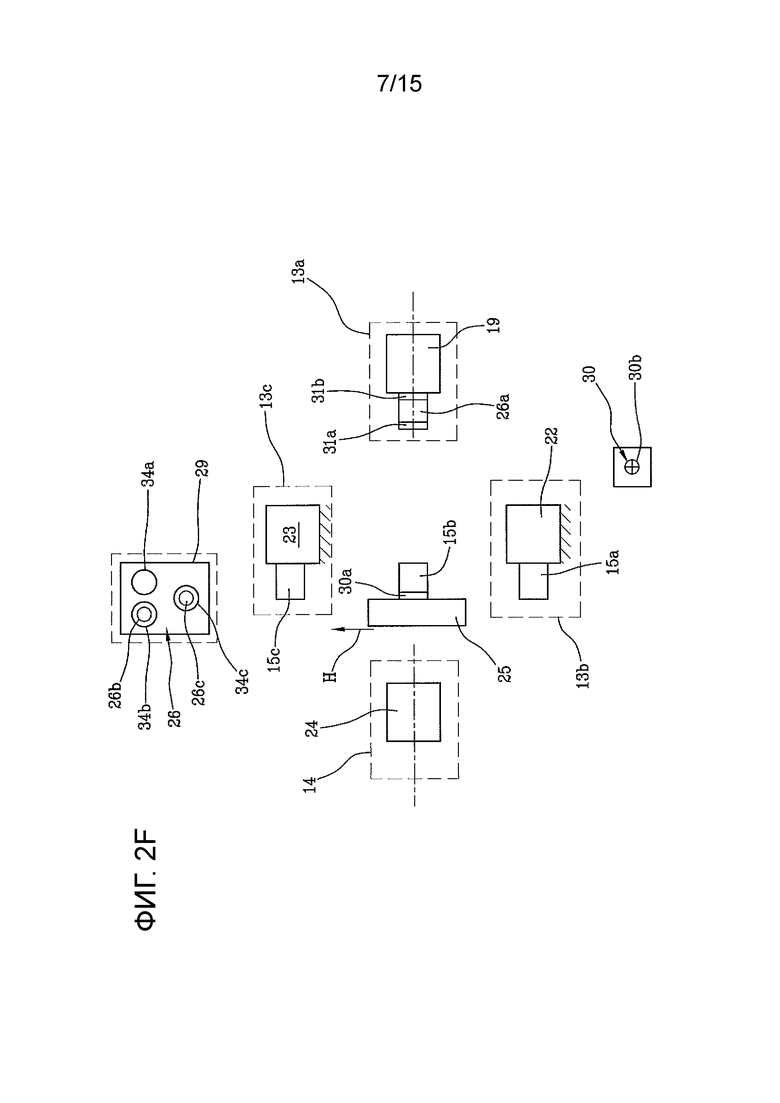
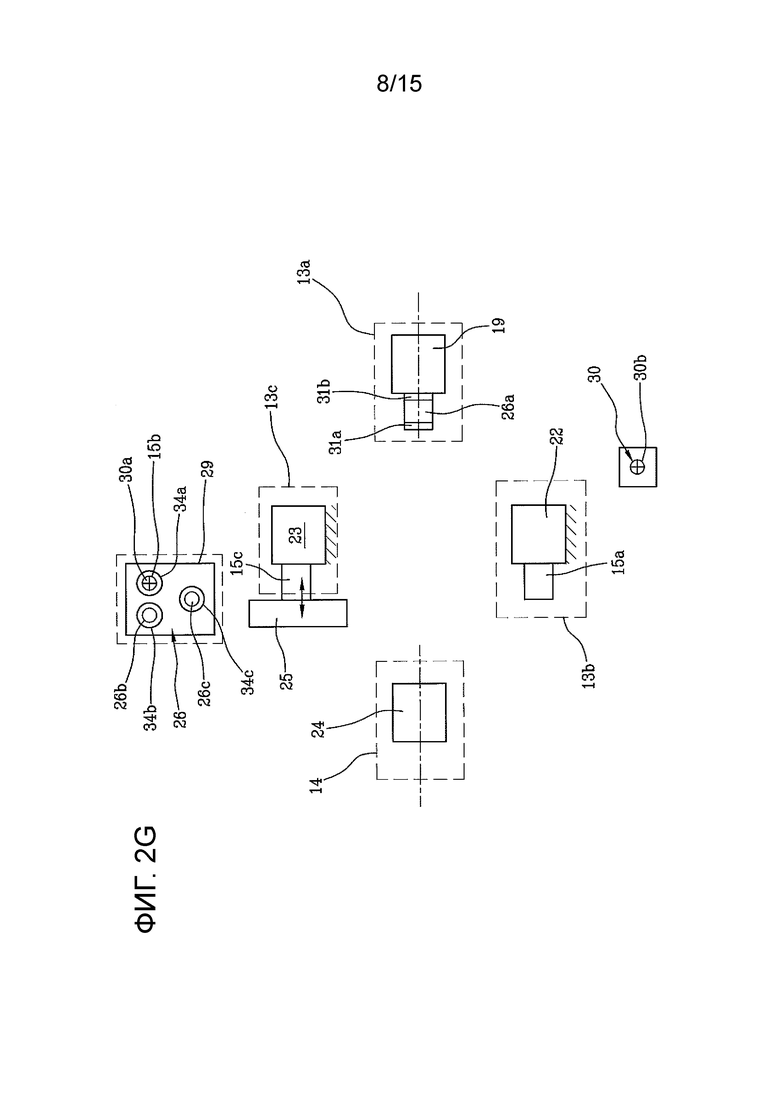
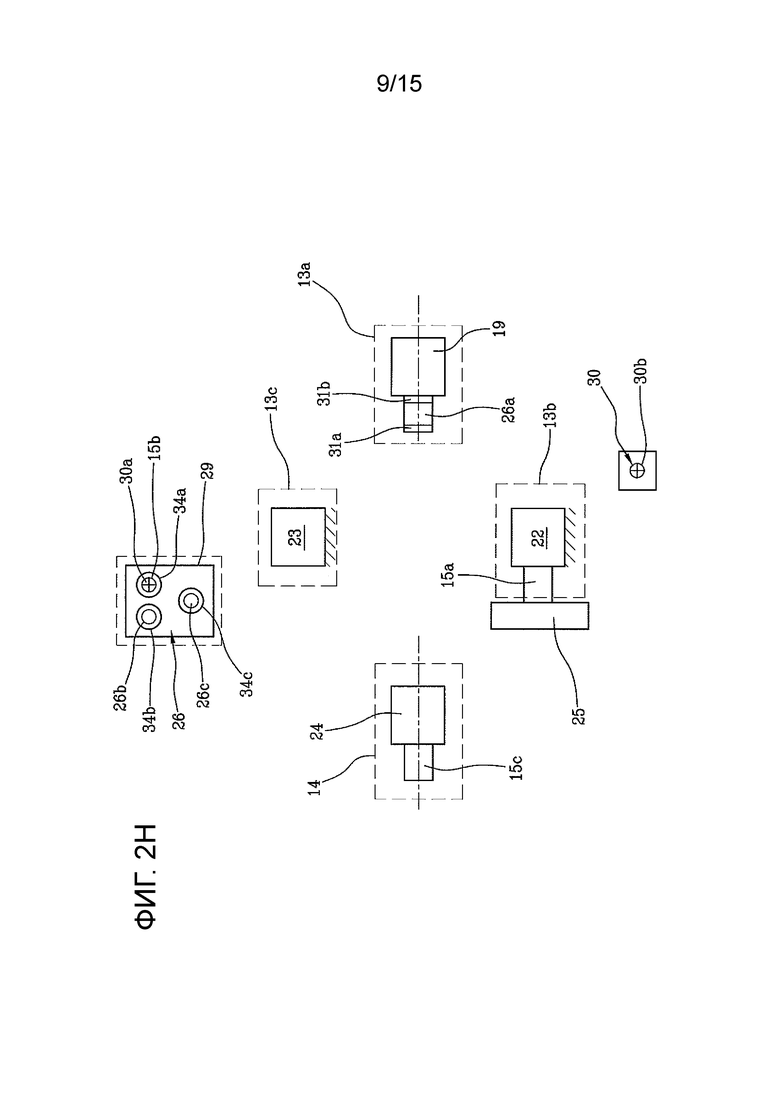
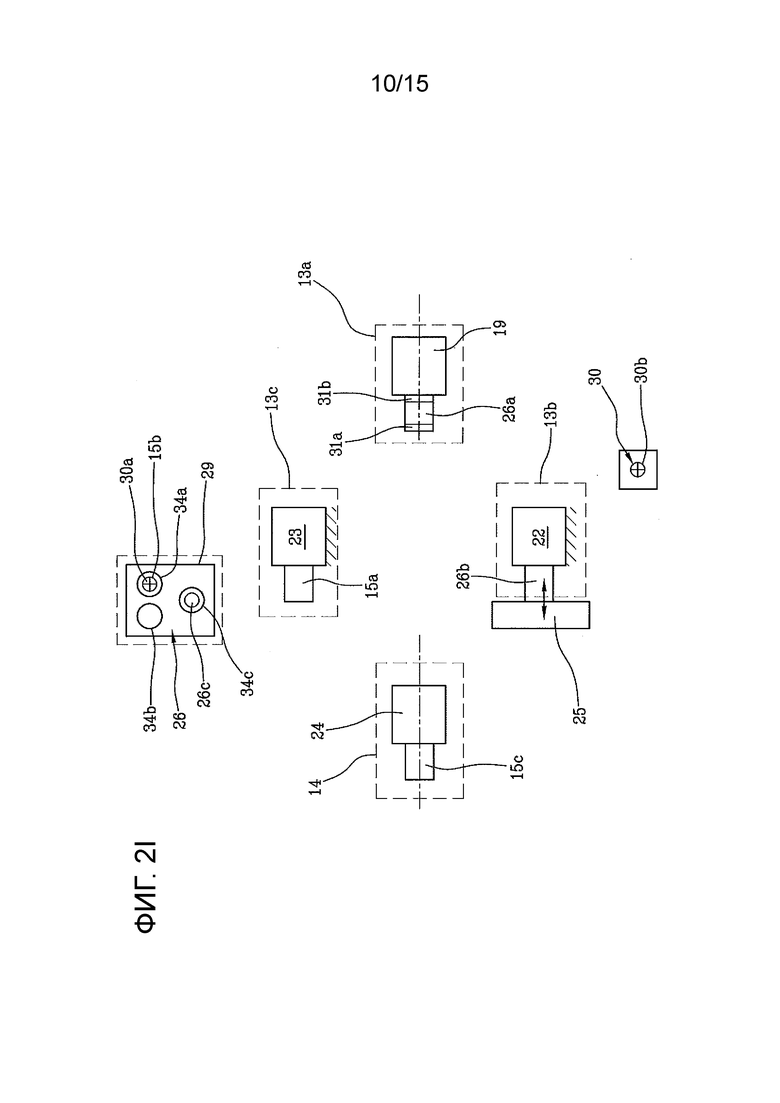
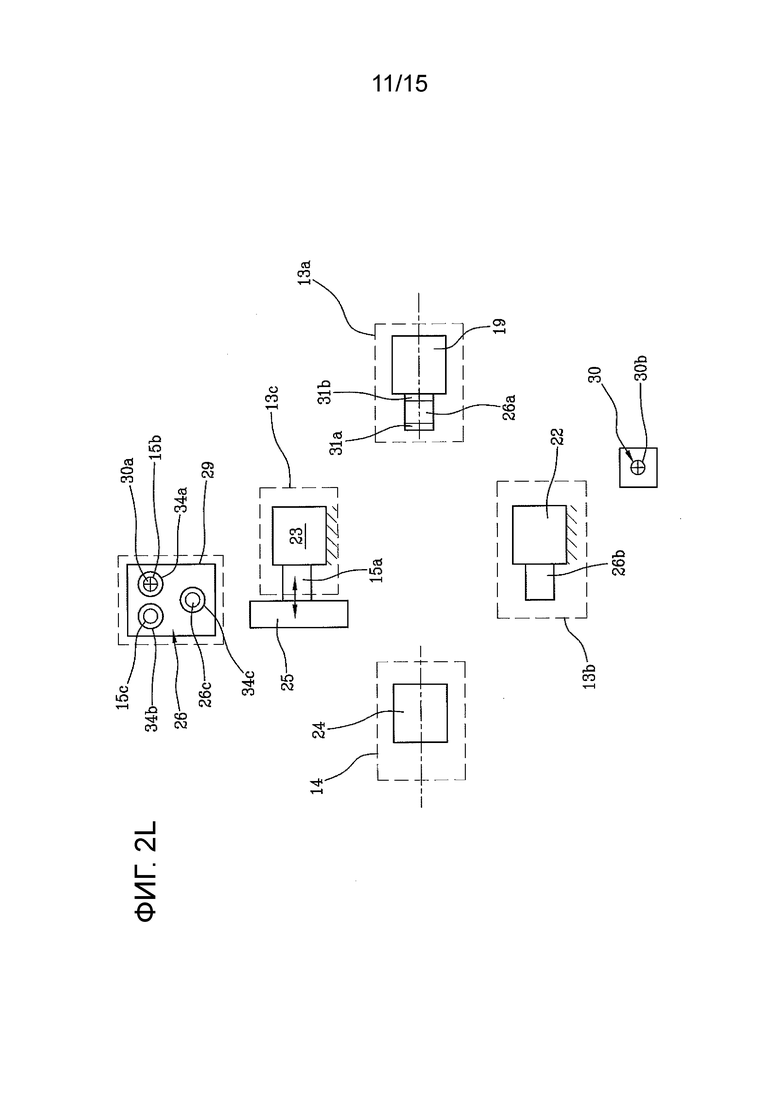
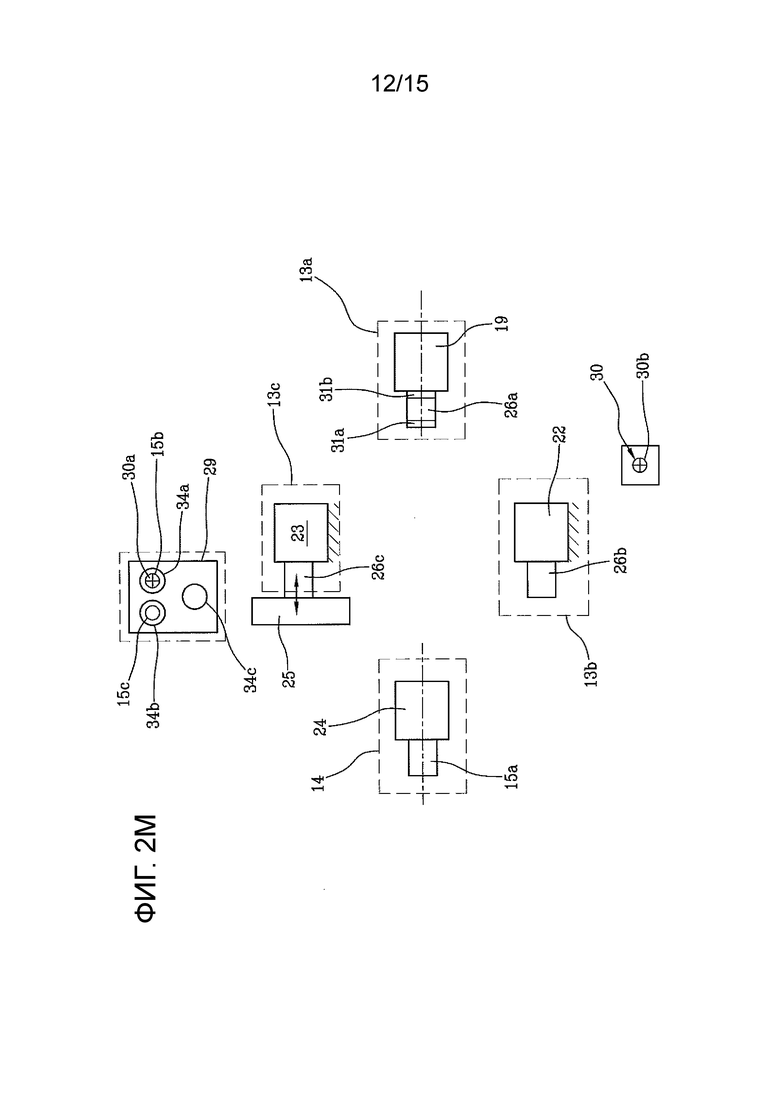
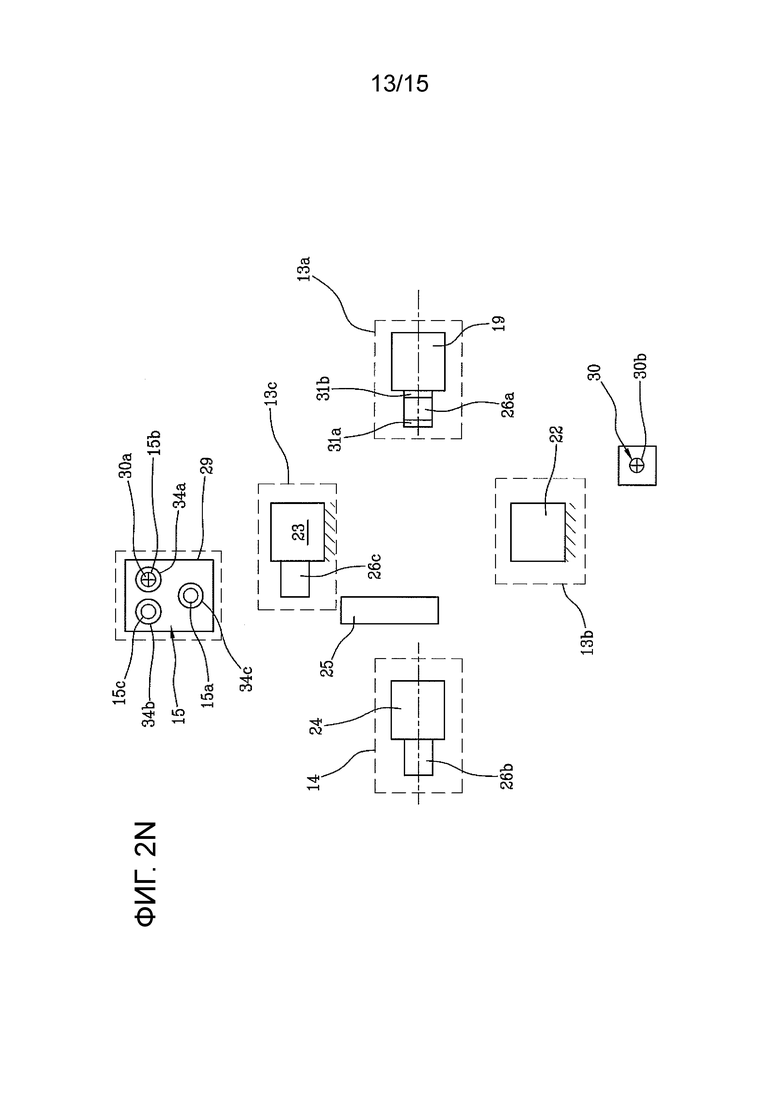
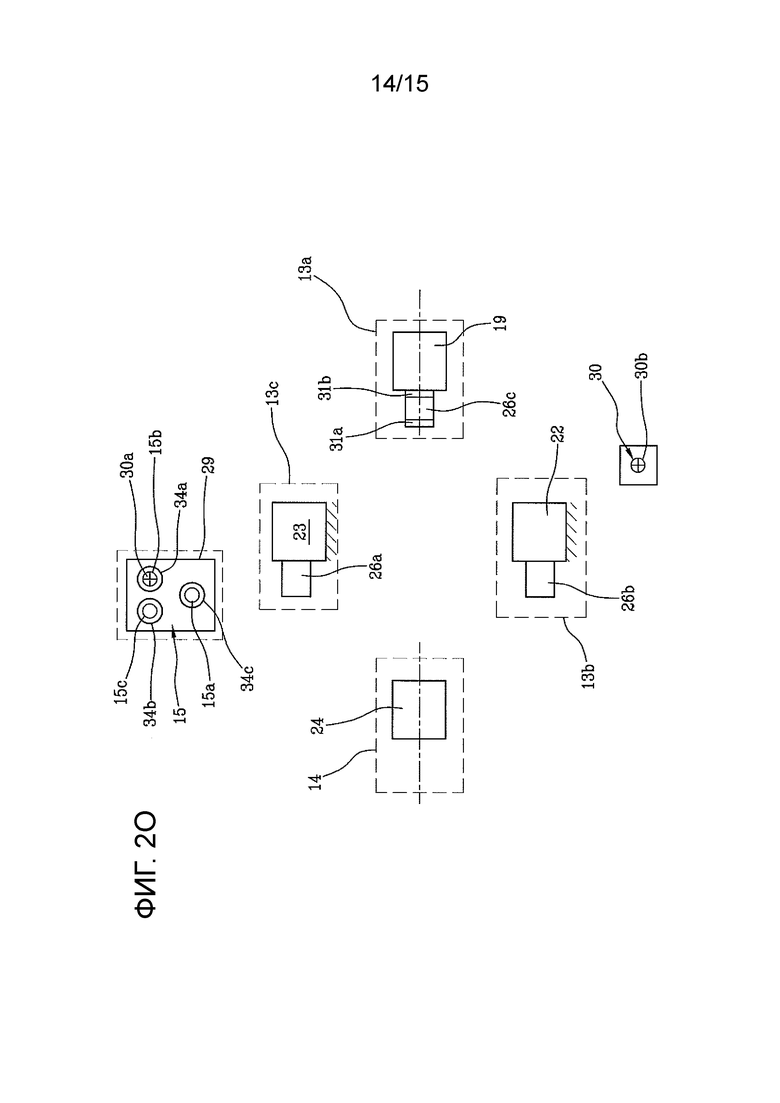
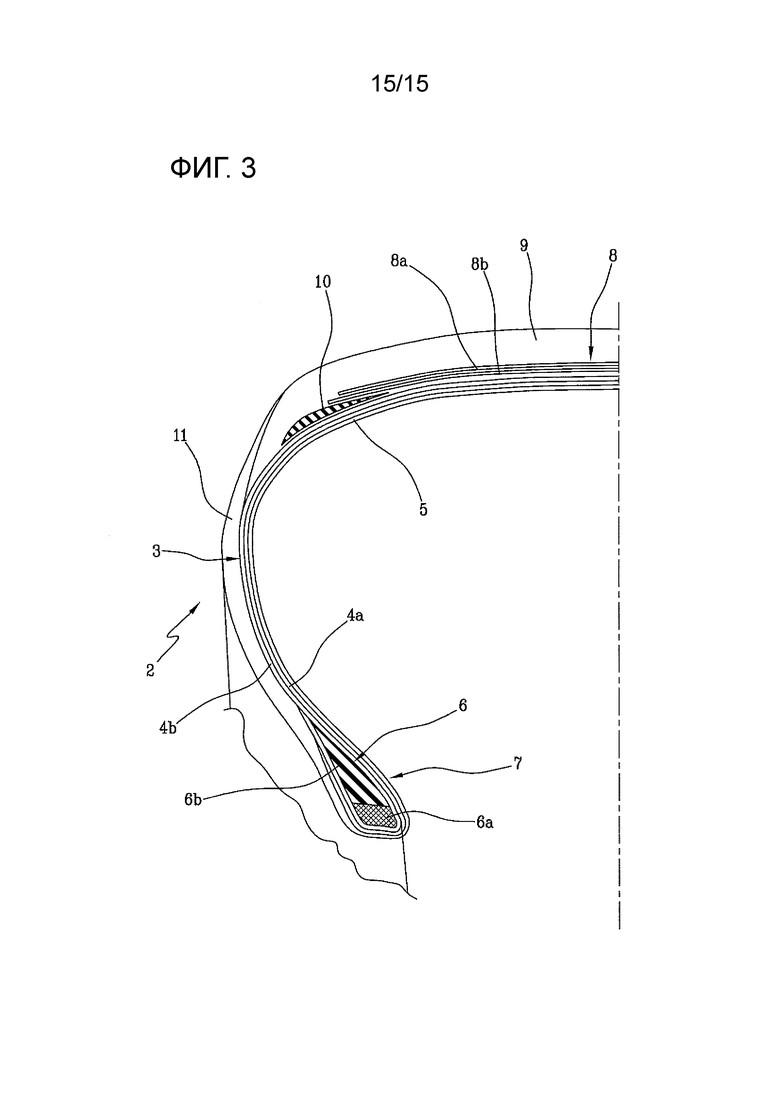
Изобретение относится к способу управления линией сборки каркасных конструктивных элементов. Техническим результатом является повышение гибкости установок для изготовления шин без увеличения продолжительности цикла, в частности, при наличии цикла изменения размера. Технический результат достигается способом управления линией (12) сборки каркасных конструктивных элементов, которая содержит множество станций, включая станцию (14) разгрузки и n станций (13а-13с) формирования, каждая из которых содержит формирующие устройства (16, 17, 18, 22, 23), выполненные с возможностью формирования каркасного конструктивного элемента. При этом способ управления линией сборки каркасных конструктивных элементов включает выбор одного из цикла сборки и цикла изменения размера. Цикл сборки включает последовательное и циклическое перемещение m формообразующих барабанов (15а-15с), задействованных в технологическом процессе, между данными n станциями (13а-13с) формирования и станцией (14) разгрузки, при этом 2≤m≤n. Причем в любой один рабочий момент цикла сборки только станция (14) разгрузки и начальная станция (13а) из указанных n станций формирования могут содержать формообразующий барабан (15а-15с), задействованный в технологическом процессе и отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления. Цикл изменения размера включает замещение формообразующих барабанов (15а-15с), задействованных в технологическом процессе, по одному m входящими формообразующими барабанами (26а-26с; 27а-27с; 28а-28с) посредством использования последовательности перемещений между станциями (13а-13с) формирования, которая по меньшей мере частично отличается от последовательности перемещений, предусмотренной в цикле сборки. Причем в один рабочий момент цикла изменения размера станция (13b, 13с) формирования, отличная от начальной станции (13а), содержит входящий формообразующий барабан, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления. 3 н. и 46 з.п. ф-лы, 15 ил.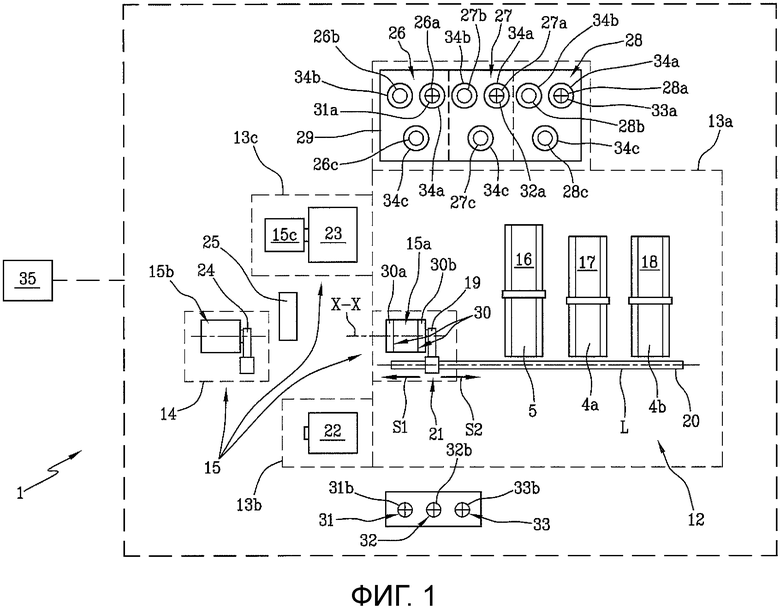
1. Способ управления линией (12) сборки каркасных конструктивных элементов, содержащей множество станций, включая станцию (14) разгрузки, предназначенную для выгрузки собранного каркасного конструктивного элемента, и n станций (13а-13с) формирования, каждая из которых содержит одно или более формирующих устройств (16, 17, 18, 22, 23), выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления,
при этом способ управления линией сборки каркасных конструктивных элементов включает выбор одного из цикла сборки и цикла изменения размера;
причем цикл сборки включает последовательное и циклическое перемещение m формообразующих барабанов (15а-15с), задействованных в технологическом процессе, между данными n станциями (13а-13с) формирования и станцией (14) разгрузки, при этом 2≤m≤n, причем в любой один рабочий момент цикла сборки только станция (14) разгрузки и начальная станция (13а) из указанных n станций формирования могут содержать формообразующий барабан (15а-15с), задействованный в технологическом процессе и отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления;
при этом цикл изменения размера включает замещение формообразующих барабанов (15а-15с), задействованных в технологическом процессе, по одному m входящими формообразующими барабанами (26а-26с; 27а-27с; 28а-28с) посредством использования последовательности перемещений между станциями (13а-13с) формирования, которая по меньшей мере частично отличается от последовательности перемещений, предусмотренной в цикле сборки, причем в по меньшей мере один рабочий момент цикла изменения размера по меньшей мере одна станция (13b, 13с) формирования, отличная от начальной станции (13а), содержит входящий формообразующий барабан, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления.
2. Способ управления линией сборки каркасных конструктивных элементов по п.1, при котором цикл изменения размера включает ввод каждого входящего формообразующего барабана (26а-26с; 27а-27с; 28а-28с) на сборочную линию на станции, отличной от тех станций, на которые вводят остальные входящие формообразующие барабаны.
3. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором цикл изменения размера включает замещение первого и второго опорных элементов (30а, 30b), задействованных в технологическом процессе, соответственно первым и вторым входящими опорными элементами (31а, 31b), при этом цикл изменения размера дополнительно включает соединение первого входящего опорного элемента (31а) с одним из указанных m входящих формообразующих барабанов (26а-26с; 27а-27с; 28а-28с).
4. Способ управления линией сборки каркасных конструктивных элементов по п.3, при котором цикл изменения размера включает замещение второго опорного элемента (30b), задействованного в технологическом процессе, вторым входящим опорным элементом (31b) на одной (13а) из станций формирования и ввод первого входящего опорного элемента (31а), соединенного с соответствующим входящим формообразующим барабаном (26а, 27а, 28а), на сборочную линию (12) на той же самой станции (13а) формирования.
5. Способ управления линией сборки каркасных конструктивных элементов по п.4, при котором второй опорный элемент (30b), задействованный в технологическом процессе, замещают вторым входящим опорным элементом (31b) на начальной станции (13а).
6. Способ управления линией сборки каркасных конструктивных элементов по п.3, при котором цикл изменения размера включает отделение первого опорного элемента (30а), задействованного в технологическом процессе, от последнего формообразующего барабана (15а), задействованного в технологическом процессе, соединенного с каркасным конструктивным элементом, находящимся в процессе изготовления, соединение первого опорного элемента (30а), задействованного в технологическом процессе, с первым формообразующим барабаном (15b), задействованным в технологическом процессе, для перевода их в состояние удерживания на станции (14) разгрузки и удаления первого формообразующего барабана (15b), задействованного в технологическом процессе, соединенного с соответствующим первым опорным элементом (30а), задействованным в технологическом процессе, из сборочной линии (12), начиная со станции (14) разгрузки.
7. Способ управления линией сборки каркасных конструктивных элементов по п.1, при котором цикл изменения размера включает:
удаление последнего формообразующего барабана (15а), задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, из начальной станции (13а);
ввод первого (26а) из входящих формообразующих барабанов на начальную станцию;
последовательный ввод остальных входящих формообразующих барабанов (26b, 26с) на сборочную линию и последовательное удаление формообразующих барабанов (15b, 15с), задействованных в технологическом процессе, из сборочной линии (12) при одновременном удерживании первого (26а) из входящих формообразующих барабанов на начальной станции (13а).
8. Способ управления линией сборки каркасных конструктивных элементов по п.7, при котором цикл изменения размера включает приведение в действие формообразующего(их) устройства (устройств) (16, 17, 18) начальной станции (13а) одновременно с последовательным вводом остальных входящих формообразующих барабанов (26b, 26с).
9. Способ управления линией сборки каркасных конструктивных элементов по п.8, при котором цикл изменения размера включает перенос первого (26а) из входящих формообразующих барабанов с начальной станции (13а) на следующую станцию в соответствии с циклом сборки, когда все входящие формообразующие барабаны (26b, 26с) будут введены на сборочную линию (12).
10. Способ управления линией сборки каркасных конструктивных элементов по любому из пп.7-9, при котором удаление последнего формообразующего барабана (15а), задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, из начальной станции (13а) включает перенос последнего формообразующего барабана (15а), задействованного в технологическом процессе, соединенного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, на следующую станцию в соответствии с циклом сборки.
11. Способ управления линией сборки каркасных конструктивных элементов по любому из пп.7-9, при котором последний формообразующий барабан (15а), задействованный в технологическом процессе, соединенный с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, последовательно перемещают между следующими друг за другом станциями (13b, 13с) формирования и станцией (14) разгрузки в соответствии с циклом сборки и удаляют из сборочной линии (12), начиная со станции (14) разгрузки.
12. Способ управления линией сборки каркасных конструктивных элементов по любому из пп.7-9, при котором все формообразующие барабаны (15а-15с), задействованные в технологическом процессе, соединенные с соответствующими каркасными конструктивными элементами, находящимися в процессе изготовления, последовательно перемещают между следующими друг за другом станциями (13b, 13с) формирования и станцией (14) разгрузки в соответствии с циклом сборки и удаляют из сборочной линии (12), начиная со станции (14) разгрузки.
13. Способ управления линией сборки каркасных конструктивных элементов по п.12, при котором входящие формообразующие барабаны (26а-26с) вводят на сборочную линию (12) на станциях, последовательно оставляемых свободными от формообразующих барабанов (15а-15с), задействованных в технологическом процессе.
14. Способ управления линией сборки каркасных конструктивных элементов по любому из пп.7-9, при котором цикл изменения размера включает последовательный перенос всех входящих формообразующих барабанов (26а-26с), введенных на сборочную линию (12) и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, на начальную станцию (13а).
15. Способ управления линией сборки каркасных конструктивных элементов по п.14, включающий обеспечение перезапуска нового цикла сборки, когда последний (26с) из входящих формообразующих барабанов, введенных на сборочную линию и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, будет перенесен на начальную станцию (13а), так что все формообразующие барабаны, находящиеся в пределах сборочной линии, считаются формообразующими барабанами, задействованными в технологическом процессе.
16. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором цикл сборки включает последовательное перемещение формообразующих барабанов (15а-15с), задействованных в технологическом процессе, между указанными n станциями (13а-13с) формирования и станцией (14) разгрузки при оставлении по меньшей мере одной свободной станции среди станций формирования и станции разгрузки, причем свободную станцию используют в цикле изменения размера для ввода первого входящего формообразующего барабана (26а) на сборочную линию (12).
17. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором цикл сборки включает:
формирование промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, на соответствующем формообразующем барабане (15а-15с), задействованном в технологическом процессе, на начальной станции (13а);
комплектование промежуточной части каркасного конструктивного элемента, находящегося в процессе изготовления, посредством переноса соответствующего формообразующего барабана (15а-15с), задействованного в технологическом процессе, с начальной станции (13а) на остальные станции (13b, 13с) формирования;
обеспечение доступности каркасного конструктивного элемента, находящегося в процессе изготовления, для последующей сборки с коронным конструктивным элементом посредством выгрузки с соответствующего формообразующего барабана (15а-15с), задействованного в технологическом процессе, на станции (14) разгрузки;
перенос формообразующего барабана (15а-15с), задействованного в технологическом процессе и отделенного от каркасного конструктивного элемента, находящегося в процессе изготовления, на начальную станцию (13а) для сборки последующего каркасного конструктивного элемента, находящегося в процессе изготовления;
при этом в рабочий момент, в который начальная станция (13а) занята формообразующим барабаном (15а-15с), задействованным в технологическом процессе, от одной до n-1 станций, выбранных из остальных станций (13b, 13с) формирования и станции (14) разгрузки, заняты соответствующими формообразующими барабанами (15а-15с), задействованными в технологическом процессе.
18. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором перенос между указанными n станциями (13а-13с) формирования и станцией (14) разгрузки обеспечивают посредством перемещения формообразующего барабана (15а-15с), задействованного в технологическом процессе, вдоль по меньшей мере двух траекторий, которые пересекаются в одной точке.
19. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором начальная станция (13а) выполнена с возможностью формирования одного или более из:
комплекса,
герметизирующего слоя,
слоя, расположенного под герметизирующим слоем,
антиабразивных вставок,
вставок боковин,
боковин,
усилительных вставок,
первого слоя каркаса,
второго слоя каркаса.
20. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором станция (13b) формирования, следующая за начальной станцией (13а), выполнена с возможностью формирования бортов (7).
21. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором станция (13с) формирования, следующая за начальной станцией (13а), выполнена с возможностью выполнения операций прикатки.
22. Способ управления линией сборки каркасных конструктивных элементов по п.1 или 2, при котором управление указанной станцией (14) разгрузки осуществляют посредством станции, предназначенной для сборки каркасного конструктивного элемента с соответствующим коронным конструктивным элементом.
23. Способ сборки каркасных конструктивных элементов шин, включающий:
выполнение цикла сборки для сборки каркасного конструктивного элемента на формообразующем барабане (15а-15с), задействованном в технологическом процессе, на линии (12) сборки каркасных конструктивных элементов, содержащей множество станций, включая станцию (14) разгрузки, предназначенную для выгрузки собранного каркасного конструктивного элемента, и n станций (13а-13с) формирования, каждая из которых содержит одно или более формирующих устройств (16, 17, 18), выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления;
причем цикл сборки повторяют для m формообразующих барабанов (15а-15с), задействованных в технологическом процессе, которые одновременно занимают сборочную линию (12), оставляя свободной по меньшей мере одну станцию из станции (14) разгрузки и указанных n станций (13а-13с) формирования, при этом 2≤m≤n,
причем способ сборки каркасных конструктивных элементов включает цикл изменения размера, который включает:
- перенос последнего формообразующего барабана (15а), задействованного в технологическом процессе и связанного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, с начальной станции (13а) на последующую станцию (13b) формирования во время цикла сборки;
- ввод первого (26а) из m входящих формообразующих барабанов на начальную станцию (13а);
- последовательный ввод остальных входящих формообразующих барабанов (26b, 26с) на сборочную линию (12) и последовательное удаление формообразующих барабанов (15а-15с), задействованных в технологическом процессе, из сборочной линии (12) при одновременном удерживании первого (26а) из входящих формообразующих барабанов на начальной станции (13а).
24. Способ сборки каркасных конструктивных элементов шин по п.23, при котором цикл сборки каркасного конструктивного элемента включает:
формирование промежуточной части каркасного конструктивного элемента на соответствующем формообразующем барабане (15а-15с), задействованном в технологическом процессе, на начальной станции (13а) сборочной линии (12);
комплектование промежуточной части каркасного конструктивного элемента посредством переноса соответствующего формообразующего барабана (15а-15с), задействованного в технологическом процессе, между начальной станцией (13а) и остальными станциями (13b, 13с) формирования;
перенос каркасного конструктивного элемента, находящегося в процессе изготовления, на станцию (14) разгрузки, на которой обеспечивают его доступность для последующей сборки с соответствующим коронным конструктивным элементом, посредством выгрузки с соответствующего формообразующего барабана (15а-15с), задействованного в технологическом процессе;
перенос формообразующего барабана (15а-15с), задействованного в технологическом процессе, после его отделения от каркасного конструктивного элемента, находящегося в процессе изготовления, со станции (14) разгрузки на начальную станцию (13а) для сборки последующего каркасного конструктивного элемента, находящегося в процессе изготовления.
25. Способ сборки каркасных конструктивных элементов шин по п.23 или 24, при котором цикл изменения размера включает удаление первого формообразующего барабана (15b), задействованного в технологическом процессе, из сборочной линии (12), начиная со станции (14) разгрузки.
26. Способ сборки каркасных конструктивных элементов шин по п.25, при котором первый формообразующий барабан (15b), задействованный в технологическом процессе, удаляют из сборочной линии (12), когда он соединен с первым опорным элементом (30а), задействованным в технологическом процессе.
27. Способ сборки каркасных конструктивных элементов шин по п.26, при котором цикл изменения размера включает отделение первого опорного элемента (30а), задействованного в технологическом процессе, от последнего формообразующего барабана (15а), задействованного в технологическом процессе, и соединение первого опорного элемента (30а), задействованного в технологическом процессе, с первым формообразующим барабаном (15b), задействованным в технологическом процессе, для перевода их в состояние удерживания на станции разгрузки.
28. Способ сборки каркасных конструктивных элементов шин по п.26 или 27, при котором цикл изменения размера включает ввод первого входящего формообразующего барабана (26а), соединенного с первым входящим опорным элементом (31а), на начальную станцию (13а).
29. Способ сборки каркасных конструктивных элементов шин по п.26 или 27, при котором второй опорный элемент (30b), задействованный в технологическом процессе, заменяют вторым входящим опорным элементом (31b) на начальной станции.
30. Способ сборки каркасных конструктивных элементов шин по п.23 или 24, при котором цикл изменения размера включает приведение в действие формообразующего(их) устройства (устройств) (16, 17, 18) начальной станции (13а) одновременно с последовательным вводом остальных входящих формообразующих барабанов (26b, 26с).
31. Способ сборки каркасных конструктивных элементов шин по п.24, при котором цикл изменения размера включает перенос второго (15с) из формообразующих барабанов, задействованных в технологическом процессе, в соответствии с циклом сборки на станцию (14) разгрузки при освобождении последней станции (13с) из станций формирования.
32. Способ сборки каркасных конструктивных элементов шин по п.31, при котором все формообразующие барабаны (15b-15с), задействованные в технологическом процессе, соединенные с соответствующими каркасными конструктивными элементами, находящимися в процессе изготовления, последовательно перемещают между следующими друг за другом станциями (13b, 13с) формирования и станцией (14) разгрузки в соответствии с циклом сборки и удаляют из сборочной линии (12), начиная со станции (14) разгрузки.
33. Способ сборки каркасных конструктивных элементов шин по п.31 или 32, при котором последний формообразующий барабан (15а), задействованный в технологическом процессе, соединенный с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, последовательно перемещают между следующими друг за другом станциями (13b, 13с) формирования и станцией (14) разгрузки в соответствии с циклом сборки и удаляют из сборочной линии (12), начиная со станции (14) разгрузки.
34. Способ сборки каркасных конструктивных элементов шин по п.31 или 32, при котором входящие формообразующие барабаны (26а-26с) вводят на сборочную линию (12) на станциях, последовательно оставляемых свободными от формообразующих барабанов (15а-15с), задействованных в технологическом процессе.
35. Способ сборки каркасных конструктивных элементов шин по п.34, при котором входящий формообразующий барабан, отделенный от каркасного конструктивного элемента, находящегося в процессе изготовления, и уже введенный на сборочную линию (12), удаляют с одной станции (13b) формирования, следующей за начальной станцией (13а) в соответствии с циклом сборки, и указанный первый входящий формообразующий барабан (26а) переносят с начальной станции (13а) на указанную последующую станцию (13b) формирования, когда все входящие формообразующие барабаны (26а-26с) будут введены на сборочную линию (12).
36. Способ сборки каркасных конструктивных элементов шин по п.35, при котором первый входящий формообразующий барабан (26а) перемещают в соответствии с циклом сборки вплоть до станции (14) разгрузки.
37. Способ сборки каркасных конструктивных элементов шин по п.35 или 36, при котором цикл изменения размера включает последовательный перенос всех входящих формообразующих барабанов (26b-26с), введенных на сборочную линию и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, на начальную станцию (13а).
38. Способ сборки каркасных конструктивных элементов шин по п.37, при котором указанный цикл изменения размера завершается, когда последний барабан (26с) из входящих формообразующих барабанов, введенных на сборочную линию (12) и отделенных от каркасных конструктивных элементов, находящихся в процессе изготовления, достигнет начальной станции (13а).
39. Установка (1) для сборки каркасных конструктивных элементов шин, содержащая:
линию (12) сборки каркасных конструктивных элементов, содержащую множество станций, включая станцию (14) разгрузки и n станций (13а-13с) формирования, каждая из которых содержит одно или более формирующих устройств (16, 17, 18, 22, 23), выполненных с возможностью формирования каркасного конструктивного элемента, находящегося в процессе изготовления;
группу формообразующих барабанов (15), задействованных в технологическом процессе, которая содержит m формообразующих барабанов (15а-15с), задействованных в технологическом процессе и определяющих первый размер каркасного конструктивного элемента, находящегося в процессе изготовления, причем 2≤m≤n;
по меньшей мере одну группу входящих формообразующих барабанов (26, 27, 28), содержащую m входящих формообразующих барабанов (26а-26с, 27а-27с, 28а-28с), определяющих второй размер каркасного конструктивного элемента, находящегося в процессе изготовления;
пару (30) опорных элементов, задействованных в технологическом процессе, которая включает в себя первый и второй опорные элементы (30а, 30b), задействованные в технологическом процессе и подходящие для первого размера каркасного конструктивного элемента, находящегося в процессе изготовления;
по меньшей мере одну пару входящих опорных элементов (31), включающую в себя первый и второй входящие опорные элементы (31а, 31b), подходящие для второго размера каркасного конструктивного элемента, находящегося в процессе изготовления;
управляющее устройство (35), запрограммированное для:
переноса последнего формообразующего барабана (15а), задействованного в технологическом процессе и связанного с соответствующим каркасным конструктивным элементом, находящимся в процессе изготовления, с начальной станции (13а) на последующую станцию (13b, 13с) формирования в соответствии с циклом сборки;
ввода первого (26а) из m входящих формообразующих барабанов на начальную станцию (13а);
последовательного ввода остальных входящих формообразующих барабанов (26b, 26с) на сборочную линию (12) и последовательного удаления формообразующих барабанов (15а-15с), задействованных в технологическом процессе, из сборочной линии (12) при одновременном удерживании первого (26а) из входящих формообразующих барабанов на начальной стации (13а).
40. Установка для сборки каркасных конструктивных элементов шин по п.39, содержащая удерживающее устройство (29), выполненное с возможностью приема указанной по меньшей мере одной группы входящих формообразующих барабанов (26, 27, 28), при этом удерживающее устройство (29) содержит по меньшей мере одну позицию (34а) удерживания, выполненную с возможностью приема входящего формообразующего барабана (26а), соединенного с первым входящим опорным элементом (31а).
41. Установка для сборки каркасных конструктивных элементов шин по п.40, в которой удерживающее устройство (29) выполнено с возможностью приема множества групп входящих формообразующих барабанов (26, 27, 28), каждая из которых определяет отличный от других размер каркасного конструктивного элемента, находящегося в процессе изготовления, причем удерживающее устройство (29) содержит для каждой группы входящих формообразующих барабанов (26, 27, 28) по меньшей мере одну позицию (34а) удерживания, выполненную с возможностью приема входящего формообразующего барабана (26а, 27а, 28а), соединенного с первым входящим опорным элементом (31а).
42. Установка для сборки каркасных конструктивных элементов шин по любому из пп.39-41, в которой указанная начальная станция содержит по меньшей мере одно или более из:
формирующего устройства, выполненного с возможностью подачи комплекса;
формирующего устройства (16), выполненного с возможностью подачи герметизирующего слоя;
формирующего устройства, выполненного с возможностью подачи слоя, размещаемого под герметизирующим слоем;
формирующего устройства, выполненного с возможностью подачи антиабразивных вставок;
формирующего устройства, выполненного с возможностью подачи вставок боковин;
формирующего устройства, выполненного с возможностью подачи усилительных элементов;
формирующего устройства, выполненного с возможностью подачи боковин;
формирующего устройства (17), выполненного с возможностью подачи первого слоя каркаса;
формирующего устройства (18), выполненного с возможностью подачи второго слоя каркаса.
43. Установка для сборки каркасных конструктивных элементов шин по любому из пп.39-41, в которой станция (13b) формирования, следующая за начальной станцией (13), содержит в качестве формирующего устройства устройство (22) для формирования бортов.
44. Установка для сборки каркасных конструктивных элементов шин по любому из пп.39-41, в которой станция (13с) формирования, следующая за начальной станцией (13а), содержит в качестве формирующего устройства прикаточное устройство (23).
45. Установка для сборки каркасных конструктивных элементов шин по любому из пп.39-41, в которой управление станцией (14) разгрузки осуществляется посредством станции, предназначенной для сборки каркасного конструктивного элемента с соответствующим коронным конструктивным элементом.
46. Установка для сборки каркасных конструктивных элементов шин по любому из пп.39-41, в которой m равно n и равно 3.
47. Установка для сборки каркасных конструктивных элементов шин по п.40 или 41, в которой удерживающее устройство (29) содержит позиции (34а-34с) удерживания в количестве, равном 3 или числам, кратным 3.
48. Установка для сборки каркасных конструктивных элементов шин по п.40 или 41, в которой удерживающее устройство (29) содержит позиции (34а-34с) удерживания в количестве, равном m.
49. Установка для сборки каркасных конструктивных элементов шин по п.42, в которой формирующее(ие) устройство/устройства выполнено/выполнены с возможностью подачи соответствующего компонента в виде полуфабриката.
| СПОСОБ СНИЖЕНИЯ МЕТАНОГЕНЕЗА У ЖВАЧНЫХ ЖИВОТНЫХ | 2013 |
|
RU2576195C1 |
| WO 2013093791 A1, 27.06.2013 | |||
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2007 |
|
RU2387500C2 |
| ПРОИЗВОДСТВЕННАЯ СИСТЕМА ДЛЯ СБОРКИ НЕВУЛКАНИЗИРОВАННЫХ, ИЛИ СЫРЫХ, ПОКРЫШЕК ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2008 |
|
RU2481192C2 |
| "Установка для сборки покрышек пневматических шин типа "Р" | 1990 |
|
SU1810294A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2085389C1 |

