УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к роликовому листогибочному устройству со станцией образования изгибов, выполненной с возможностью придания многочисленных изгибов (то есть неоднородных изогнутостей в продольном направлении) балке, подвергнутой роликовому профилированию.
В последнее время профилированные на роликовых листогибочных машинах бамперные балки нашли широкое распространение в бамперных системах транспортных средств благодаря их низкой стоимости и высокой размерной точности и повторяемости. Их популярность возросла вследствие способности к образованию изгибов (то есть к образованию изогнутостей в продольном направлении) на участках балки, профилированной на роликовой листогибочной машине, для обеспечения более обтекаемого внешнего вида. Например, один способ профилирования на роликовой листогибочной машине балки с постоянной кривизной в продольном направлении раскрыт в патенте США №5092512.
Обтекаемый внешний вид бамперов транспортных средств часто дополнительно улучшают посредством профилирования участка передней поверхности на концах бамперов сзади с большей интенсивностью от центра бамперной балки. Это обычно выполняют посредством вспомогательных операций на бамперной балке. Приводимые в качестве примера вспомогательные операции для выполнения этого, согласно предшествующему уровню техники, показаны в патенте США №5092512 (в котором раскрыты деформирование/сдавливание концов трубчатой балки), а также показаны в патенте США №6240820 (в котором раскрыто разрезание концов балки и крепление кронштейнов), в патенте США №6318775 (в котором раскрыты формованные компоненты, прикрепленные на концах), в патенте США №6349521 (в котором раскрыто повторное формование трубчатой балки) и в патенте США №6695368, и патенте США №6042163 (в которых раскрыты металлические кронштейны, прикрепленные на концах). Тем не менее вспомогательные операции приводят к увеличению стоимости, большему непостоянству размеров и увеличению незавершенного производства, а также создают проблемы, связанные с обеспечением качества. Желательно устранить вспомогательные операции, требуемые для профилирования концов бампера с увеличенным изгибом в направлении назад. В то же время производители транспортных средств хотят как сохранить низкую стоимость, так и обеспечить гибкость при разработке конструкций бамперных балок. Таким образом, существуют противоречивые требования, оставляющие возможности и обуславливающие необходимость усовершенствования по данному изобретению.
Известно создание систем компьютерного управления для гибочных и роликовых листогибочных устройств (см. патенты США №№4796449, 4624121 и 3906765). Также известно изготовление бамперных балок с несколькими закруглениями, образованными на них путем профилирования (см., например, патент США №6386011 и JP 61-17576). Кроме того, известна гибка труб и балок вокруг дугообразной наружной поверхности дискообразной оправки посредством введения трубы в контакт так, чтобы труба частично огибала оправку до тех пор, пока не будет обеспечена заданная остаточная деформация (см., например, патенты США №№1533443 и 5187963). Тем не менее важно понимать, что трудности, связанные с созданием бамперных балок для современных транспортных средств, существенно увеличиваются вследствие сравнительно больших размеров их поперечного сечения и некруглой формы поперечного сечения, высокой прочности материалов, используемых для них, очень жестких требований к размерам и допускам, предъявляемых производителями транспортных средств, конкурентоспособности промышленности по производству транспортных средств с точки зрения затрат и высокой скорости, с которой работают современные линии для профилирования листового металла на роликовых листогибочных машинах.
Следует отметить, что существующие изгибающие механизмы на роликовом листогибочном оборудовании часто выполнены с возможностью их регулирования. Например, в патенте США №5092512 раскрыта регулируемая вручную станция образования изгибов (см. фиг.10-11 и столбец 6, строки 1-9.) Тем не менее даже несмотря на то, что станция образования изгибов является регулируемой, это необязательно означает то, что устройство обеспечивает возможность изготовления балок, имеющих несколько радиусов изгиба. Например, поскольку станция образования изгибов в устройстве согласно патенту США №5092512 выполнена с возможностью регулирования ее вручную, на практике ее невозможно быстро отрегулировать для обеспечения возможности образования расположенных на одинаковых расстояниях друг от друга, различных кривых на одной секции бамперной балки транспортного средства. Следует отметить, что бамперные балки обычно имеют длину, составляющую только от приблизительно 4 до 5 футов, а скорость технологической линии роликового профилирования может достигать от 4000 до 5000 футов в час, так что любое изменение изгиба должно быть выполнено сравнительно быстро и с очень высокой повторяемостью. Само собой разумеется, не может быть обеспечено образование изгибов с неодинаковой кривизной в продольном направлении с одинаковой повторяемостью вдоль длины непрерывной балки с помощью ручных средств, и, кроме того, они не могут быть получены с высокой производительностью и эффективностью на высокоскоростных операциях роликового профилирования при использовании медленно работающего автоматизированного оборудования. Соответственно сохраняется потребность в способе и роликовом листогибочном устройстве, обеспечивающих возможность изготовления подвергнутой роликовому профилированию балки (полосы) с разными радиусами вдоль ее длины «на ходу» (другими словами, одновременно в виде части процесса роликового профилирования), при этом при данных способе и устройстве не требуются существенные вспомогательные операции (или, по меньшей мере, они требуют меньшей дополнительной обработки), такие как резание, фиксация, сварка, дополнительное профилирование и/или крепление крепежных элементов после роликового профилирования.
Патент США №6820451 представляет интерес с точки зрения описания механически регулируемой станции образования изгибов. Как можно лучше всего понять, в этом патенте раскрыта регулируемая станция образования изгибов для роликового листогибочного устройства, в котором за расположенным впереди по ходу роликом (16) следует регулировочный узел (14) с регулируемой кареткой, который включает в себя основной гибочный ролик (18) и регулируемый прижимной ролик (20), образующие первую часть изгибающего механизма (для грубой регулировки изгиба), а также вспомогательный ролик (22), образующий вторую часть (для точной регулировки изгиба) (см. столбец 14, строки 20-22). Кроме того, нижний основной ролик (18) (то есть ролик, находящийся с расположенной дальше по ходу/выпуклой стороны изгибаемой балки) предпочтительно расположен над уровнем линии, на котором находится балка, подвергаемая роликовому профилированию (см. фиг.1, «изгибающий ролик 18 находится в вертикальном направлении выше уровня линии», см. столбец 10, строка 65, - столбец 11, строка 1). Второй ролик (20) (то есть ролик, находящийся с вогнутой стороны изгибаемой балки) закреплен с возможностью регулируемого перемещения по дугообразной траектории вокруг оси (оси 90) первого ролика (см. фиг.15-16) в различные регулируемые положения для приложения давления к непрерывной балке, подвергаемой роликовому профилированию. Реальный изгиб балки происходит по ее ходу до роликов (18/20) в месте 143 (см. столбец 12, строки 45-46). Узел (130) управления выполнен с возможностью обеспечения перемещения ролика (20) вдоль его дугообразной траектории для регулирования (см. столбец 8, строка 62+, и фиг.1-2). Вспомогательный узел (110) с кареткой расположен для обеспечения регулирования положения ролика (22) на основном узле (14) с кареткой и выполнен с возможностью регулирования посредством работы регулировочного узла (137). В патенте указано, что обе регулировки могут быть выполнены «на ходу» (см. столбец 14, строка 4), и что основной и вспомогательный узлы могут быть отрегулированы для обеспечения соответственно грубой и точной регулировок изгиба (см. столбец 14, строка 22).
Несмотря на то, что устройство, раскрытое в патенте США №6820451, вероятно, может быть отрегулировано механически во время работы роликового листогибочного устройства, авторы настоящего изобретения не нашли в указанном патенте никакой идеи или предложения обеспечить функцию управляемой/синхронизированной регулировки, а также функцию согласованного управления для регулирования устройства с обеспечением повторяемости с целью выполнения повторяющейся последовательности неодинаковых изгибов (то есть изгибов с разными радиусами) в выбранных относительных положениях в пределах и вдоль длины одной секции бамперной балки (например, в пределах интервала, составляющего от приблизительно 4 до 5 футов при измерении его вдоль длины подвергаемой роликовому профилированию, непрерывной балки). Кроме того, в патенте США №6820451 отсутствует идея образования балки с несколькими изгибами посредством использования гибочного устройства с компьютерным управлением, за которым следует согласованное с ним отрезное устройство с компьютерным управлением, выполненное с возможностью отрезки отдельных секций бамперной балки от непрерывной балки в определенных местах, связанных с определенными зонами изгиба. Кроме того, исходя из плотности связей, предлагаемых фиг.1-2 (а также исходя из отсутствия какого-либо рассмотрения в патенте США №6820451, относящегося к автоматизированной «циклической» регулировке), следует, что устройство согласно указанному патенту имеет тот же недостаток, что и регулируемые вручную станции образования изгибов, то есть его невозможно отрегулировать достаточно быстро для обеспечения образования нескольких изгибов в пределах интервала 4-5 футов вдоль непрерывной подвергаемой роликовому профилированию балки в условиях обычных сравнительно высоких линейных скоростей установок для роликового профилирования.
Потенциально существует другая, более фундаментальная проблема, связанная со станцией образования изгибов согласно патенту США №6820451 при выполнении крутых изгибов (то есть изгибов с короткими радиусами) вдоль непрерывной балки. В этом патенте внимание сосредоточено на станции образования изгибов, в которой первый относительно неподвижный (основной) формующий ролик (18) расположен над уровнем горизонтальной линии, на котором находится непрерывная балка (см. столбец 10, строка 65, - столбец 11, строка 1), для отклонения непрерывной балки от уровня горизонтальной линии, на котором она находится, и в данном патенте раскрыт второй подвижный/регулируемый прижимной ролик (20), который выполнен с возможностью регулирования его положения вдоль дугообразной траектории вокруг оси первого относительно неподвижного (основного) ролика (18) для приложения изгибающих сил в месте (143), находящемся перед основным роликом (18) (впереди по ходу по отношению к основному ролику (18)), при этом расположенное впереди по ходу место (143), по существу, находится между и перед основным роликом (18) и расположенным впереди по ходу опорным роликом (16) (см. фиг.16 и столбец 12, строки 45-46). По мере того, как изгибающий механизм согласно указанному патенту регулируют для образования все более крутых изгибов (то есть изгибов со все меньшими радиусами), место (143) изгиба потенциально смещается еще дальше в направлении против направления хода и в сторону от основного ролика (18). Вследствие того, что изгиб и деформирование балки будут вынужденно происходить в месте (143), в котором не обеспечивается опора и которое находится ближе по ходу, фактически создается возможность изгиба стенок балки нерегулируемым образом. Это очень затрудняет противодействие скручиванию и короблению, затрудняет противодействие нежелательному искривлению и неравномерному деформированию, а также затрудняет уменьшение разброса размеров. Эти переменные «объединяются» и приводят к непредсказуемости деформации балки и стенок балки. Другими словами, по мере того, как увеличивается расстояние, на котором отсутствует опора (то есть образуются более крутые изгибы), проблема неуправляемого смещения и изгиба стенок балки становится более острой и потенциально приводящей к проблемам размеров и качества. Комплексным проявлением данной проблемы является то, что диаметр роликов 16 обуславливает размещение роликов 16 в стороне от роликов 18 и 20, что приводит к тому, что точки контакта роликов 16 и 18 с балкой находятся на сравнительно большом расстоянии друг от друга, по существу равном расстоянию между осями, на которых вращаются ролики 18 и 20. Данное большое расстояние, на котором отсутствует опора, приводит к неравномерному деформированию и нерегулируемому изгибу подвергаемой роликовому профилированию балки, поскольку деформация происходит в той зоне, где отсутствует опора.
Таким образом, желательна система, имеющая вышеупомянутые преимущества и позволяющая решить вышеупомянутые проблемы.
СУЩНОСТЬ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения устройство включает в себя роликовое листогибочное устройство, выполненное с возможностью роликового профилирования листа материала в непрерывную балку, имеющую уровень продольной линии, при этом непрерывная балка имеет первую поверхность и противоположную вторую поверхность. Устройство дополнительно включает в себя станцию образования изгибов, расположенную на одной линии с уровнем линии и выполненную с возможностью придания продольного профиля непрерывной балке. Станция образования изгибов включает в себя основной изгибающий ролик, контактирующий по касательной с непрерывной балкой вдоль уровня линии, и подвижную часть, предназначенную для плотного удерживания непрерывной балки у основного изгибающего ролика на расстоянии, обеспечивающем частичный охват расположенной дальше по ходу стороны основного изгибающего ролика, для образования изгиба. Станция образования изгибов дополнительно включает в себя исполнительные механизмы для регулируемого перемещения подвижной части, по меньшей мере, частично вокруг расположенной дальше по ходу стороны основного изгибающего ролика между, по меньшей мере, первым и вторым положениями для придания, по меньшей мере, соответственно первого и второго различных продольных профилей непрерывной балке.
В соответствии с другим аспектом настоящего изобретения устройство включает в себя роликовое листогибочное устройство, выполненное с возможностью роликового профилирования листа материала в непрерывную балку, имеющую уровень линии, при этом непрерывная балка имеет первую поверхность и противоположную вторую поверхность. Станция образования изгибов расположена на одной линии с роликовым листогибочным устройством и по ходу за роликовым листогибочным устройством и выполнена с возможностью придания продольного профиля непрерывной балке. Станция образования изгибов включает в себя первый ролик и второй ролик, противоположный первому ролику, который противодействует первому ролику для сжатия непрерывной балки между ними, а также включает в себя механизм для управляемого регулирования положения второго ролика. Первый ролик расположен с возможностью контактирования по касательной с первой поверхностью непрерывной балки и удерживается в относительно неподвижном положении при роликовом профилировании непрерывной балки. Второй ролик также расположен с возможностью контактирования по касательной со второй поверхностью непрерывной балки. Первый ролик определяет положение первой оси вращения, и второй ролик выполнен с возможностью перемещения посредством механизма вдоль дугообразной траектории вокруг оси регулирования, которая находится с той же стороны непрерывной балки, что и первая ось, и которая находится у первой оси или по ходу перед первой осью, так что при регулировке второй ролик перемещается по направлению к положению, которое находится дальше по ходу относительно первого ролика.
В соответствии с еще одним аспектом настоящего изобретения устройство включает в себя устройство для образования изгибов, включающее в себя оси для обеспечения опоры для роликов, которые выполнены с возможностью образования изгиба на непрерывной балке. Подвижная часть установлена в рабочем положении на неподвижной оси из осей, при этом подвижная часть служит опорой, по меньшей мере, определенному одному из роликов для придания изгиба непрерывной балке. Автоматизированное регулировочное устройство предусмотрено для регулирования углового положения подвижной части вдоль дуги с обеспечением повторяемости для создания повторяющейся конфигурации из продольных профилей на непрерывной балке, включая автоматическое перемещение определенного одного ролика по направлению к разным, находящимся дальше по ходу положениям относительно другого ролика для изменения изгиба, придаваемого непрерывной балке.
В соответствии с еще одним аспектом настоящего изобретения устройство включает в себя устройство для образования изгибов, имеющее основной изгибающий ролик, контактирующий по касательной с непрерывной балкой. Противоположный удерживающий ролик выполнен с возможностью установки в разные положения по ходу за основным изгибающим роликом и удерживает непрерывную балку у основного изгибающего ролика для обеспечения придания заданного изгиба непрерывной балке. По меньшей мере, один стабилизирующий ролик контактирует по касательной с непрерывной балкой по ходу перед основным изгибающим роликом. Первый, второй и третий приводные двигатели обеспечивают приведение в действие соответственно основного изгибающего ролика, удерживающего ролика и стабилизирующего ролика. Управляющее устройство независимо управляет скоростью механизированного перемещения каждого из первого, второго и третьего роликов для регулирования и управления нагрузкой, действующей на непрерывную балку, когда она находится на станции образования изгибов, с целью образования более однородного изогнутого профиля непрерывной балки.
В соответствии с еще одним аспектом настоящего изобретения создан способ, при котором обеспечивают лист высокопрочного материала, имеющего предел прочности на растяжение, составляющий, по меньшей мере, 80 тысяч фунтов на кв. дюйм; обеспечивают роликовое листогибочное устройство, профилирующее лист при скоростях, составляющих, по меньшей мере, приблизительно 900 футов в час, при этом роликовое листогибочное устройство включает в себя регулируемую станцию образования изгибов, исполнительный механизм и управляющее устройство, функционально соединенное с ними для автоматического быстрого регулирования станции образования изгибов для образования разных радиусов изгиба; и осуществляют роликовое профилирование листа для образования непрерывной балки, имеющей непрерывное поперечное сечение, и, одновременно с окончанием и близко к окончанию роликового профилирования, последовательно и повторяемо придают разные изгибы при одновременном выполнении роликового профилирования при скорости линии, составляющей, по меньшей мере, приблизительно 900 футов в час.
Центральным элементом устройства по настоящему изобретению является станция образования изгибов, в которую подвергнутая роликовому профилированию непрерывная балка поступает и в которой она контактирует по касательной с первым профилирующим роликом, и в данном устройстве обеспечивается принудительное перемещение или «намотка» непрерывной балки частично вокруг неподвижного ролика, причем это выполняется посредством перемещения места захвата в окружном направлении вокруг расположенной дальше по ходу стороны основного ролика до тех пор, пока не будет обеспечена достаточная остаточная деформация непрерывной балки для сохранения заданной степени изгиба. В устройстве по настоящему изобретению в центре внимания находится захват балки в тангенциальном положении у основного ролика, при этом основной ролик находится тангенциально на одной линии с уровнем линии непрерывной балки. В этом случае устройство по настоящему изобретению обеспечивает конструкцию для частичной «намотки» непрерывной балки вокруг неподвижного ролика по ходу за основным роликом, когда непрерывная балка продолжает контактировать по касательной/в окружном направлении с основным роликом, при этом место сдавливания перемещается в окружном направлении вокруг неподвижного ролика по направлению к расположенной дальше по ходу стороне основного ролика во время любого регулирования функции изгиба, придаваемого непрерывной балке.
Эти и другие аспекты, цели и признаки настоящего изобретения будут поняты и оценены специалистами в данной области техники при изучении нижеприведенного описания, формулы изобретения и приложенных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - установка для роликового профилирования, включающая в себя станцию образования изгибов и устройство управления изгибами, реализующие настоящее изобретение.
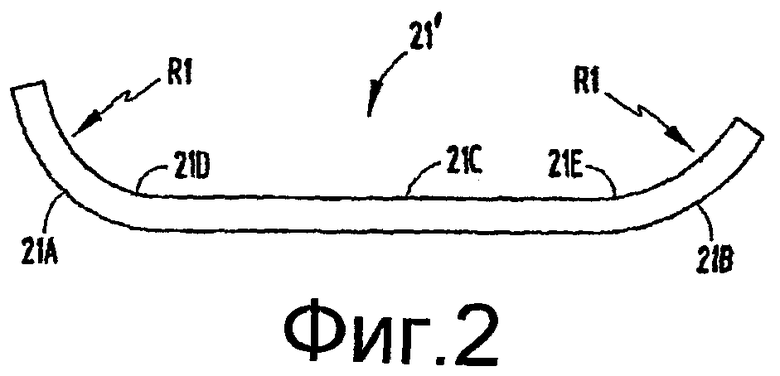
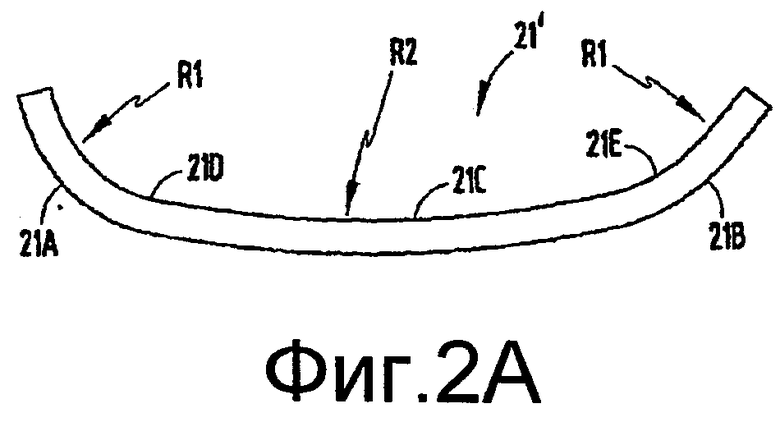
Фиг.2-2А - приведенные в качестве примера балки, имеющие разные изгибы вдоль их длин и изготовленные на установке с фиг.1.
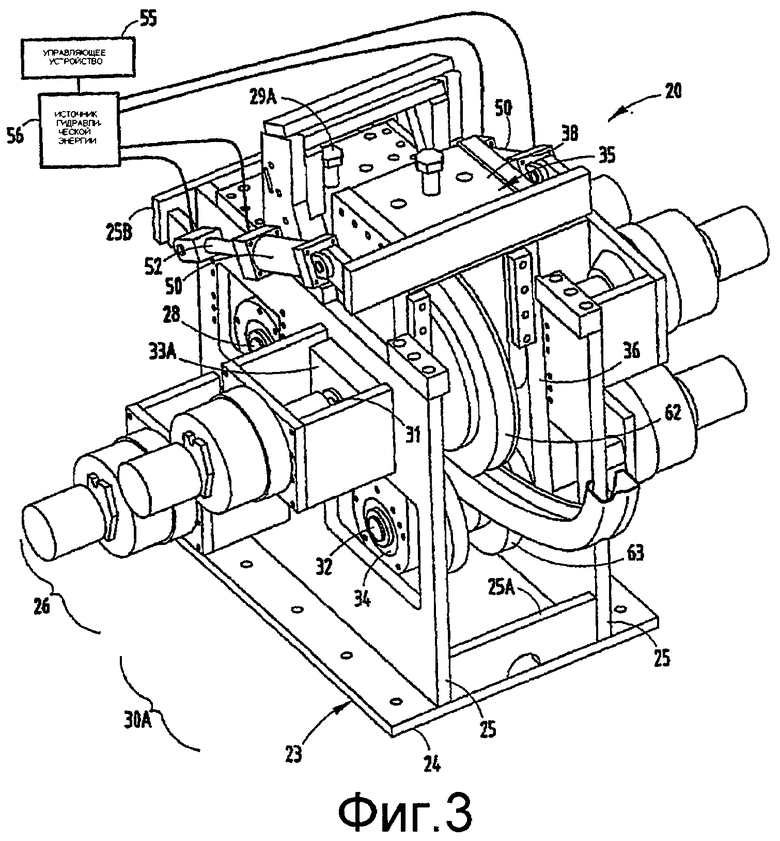
Фиг.3 - вид в перспективе станции образования изгибов с фиг.1.
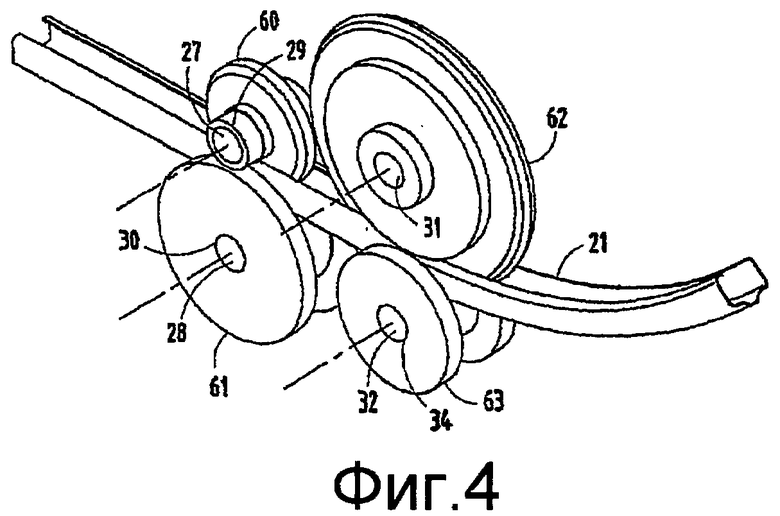
Фиг.4 - вид в перспективе, аналогичный фиг.3, но показывающий только четыре основных ролика станции образования изгибов с фиг.3.
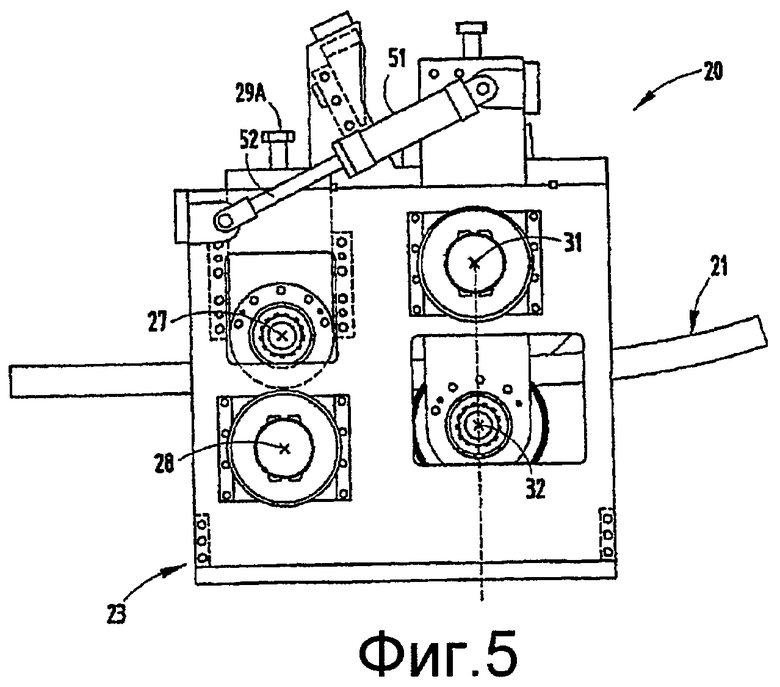
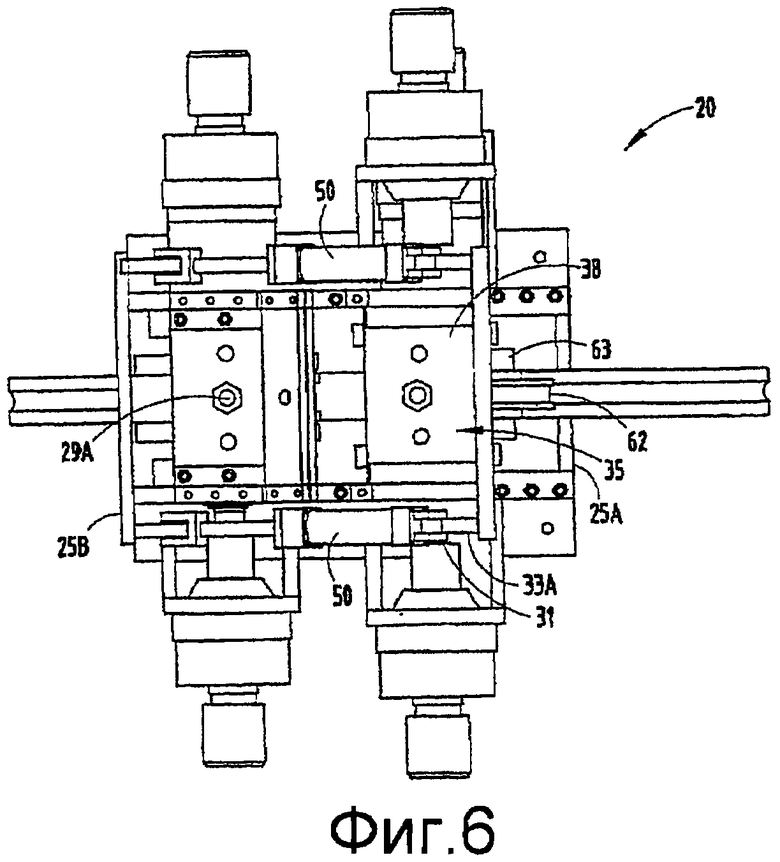
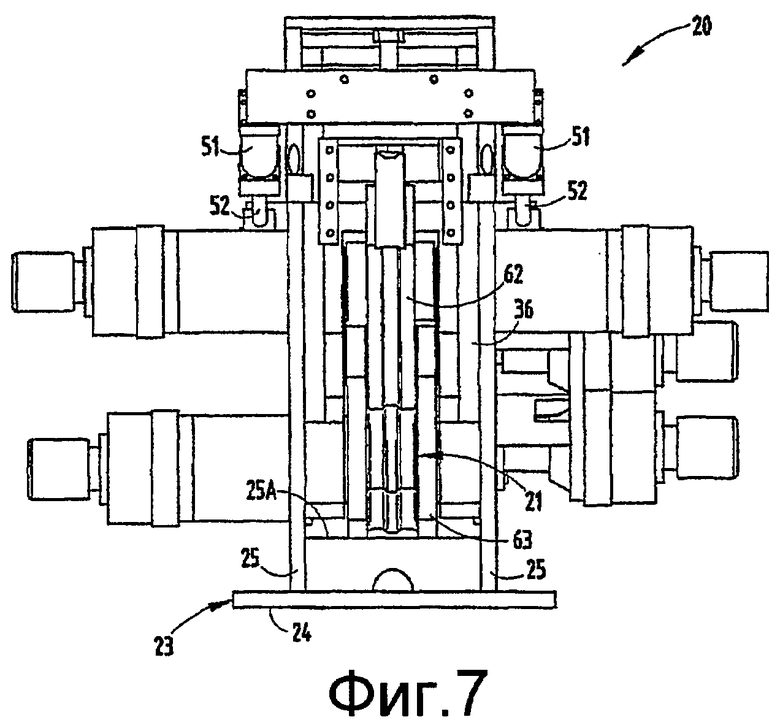
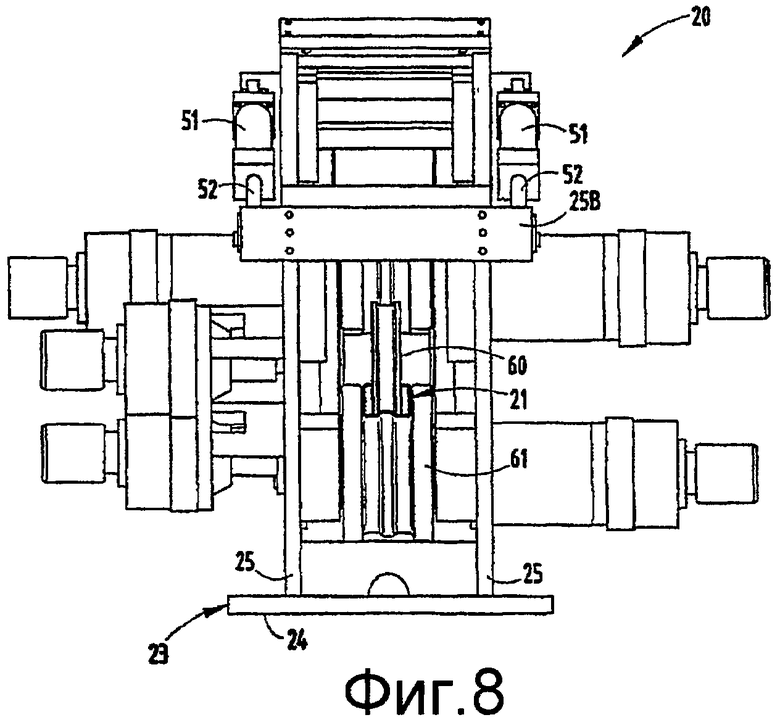
Фиг.5-8 - виды сбоку, сверху, сзади (расположенная дальше по ходу сторона) и спереди (расположенная ближе по ходу сторона) станции образования изгибов с фиг.3.
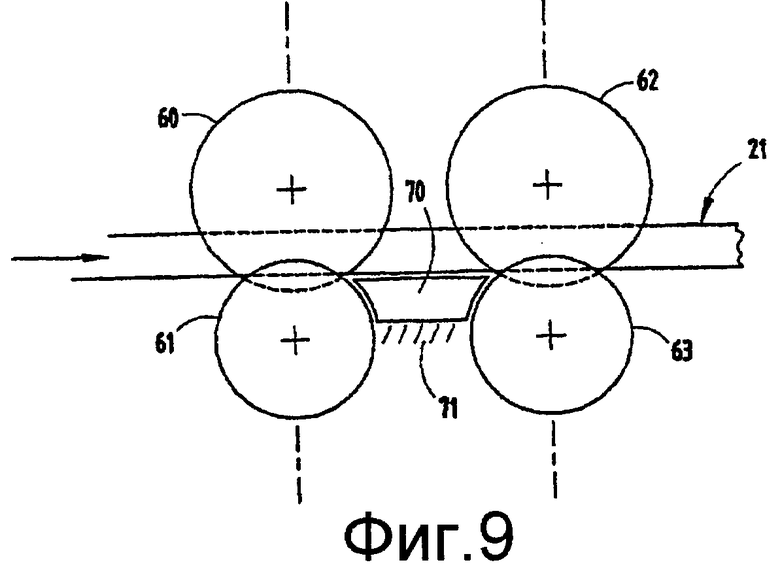
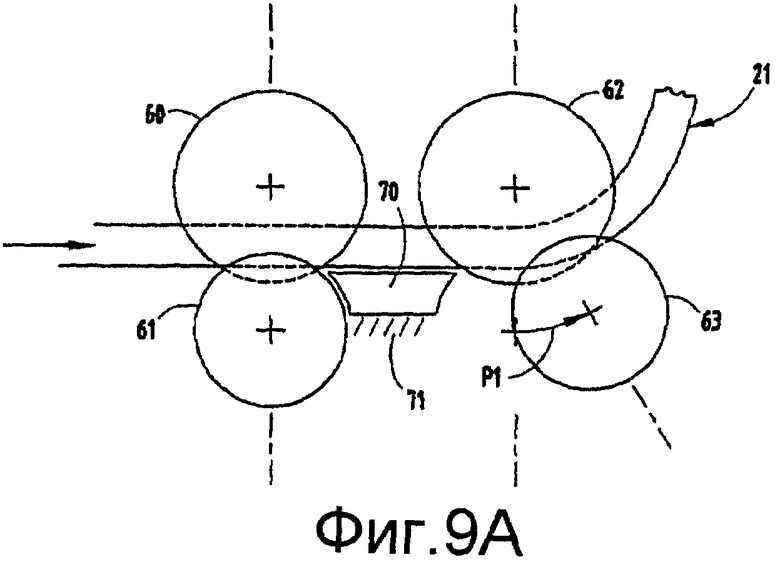
Фиг.9-9А - виды сбоку четырех основных роликов с фиг.4, при этом фиг.9 иллюстрирует ролики, расположенные с возможностью пропускания линейного участка балки, а фиг.9А иллюстрирует ролики, расположенные с возможностью образования изогнутой балки.
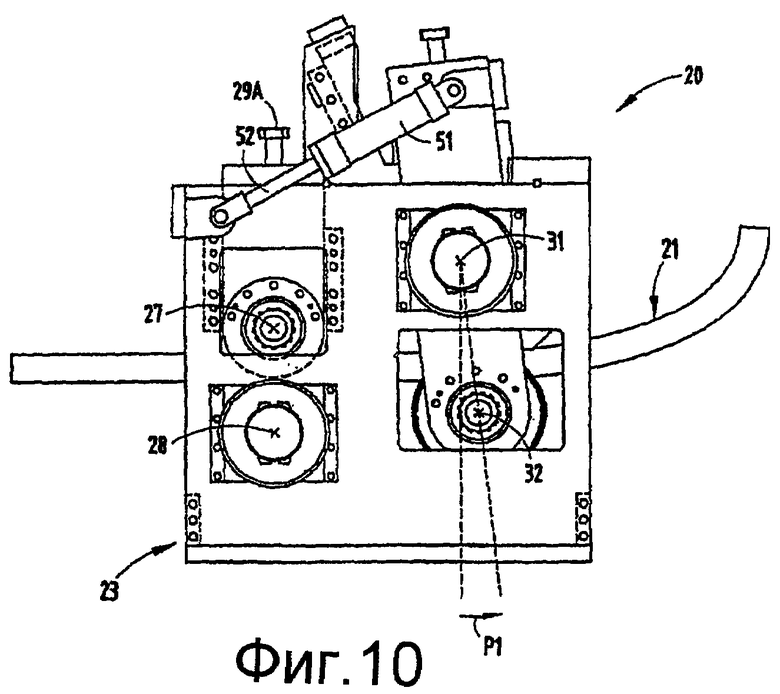
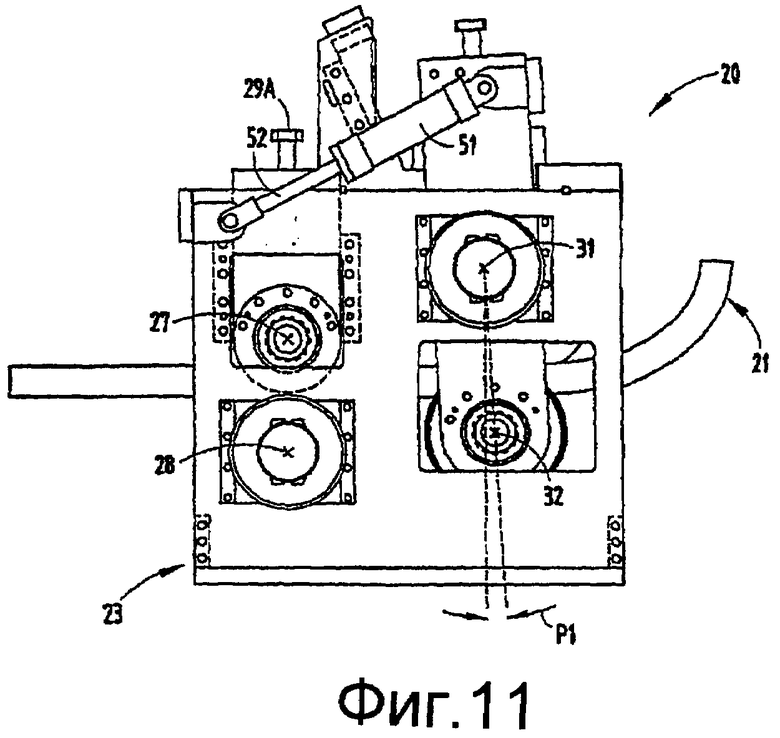
Фиг.10-11 - виды сбоку станции образования изгибов с фиг.3, при этом фиг.10 иллюстрирует станцию образования изгибов, переведенную посредством регулирования в положение для образования крутого изгиба (с малым радиусом) на непрерывной балке, а фиг.11 иллюстрирует станцию образования изгибов, переведенную посредством регулирования в положение для образования менее крутого изгиба (с бóльшим радиусом) на непрерывной балке.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Устройство 19 с роликогибочным станом согласно настоящему изобретению (см. фиг.1) выполнено с возможностью изготовления подвергнутых роликовому профилированию бамперных балок 21 для транспортных средств (также называемых здесь «частями бамперных балок» или «усилительными балками»), имеющих постоянный профиль поперечного сечения и форму с постоянными размерами, но имеющих изменяющуюся кривизну в продольном направлении, образованную посредством станции 20 образования изгибов. Станция 20 образования изгибов расположена на одной линии с выходным концом и у выходного конца роликового листогибочного устройства 19. Роликовая листогибочная часть устройства 19 аналогична той, которая показана на фиг.4 патента США №5092512, полное содержание которого включено сюда посредством ссылки. Станция 20 образования изгибов согласно настоящему изобретению включает в себя систему с множеством роликов, которая предусмотрена с компьютерным управлением и является автоматизированной и которая выполнена с возможностью осуществления быстрой точной ее регулировки, что позволяет варьировать операцию образования изгибов с обеспечением повторяемости во время процесса роликового профилирования, чтобы обеспечить образование согласованных неодинаковых радиусов изгиба вдоль длины частей балки как неотъемлемую часть процесса роликового профилирования. Согласованно работающее/синхронизированное отрезное устройство 22 функционально соединено с устройством компьютерного управления и выполнено с возможностью разрезания непрерывной балки 21 на части 21' бамперных балок, предназначенные для использования в бамперных системах транспортных средств. Посредством регулирования степени изгиба и момента образования изгиба, придаваемого балке 21, исходя из положения части, разделенные бамперные балки 21', например, могут быть выполнены с концевыми участками, имеющими увеличенную степень изгиба (то есть с большей кривизной у крыльев), и центральным участком, имеющим уменьшенную степень изгиба (то есть с меньшей кривизной в зоне радиатора/решетки). Предусмотрено, что в том случае, когда используются одинаковые ролики и используется одинаковая бамперная часть и когда изменяется только изгиб, изменение от одного профиля балки до другого профиля балки может быть выполнено «на ходу» посредством компьютерного управления, в результате чего исключается время смены инструментов, исключается время наладки и устраняются «пусковые» отходы. Станция образования изгибов согласно настоящему изобретению показана в связи с С-образной балкой, но предусмотрено, что она также может быть использована с балкой W-образного сечения, или с D или В-образной балкой, или для изготовления балок с другими сечениями.
Проиллюстрированная, подвергнутая роликовому профилированию сегментированная балка 21' (фиг.2) является С-образной и включает в себя концевые участки 21А и 21В, имеющие радиус R1, центральный участок 21С, который является или линейным (см. фиг.2) (то есть радиус равен бесконечности), или имеет другой больший радиус R2 (см. фиг.2А), и балка 21' имеет переходные зоны 21D и 21Е, соединяющие центральный и концевые участки. В реальной балке (21') радиусы R1 и R2 могут различаться не столь резко, как те, которые проиллюстрированы на фиг.2 и 2А, при этом иллюстрации показывают возможности устройства согласно настоящему изобретению. Кроме того, предусмотрено, что может быть обеспечено постоянное изменение радиуса изгиба вдоль всей длины балки 21' (то есть центральный участок может не иметь единственного постоянного радиуса R2), и/или будет существовать более «смешанная» переходная зона, соединяющая центр с концами балки, и/или центральный участок может быть линейным (или даже изогнутым в обратном направлении). Предусмотрено, что часть бамперной балки согласно настоящему изобретению может быть изготовлена из любого материала, имеющего достаточную прочность и свойства для обеспечения функционирования данной части в качестве бамперной балки транспортного средства. Материал проиллюстрированной бамперной балки представляет собой лист из сверхвысокопрочного стального материала, имеющего предел прочности на растяжение, составляющий 80 тысяч фунтов на кв.дюйм или более, или предпочтительно имеющего предел прочности на растяжение, составляющий, по меньшей мере, 120 тысяч фунтов на кв.дюйм, хотя предел прочности на растяжение может составлять 220 тысяч фунтов на кв.дюйм или более (например, у мартенситного стального материала).
Проиллюстрированное роликовое листогибочное устройство способно работать с производительностью, которая может достигать 5000 футов в час (или более), и выполнено с возможностью изготовления балок с трубчатыми или незамкнутыми сечениями, имеющих размеры поперечного сечения, составляющие, например, до 4×6 дюймов (больше или меньше). Проиллюстрированная станция 20 образования изгибов (см. фиг.1) предназначена для размещения на одной линии с концом и у конца роликового листогибочного устройства (стана). Предусмотрено, что могут быть использованы разные отрезные устройства, например отрезное устройство, раскрытое в патенте США №5305625, полное содержание которого включено сюда посредством ссылки. Отрезное устройство 22 устройства согласно настоящему изобретению включает в себя отрезной нож 22' типа ножевого полотна, приведением которого в действие управляет устройство 56 компьютерного управления (или устройство согласованного управления), так что бамперные балки 21' могут быть разрезаны в стратегически важных местах вдоль непрерывной трубчатой балки 21. Проиллюстрированное отрезное устройство 22 запрограммировано с возможностью вытягивания и разрезания в середине участка с крутым изгибом на бамперной балке 21', так что половина крутого изгиба (то есть участок 21А) заканчивается, при этом он находится на каждой следующей бамперной балке 21', и другой участок (например, 21 В) заканчивается, при этом он находится на другом конце каждой следующей бамперной балки 21'. Отрезное устройство расположено «по ходу» за станцией образования изгибов, но сравнительно близко к ней для экономии места и для уменьшения нежелательного закручивания назад непрерывной балки, когда она выходит из станции образования изгибов. Управление отрезным устройством 22 осуществляется посредством компьютера, так что балки 21', будучи отделенными от непрерывной балки 21, имеют заданную полную симметрию. Предусмотрено, что отрезное устройство может быть встроено в станцию образования изгибов в месте, близком к концу регулируемых роликов, обеспечивающих образование изгиба, если это желательно. Например, отрезное устройство может быть присоединено к вспомогательной раме 35 и перемещаться вместе с вспомогательной рамой 35, рассмотренной ниже.
Станция 20 образования изгибов (см. фиг.3 и 4) включает в себя основание или основную раму 23, содержащую горизонтальную нижнюю плиту 24 и неподвижно прикрепленные вертикальные установочные плиты 25. Одна или несколько стабилизирующих плит 25А и поперечин 25В добавлены для придания устойчивости плитам 24-25 и для поддержания их относительной перпендикулярности. Первая половина 26 станции 20 образования изгибов включает в себя верхнюю и нижнюю оси 27 и 28, несущие соответственно профилирующие (формующие) ролики 60 и 61, и верхний и нижний подшипники 29 и 30, обеспечивающие установку осей 27, 28 с возможностью вращения относительно вертикальных плит 25 для обеспечения опоры соответственно для формующих роликов 60 и 61.
Положение верхнего подшипника 29 в вертикальном направлении можно регулировать вручную посредством опорного механизма 29А с резьбой для изменения вручную расстояния между осями 27 и 28 (то есть изменения давления «зажима», действующего со стороны роликов). Аналогичные конструкции для ручной регулировки известны в устройствах согласно предшествующему уровню техники и используются в роликовых листогибочных машинах для размещения рабочих валков разного размера для изготовления балок с поперечными сечениями разного размера. Следует отметить, что регулировку, как правило, выполняют вручную как часть наладки роликового листогибочного устройства и во время начальной стадии эксплуатации роликового листогибочного устройства и, как правило, не выполняют как часть работы роликового листогибочного устройства при промышленной эксплуатации для профилирования (формования) балок с постоянно изменяющимися изгибами и повторяющимися профилями изгибов.
Существенная часть настоящего изобретения заключается в обеспечении возможности автоматического «циклического» регулирования и обеспечении возможности быстрого/точного регулирования узла 30А (см. фиг.4), образующего «вторую половину» станции 20 образования изгибов. Вторая половина 30А включает в себя жесткую вспомогательную раму 35 (также часть «подвижной части»), которая расположена с возможностью регулирования ее положения между основными вертикальными плитами 25. Вспомогательная рама 35 имеет П-образную форму и содержит две внутренние вертикальные плиты 36 и проставочную плиту 38, скрепленные вместе как жесткий узел. Внутренние вертикальные плиты 36 установлены с возможностью поворота на верхней оси 31 посредством подшипников 33А. Верхняя ось 31 предусмотрена с возможностью регулирования ее положения в вертикальном направлении на наружных вертикальных плитах 25 в значительной степени аналогично тому, как верхняя ось 27 предусмотрена с возможностью регулирования ее положения в вертикальном направлении в первой части станции образования изгибов, для изменения давления зажима, действующего со стороны роликов. Нижняя ось 32 и подшипники 34 смонтированы у нижнего конца внутренних вертикальных плит 36. Вспомогательная рама 35 выполнена с возможностью регулирования ее положения в угловом направлении посредством поворота на оси 31 между наружными вертикальными плитами 25. При повороте вспомогательная рама 35 обеспечивает перемещение нижней оси 32 и нижних роликов 63, прикрепленных к ней, вдоль дугообразной траектории Р1 (см. фиг.9А) в новое положение с расположенной дальше по ходу стороны верхних роликов 62 на верхней оси 31 (см. фиг.9 и 9А). В отрегулированном в угловом направлении положении (см. фиг.9А) нижний ролик 63 во второй половине 30А обеспечивает частичное «наматывание» непрерывной балки 21 вокруг верхнего ролика 62 в достаточной степени для того, чтобы обеспечить остаточную дугообразную деформацию непрерывной балки 21 (то есть кривизну или изгиб в продольном направлении). Другими словами, нижний ролик 63 фактически служит в качестве удерживающего устройства для удерживания непрерывной балки 21 у окружной периферийной поверхности (или рядом с окружной периферийной поверхностью) верхнего ролика 62 на выбранном расстоянии, когда непрерывная балка 21 проходит по касательной мимо (то есть вокруг) ролика 63.
Управляющее устройство 56, которое управляет приводной системой посредством схемы 55 (см. фиг.4), управляет также местоположением и согласованием по времени углового перемещения подвижной части (то есть вспомогательной рамы 35 и ролика 61), а также согласованием по времени работы отрезного устройства 22. «Наматывающее» воздействие ролика 63 при его перемещении вокруг ролика 62 обеспечивает простое и короткое перемещение, в результате чего обеспечивается хороший контроль размеров и стабильность готовой сегментированной балки 21', так что часть 21' балки является симметричной и может иметь относительно крутой изгиб на каждом конце. Хорошая опора для стенок непрерывной балки 21 предпочтительно обеспечивается основным (верхним) роликом 62 во время операции изгиба, поскольку изгиб начинает происходить у верхнего ролика 62 или очень близко от верхнего ролика 62 и происходит дальше по мере того, как осуществляется принудительное перемещение непрерывной балки 21 вокруг верхнего ролика 62. Посредством тщательной и быстрой регулировки положения вспомогательной рамы 35 обеспечивается то, что непрерывная балка 21 заканчивается прогнозируемым профилем с несколькими изгибами, что позволяет после разрезания непрерывной балки 21 на части 21' бамперных балок устранить необходимость в существенных объемах значительной дополнительной обработки для деформирования концов балки 21' в направлении назад.
В особенности при образовании сравнительно крутого изгиба (то есть изгиба с малым радиусом) требуется максимальный контроль над стенками непрерывной балки 21. Это особенно верно в том случае, когда используются сверхвысокопрочные материалы и/или когда осуществляется придание разных изгибов непрерывной балке 21, поскольку данные факторы обуславливают тенденцию получения большего разброса размеров стенок. Следует отметить, что оси 31/32 предпочтительно расположены настолько близко к осям 27, 28, насколько это достижимо на практике, так что расстояние между роликами минимизируется. Само собой разумеется, размер роликов 60, 61 и 62, 63 влияет на то, насколько близко могут быть размещены оси 27, 28 и 31, 32. Следует отметить, что регулирование углового положения вспомогательной рамы 35 вдоль траектории Р1 (см. фиг.9А) также обеспечивает перемещение нижней оси 32 в сторону от другой нижней оси 27. Для обеспечения дополнительной опоры между нижними роликами 61 и 63 вспомогательная поперечная опора (или опора скользящего типа, или роликовая опора, подобная многоколесному устройству) может быть добавлена между роликами 61 и 63 для обеспечения опоры для нижней стороны и/или боковых сторон непрерывной балки 21, как рассмотрено ниже. В том случае, когда предусмотрена опора роликового типа, роликовая опора может поворачиваться вокруг горизонтальной или вертикальной оси поворота, которая проходит параллельно стенке на балке 21, для которой обеспечивается опора (другими словами, роликовая опора, которая служит опорой боковой стенке, будет поворачиваться вокруг вертикальной оси, в то время как роликовая опора, которая служит опорой нижней стенке, будет поворачиваться вокруг горизонтальной оси). Следует отметить, что дополнительная опора также может быть добавлена по ходу либо перед, либо за имеющими решающее значение роликами 62 и 63.
Кроме того, важно отметить, что степень неравномерного деформирования, скручивания, коробления и неконтролируемого изгиба с перегибом различных стенок на непрерывной балке 21 может быть минимизирована посредством максимизации растягивающих напряжений во время гибки с образованием изгибов и минимизации сжимающих сил во время гибки с образованием изгибов. Было установлено то, что независимые приводы на каждой из осей, предназначенные для независимого приведения в движение роликов 60-63, могут давать очень предпочтительный эффект. Посредством приведения каждого ролика 60-63 в движение с оптимальными скоростями можно обеспечить оптимальное регулирование напряжений вдоль разных стенок непрерывной балки 21. Следует отметить, что одна причина, которая важна для независимого регулирования частот вращения отдельных роликов, заключается в том, что не всегда легко точно рассчитать, с какой скоростью должны приводиться в движение отдельные ролики. Например, верхний ролик 62 может контактировать с балкой 21 вдоль верхней стенки, а также вдоль нижней стенки, так что одна из точек контакта должна обязательно немного «проскальзывать». Во-вторых, при придании изгиба непрерывной балке 21 частота вращения роликов 62 и 63 будет изменяться в зависимости от изгиба. Кроме того, различные профили поперечного сечения будут подвергаться воздействию комплексных изгибающих сил во время процесса изгибания, так что некоторая регулировка частот вращения осей на рабочем месте будет необходимой при управлении прокатным станом для определения оптимальных установочных параметров. Важно минимизировать сжимающие напряжения, поскольку сжимающие напряжения (а не растягивающие напряжения) в большей степени вызывают образование неровностей поверхности и волнообразных профилей на стенках балки, при этом трудно прогнозировать данные неровности и волнообразные профили или противодействовать их образованию. Соответственно независимые приводные двигатели обеспечивают возможность приведения роликов во вращение с разными скоростями, которые обеспечивают перемещение верхней и нижней зон балки 21 через станцию образования изгибов и при этом не вызывают никакого проскальзывания или закручивания любого из роликов или их «столкновения» друг с другом. Управление приводами для разных осей осуществляется независимо посредством устройства компьютерного управления, которое также функционально соединено с прокатным станом, так что обеспечивается возможность общего согласованного управления машиной, включая все аспекты станции образования изгибов.
В проиллюстрированной конструкции с фиг.3 каждая из осей 27, 28, 31, 32 приводится в движение независимо посредством привода с бесступенчатым регулированием частоты вращения (например, посредством серводвигателей), управляемого управляющим устройством 56. Частоты вращения могут быть изменены на ходу во время процесса роликового профилирования при отработке предварительно запрограммированной последовательности и программы синхронизации, введенной в управляющее устройство 56. Предусмотрено, что частота вращения разных осей 27, 28, 31, 32 будет связана со скоростью процесса роликового профилирования и с местоположением роликов относительно непрерывной балки 21 (то есть на нее влияет степень изгибов, приданных балке 21 посредством роликов 62 и 63) в роликовом листогибочном устройстве. Несколько различных изгибов могут быть выполнены в отдельных частях 21', представляющих собой бамперные балки (перед отделением частей 21' балки от непрерывной балки 21). Альтернативно может быть обеспечено постепенное увеличение или уменьшение изгибов (вместо изгиба с постоянным радиусом). Посредством выполнения приводных механизмов с независимым управлением и обеспечения независимого регулирования частот вращения осей, и обеспечения отличия направленных по касательной скоростей роликов на станции образования изгибов от роликового листогибочного устройства можно обеспечить лучшее и более согласованное регулирование радиусов изгибов. Предусмотрено, что для устройства согласно настоящему изобретению не требуется вспомогательный ролик, хотя при желании один может быть добавлен. Предусмотрено, что регулирование углового положения ролика 63 относительно ролика 62 осуществляется посредством сервопривода, управляемого управляющим устройством 56. Сервопривод и управляющее устройство обеспечивают регулирование скорости по замкнутому циклу, полностью связанному с роликовым листогибочным устройством, при этом скорость представляет собой программируемый параметр управляющего устройства.
Проиллюстрированная опора выполнена в виде скользящей поперечной опоры 70 (см. фиг.9А). Опора 70 имеет дугообразную форму, которая, по существу, соответствует криволинейной передней части нижнего ролика 63. В частности, поперечная опора 70 опирается на анкерную конструкцию 71, проходящую ниже (и/или в боковом направлении) от поперечной опоры 70 до основной рамы 23. Верхняя часть поперечной опоры 70 может включать в себя гладкий твердый антифрикционный материал, способный входить в скользящий контакт с нижней поверхностью непрерывной балки 21. Альтернативно верхняя часть проиллюстрированной поперечной опоры 70 может включать в себя ролики типа пальцев роликов сравнительно малого диаметра (например, с диаметром, составляющим один или два дюйма), которые входят в контакт качения с непрерывной балкой 21 и служат опорой непрерывной балке 21 в местах, близких к роликам 62 и 63. Дополнительные опорные ролики могут быть размещены так, чтобы они входили в контакт с боковыми сторонами непрерывной балки 21 в местах, находящихся или перед, или за роликами 62 и 63. Данные дополнительные ролики имеют ось вращения, которая проходит в вертикальном направлении, а также могут иметь меньший диаметр. Проиллюстрированная поперечная опора 70 имеет переднюю и заднюю поверхности дугообразной формы, так что она может быть расположена как можно ближе к нижним роликам 61 и 63.
Кроме того, предусмотрено, что опора может быть предусмотрена внутри трубчатой балки посредством внутренней оправки, которой придается устойчивость посредством расположенной впереди по ходу анкерной опоры (см. фиг.1, анкерная опора 72), и которая аналогична змеевидным внутренним оправкам, раскрытым в патенте США №5092512. Отмечается, что внутренняя оправка может быть необязательной для большинства поперечных сечений и изгибов бамперов, в особенности разомкнутых сечений балок и/или сечений балок, имеющих сравнительно небольшой размер по глубине и/или имеющих минимальные изгибы (то есть изгибы, которые имеют большой радиус).
Два исполнительных механизма 50 (см. фиг.3) присоединены в рабочем положении между основной рамой 23 и вспомогательной рамой 35 для образования изгибов с целью регулирования углового положения вспомогательной рамы 35, по одному исполнительному механизму с каждой стороны вспомогательной рамы 35. Каждый исполнительный механизм 50 включает в себя цилиндр 51 (см. фиг.5), один конец которого прикреплен к верхней части вспомогательной рамы 35, и включает в себя выдвигаемый/отводимый шток 52, противоположный конец которого прикреплен к основанию 23. При отводе штока (штоков) 52 вспомогательная рама 35 поворачивается на оси 31, в результате чего изменяется относительное угловое положение вспомогательной рамы 35 относительно оси 31 (см. фиг.9 и 9А). Поскольку ось поворота находится в центре верхней оси 31, напряжения оптимальным образом локализуются в месте, находящемся как можно дальше по ходу, где основной ролик на станции образования изгибов обеспечивает хорошую опору для непрерывной балки 21. Исполнительные механизмы 50 соединены с гидравлической схемой 55 (см. фиг.3), выполненной с возможностью обеспечения переменной (но сбалансированной) подачи рабочей жидкости для гидравлических систем к цилиндрам 51. Гидравлическая схема 55 включает в себя двигатель или насос, функционально соединенный с устройством 56 компьютерного управления и управляемый им для управления выдвиганием и отводом исполнительных механизмов 50 согласованно с роликовым листогибочным устройством 20 (то же самое устройство 56 компьютерного управления также управляет прокатным станом и приводами для различных осей станции образования изгибов). Датчики могут быть размещены на станции образования изгибов так, как желательно для определения положения вспомогательной рамы 35 и/или для определения положения непрерывной балки 21 (например, установочного отверстия в балке 21, добавленного для указанной цели посредством устройства 19, если это желательно).
Посредством данной конструкции степень изгиба (кривизны) можно варьировать регулируемым циклическим образом/с обеспечением повторяемости при изготовлении балки 21'. Например, это обеспечивает возможность образования большего изгиба на концах балок 21' и меньшего изгиба на их центральных участках непосредственно «на ходу» при одновременном роликовом профилировании балок. Благодаря быстродействию исполнительных механизмов 50 и эффективному и регулируемому функционированию станции образования изгибов, включая установку роликов 62, 63 в заданное положение, изменяющиеся изгибы могут быть выполнены быстро и точно, даже при скоростях линии, составляющих от 2500 до 5000 футов в час. Следует отметить, что перемещение ролика 63 вокруг оси ролика 62 обеспечивает естественное «наматывание» балки 21 при «вытягивании» балки 21 вокруг ролика 62, так что обеспечивается точное регулирование изгибов, образуемых посредством этого, и механизм является долговечным и надежным.
Регулируемый нижний ролик 63 фактически удерживает непрерывную балку 21 плотно у расположенной дальше по ходу стороны окружной поверхности верхнего ролика 62 при повороте нижнего ролика 63 вокруг оси верхнего ролика 62. По этой причине верхний ролик 62 иногда называют «формующим роликом», а регулируемый нижний ролик 63 иногда называют «прижимным роликом» или «удерживающим роликом». Предусмотрено, что регулируемый нижний ролик 63 потенциально может быть заменен (или дополнен) отдельным удерживающим устройством, предназначенным для захвата и удерживания непрерывной балки 21 у окружной периферии (или рядом с окружной периферией) верхнего ролика 62, когда непрерывная балка 21 «наматывается» частично вокруг верхнего ролика 62. Например, отдельное удерживающее устройство может представлять собой выдвижной стержень или стержнеобразный рычаг, который проходит под балкой 21 и перемещается при повороте ролика 63 частично вокруг оси ролика 62, в результате чего образуется изгиб с малым радиусом. «Крутой» изгиб будет иметь достаточную длину, так что при отрезке частей 21' балки от непрерывной балки 21 половина изгиба с малым радиусом образует последний участок (будущей) части 21' балки, а другая половина также образует первый участок (последующей будущей) части 21' балки.
Следует понимать, что могут быть выполнены изменения и модификации вышеупомянутой конструкции без отхода от идей настоящего изобретения, и, кроме того, следует понимать, что предусмотрено, что подобные идеи охватываются нижеприведенной формулой изобретения за исключением тех случаев, когда формулировки пунктов данной формулы изобретения явно не выражают иное.
Группа изобретений относится к обработке металлов давлением и может быть использована для изготовления бамперных балок изгибом. Роликовое листогибочное устройство с компьютерным управлением выполнено с возможностью придания повторяющейся конфигурации из разных продольных профилей непрерывной балке «на ходу» во время процесса роликового профилирования. Станция образования изгибов в устройстве включает в себя основной изгибающий ролик, контактирующий по касательной с непрерывной балкой вдоль уровня линии, и подвижную часть, предназначенную для поджима непрерывной балки к основному изгибающему ролику на расстоянии, обеспечивающем частичный охват расположенной дальше по ходу стороны основного изгибающего ролика для образования изгиба. Кроме того, исполнительные механизмы обеспечивают регулируемое перемещение подвижной части, по меньшей мере, частично вокруг расположенной дальше по ходу стороны основного изгибающего ролика между по меньшей мере первым и вторым положениями для придания множества разных профилей непрерывной балке в ее продольном направлении. В одном варианте устройство также включает в себя согласованно работающее отрезное устройство, так что после разделения на части бамперных балок концы отдельных частей балки имеют больший изгиб, чем центральные участки отдельных частей балки. Повышается качество. 10 н. и 41 з.п. ф-лы, 11 ил.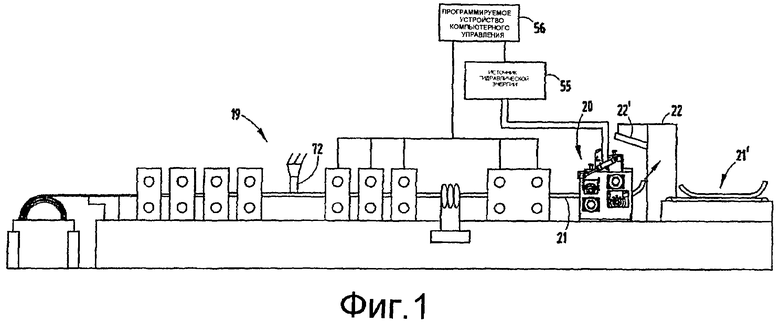
1. Устройство для роликового профилирования, содержащее
роликовое листогибочное устройство, выполненное с возможностью роликового профилирования листа материала в непрерывную балку, имеющую уровень продольной линии, при этом непрерывная балка имеет первую поверхность и противоположную вторую поверхность, и
станцию образования изгибов, расположенную на одной линии с уровнем линии и выполненную с возможностью придания продольного профиля непрерывной балке, при этом станция образования изгибов включает в себя основной изгибающий ролик, контактирующий по касательной с непрерывной балкой вдоль уровня линии, и подвижную часть, предназначенную для плотного удерживания непрерывной балки у основного изгибающего ролика на расстоянии, обеспечивающем частичный охват расположенной дальше по ходу стороны основного изгибающего ролика для образования изгиба, и дополнительно включает в себя исполнительные механизмы для регулируемого перемещения подвижной части, по меньшей мере, частично вокруг расположенной дальше по ходу стороны основного изгибающего ролика между, по меньшей мере, первым и вторым положениями для придания, по меньшей мере, соответственно первого и второго различных продольных профилей непрерывной балке, причем станция образования изгибов включает в себя неподвижные боковые плиты, служащие опорой основной оси для основного изгибающего ролика, и подвижная часть включает в себя П-образную вспомогательную раму, служащую опорой удерживающему ролику и включающую в себя ножки, шарнирно присоединенные к основной оси с удерживающим роликом на одном конце, при этом исполнительные механизмы функционально соединены со вспомогательной рамой.
2. Устройство по п.1, включающее в себя управляющее устройство, функционально соединенное с роликовым листогибочным устройством и с исполнительными механизмами для согласованного управления работой роликового листогибочного устройства и исполнительных механизмов, для обеспечения повторяющейся последовательности разных изгибов, придаваемых непрерывной балке с равными интервалами.
3. Устройство по п.2, в котором управляющее устройство запрограммировано с возможностью обеспечения повторяющегося перемещения исполнительных механизмов для создания повторяющейся конфигурации, в которой первый продольный профиль является линейным, а второй продольный профиль является нелинейным.
4. Устройство по п.2, в котором управляющее устройство запрограммировано с возможностью обеспечения повторяющегося перемещения исполнительных механизмов для создания повторяющейся конфигурации, в которой первый продольный профиль определяет первый радиус, а второй продольный профиль определяет второй радиус, отличный от первого радиуса.
5. Устройство по п.1, в котором подвижная часть выполнена с возможностью поворота вокруг оси поворота, которая находится на оси вращения основного изгибающего ролика.
6. Устройство по п.1, в котором подвижная часть включает в себя удерживающий ролик, контактирующий по касательной с непрерывной балкой и поджимающий непрерывную балку к основному изгибающему ролику, при этом подвижная часть опирается с возможностью перемещения вдоль дугообразной траектории, которая определяет положение оси, находящейся с той же стороны непрерывной балки, что и ось первого изгибающего ролика.
7. Устройство по п.1, в котором основной изгибающий ролик выполнен с возможностью вращения на первой оси, а подвижная часть смонтирована с возможностью регулирования углового положения на станции образования изгибов вокруг оси основного изгибающего ролика.
8. Устройство по п.1, в котором исполнительные механизмы предназначены для обеспечения придания повторяющейся конфигурации непрерывной балке, которая включает в себя первый и второй продольные профили, и включающее в себя режущее устройство, сконструированное и выполненное с возможностью разделения непрерывной балки на отдельные части бамперной балки, при этом первые и вторые разные продольные профили находятся в заданных симметричных местах вдоль длины отдельных частей бамперной балки.
9. Устройство по п.8, включающее в себя управляющее устройство, функционально соединенное с роликовым листогибочным устройством, исполнительными механизмами и режущим устройством; при этом управляющее устройство запрограммировано с возможностью автоматического изменения положения подвижной части для осуществляемого с обеспечением повторяемости избирательного изменения изгиба, придаваемого непрерывной балке в то время, когда установка для роликового профилирования осуществляет прокатку непрерывной балки, при этом управляющее устройство дополнительно запрограммировано с возможностью избирательного приведения в действие режущего устройства для разрезания непрерывной балки на части балки так, чтобы каждая последующая часть балки была симметричной относительно перпендикулярной плоскости, разделяющей часть балки пополам в ее точке, средней в продольном направлении.
10. Устройство по п.1, включающее в себя программируемый контроллер, функционально соединенный с исполнительным механизмом станции образования изгибов и запрограммированный для обеспечения выполнения станцией образования изгибов повторяющегося изменения продольного профиля непрерывной балки.
11. Устройство по п.1, в котором роликовое листогибочное устройство выполнено с конфигурацией, обеспечивающей возможность изготовления непрерывной балки при значениях скоростей линии, составляющих, по меньшей мере, 900 футов в час, при пределе прочности листа на растяжение, составляющем, по меньшей мере, 80 тысяч фунтов на кв. дюйм.
12. Устройство по п.1, включающее в себя поперечную опору, расположенную рядом с удерживающим роликом, при этом поперечная опора расположена по ходу перед удерживающим роликом и с той же стороны, что и удерживающий ролик.
13. Устройство для роликового профилирования, содержащее
роликовое листогибочное устройство, выполненное с возможностью роликового профилирования листа материала в непрерывную балку, имеющую уровень продольной линии, при этом непрерывная балка имеет первую поверхность и противоположную вторую поверхность, и
станцию образования изгибов, расположенную на одной линии с уровнем линии и выполненную с возможностью придания продольного профиля непрерывной балке, включающую в себя основной изгибающий ролик, контактирующий по касательной с непрерывной балкой вдоль уровня линии, и подвижную часть, предназначенную для плотного удерживания непрерывной балки у основного изгибающего ролика на расстоянии, обеспечивающем частичный охват расположенной дальше по ходу стороны основного изгибающего ролика для образования изгиба, и дополнительно включающую в себя исполнительные механизмы для регулируемого перемещения подвижной части, по меньшей мере, частично вокруг расположенной дальше по ходу стороны основного изгибающего ролика и относительно оси основного изгибающего ролика между, по меньшей мере, первым и вторым положениями для придания, по меньшей мере, соответственно первого и второго различных продольных профилей непрерывной балке, причем подвижная часть включает в себя удерживающий ролик, поджимающий непрерывную балку к основному изгибающему ролику, при этом каждый удерживающий ролик и каждый основной изгибающий ролик смонтированы на первой и второй осях, первый и второй двигатели для независимого приведения в движение соответственно первой и второй осей, управляющее устройство, функционально соединенное с роликовым листогибочным устройством, исполнительными механизмами и первым и вторым двигателями для согласованного управления ими, включая управление первым и вторым двигателями с обеспечением бесступенчатого регулирования на разных скоростях на основе выбранного одного из первого и второго продольных профилей, образуемых посредством станции образования изгибов.
14. Устройство по п.13, в котором управляющее устройство запрограммировано с возможностью повторяющегося перемещения исполнительных механизмов для создания повторяющейся конфигурации, в которой первый продольный профиль является линейным, а второй продольный профиль является нелинейным.
15. Устройство по п.13, в котором управляющее устройство запрограммировано с возможностью повторяющегося перемещения исполнительных механизмов для создания повторяющейся конфигурации, в которой первый продольный профиль определяет первый радиус, а второй продольный профиль определяет второй радиус, отличный от первого радиуса.
16. Устройство по п.13, в котором исполнительные механизмы обеспечивают придание повторяющейся конфигурации непрерывной балке, которая включает в себя первый и второй продольные профили, и включающее в себя режущее устройство, созданное и выполненное с возможностью разделения непрерывной балки на отдельные части бамперной балки, при этом первые и вторые разные продольные профили находятся в заданных симметричных местах вдоль длины отдельных частей бамперной балки.
17. Устройство по п.16, в котором управляющее устройство дополнительно запрограммировано с возможностью избирательного приведения в действие режущего устройства для разрезания непрерывной балки на части балки так, чтобы каждая последующая часть балки была симметричной относительно перпендикулярной плоскости, разделяющей часть балки пополам в ее точке, средней в продольном направлении.
18. Устройство по п.13, в котором роликовое листогибочное устройство выполнено с конфигурацией, обеспечивающей возможность изготовления непрерывной балки при значениях скоростей линии, составляющих, по меньшей мере, 900 футов в час, при этом ролики выполнены с конфигурацией, обеспечивающей возможность профилирования листа, имеющего предел прочности на растяжение, составляющий, по меньшей мере, 80 тысяч фунтов на кв. дюйм.
19. Устройство для роликового профилирования, содержащее
роликовое листогибочное устройство, выполненное с возможностью роликового профилирования листа материала в непрерывную балку, имеющую уровень линии, при этом непрерывная балка имеет первую поверхность и противоположную вторую поверхность, и
станцию образования изгибов, расположенную на одной линии с роликовым листогибочным устройством и по ходу за роликовым листогибочным устройством и выполненную с возможностью придания продольного профиля непрерывной балке, включающую в себя первый ролик и второй ролик, противоположный первому ролику, который противодействует первому ролику для сжатия непрерывной балки между ними, механизм для управляемого регулирования положения второго ролика, при этом первый ролик расположен с возможностью контактирования по касательной с первой поверхностью непрерывной балки и удержания в относительно неподвижном положении при роликовом профилировании непрерывной балки, причем второй ролик также расположен с возможностью контактирования по касательной со второй поверхностью непрерывной балки, при этом первый ролик предназначен для определения положения первой оси вращения, и второй ролик выполнен с возможностью его перемещения посредством механизма вдоль дугообразной траектории вокруг оси регулирования, которая находится с той же стороны непрерывной балки, что и первая ось, и которая расположена у первой оси или по ходу перед первой осью, так что при регулировке второй ролик имеет возможность перемещения по направлению к положению, которое находится дальше по ходу относительно первого ролика, причем первый и второй ролики смонтированы соответственно на первой и второй осях, первый и второй двигатели, соединенные соответственно с первой и второй осями, при этом упомянутый механизм включает в себя исполнительные механизмы, управляющее устройство, функционально соединенное с роликовым листогибочным устройством, исполнительными механизмами и первым и вторым двигателями для согласованного управления ими, включая управление первым и вторым двигателями с обеспечением бесступенчатого регулирования на разных скоростях на основе выбранного одного из первого и второго продольных профилей, образуемых посредством станции образования изгибов.
20. Устройство по п.19, включающее в себя управляющее устройство, соединенное с механизмом и управляющее механизмом для обеспечения образования продольного профиля с повторяющейся конфигурацией из участков с разной кривизной в продольном направлении.
21. Устройство по п.19, в котором ось регулировки совмещена в аксиальном направлении с первой осью.
22. Устройство для роликового профилирования, содержащее устройство для образования изгибов, включающее в себя, по меньшей мере, первую и вторую оси для обеспечения опоры для роликов, которые выполнены с возможностью образования изгиба на непрерывной балке,
подвижную часть, смонтированную в рабочем положении на неподвижной оси из осей, при этом подвижная часть служит опорой, по меньшей мере, определенному одному из первого и второго роликов для придания изгиба непрерывной балке, и
автоматизированное регулировочное устройство, включающее в себя исполнительные механизмы для регулирования углового положения подвижной части вдоль дуги с обеспечением повторяемости для создания повторяющейся конфигурации из продольных профилей на непрерывной балке, при этом устройство включает в себя, по меньшей мере, первый и второй двигатели, соединенные соответственно с первой и второй осями, и управляющее устройство, предназначенное для управления первым и вторым двигателями и исполнительными механизмами, включая управление первым и вторым двигателями с обеспечением бесступенчатого регулирования на разных скоростях на основе выбранного одного из продольных профилей, образуемых посредством устройства для образования изгибов, при этом устройство обеспечивает автоматическое перемещение определенного одного ролика по направлению к разным, находящимся дальше по ходу положениям относительно другого ролика для изменения изгиба, придаваемого непрерывной балке.
23. Устройство для роликового профилирования, содержащее устройство для образования изгибов, включающее в себя оси для обеспечения опоры для роликов, которые выполнены с возможностью образования изгиба на непрерывной балке,
подвижную часть, смонтированную в рабочем положении на неподвижной оси из осей, при этом подвижная часть служит опорой, по меньшей мере, определенному одному из роликов для придания изгиба непрерывной балке, и
автоматизированное регулировочное устройство, предназначенное для регулирования углового положения подвижной части вдоль дуги с обеспечением повторяемости для создания повторяющейся конфигурации из продольных профилей на непрерывной балке, включая автоматическое перемещение определенного одного ролика по направлению к разным, находящимся дальше по ходу положениям относительно другого ролика для изменения изгиба, придаваемого непрерывной балке,
причем подвижная часть включает в себя П-образную вспомогательную раму, смонтированную в рабочем положении на неподвижной оси из осей и служащую опорой подвижной оси из осей, и включает в себя, по меньшей мере, один исполнительный механизм, соединенный с вспомогательной рамой для приведения в движение подвижной оси между выбранными положениями вокруг неподвижной одной оси.
24. Устройство для роликового профилирования, содержащее
устройство для образования изгибов, имеющее основной изгибающий ролик, контактирующий по касательной с непрерывной балкой, противоположный удерживающий ролик, который выполнен с возможностью установки в разные положения по ходу за основным изгибающим роликом и который удерживает непрерывную балку у основного изгибающего ролика для обеспечения придания заданного изгиба непрерывной балке, и, по меньшей мере, один стабилизирующий ролик, контактирующий по касательной с непрерывной балкой по ходу перед основным изгибающим роликом,
первый, второй и третий приводные двигатели, обеспечивающие приведение в движение соответственно основного изгибающего ролика, удерживающего ролика и стабилизирующего ролика, и
управляющее устройство, независимо управляющее скоростью перемещения каждого из первого, второго и третьего роликов при разных скоростях для регулирования и управления нагрузкой, действующей на непрерывную балку, когда она находится на станции образования изгибов, для образования более однородного изогнутого профиля непрерывной балки.
25. Устройство по п.24, в котором, по меньшей мере, один из первого, второго и третьего роликов приводится в движение с частотой вращения, отличной от частоты вращения остальных двух из первого, второго и третьего роликов.
26. Устройство по п.24, включающее в себя роликовое листогибочное устройство, выполненное с возможностью роликового профилирования листа материала в непрерывную балку, имеющую уровень линии.
27. Устройство по п.24, в котором управляющее устройство запрограммировано с возможностью изменения положения противоположного удерживающего ролика на, по меньшей мере, два из разных положений.
28. Устройство по п.27, в котором управляющее устройство запрограммировано с возможностью регулирования скорости, по меньшей мере, одного из первого, второго и третьего роликов для получения разных заданных изгибов на непрерывной балке.
29. Устройство по п.24, включающее в себя отрезное устройство, соединенное с управляющим устройством для разрезания непрерывной балки на части заданной длины, при этом управляющее устройство запрограммировано с возможностью приведения в действие отрезного устройства для обеспечения его входа в контакт с непрерывной балкой и разрезания непрерывной балки в заданных местах.
30. Устройство по п.24, в котором основной изгибающий ролик и удерживающий ролик выполнены с конфигурацией, обеспечивающей возможность их контактирования с противоположными поверхностями непрерывной балки, при этом непрерывная балка имеет открытое нетрубчатое поперечное сечение.
31. Устройство по п.24, в котором основной изгибающий ролик и удерживающий ролик выполнены с конфигурацией, обеспечивающей возможность их контактирования с противоположными поверхностями непрерывной балки, и предназначено для профилирования непрерывной балки трубчатого поперечного сечения.
32. Устройство для роликового профилирования, содержащее
роликогибочный стан,
устройство для образования изгибов, расположенное на одной линии с роликогибочным станом и соединенное с его концом, расположенным дальше по ходу, при этом устройство для образования изгибов имеет основной изгибающий ролик, контактирующий по касательной с непрерывной балкой, противоположный удерживающий ролик, который выполнен с возможностью установки в разные положения по ходу за основным изгибающим роликом и который удерживает непрерывную балку у основного изгибающего ролика для обеспечения придания заданного изгиба непрерывной балке, и, по меньшей мере, один стабилизирующий ролик, контактирующий по касательной с непрерывной балкой по ходу перед основным изгибающим роликом,
первый, второй и третий приводные двигатели, предназначенные для обеспечения приведения в движение соответственно основного изгибающего ролика, удерживающего ролика и стабилизирующего ролика, и управляющее устройство, функционально соединенное с роликогибочным станом и соединенное с приводными двигателями для независимого управления скоростью перемещения каждого из первого, второго и третьего роликов при разных скоростях для регулирования и управления нагрузкой, действующей на непрерывную балку, когда она находится в устройстве для образования изгибов, для образования более однородного изогнутого профиля непрерывной балки.
33. Устройство по п.32, в котором роликогибочный стан образует непрерывную балку с открытым поперечным сечением.
34. Устройство по п.32, в котором роликогибочный стан предназначен для образования непрерывной балки с трубчатым поперечным сечением.
35. Устройство по п.32, включающее в себя отрезное устройство, расположенное на одной линии с устройством для образования изгибов и по ходу за устройством для образования изгибов и соединенное с управляющим устройством для разрезания непрерывной балки на части заданной длины, при этом управляющее устройство запрограммировано с возможностью приведения в действие отрезного устройства для обеспечения его входа в контакт с непрерывной балкой и разрезания непрерывной балки в заданных местах.
36. Устройство для роликового профилирования, содержащее
устройство для образования изгибов, включающее в себя ролики и оси, предназначенные для обеспечения опоры для роликов, при этом ролики выполнены с возможностью избирательного образования изгиба, расположены на непрерывной балке и включают в себя основной изгибающий ролик, удерживающий ролик и, по меньшей мере, один стабилизирующий ролик, при этом неподвижная ось из осей служит опорой основному изгибающему ролику,
подвижную часть, смонтированную в рабочем положении на неподвижной оси, служащую опорой, по меньшей мере, удерживающему ролику для обеспечения регулируемого перемещения для придания изменяющегося изгиба непрерывной балке,
автоматизированное регулировочное устройство, предназначенное для регулирования углового положения подвижной части вдоль дуги с обеспечением повторяемости для создания повторяющейся конфигурации из продольных профилей на непрерывной балке, включая автоматическое перемещение удерживающего ролика по направлению к разным, находящимся дальше по ходу положениям относительно основного изгибающего ролика для изменения изгиба, придаваемого непрерывной балке, включающее в себя двигатели для независимого приведения в движение каждой из осей для основного изгибающего ролика, удерживающего ролика и, по меньшей мере, одного стабилизирующего ролика и управляющее устройство, функционально соединенное с каждым из двигателей для независимого управления ими для регулирования и управления нагрузкой, действующей на непрерывную балку, когда она находится в устройстве для образования изгибов, для образования более однородного изогнутого профиля непрерывной балки.
37. Устройство по п.36, в котором роликогибочный стан предназначен для образования непрерывной балки с открытым поперечным сечением.
38. Устройство по п.36, в котором роликогибочный стан образует непрерывную балку с трубчатым поперечным сечением.
39. Устройство по п.36, включающее в себя отрезное устройство, расположенное на одной линии с устройством для образования изгибов и по ходу за устройством для образования изгибов и соединенное с управляющим устройством для разрезания непрерывной балки на части заданной длины, при этом управляющее устройство запрограммировано с возможностью приведения в действие отрезного устройства для обеспечения его входа в контакт с непрерывной балкой и разрезания непрерывной балки в заданных местах.
40. Способ роликового профилирования, включающий использование листа высокопрочного материала, имеющего предел прочности на растяжение, составляющий, по меньшей мере, 80 тысяч фунтов на кв. дюйм и роликового листогибочного устройства, профилирующего лист при скоростях, составляющих, по меньшей мере, приблизительно 900 футов в час, которое включает в себя регулируемую станцию образования изгибов, исполнительный механизм и управляющее устройство, функционально соединенное с ними для автоматического быстрого регулирования станции образования изгибов для образования разных радиусов изгиба, и
осуществление роликового профилирования листа для образования непрерывной балки, имеющей непрерывное поперечное сечение, и одновременно с окончанием и близко к окончанию роликового профилирования последовательно и повторяемо придают разные изгибы при одновременном выполнении роликового профилирования при скорости линии, составляющей, по меньшей мере, приблизительно 900 футов в час.
41. Способ по п.40, при котором разрезают непрерывную балку на части балки, пригодные по длине и профилю для использования их в качестве бамперных усилительных балок.
42. Способ по п.40, при котором программируют управляющее устройство для образования разных изгибов в выбранных местах вдоль непрерывной балки.
43. Способ по п.42, при котором используют отрезное устройство и приводят его в действие, исходя из местоположения разных изгибов для образования частей балки с заданными изгибами в концевых местах на частях балки.
44. Способ по п.43, при котором программируют управляющее устройство для управления отрезным устройством одновременно с управлением станцией образования изгибов и роликовым листогибочным устройством.
45. Способ по п.40, при котором программируют управляющее устройство для управления роликовым листогибочным устройством одновременно с управлением станцией образования изгибов.
46. Способ роликового профилирования, включающий использование листа, изготовленного из стали и имеющего прочность, пригодную для использования его в качестве бамперной усилительной балки на транспортном средстве,
роликового листогибочного устройства, способного профилировать лист в непрерывную балку, имеющую поперечное сечение и прочность, пригодные для использования ее в качестве бамперной усилительной балки на транспортном средстве, включающее в себя регулируемую станцию образования изгибов, исполнительный механизм и управляющее устройство, функционально соединенное со станцией образования изгибов для автоматического быстрого регулирования станции образования изгибов с целью образования разных радиусов изгиба; и
осуществление роликового профилирования листа для образования непрерывной балки, имеющей непрерывное поперечное сечение, и одновременно с окончанием и близко к окончанию роликового профилирования последовательно и повторяемо используют станции образования изгибов для придания разных изгибов при одновременной непрерывной работе роликового листогибочного устройства.
47. Способ по п.46, при котором используют материал, имеющий предел прочности на растяжение, составляющий, по меньшей мере, 80 тысяч фунтов на кв. дюйм.
48. Способ по п.46, при котором используют станцию образования изгибов, включающую в себя основной изгибающий ролик и П-образную раму, служащую опорой удерживающему ролику, предназначенному для удерживания непрерывной балки у основного изгибающего ролика, при этом исполнительный механизм присоединен в рабочем положении к П-образной раме, при этом при использовании станции образования изгибов приводят в действие исполнительный механизм для обеспечения возвратно-поступательного перемещения П-образной рамы и, в свою очередь, возвратно-поступательного перемещения удерживающего ролика для придания различных выбранных изгибов непрерывной балке.
49. Способ по п.48, при котором П-образную раму монтируют на оси основного изгибающего ролика с возможностью поворота и поворачивают П-образную раму вокруг оси основного изгибающего ролика для придания различных выбранных изгибов.
50. Способ по п.48, при котором используют двигатели, обеспечивающие независимое приведение в движение каждого из основного изгибающего ролика и удерживающего ролика.
51. Способ по п.48, при котором используют поперечину, расположенную по ходу перед удерживающим роликом, и обеспечивают опору для непрерывной балки перед удерживающим роликом для уменьшения неконтролируемого изгиба непрерывной балки перед основным изгибающим роликом.
| Способ определения состояния популяции насекомых и направления изменения их численности | 1990 |
|
SU1807847A3 |
| Линия для подгибки кромок листов с двух сторон | 1989 |
|
SU1748902A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| US 3076491 A, 05.02.1963. | |||

