Область техники, к которой относится изобретение
[0001] Усовершенствования, в целом, относятся к способу и устройству для добавления измельченного твердого материала к жидкости и, в частности, могут применяться в способе и устройстве для добавления измельченного флюса в алюминий в плавильно-раздаточных печах.
Уровень техники
[0002] Роторные инжекторы использовались для обработки расплавленного алюминия, например, как раскрывается в патенте США. 6,589,313. В этих применениях, роторный инжектор, известный как роторный инжектор флюса, использовали для введения солей в расплавленный алюминий, находящийся в печи большого объема.
[0003] На фиг. 1 показан пример известного роторного инжектора флюса с вращающимся валом 15, обычно изготавливаемым из термостойкого материала, например графита, и ведущим к установленному на его торце импеллеру. Внутри роторного инжектора обеспечен подающий канал, проходящий вдоль вала и ведущий к аксиальному выходу через импеллер. Флюсующую добавку, обычно в виде смеси измельченных солей, подают вдоль по подающему каналу газом-носителем. Импеллер имеет дискообразную геометрическую форму с лопатками или аналогичными приспособлениями для содействия смешиванию флюсующей добавки с расплавленным металлом в процессе, называемом сдвигообразованием.
[0004] Известные роторные инжекторы флюса были удовлетворительными до определенной степени. При этом, в силу того, что продолжительность флюсования ограничивала производительность печей, оставалось желательным улучшение эффективности сдвигообразования с целью сокращения продолжительности флюсования и повышения производительности. Кроме того, эффективность роторных инжекторов ограничивалась случавшимися закупорками подающего канала, характерными, как считалось, для более низких температур (например, ниже 705-720°C) расплавленного алюминия. Поэтому роторные инжекторы флюса не задействовались до тех пор, пока расплавленный алюминий не прогревался до определенной пороговой температуры, и этот период прогревания с точки зрения флюсования был непроизводительным.
Сущность изобретения
[0005] Было определено, что причиной систематической закупорки при низкой температуре было формирование пробки металла, в отличие от формирования пробки солей.
[0006] Было установлено, что придание выпускной части подающего канала формы усеченного конуса может устранять систематическое образование низкотемпературных закупорок, вызванных формированием пробки из металла, что позволяет раньше задействовать роторный инжектор флюса, что снижает общее время обработки и повышает производительность.
[0007] Кроме того, неожиданно оказалось, что придание выпускной части подающего канала геометрической формы усеченного конуса с острым краем выходного конца может привести к значительному повышению эффективности сдвигообразования, результатом чего является еще большее повышение производительности. Можно полагать, что это улучшение эффективности сдвигообразования может найти применение не только во флюсовании алюминия, но и в других областях, в частности в процессах добавления измельченных твердых материалов или смешивания газов с отличными от алюминия металлами, или даже с жидкостями, не являющимися расплавленными металлами.
[0008] Таким образом, в соответствии с одним аспектом изобретения обеспечивается роторный инжектор, содержащий продолговатый вал с проксимальным концом и дистальным концом, а также содержащий импеллер на дистальном конце продолговатого вала, причем продолговатый вал и импеллер выполнены с возможностью в процессе работы совместно вращаться вокруг оси вала, при этом роторный инжектор является полым и имеет внутренний подающий канал, проходящий вдоль вала и через импеллер, причем указанный подающий канал имеет вход на проксимальном конце и основную часть, проходящую от входа до выпускной части, доходящей до аксиального выходного конца, и имеющей узкий конец, соединяющийся с основной частью подающего канала, и более широкий конец у аксиального выхода.
[0009] В соответствии с другим аспектом изобретения обеспечивается способ обработки расплавленного алюминия с помощью роторного инжектора, включающий в себя следующее: введение головки роторного инжектора в расплавленный алюминий; при нахождении головки роторного инжектора в расплавленном алюминии, подачу измельченных рабочих твердых веществ вдоль по подающему каналу вдоль вала роторного инжектора и наружу из головки роторного инжектора при одновременном вращении импеллера на головке роторного инжектора; и снижение скорости движения измельченных твердых веществ в выпускной части подающего канала за счет увеличения в поперечном сечении площади поверхности подающего канала.
[0010] Многие другие отличительные особенности и комбинации вышеуказанного, касающиеся настоящих усовершенствований, станут очевидными для специалистов в данной области техники по прочтении настоящего раскрытия.
Краткое описание чертежей
[0011] На прилагаемых чертежах показано следующее:
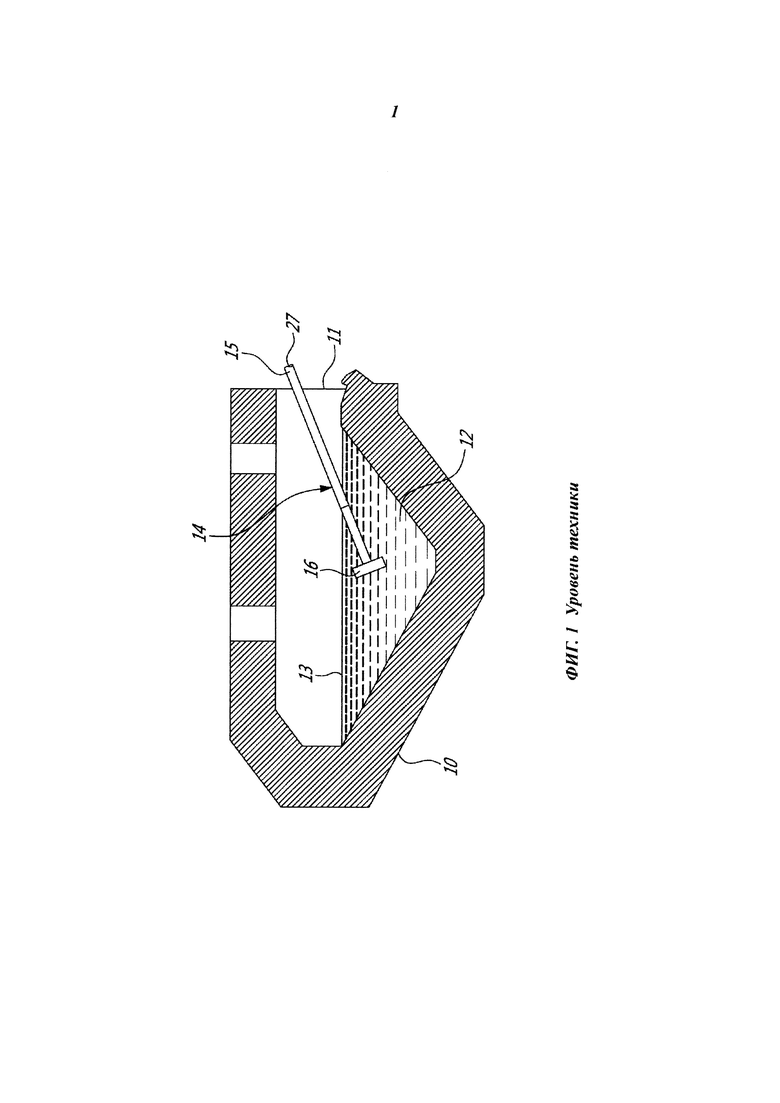
[0012] на фиг. 1 схематично показан роторный инжектор при его применении в расплавленном алюминии, находящимся в печи;
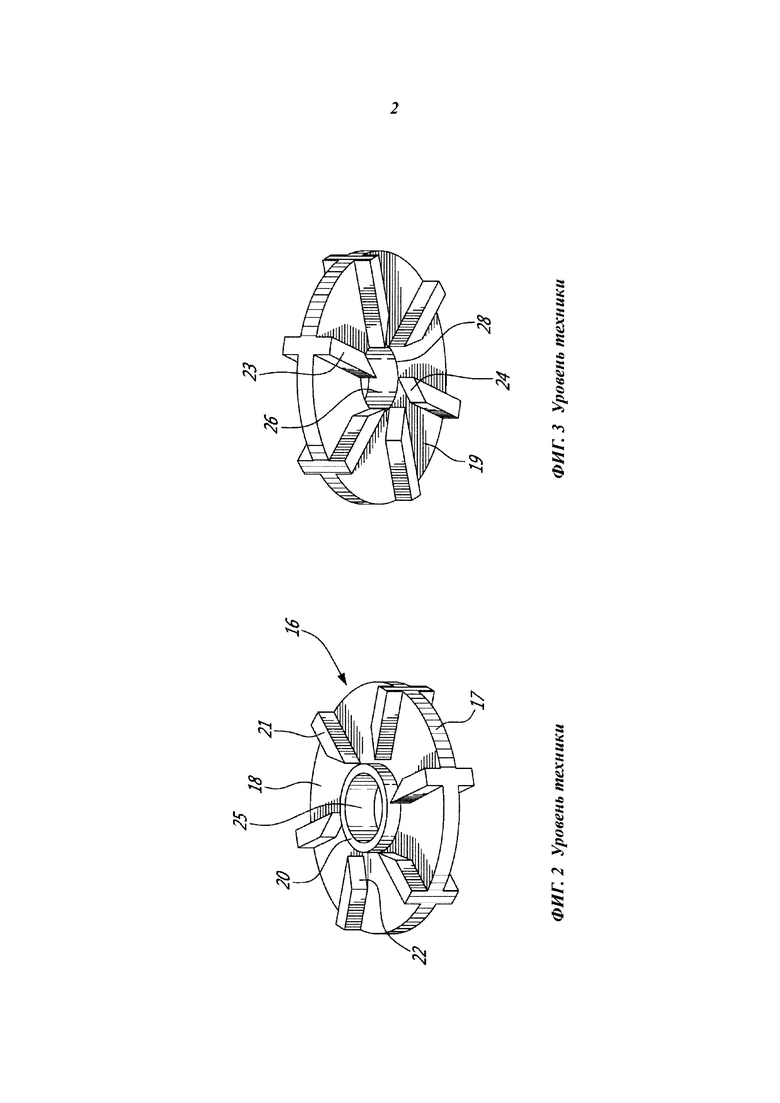
[0013] на фиг. 2 и фиг. 3 в косой проекции в двух разных видах показан приведенный в качестве примера импеллер;
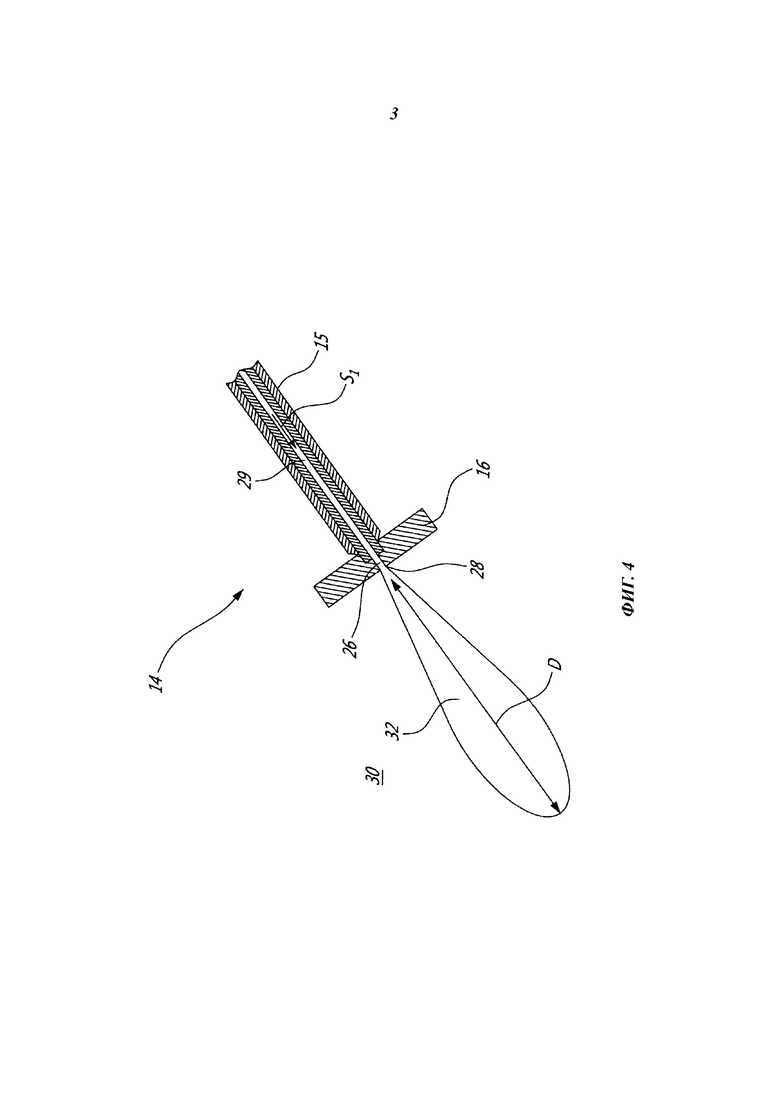
[0014] на фиг. 4 в поперечном сечении схематично показан роторный инжектор в процессе работы;
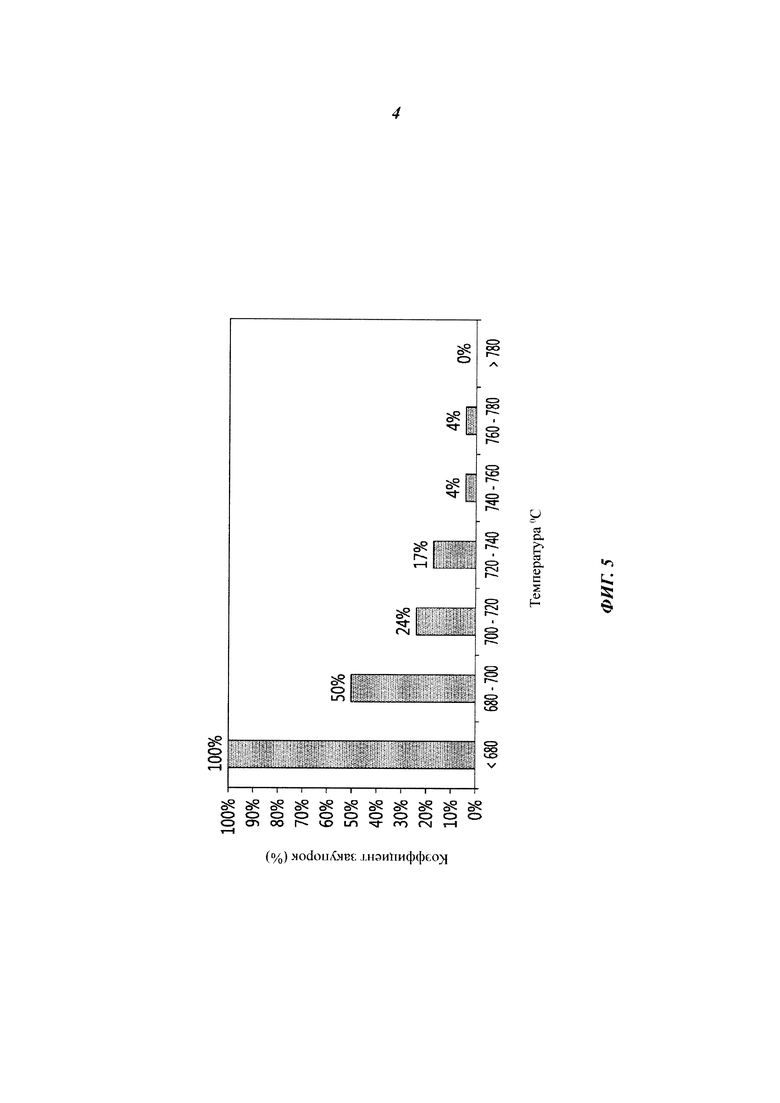
[0015] на фиг. 5 показан график зависимости коэффициента закупоривания от температуры расплавленного алюминия;
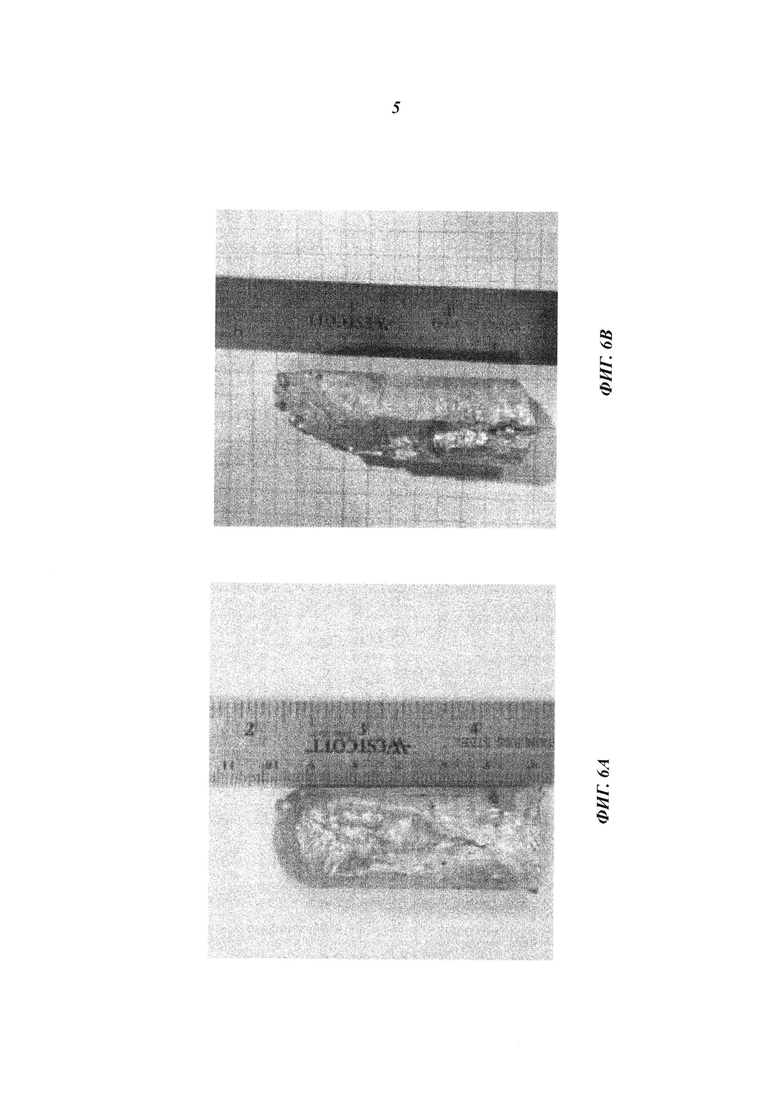
[0016] на фиг. 6А и 6В приведены фотографии пробок, образовавшихся тогда, когда роторный инжектор использовали при низких температурах;
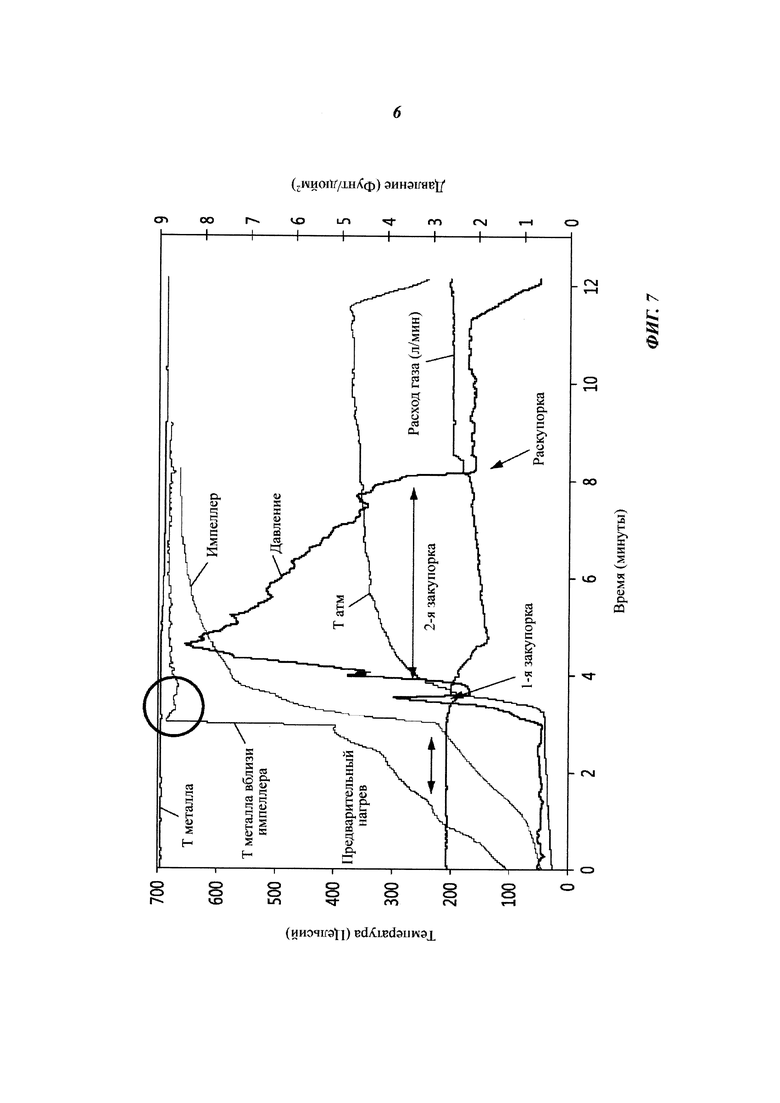
[0017] на фиг. 7 в графическом виде подробно показан график изменения температуры различных мест и компонентов в процессе работы роторного инжектора;
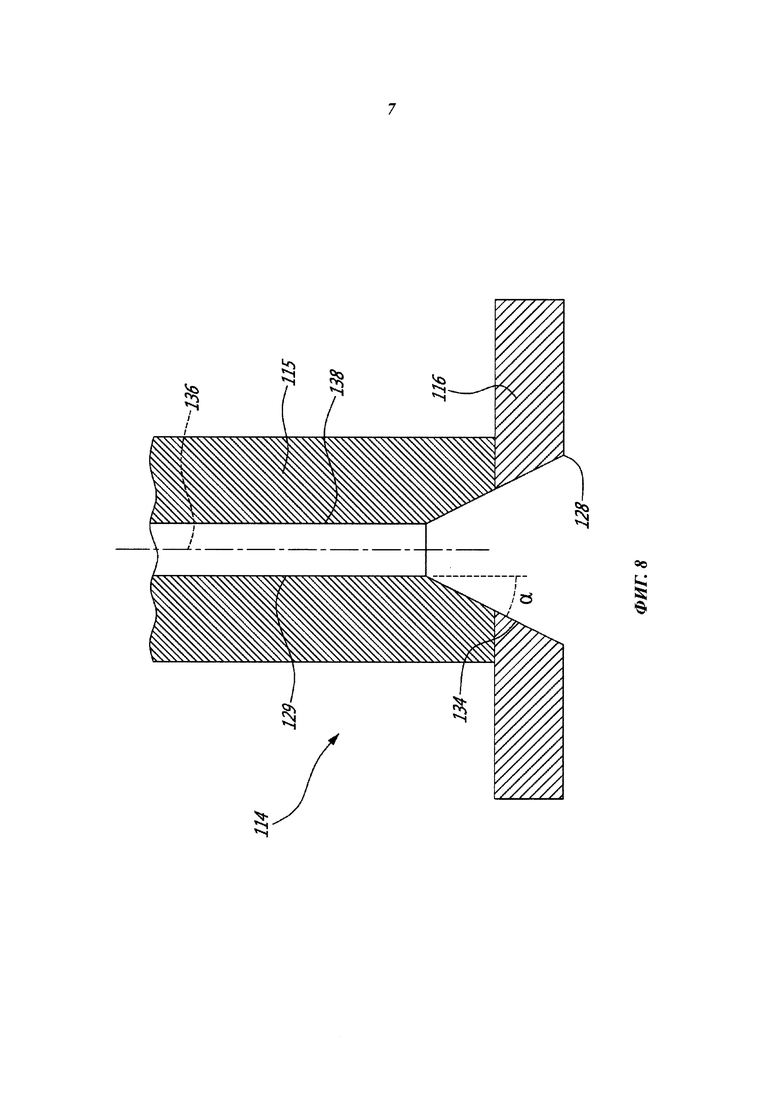
[0018] на фиг. 8 в разрезе показан роторный инжектор, имеющий расширяющуюся выпускную часть подающего канала;
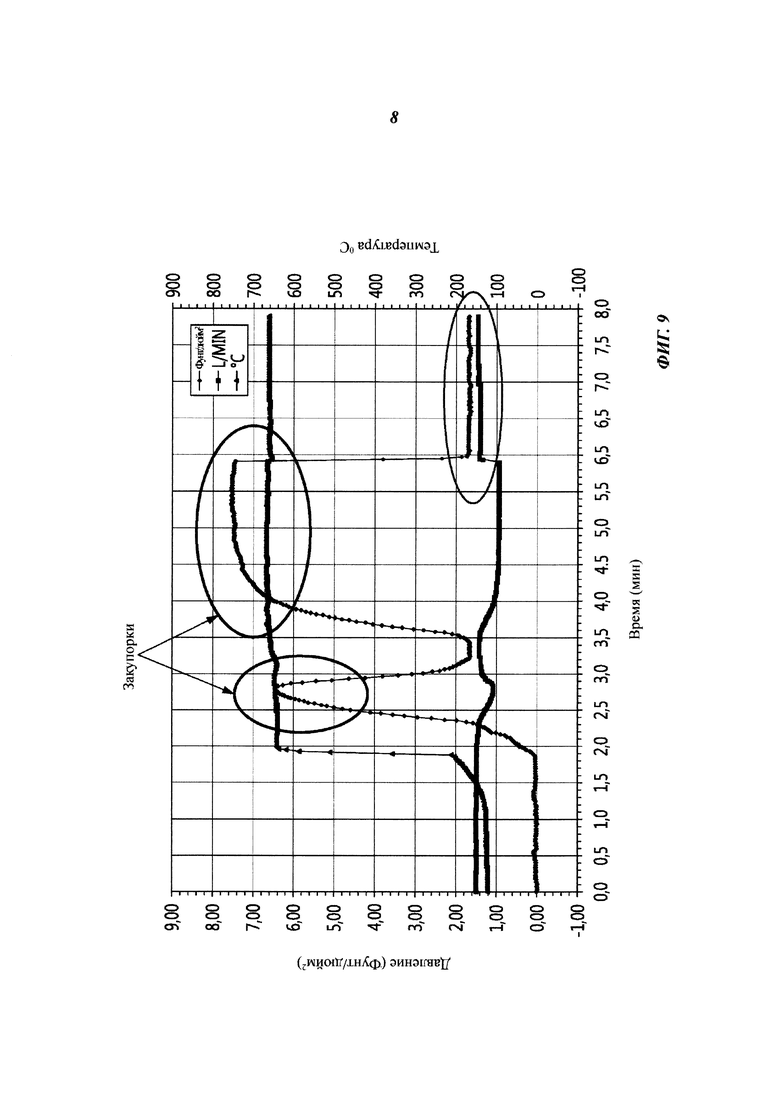
[0019] на фиг. 9 в графическом виде подробно представлено использование роторного инжектора, такого как показан на фиг. 8;
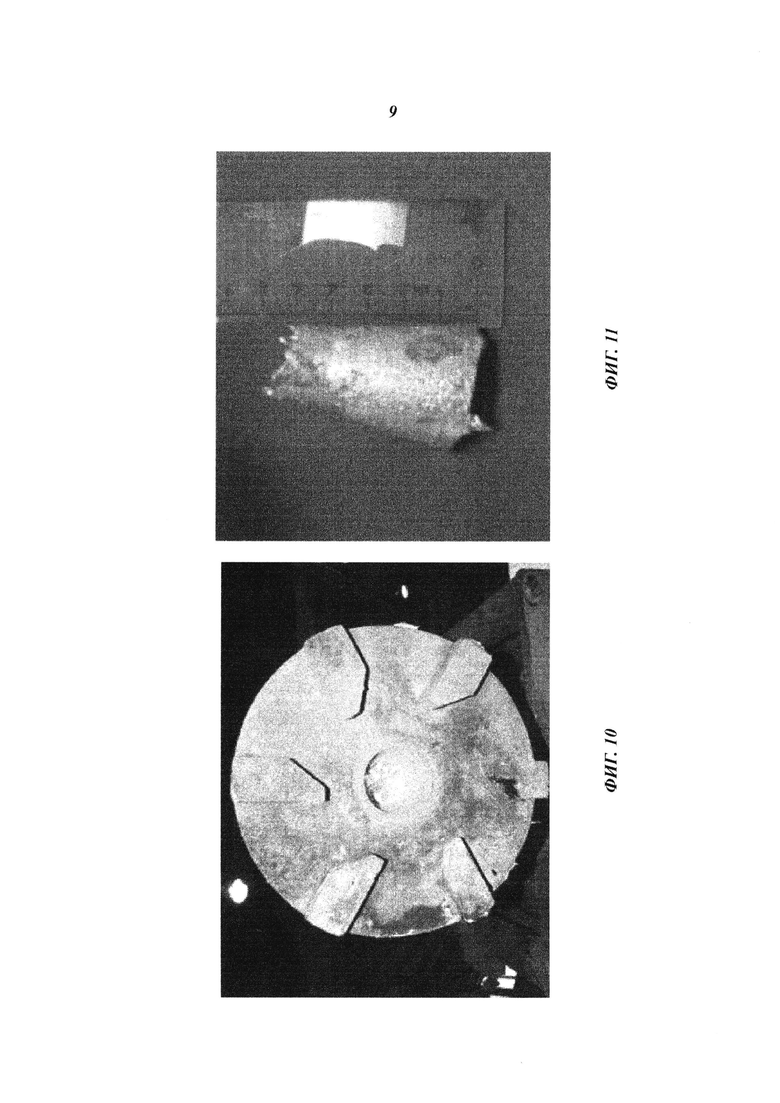
[0020] на фиг. 10 и фиг. 11 представлены фотографии конических пробок, образовавшихся при преднамеренном прекращении использования показанного на фиг. 8 роторного инжектора при обнаружении временной пробки согласно показанной на фиг. 9 информации.
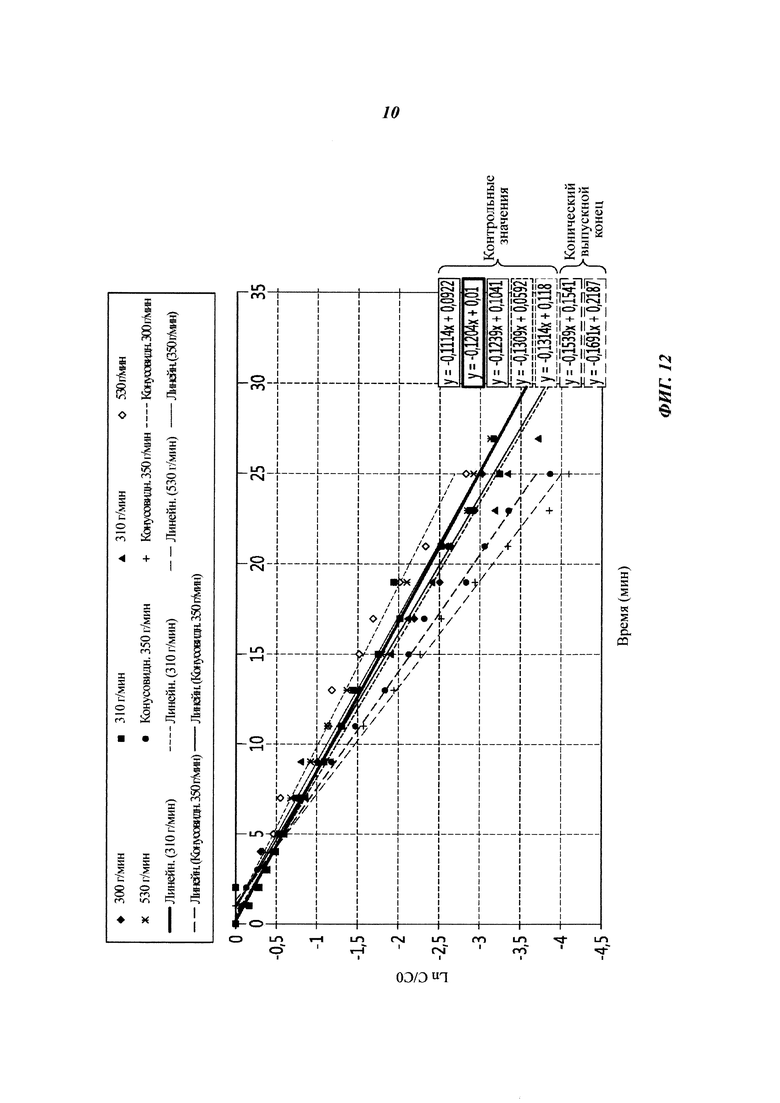
[0021] на фиг. 12 в графическом виде подробно представлены изменения эффективности сдвигообразования;
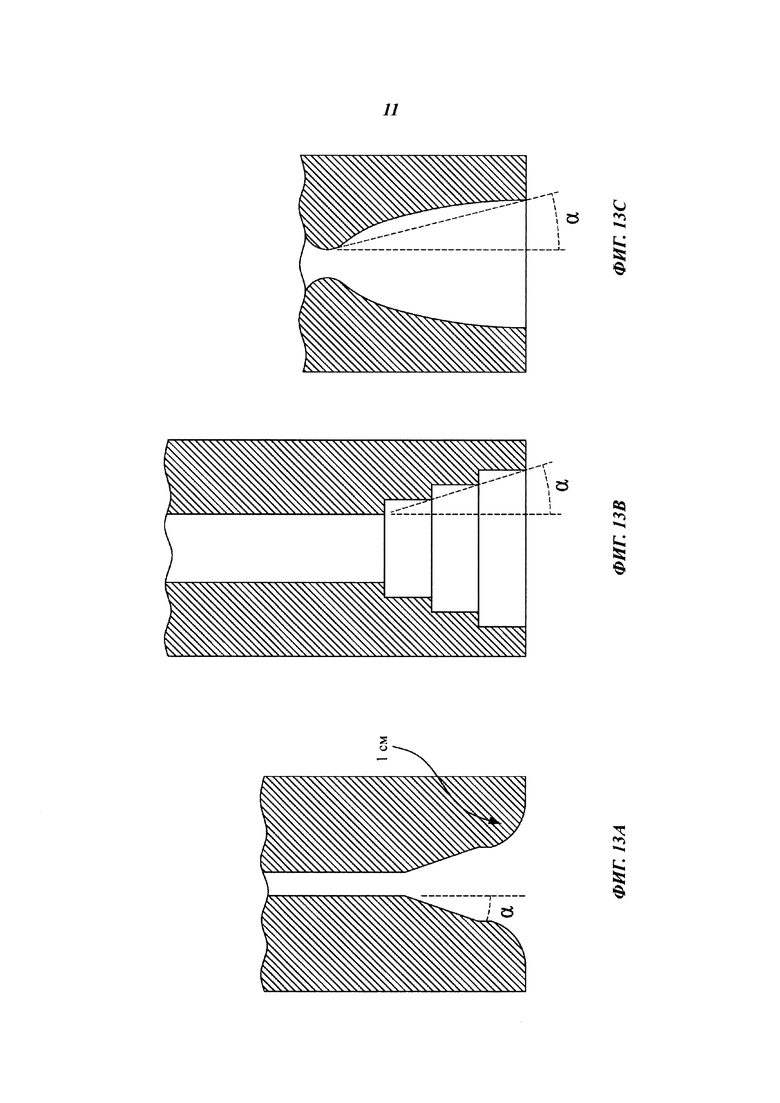
[0022] на фиг. 13А и 13С схематически на видах в разрезе представлены альтернативные осуществления расширяющихся выпускных частей подающего канала роторных инжекторов в различных геометрических формах.
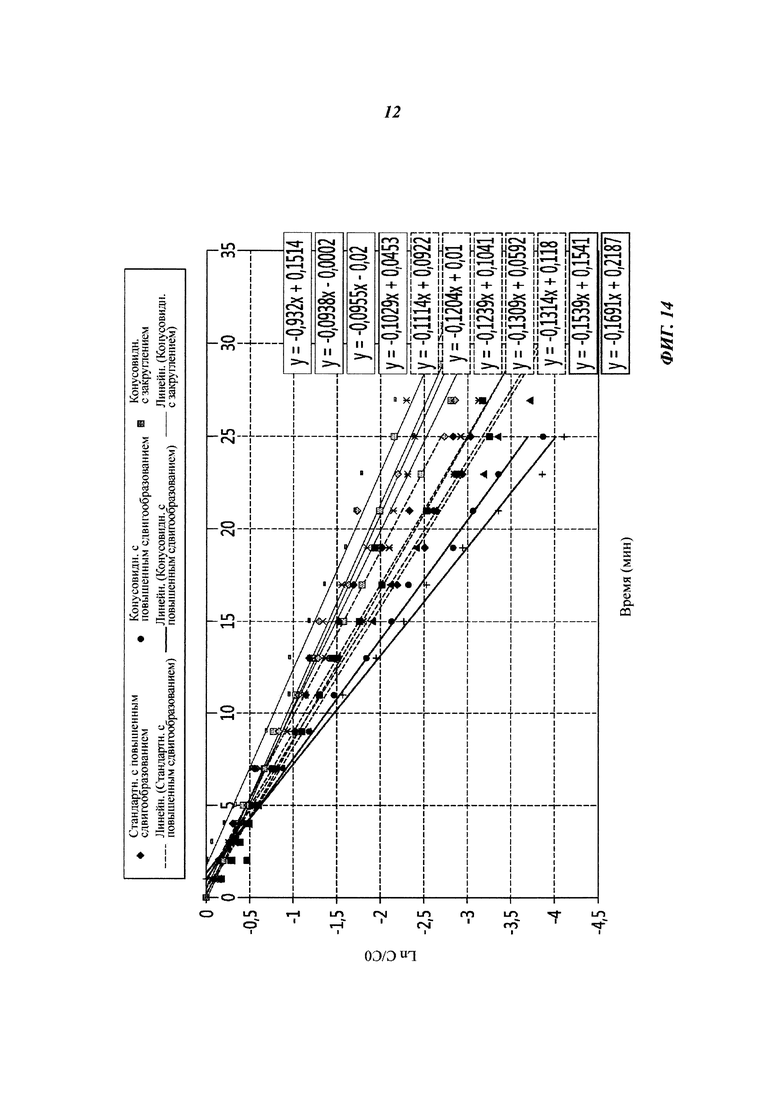
[0023] на фиг. 14 в графическом виде подробно представлены изменения эффективности сдвигообразования;
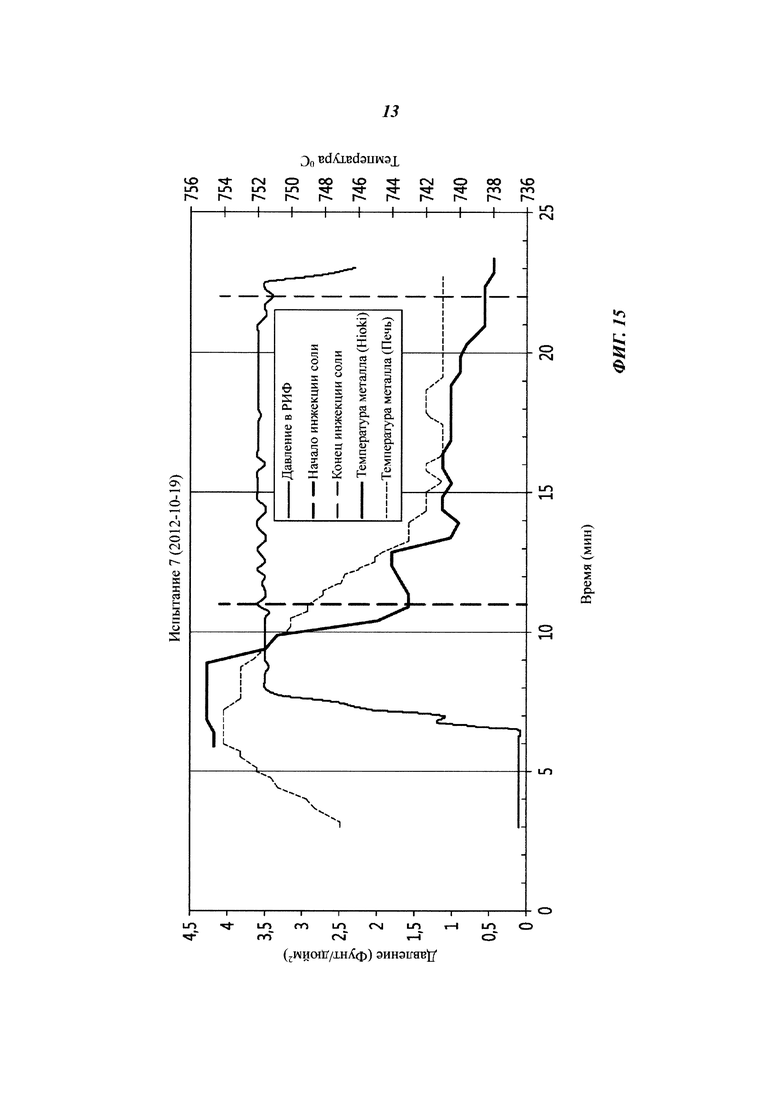
[0024] на фиг. 15 в графическом виде представлено испытание;
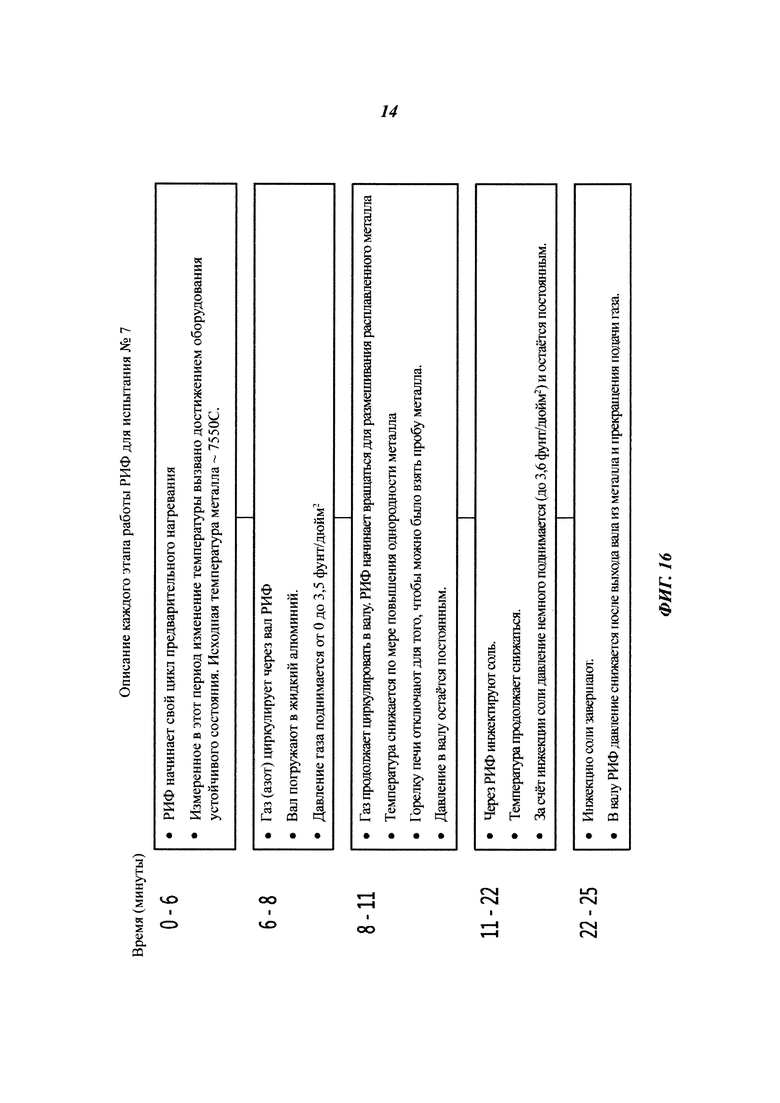
[0025] на фиг. 16 представлены этапы испытания, показанного на фиг. 15;
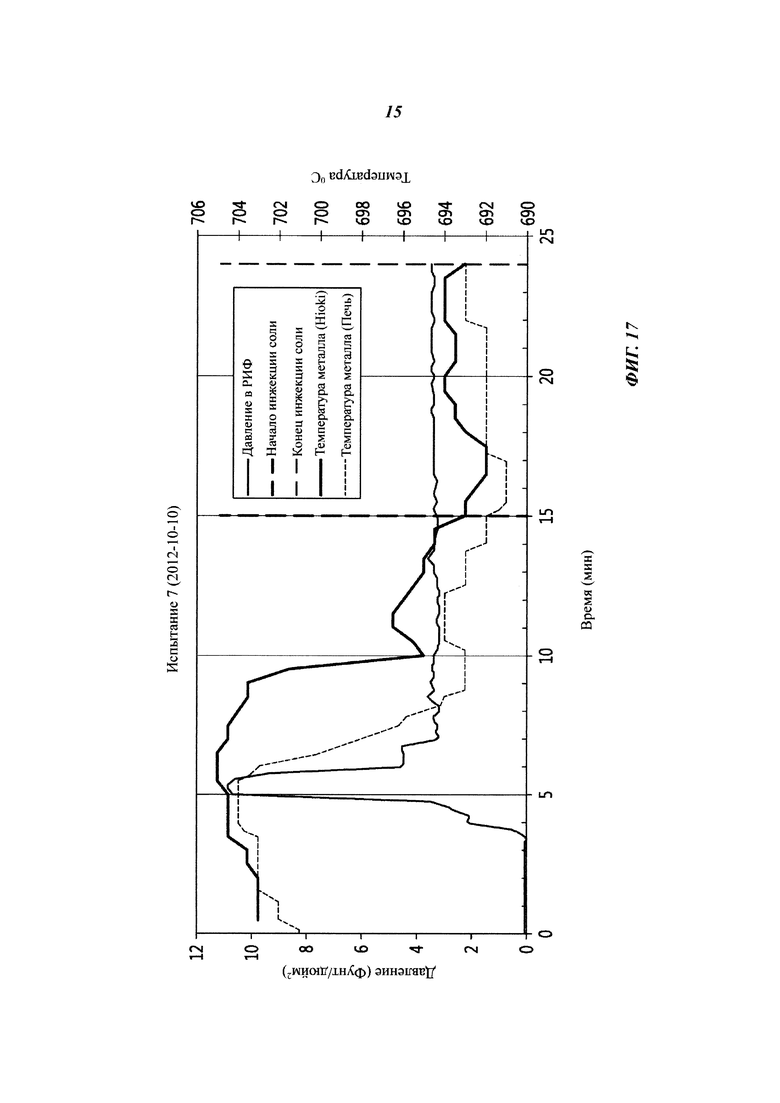
[0026] на фиг. 17 в графическом виде представлено другое испытание;
[0027] на фиг. 18 показана фотография, представляющая результаты эксперимента;
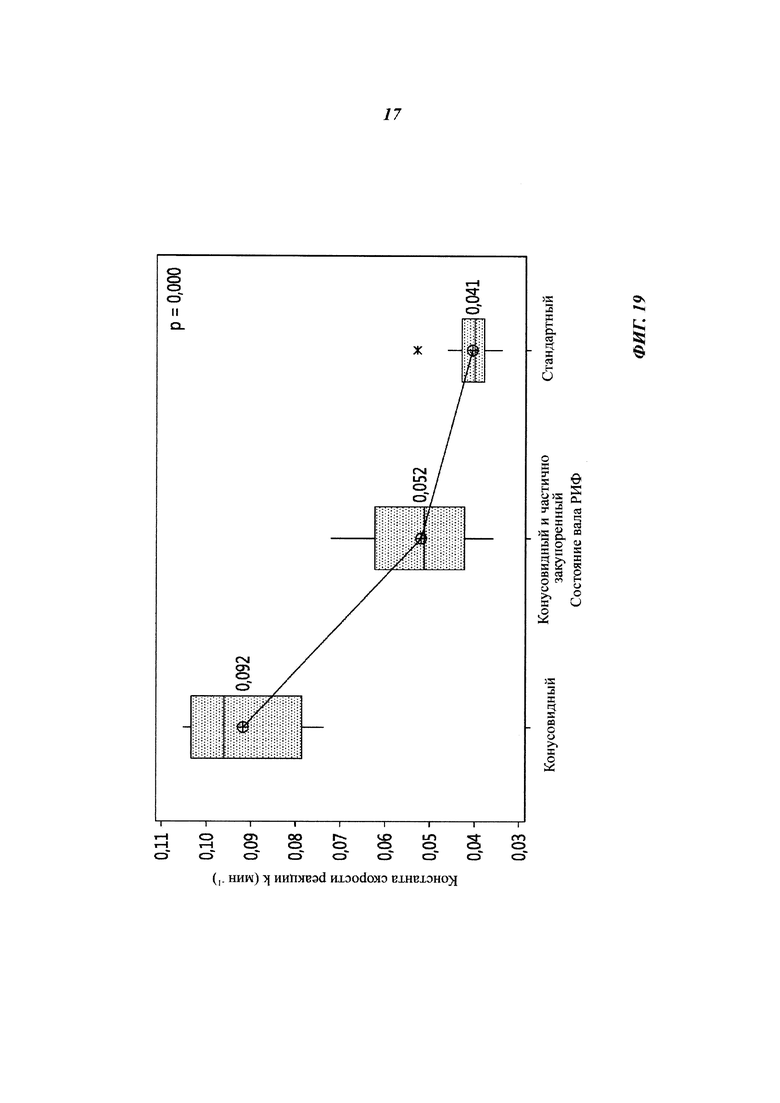
[0028] на фиг. 19 показан график, представляющий результаты эксперимента;
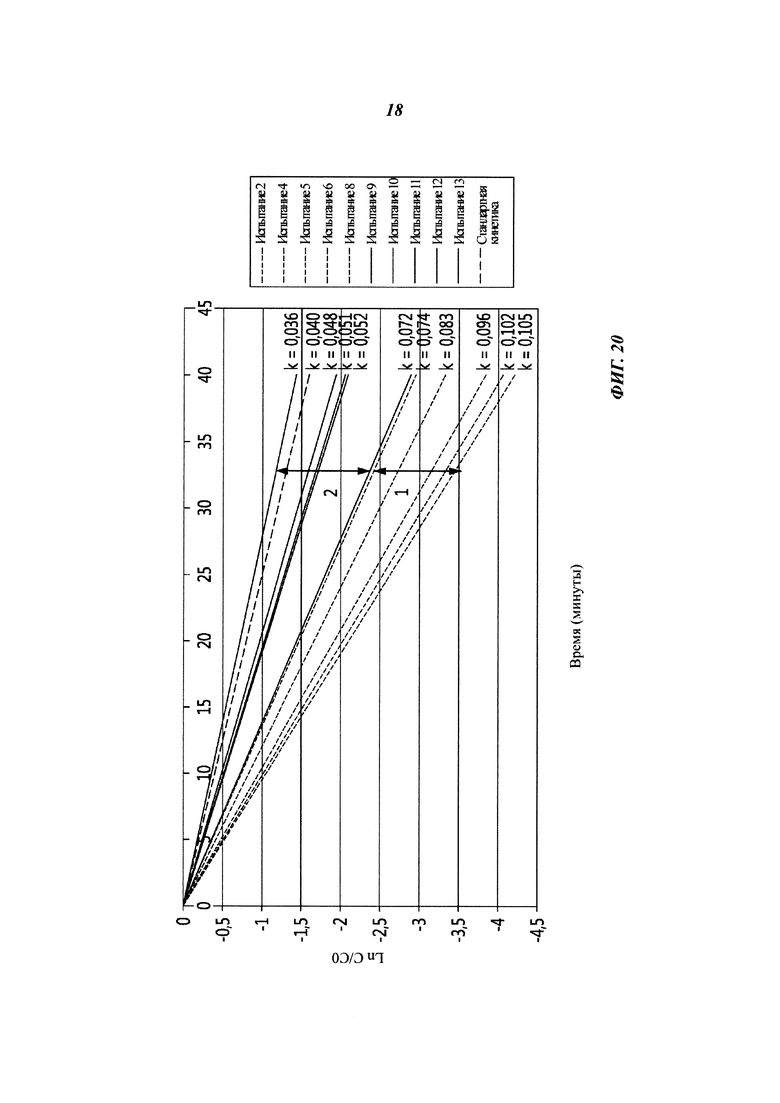
[0029] на фиг. 20 показан график, представляющий результаты эксперимента;
[0030] на фиг. 21 схематически показана работа роторного инжектора, такого как показан на фиг. 8; и
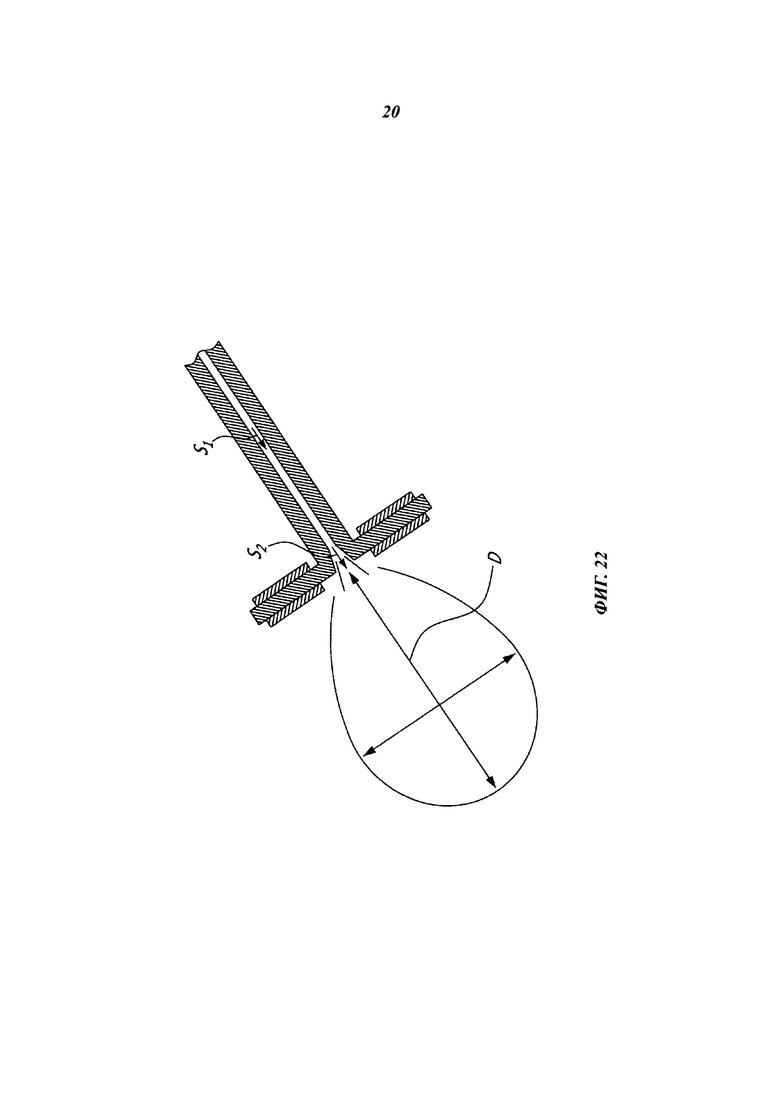
[0031] на фиг. 22 на виде в разрезе схематически показана работа роторного инжектора с расширяющейся выпускной частью подающего канала.
[0032] На вышеуказанных чертежах аббревиатура РИФ относится к роторному инжектору флюса.
Подробное раскрытие изобретения
[0033] Как показано на фиг. 1, крупногабаритная плавильная печь 10 для алюминия имеет боковое окно 11 и содержит ванну расплавленного алюминия 12 с поверхностью 13 расплава. Через окно 11 проходит роторный инжектор 14, имеющий продолговатый вал 15, содержащий ось вала, проксимальный конец 27, противоположный ему дистальный конец, а также импеллер 16, установленный на дистальном конце вала 15. Подающий канал (не показан) проходит внутри вала по всей его длине до аксиального выходного конца через импеллер 16. В работе измельченные твердые флюсующие вещества подаются газами по подающему каналу вала 15, попадая в ванну 12 расплавленного металла. В процессе работы, вал 15 и импеллер 16 вращаются одновременно с инжектированием измельченных флюсующих твердых веществ в ванну 12 расплавленного металла. При этом, измельченные флюсующие твердые вещества диспергируются в жидком алюминии как за счет скорости, с которой они выходят из дистального конца вала, так и за счет вращения импеллера, создающего смещающее воздействие. Флюсующие твердые вещества могут применяться, например, для уменьшения содержания щелочных металлов и включений в виде частиц в крупногабаритных плавильно-раздаточных печах для алюминия.
[0034] На фиг. 2 и фиг. 3 более подробно показан один из вариантов исполнения импеллера 16, который выборочно может быть установлен на валу или снят с вала. Обеспечение импеллера в виде отдельного от вала элемента может быть предпочтительным в случае, если компоненты выполнены из графита. В одном варианте осуществления, импеллер 16 с одной стороны имеет резьбовое гнездо 25, надежно принимающее в себя дистальный конец вала 15, а с другой стороны также имеет отверстие 26, ведущее к кольцеобразной кромке выходного конца 28 подающего канала. Импеллер 16 содержит дискообразную плиту 17, обычно приблизительно 40 см в диаметре, имеющую аксиальное отверстие, окруженное муфтой 20 для установки на валу 15. Плита 17 имеет проксимальную поверхность 18, принимающую вал 15, и дистальную поверхность 19. К проксимальной поверхности 18 прикреплено множество расположенных радиально лопаток 21, имеющих скошенные внутренние торцевые поверхности 22. Внутренние торцы этих лопаток 21, предпочтительно, заканчиваются на радиальном расстоянии, превышающем радиус муфты 20, чтобы между муфтой и внутренними поверхностями лопаток оставался кольцевой зазор. К нижней поверхности плиты 17 прикреплено множество расположенных радиально лопаток 23, имеющих скошенные внутренние торцевые поверхности 24. В процессе работы, импеллер, предпочтительно, вращают таким образом, чтобы скошенные внутренние торцевые поверхности 22 были на стороне лопаток, противоположной направлению вращения. При такой конструкции импеллера, смесь твердого вещества/газа подают по подающему каналу в валу 15 и через отверстие муфты 20 в точку, где нижние лопатки 23 служат для смешивания смеси твердого вещества/газа с расплавленным металлом. Когда твердое вещество является солевым флюсом, оно расплавляется еще до того, как войдет в расплавленный алюминий, и лопатками 23 сразу разбивается в небольшие капли, которые могут эффективно распределяться. В альтернативных вариантах осуществления, дискообразный импеллер может иметь более одной расположенных друг над другом плит.
[0035] На фиг. 4 схематично показан роторный инжектор 14 флюса с установленным на валу 15 импеллером 16 в процессе работы в расплавленном алюминии 30. Внутренний подающий канал 29 проходит в виде продолговатого цилиндра вдоль вала 15 и ведет к круговому выходному концу 28. Измельченный материал в подающем канале переносится со скоростью, которая сильно зависит от скорости потока газа-носителя. Материал из твердых частиц выбрасывается из выходного конца 28 и образует в расплавленном алюминии 30 облако 32. Глубина D облака 32 напрямую связана со скоростью S1 в подающем канале и с вязкостью расплавленного алюминия 30. В процессе добавления измельченного материала, роторный инжектор 14 флюса вращают таким образом, чтобы вращение импеллера 16 способствовало смешиванию, или сдвигообразованию измельченного материала в расплавленном алюминии.
[0036] При использовании роторного инжектора флюса так, как описано выше, было обнаружено, что при низких температурах возникают значительные проблемы забивания до степени, ограничивающей использование устройства. Были проведены исследования, которые показали, что забивание является результатом формирования пробки металла в выпускной части подающего канала. Действительно, было обнаружено, что когда холодный металл соприкасается с валом, например, при температурах ниже приблизительно 705-720°C, он отвердевает и формирует пробку, тем самым значительно ухудшая и прерывая процесс флюсования. Это особенно актуально, если вал выполнен из теплопроводящего материала, например графита, который довольно быстро может отбирать тепло от расплавленного металла. На диаграмме на фиг. 5 показана зависимость между случаями возникновения закупорок и температурой расплавленного алюминия.
[0037] При производстве некоторых сплавов, например, алюминиевого сплава серии 5000, время флюсования может быть значительным, например более одного часа, что непосредственно влияет на рабочий цикл печи. Для того чтобы снизить влияние флюсования на продолжительность рабочего цикла, желательно выполнять предварительное флюсование, которое состоит в том, что флюсование частично выполняют в процессе загрузки жидкого металла в печь. Применение роторного инжектора флюса для предварительного флюсования было признано проблематичным из-за возможности закупорки. Для сплавов серии 5000 температура флюсования составляла от 740°C до 750°C, в то время как предварительное флюсование выполняют при температуре от 680°C до 700°C.
[0038] Были проведены испытания с использованием показанного на фиг. 4 типового роторного инжектора флюса. В процессе испытаний наблюдались случаи появления показанных на фиг. 6А и фиг. 6В пробок металла, имеющих приблизительно цилиндрическую геометрическую форму. Точнее, показанная на фиг. 6А пробка металла была обнаружена в процессе испытания, проведенного при температуре расплавленного металла 679°C и расходе газа 60 л/мин при давлении 30 фунт/дюйм2, а показанная на фиг. 6В пробка была обнаружена при температуре расплавленного металла, равной 680°C и расходе газа 100 литров в минуту.
[0039] В частности, следует понимать, что после вставления вала в расплавленный металл статическое давление металла позволяет алюминию проникать в выпускную часть подающего канала. Графитовый вал создает теплоотвод, который приводит к затвердеванию металла внутри выпускной части.
[0040] Механизм закупорки показан на фиг. 7. Температура металла вблизи вала и давление вдуваемого роторным инжектором газа следуют определенной закономерности. В процессе вставления вала в расплавленный металл, температура вблизи импеллера быстро падает за счет теплоотвода, создаваемого роторным инжектором флюса. Это падение температуры приводит к затвердению металла в выпускной части подающего канала. Этим вызывается повышение давления в системе подачи азота. Формирование пробки металла включает в себя два этапа до полной раскупорки вала и возвращения к нормальному давлению инжекции.
[0041] На фиг. 8 схематически показан альтернативный вариант осуществления роторного инжектора 114 флюса. В этом альтернативном варианте осуществления роторный инжектор 114 флюса имеет выпускную часть 134, расширяющуюся относительно оси 136 вращения под углом α. Расширяющаяся выпускная часть 134 проходит от выходного конца 128 к цилиндрической основной части 138 подающего канала 129, через импеллер 116 и на определенную длину через часть вала 115. Можно видеть, что в данном случае расширяющаяся выпускная часть 134 имеет форму усеченного конуса, расширяющегося к выходу 128 и образующего с дистальной поверхностью импеллера острый край у выхода 128.
[0042] Было обнаружено, что использование расширяющейся выпускной части 134, имеющей острый край, не только позволяет уменьшить случаи закупоривания при низких температурах, но, что неожиданно, также повышает эффективность сдвигообразования.
ПРИМЕР 1
[0043] Были проведены испытания роторного инжектора 114 флюса. В этом первом примере угол α выпускной части составлял 10°, диаметр выпускной части в месте соединения с основной частью подающего канала составлял 7/8", увеличиваясь до 2 1/8″ на остром выходе за счет расширения усеченным конусом на длине в 3 дюйма. 6 испытаний были проведены в 6-тонной печи при температуре 680°C и расходе азота в 150 л/мин. Типовые результаты испытаний показаны на фиг. 9. На них видны две следующие друг за другом закупорки, но ни в одном из испытаний не произошло постоянной закупорки. Пробки металла выталкиваются при повышении температуры. При этом, используя программный цикл, обнаруживающий полную раскупорку вала, можно было быть вести флюсование при низкой температуре. Такая программа может также снижать риск образования заторов в сети подачи солей, так как инжекция соли могла бы начинаться только после получения подтверждения выталкивания пробки металла.
[0044] Было проведено седьмое испытание, которое прервали при закупорке и извлекли пробку металла. Пробка металла показана на фиг. 10 и 11. На этих иллюстрациях видно, что нескольких сантиметров длины имеющей форму усеченного конуса выпускной части канала вала было достаточно для того, чтобы образовавшаяся пробка имела геометрическую форму, способствующую ее более легкому выталкиванию. Если температура металла слишком низка для того, чтобы пробка могла снова расплавиться, закупорка импеллера может быть устранена автоматически на этапе флюсования при более высоких температурах.
[0045] Для того, чтобы определить то, как это изменение геометрической формы влияет на динамику реакции удаления щелочей из расплавленного металла, были построены графики удаления кальция, показанные на фиг. 12. Кроме того, в приведенной ниже таблице 1 сравниваются результаты испытаний инжектора с расширяющейся выпускной частью и испытаний инжектора с тем же самым импеллером, но с использовавшимся ранее в качестве выпускной части цилиндрическим удлинителем подающего канала.
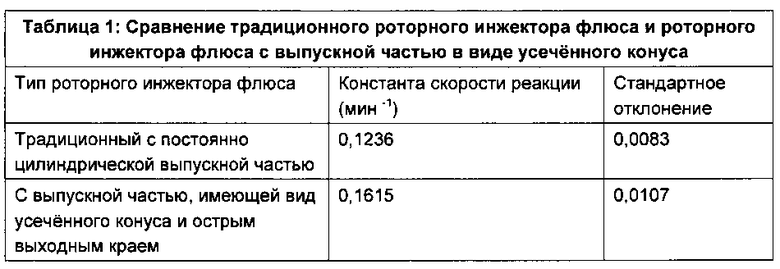
[0046] Неожиданно было обнаружено, что применение выпускной части в виде усеченного конуса с острым выходным краем не только способствовало удалению пробки металла, но также могло обеспечить, по меньшей мере, в указанной среде испытаний, неожиданное преимущество в улучшении кинетики обработки металла (флюсования).
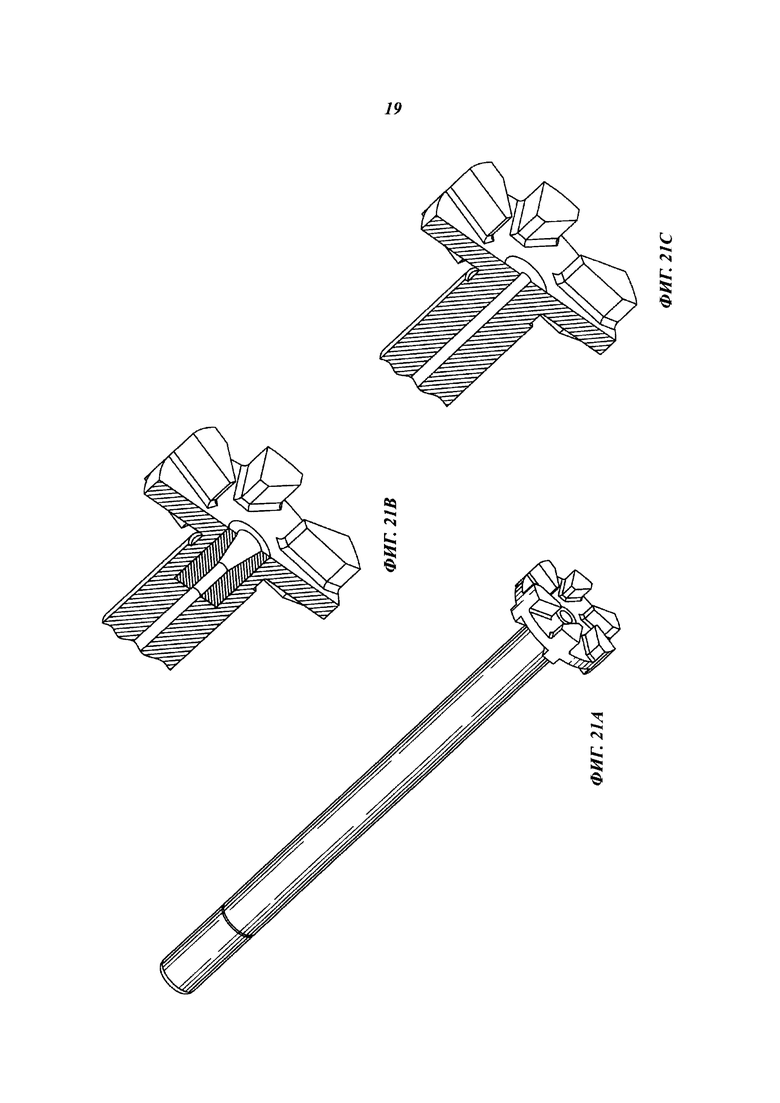
[0047] На фиг. 21А - фиг. 21С показаны роторные инжекторы, использованные в испытаниях, результаты которых сведены в таблице 1. В частности, на фиг. 21А и 21В показан роторный инжектор с выпускной частью подающего канала, имеющей острую кромку выходного конца, в то время как на фиг. 21С показан роторный инжектор с выпускной частью, по всей своей длине имеющей цилиндрическую форму.
ПРИМЕР 2
[0048] Были выполнены испытания с выпускной частью вала, имеющей ту же самую длину и угол, как у выпускной части, описанной в Примере 1 выше, но с кромкой выходного конца не острой, а скругленной с радиусом 1 см, как показано на фиг. 13.
[0049] В частности, испытания проводились в той же самой 6-тонной печи, с расходом азота в 150 литров в минуту, и с расходом соли в 350 г/мин. Перед каждым испытанием к расплавленному металлу в 6-тонной печи добавляли кальций в предварительно определенной концентрации 15 миллионных долей. Результаты испытаний представлены на фиг. 14 и сведены в приведенной ниже таблице 2.
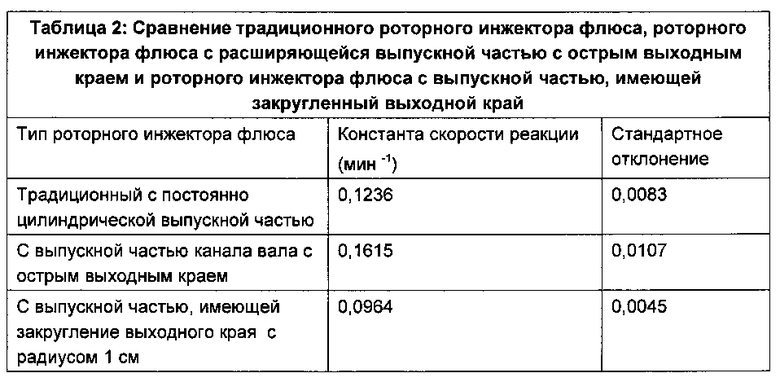
[0050] Было обнаружено, что при такой конфигурации (расширяющаяся выпускная часть с острыми краями) значительно уменьшалась кинетика удаления кальция (эффективность сдвигообразования). Можно полагать, что это снижение эффективности по меньшей мере частично можно объяснить эффектом Коанда. Повторяя рельеф выпускной части, траектория соли становится радиальной. Соль сдвигается импеллером, но при этом быстрее проталкивается к поверхности расплавленного металла, сокращая время своего пребывания внутри расплавленного металла. Эту теорию могут подтвердить обнаруженные большие скопления жидкой соли на поверхности металла. Эти большие скопления жидкой соли не наблюдаются в других результатах, представленных в таблице 1. Соответственно, был сделан вывод о том, что острые выходные края, то есть с радиусом значительно меньше 1 см, являются предпочтительным признаком для лучшего достижении преимуществ усовершенствований.
ПРИМЕР 3
[0051] Было проведено 21 испытание с использованием имеющей вид усеченного конуса выпускной части с диаметром 2,2 см в месте своего соединения с основной частью подающего канала, на аксиальной длине в 7,62 см увеличивающимся до 5,4 см на остром круглом выходном крае.
[0052] В 8 испытаниях из 21 испытания было выполнено параллельное флюсование. Это заключалось во флюсовании в процессе загрузки последнего ковша из цеха электролиза. Период флюсования для этих испытаний всегда начинался после того, как печь суммарно заполнялась 90 тоннами алюминия для обеспечения того, чтобы ротор был погружен в жидкий металл.
[0053] В процессе параллельных испытаний на флюсование выполнялись следующие измерения:
- Измерение давления в валу роторного инжектора.
- Измерение температуры металла с помощью термопары печи и термопары, подключенной к приемнику «Hioki».
- Отбор проб металла для измерения концентрации натрия методом спектроскопии.
[0054] 13 остальных испытаний на флюсование были выполнены по обычной процедуре флюсования. В процессе этих испытаний были взяты только пробы металла.
[0055] Отбор проб металла для обоих испытаний (параллельное флюсование и стандартное флюсование) производился следующим образом:
- Одна проба металла отбиралась непосредственно перед началом флюсования.
- После начала флюсования пробы металла в течение следующих 10 минут отбирались каждые 2 минуты.
- После этого, в оставшееся время (обычно пять минут для параллельного флюсования и 25 минут для стандартной процедуры) флюсования пробы металла отбирались каждые пять минут
[0056] Чтобы сравнить скорости удаления натрия, для каждого испытания были рассчитаны константы скорости реакции, которые сравнивали со значениями, полученными из предшествующих экспериментов.
[0057] Ставилась задача снижения влияния обработки роторным инжектором на суммарную продолжительность рабочего цикла печи. Для решения этой задачи были исследованы три метода:
- Задействование роторного инжектора параллельно с выполнением других операций в печи.
- Устранение закупорки роторного инжектора при низкой температуре, чтобы в рабочем цикле печи начать работу раньше.
- Сокращение времени флюсования.
Характеристика цикла закупорки роторного инжектора при более раннем начале работы в рабочем цикле печи
[0058] Эксперименты, чтобы охарактеризовать цикл закупорки роторного инжектора, были выполнены для восьми различных случаев. В таблице 3 сведена общая информация по каждому из испытаний.
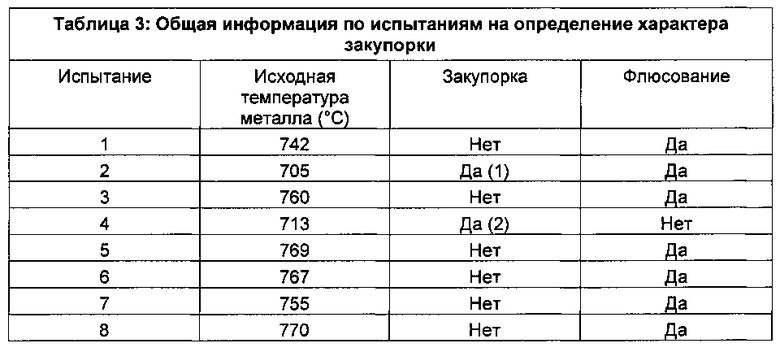
[0059] Эксперименты показали, что в данном контексте вероятность закупоривания вала роторного инжектора при погружении его в металл с температурой выше 720°C составила 5%. Вероятность закупоривания повышается по мере понижения температуры. Только в двух из восьми описанных выше испытаний исходная температура расплавленного металла была достаточно низкой для того, чтобы роторный инжектор был закупорен (испытания 2 и 4). Несмотря на то что температуры металла свыше 720°C дают преимущества во флюсовании, недостаточное количество событий закупорки ограничило количество анализов, которые могли быть выполнены.
[0060] Однако в предшествующих экспериментах более часто регистрировались более низкие температуры металла. Более высокие температуры, измеренные в данном эксперименте, похоже, оказались результатом лучшей работы с ковшом, которая снизила тепловые потери металла до того, как он был залит в печь.
[0061] На фиг. 15 для примера испытания №7 показаны типовые измерения, полученные при температурах металла свыше 720°C. На фиг. 16 подробно описаны этапы испытания №7.
[0062] В испытаниях №2 и №4 имелись условия для закупорки вала роторного инжектора. Результаты измерений для испытания №2 в графическом виде представлены на фиг. 17.
[0063] В данном конкретном испытании №2 исходная температура металла (~705°C) значительно ниже, чем в остальных испытаниях. Повышение давления с 3,5 до ~11 фунт/дюйм2 через 4 минуты указывает на затвердение расплавленного алюминия в валу. Последующее понижение давления указывает на то, что металл был вытолкнут и вал раскупорен. Последующие результаты измерений в процессе испытания аналогичны результатам измерений в других испытаниях без закупорки, и флюсование было успешно завершено на 15-й и 24-й минутах испытания.
[0064] Наконец, определение характера закупорки было ограничено количеством случаев, по которым можно было проверить закупорку.
Анализ скорости удаления натрия при более раннем начале флюсования в рабочем цикле печи
[0065] С целью оценки эффективности флюсования, для каждого испытания на флюсование была рассчитана константа скорости реакции к (мин-1). Чем выше ее значение, тем быстрее будет снижаться концентрация натрия, то есть более эффективной будет обработка роторным инжектором. В качестве контрольного значения константы скорости реакции было взято значение 0,04 мин-1, полученное в предыдущих испытаниях.
Скорость удаления натрия описывается следующим уравнением:

Где:
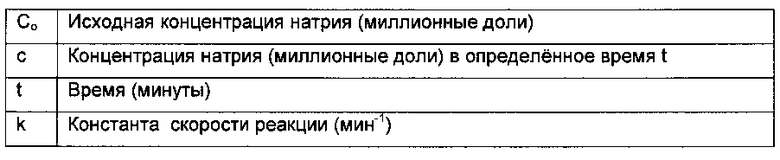
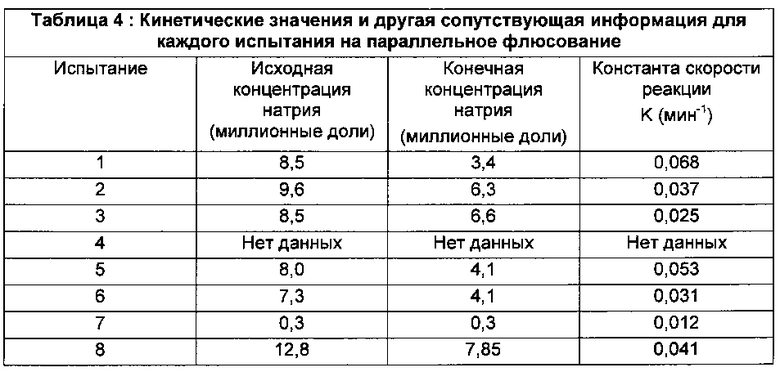
[0066] Константы скорости реакции, рассчитанные для параллельного флюсования, были недостоверными из-за большого количества выполняемых в печи операций. Эти операции непрерывно изменяют концентрацию натрия в металле, искажая расчет скорости удаления натрия. Например, это происходит тогда, когда твердый металл расплавляется или когда в печь заливают жидкий металл. В приведенной ниже таблице 4 показана информация, взятая для каждого испытания, включая рассчитанную константу к скорости реакции.
[0067] С целью повышения точности расчета скорости удаления натрия, испытания были продолжены, но в этот раз без всяких искажающих концентрацию натрия факторов. Для этого дополнительные испытания на флюсование были выполнены в течение периода стандартного флюсования (после сплавления).
Анализ скорости удаления натрия в процессе стандартного флюсования
[0068] Предыдущие эксперименты показали, что скорость удаления натрия роторным инжектором увеличивается при флюсовании с конусовидной выпускной частью подающего канала вала. Для дополнительных испытаний на флюсование, выполнявшихся по стандартному процессу флюсования, были рассчитаны константы скорости реакции. В приведенной ниже таблице 5 показана информация по всем 13 испытаниям.

[0069] Были выполнены тринадцать испытаний на флюсование, однако, результаты испытаний №№1, 3 и 7 не рассматривались, так как концентрации натрия были слишком низки, что привело бы к недостоверности результатов спектроскопии. Во многих испытаниях наблюдались очень высокие значения скорости удаления щелочи, приблизительно в два раза превышающие контрольные значения. Можно полагать, что конусовидная выпускная часть подающего канала вала инжектора снижает расход газа, что позволяет большему количеству соли протекать через ротор роторного инжектора. Это приводит к усилению сдвигообразования, что улучшает кинетику реакции.
[0070] Тем не менее, полученные кинетические значения были разделены на две различные группы. Фактически, в испытании №9 константа скорости реакции сильно отличается от констант скорости реакции предшествующих испытаний и имеет величину, аналогичную контрольному значению (~0,04 мин-1). В этом конкретном эксперименте, расход соли в роторном инжекторе был меньше обычного. Далее, наблюдения показали, что конусовидная выпускная часть подающего канала вала была частично забита остатками обработки металла. Во всех испытаниях, где наблюдалось это событие (испытания с 1 по 13), константы скорости реакции были значительно ниже, чем в предыдущих восьми испытания. На фиг. 18 показана частично забитая конусовидная выпускная часть подающего канала вала роторного инжектора после выполнения испытания №9.
[0071] Как можно видеть на фиг. 18, остатки вещества для обработки металла затвердели и покрыли собой поверхность конусовидной части вала. Диаметр оконечности конусовидного вала уменьшился приблизительно на 25% (с 5,4 см до 4 см). Представляется, что эффективность вала новой конструкции была снижена именно этим препятствием.
[0072] На фиг. 19 сравниваются три группы констант скорости реакции, полученных в процессе испытаний. Первая группа состоит из значений констант скорости реакций для измерений, выполненных при флюсовании с конусовидной выпускной частью канала вала (Испытания №№1-8). Вторая группа представлена константами скорости реакции при частичной закупорке конусовидной выпускной части канала (Испытания №№9-13). Последняя группа является контрольными значениями из предшествующих испытаний, когда флюсование выполняли стандартным роторным инжектором флюса.
[0073] Как показано на фиг. 19, новый вал с конусовидной выпускной частью подающего канала имеет среднюю константу скорости реакции, равную 0,092 мин-1, что немногим более, чем вдвое превышает константу скорости реакции, полученную при использовании стандартного вала роторного инжектора. Это улучшение означает, что обработка роторным инжектором ускорилась в два раза, что наполовину сокращает время и количество соли, требуемые для достижения той же самой конечной концентрации натрия.
[0074] Значения констант скорости реакции на фиг. 20 представлены в графическом виде. Пунктирными линиями на Участке 1 показаны высокие значения константы скорости реакции (Испытания 1-8), а сплошными линиями на Участке 2 показаны значения константы скорости реакции после испытания 9 (Испытания 9-13). Пунктирной линией на Участке 2 показано стандартное значение скорости реакции, используемое в качестве контрольного.
Потенциальное уменьшение влияния флюсования на полный рабочий цикл печи
[0075] По ретроспективным данным комбината было обнаружено, что выполнение флюсования при более низкой температуре и с более ранним его началом в рабочем цикле печи в сочетании с улучшенной кинетикой реакции может уменьшить влияние флюсования на продолжительности рабочего цикла печи на 85%. Флюсование выполнялось в процессе загрузки горячего металла, сплавления и других операций в печи.
ПРИМЕР 4
[0076] Другие испытания были выполнены с углом α, равным 6°. Эти испытания показали эффективность сдвигообразования, сравнимую с полученной в процессе испытаний с углами 10° или 12°.
Выводы
[0077] Можно полагать, что расширяющаяся форма выпускной части канала вала настоящего устройства с острыми кромками выходного конца в процессе флюсования уменьшает скорость газа перед его выходом из вала, что, в свою очередь, улучшает смещающее воздействие импеллера в иллюстрируемом варианте осуществления, тем самым потенциально улучшая кинетику реакции удаления щелочи из расплавленного металла.
[0078] Это схематически показано на фиг. 22, где скорость измельченных солей в основной части подающего канала составляет S1, уменьшаясь до S2 на выходе из выпускной части за счет замедления газа-носителя на этом участке в соответствии с принципами механики жидкостей. Соответственно, глубина D «облака» измельченного вещества становится меньшей по сравнению с вариантом, в котором выпускная часть канала является такой же цилиндрической, как и основная часть канала. В свою очередь, измельченный материал в «облаке» меньшей глубины находится ближе к импеллеру, чем улучшается эффективность сдвигообразования.
[0079] В соответствии с вышеприведенными примерами, испытания продемонстрировали потенциал улучшения эффективности сдвигообразования для значений угла α в диапазоне приблизительно от 5° до 15°, и можно полагать, что может оказаться пригодным и более широкий диапазон углов конусности от 0° до 90°, например угол 20°.
[0080] Выигрыш может быть также получен от того, что расширение выпускной части подающего канала может предотвращать закупорки пробками металла при низких температурах. В частности, расширяющаяся геометрическая форма выпускной части канала вала позволяет использовать устройства для флюсования металла при низких температурах, например, в диапазоне от 680 до 720°C, что повысит эффективность всего разливочного цеха. На самом деле, обработка металла при более низких температурах позволяет выполнять флюсование одновременно с другими операциями в печи, например, при загрузке горячего металла и/или перед сплавлением. Из-за проблем забивки, характерных для аналогичных устройств уровня техники, флюсование не могли выполнять при более холодном металле, из-за этого выполняя его после сплавления расплавленного металла.
[0081] Вал может быть выполнен из любого пригодного материала, предпочтительно - из графита. Могут использоваться многие типы графита, включая сочетание различных типов. Например, часть вала с конусовидной выпускной частью канала может быть выполнена из первого материала, а оставшаяся часть вала - из второго материала.
[0082] Специалисты в данной области техники, ознакомившись с настоящим раскрытием, без труда поймут то, как применить принципы изобретения для выполнения задач, в которых измельченные твердые вещества или газы необходимо смешать с жидкостью посредством роторного инжектора. Можно полагать, что выигрыш в эффективности сдвигообразования можно легко применить в процессах, предусматривающих внесение газа или измельченных материалов не только в алюминий, но и в другие металлы, и даже внесение газа или измельченных материалов в материалы, вообще не являющиеся металлами. Например, расширяющаяся выпускная часть подающего канала вала может быть применена в кислородных фурмах для обработки стали или для вдувания воздуха во флотационные камеры горно-обогатительной промышленности.
[0083] В альтернативных вариантах осуществления длина расширяющейся выпускной части подающего канала может изменяться. Длина может изменяться в зависимости от угла и от размеров вала. Например, при угле в 15°, для проникновения на глубину свыше приблизительно 3 дюймов потребовался бы очень большой ротор. Кроме того, испытания продемонстрировали ограниченное влияние длины на результаты, при том, что главным определяющим фактором является угол. С другой стороны, если мы хотим добиться успеха в предотвращении закупоривания при низких температурах, то выпускная часть в длину должна быть, по меньшей мере, с пробку металла, формирование которой ожидается. По этой логике, меньшая длина требуется, когда роторный инжектор планируется использовать при более высоких температурах, и наоборот. Для создания роторного инжектора, способного работать в некотором диапазоне условий, длина расширяющейся выпускной части подающего канала может быть сделана достаточной для того, чтобы выдержать наихудший вариант развития событий по размеру ожидаемой пробки металла, но с учетом требуемой эффективности сдвигообразования. Следует понимать, что преимущества расширяющейся геометрической формы в предотвращении образования пробки металла при низкой температуре связаны с соответствующим ожидаемым уменьшением трения между пробкой металла и выпускной частью подающего канала. В частности, для того, чтобы вытолкнуть пробку из цилиндрической выпускной части, перепад давления между торцами пробки должен преодолеть кинетическое трение между пробкой металла и внутренней стенкой выпускной части, при том, что кинетическое трение можно практически устранить за счет использования выпускной части канала с подходящей геометрией. В рассмотренных осуществлениях, длина расширяющейся выпускной части канала, при определенном угле и геометрической форме, должна быть достаточной для создания условий для снижения скорости и уширения струи, выбрасываемой из выходного конца таким образом, чтобы доставить смесь газа с флюсом и эффективно диспергировать ее в области сдвигообразования.
[0084] В некоторых вариантах осуществлениях длина может выбираться в зависимости от масштаба и угла между входным концом выпускной части и аксиальным выходом, в частности так, чтобы получить соотношение между поверхностью входного конца выпускной части и аксиального выхода в диапазоне от 1,25 до 7,25. Например, в случае, когда диаметр внутреннего подающего канала составляет 7/8″ и соответствует диаметру входного конца выпускной части, а угол относительно осевой линии входного конца выпускной части и аксиального выходного конца составляет 7°, аксиальная длина выпускной части может составлять от 0,5 до 6 дюймов, в то время как в варианте, когда диаметр внутреннего подающего канала составляет 7/8″ и соответствует диаметру входного конца выпускной части, а угол относительно осевой линии входного конца выпускной части и аксиального выхода составляет 15°, аксиальная длина выпускной части может составлять от 0,2 до 2,75 дюймов. В некоторых осуществлениях может быть предпочтительным поддерживать соотношение поверхностей в диапазоне от 3 до 5, а не в диапазоне от 1,25 и 7,25.
[0085] В альтернативных вариантах осуществления фактическая геометрическая форма расширяющейся выпускной части может изменяться с сохранением в работоспособных пределах расширяющейся в целом формы. На фиг. 13В и фиг. 13С показаны два конкретных примера, для каждого из которых показан угол, обозначенный а. Показанный на фиг. 13В вариант осуществления имеет несколько последовательно расширяющихся цилиндрических ступеней. Следует понимать, что некоторые или все из этих ступеней в альтернативных осуществлениях могут быть коническими, а не цилиндрическими. На фиг. 13С предлагается другой вариант, имеющий форму диффузора. В любом случае, следует соблюдать осторожность, чтобы любой выступ или элемент в разработанной или выбранной геометрической форме был выполнен с возможностью предотвращения прилипания смеси к внутренним поверхностям вследствие эффекта Коанда. Более того, нужно предусмотреть отсутствие элементов, способных препятствовать развитию расширения потока или снижению скорости потока, которые могут быть необходимы для достижения требуемого результата.
[0086] Из вышесказанного следует понимать, что выше раскрыты и проиллюстрированы исключительно примерные варианты осуществления. Например, в альтернативных вариантах осуществлениях вал и импеллер могут составлять единое целое и не быть двумя собираемыми вместе компонентами, вал может иметь различную длину, а расширяющаяся выпускная часть подающего канала может быть выполнена в валу, в импеллере, или же и в валу, и в импеллере одновременно. Объем изобретения определяется прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дисперсионной подачи газа в массу расплавленного металла | 1972 |
|
SU1068040A3 |
| ОБРАБОТКА БОГАТЫХ ЖЕЛЕЗОМ РЕДКОЗЕМЕЛЬНЫХ РУД | 2017 |
|
RU2701594C1 |
| ВРАЩАЮЩЕЕСЯ УСТРОЙСТВО РАССЕИВАНИЯ ГАЗОВ ДЛЯ ОБРАБОТКИ ВАННЫ ЖИДКОГО МЕТАЛЛА | 2001 |
|
RU2270876C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| Импеллер для замешивания упрочняющих частиц в расплав алюминия | 2024 |
|
RU2821461C1 |
| СПОСОБ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ТВЕРДЫХ КОММУНАЛЬНЫХ ОТХОДОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2461776C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТИ ДЛЯ УДЕРЖАНИЯ ЧАСТИЦ НА МЕТАЛЛИЧЕСКОМ ИЗДЕЛИИ И ИЗДЕЛИЕ НА ОСНОВЕ АЛЮМИНИЯ | 1993 |
|
RU2104841C1 |
| Способ рафинирования алюминия и его сплавов | 1975 |
|
SU536240A1 |
| Устройство для получения металлических сплавов | 1979 |
|
SU1031411A3 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
Изобретение относится к способу и устройству для добавления измельченного твердого материала к жидкости и, в частности, может применяться в способе и устройстве для добавления измельченного флюса в алюминий в плавильно-раздаточных печах. Роторный инжектор содержит продолговатый вал с проксимальным концом и дистальным концом, также содержащий импеллер на дистальном конце продолговатого вала. Продолговатый вал и импеллер выполнены с возможностью в процессе работы совместно вращаться вокруг оси вала. Роторный инжектор является полым и имеет внутренний подающий канал, проходящий вдоль вала и через импеллер. Подающий канал имеет вход на проксимальном конце и основную часть, проходящую от входа до выпускной части, проходящей до аксиального выхода. Выпускная часть имеет узкий конец, соединяющийся с основной частью подающего канала, и более широкий конец у аксиального выхода. Изобретение обеспечивает повышение эффективности работы роторных инжекторов. 2 н. и 24 з.п. ф-лы, 5 табл., 27 ил.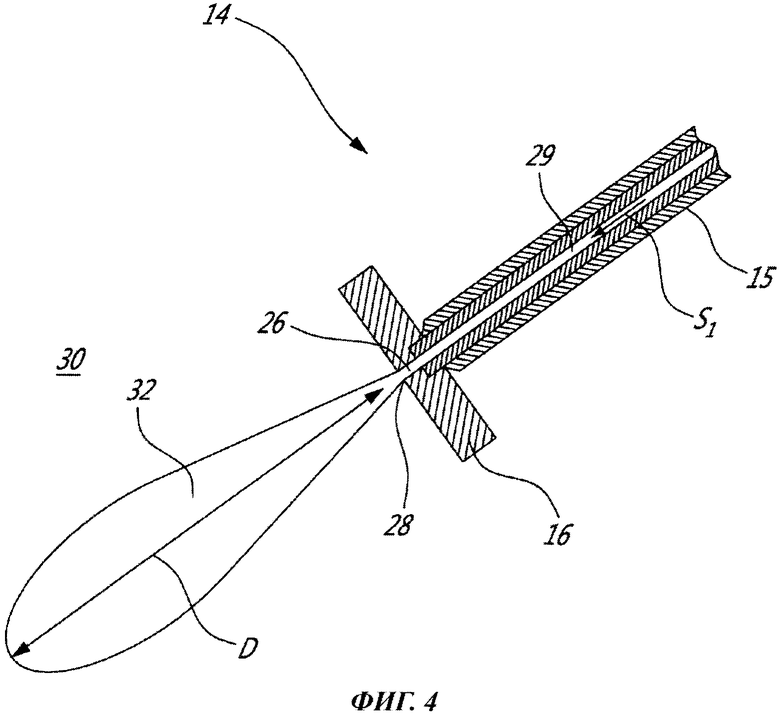
1. Роторный инжектор, содержащий продолговатый вал с проксимальным концом и дистальным концом, а также содержащий импеллер на дистальном конце продолговатого вала, причем продолговатый вал и импеллер выполнены с возможностью в процессе работы совместно вращаться вокруг оси вала, при этом роторный инжектор является полым и имеет внутренний подающий канал, проходящий вдоль вала и через импеллер, причем указанный подающий канал имеет вход на проксимальном конце и основную часть, проходящую от входа до выпускной части, проходящей до аксиального выхода, при этом выпускная часть имеет узкий конец, соединяющийся с основной частью подающего канала, и более широкий конец у аксиального выхода.
2. Роторный инжектор по п. 1, в котором импеллер имеет лопатки, являющиеся внешними для выпускной части и окружающие ее.
3. Роторный инжектор по п. 2, в котором лопатки в поперечной плоскости совпадают с аксиальным положением выпускной части.
4. Роторный инжектор по п. 1, в котором выпускная часть имеет форму усеченного конуса.
5. Роторный инжектор по п. 1, в котором аксиальный выход имеет острый край.
6. Роторный инжектор по п. 1, в котором выпускная часть имеет угол, составляющий приблизительно от 5 до 20° относительно оси вала.
7. Роторный инжектор по п. 6, в котором выпускная часть имеет угол, составляющий приблизительно от 5 до 15° относительно оси вала.
8. Роторный инжектор по п. 1, в котором выпускная часть имеет длину, составляющую приблизительно 3 дюйма вдоль оси вала.
9. Роторный инжектор по п. 1, в котором соотношение поверхностей верхнего по потоку конца выпускной части и аксиального выхода составляет от 1,25 до 7,25.
10. Роторный инжектор по п. 1, в котором импеллер предусмотрен в виде отдельного от вала компонента и является съемным с него.
11. Роторный инжектор по п. 10, в котором дистальный конец вала и импеллер взаимно сцеплены друг с другом посредством соответствующих охватываемой и охватывающей резьб.
12. Роторный инжектор по п. 1, в котором вал и импеллер выполнены из графита.
13. Способ обработки расплавленного алюминия с использованием роторного инжектора, включающий в себя следующее:
вводят головку роторного инжектора в расплавленный алюминий;
при нахождении головки роторного инжектора в расплавленном алюминии, подают измельченные рабочие твердые вещества по подающему каналу вдоль вала роторного инжектора и наружу из головки роторного инжектора, при вращении импеллера на головке роторного инжектора, и;
уменьшают скорость измельченных рабочих твердых веществ в выпускной части подающего канала за счет увеличения в поперечном сечении площади поверхности подающего канала.
14. Способ по п. 13, в котором операцию флюсования расплавленного алюминия выполняют в печи, количество алюминия в которой составляет от 10 до 150 тонн.
15. Способ по п. 13, в котором этап введения головки роторного инжектора выполняют, когда температура расплавленного алюминия составляет менее 720°С.
16. Способ по п. 15, в котором температура составляет менее 700°С.
17. Способ по п. 13, в котором этап подачи измельченных твердых флюсующих веществ выполняют во время загрузки расплавленного алюминия в виде горячего металла.
18. Способ по п. 13, в котором этап подачи измельченных флюсующих твердых веществ выполняют до этапа сплавления.
19. Способ по п. 13, в котором этап подачи измельченных флюсующих твердых веществ выполняют параллельно с другими операциями в печи.
20. Способ по п. 13, в котором флюсование выполняют во время загрузки последнего ковша из цеха электролиза, когда количество алюминия достигнет 90 тонн.
21. Способ по п. 15, в котором этап подачи измельченных флюсующих твердых веществ выполняют одновременно с загрузкой расплавленного алюминия в виде горячего металла.
22. Способ по п. 15, в котором этап подачи измельченных флюсующих твердых веществ выполняют до этапа сплавления.
23. Способ по п. 15, в котором этап подачи измельченных флюсующих твердых веществ выполняют параллельно с другими операциями в печи.
24. Способ по п. 15, в котором флюсование выполняют во время загрузки последнего ковша из цеха электролиза, когда количество алюминия достигнет 90 тонн.
25. Роторный инжектор по п. 1, в котором при использовании роторного инжектора для обработки расплавленного металла аксиальный выход непосредственно подвержен воздействию расплавленного металла
26. Роторный инжектор по п. 1, в котором выпускная часть и подающий канал предназначены для подачи измельченных рабочих твердых веществ во время использования роторного инжектора для обработки расплавленного металла и пусты до указанного использования.
| ДИНАМИЧЕСКИЙ СМЕСИТЕЛЬ | 2008 |
|
RU2464077C2 |

