ОБЛАСТЬ ТЕХНИКИ
Предметом изобретения является модуль для прессования таблеток из порошка, который для увеличения темпов производства содержит вращающийся барабан, снабженный кольцевой последовательностью матриц, в которых последовательно осуществляется прессование по мере вращения барабана.
Пример предшествующего уровня техники можно найти в документе US-А-2003/0042639. Матрицы являются полыми в тарелке в центре барабана, под и над которым расположены две кольцевые полости, занятые рабочими концами верхних пуансонов и верхними пуансонами, каждый их которых соединен с одной их матриц. Противоположные концы нижних и верхних пуансонов расположены снаружи барабана, где они захватываются кулачками, простирающиеся вокруг барабана. По мере вращения барабана пуансоны скользят по кулачкам, которые приводят их в движение для осуществления прессования, вводя оба в матрицы, затем выемки из формы, поднимая верхние пуансоны и опуская нижние пуансоны для удаления таблеток из матриц. Барабан проходит таким образом перед устройством заполнения, которое последовательно заполняет матрицы порошком, и перед устройством удаления, которое собирает таблетки после их формования. Такое устройство полностью удовлетворяет увеличению темпов производства и может быть использовано для изготовления фармацевтических таблеток или, например, таблеток ядерного топлива; однако, некоторые из их недостатков ограничивают их использование для такого последнего упомянутого применения и, в общем, для прессования химических токсических или излучающих материалов. US-A-2008/029915 и JP-A-2009248141 предлагают аналогичные устройства.
Недостаток известных устройств состоит в том, что они осуществляют значительное распыление порошка в барабане или вокруг него, который трудно или невозможно удалить всасыванием или иным способом. Порошок стремится собраться в модуле и таким образом осуществить то, что называют значительным загрязнением (hold-up). Этот недостаток, несущественный для некоторых видов ядерного топлива, является существенным в случае использования высокоактивных элементов, таких как малые актиноиды, при этом заражение модуля становится слишком большим. Таким образом, приходится мириться с потерей такого материала при изготовлении, что делает невозможным контроль и учет. Если рассматривать устройство из упомянутого известного документа, то становится ясным, что порошок, нанесенный в избытке или не подвергшийся процессу прессования таблеток, остается на наружной поверхности тарелки, в которой матрицы являются полыми, перед рассеиванием движениями барабана и пуансонов, падает и оседает на окружающих поверхностях, площадь которых является значительной и расположение весьма сложным, что делает тщетными попытки полного сбора этого порошка.
Настоящее изобретение направлено на устранение упомянутых недостатков. Оно основывается на двух главных аспектах: работа барабана в различных режимах с прерывистым или зубчатым вращением и дополнительная возможность движения; и различное распределение этапов прессования по окружности модуля.
Вместо того, чтобы быть распределенным по всей окружности модуля или ее большей части, прессование, на самом деле, концентрируется в особом кольцевом секторе малой протяженности, в процессе которого барабан остается неподвижным, и выемка из формы осуществляется, обычно, в одном и том же месте. Избыточный порошок, таким образом, имеет меньше возможности распыляться и может быть легко собран всасывающим устройством.
В целом, изобретение касается модуля прессования таблеток, содержащего кожух, барабан, вращающийся в кожухе вокруг вертикальной оси и снабженный кругом матриц для таблеток, полостью, под которую матрицы простираются и в которую они открываются, а также нижние пуансоны и верхние пуансоны, расположенные попарно, каждый из которых скользит вертикально в барабане, при этом нижние пуансоны способны проходить в матрицы и пересекать их для того, чтобы проникнуть в полость, причем нижние пуансоны способны проникать в матрицы и удаляться в полость, при этом модуль содержит также статические устройства регулирования положения нижних и верхних пуансонов, воздействующие на наружные концы нижних и верхних пуансонов, которые выходят из барабана; удерживающую барабан вставку; устройство регулирования положения верхних пуансонов, содержащее угловой секторный прерыватель модуля, где он заменяется подвижным устройством сжатия верхних пуансонов, и устройство регулирования положения нижних пуансонов, также содержащее упомянутый угловой секторный прерыватель модуля; отличающийся тем, что статические устройства регулирования положения нижних и верхних пуансонов закреплены на кожухе; вставка для удержания барабана является попеременно подвижной в направлении оси, поворачивая барабан в процессе операции выемки из формы таблеток; подвижное устройство прессования подвижно в вертикальном направлении, и модуль содержит наковальню, на которой нижние пуансоны покоятся, поступая на упомянутый угловой сектор, при этом наковальня и подвижное устройство прессования находятся на одной линии с верхними и нижними пуансонами.
При таком расположении вертикальные движения пуансонов, которые отвечают за прессование порошка и выемку таблеток, дополняются не статическим устройством регулирования положения (кулачки или направляющие), а автономными вертикально подвижными устройствами, которые не влияют на перемещение барабана. Следствием этого является то, что избыточный порошок не перемещается, как было упомянуто, и он может быть легко собран. Точнее говоря, прессование осуществляется при опускании прессующего устройства, и выемка из формы осуществляется при опускании барабана.
Особую конструкцию модуля получают, когда поршень содержит перегородку, окружающую барабан и окруженную кожухом, при этом перегородка является неподвижной при вращении, удерживая барабан на подшипнике качения. Перегородка, окружающая барабан, ограничивает возможность рассеивания порошка, обеспечивая его закрытое удержание. Закрытость является гораздо большей, когда перегородка скользит в цилиндрическом кожухе. Перегородка может быть размещена на неподвижном основании с помощью силового цилиндра с кольцевым сечением.
Рассеиванию препятствует также реборда на перегородке, расположенная над дном полости. Эта реборда может ограничивать окна в перегородке, которые вытянуты по высоте матриц, причем перегородка простирается над окнами, а подшипник качения содержит верхний подшипник над окнами и нижний подшипник под окнами.
Особый аспект изобретения проявляется, когда модуль разделен на равные угловые сектора, каждый из которых соответствует рабочему месту, каждое из которых содержит одну из матриц и, по меньшей мере, вспомогательный аппарат, размещенный вокруг кожуха, при этом вспомогательные аппараты выполняют, каждый, различную функцию и содержат, в частности, устройство для заполнения матриц, подвижное устройство для прессования и устройство для выгрузки таблеток из барабана, предпочтительно, с соседними угловыми и последовательными секторами модуля.
Вспомогательные аппараты могут содержать также устройство контроля таблеток, расположенное в том же угловом секторе, что и подвижные устройства прессования, или устройство очистки в другом из угловых секторов. В предпочтительном варианте воплощения угловых секторов шесть, и они включают последовательно в качестве дополнительных аппаратов устройство заполнения матриц; подвижное устройство прессования; устройство выгрузки таблеток; устройство очистки; устройство смазки пуансонов; и устройство контроля пуансонов.
Как вариант, устройств заполнения матриц, подвижных устройств прессования и устройств выгрузки таблеток может быть несколько, а устройство смазки пуансонов и устройство контроля остаются в единственном экземпляре вокруг барабана, и устройство очистки может быть в единственном экземпляре или расположено после каждого устройства выгрузки таблеток. Таким образом, можно ожидать значительного увеличения темпов производства.
Кожух, предпочтительно, образует герметичную оболочку, содержащую барабан и основание, а также трубопроводы изменения давления воздуха или его состава, поступающего в оболочку, для создания нейтральной атмосферы для того, чтобы помешать окислению или горению, или для создания разрежения.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
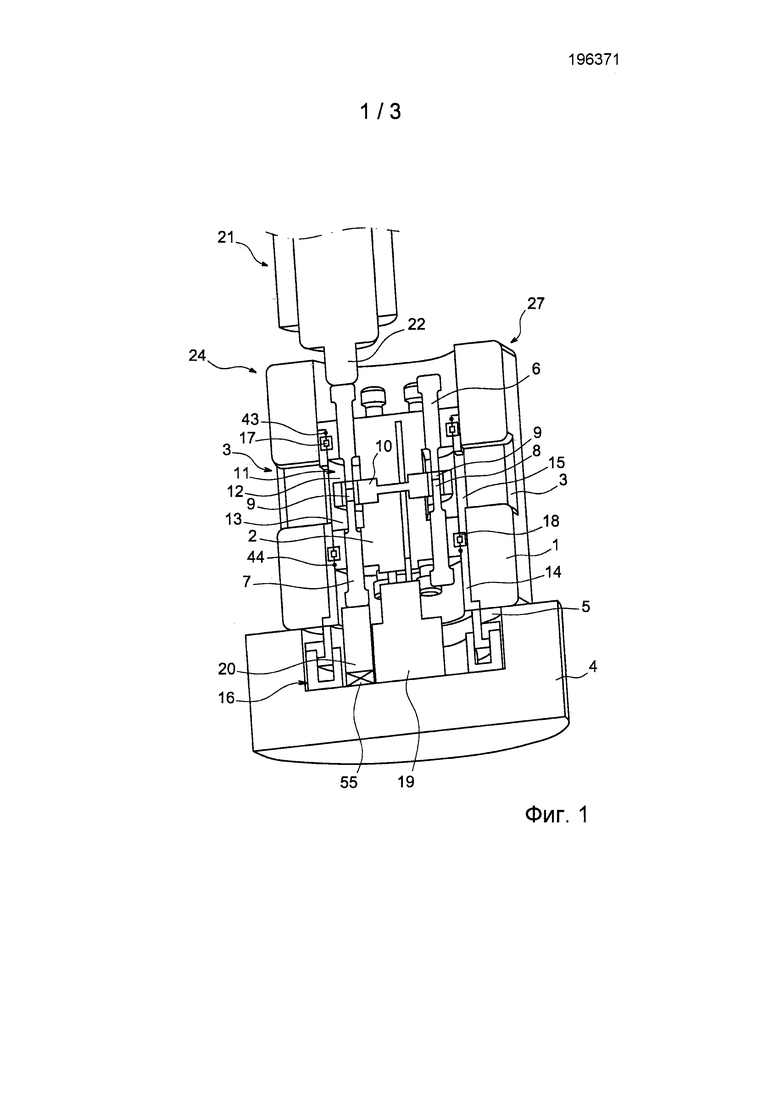
- фиг.1 и 2 изображают общие виды варианта модуля прессования по изобретению, в диаметральном разрезе и на виде сверху;
- фиг.3, 4 и 5 изображают три рабочих места этого модуля.
Фиг.1 представляет, прежде всего, вид в разрезе модуля прессования. Цилиндрический кожух (1) окружает барабан (2) той же формы. Кожух (1) имеет толщину, выбранную такой, чтобы поглощать радиацию, производимую прессуемым материалом, в случае применения для таблеток ядерного топлива, и содержит отверстия (3), распределенные по окружности для различных рабочих мест, на которые она поступает, при этом отверстия (3) служат для введения аппарата снаружи до барабана (2). Кожух (1) расположен на основании (4), содержащем посадочное место (5), открытое вверх по его центру. Барабан (2) содержит верхние пуансоны (6) и нижние пуансоны (7), распределенные по окружности одни над другими в одинаковом количестве и расположенные напротив один другого попарно. Все они имеют рабочий торец (8) (ориентированный вниз для верхних пуансонов (6) и вверх для нижних пуансонов (7)), предназначенный для входа в соответствующую цилиндрическую матрицу (9), проходящую через тарелку (10) на половине высоты барабана (2). Барабан (2) содержит кольцевую полость (11), из середины которой выступает тарелка (10), и, следовательно, содержит верхнюю часть (12) и нижнюю часть (13).
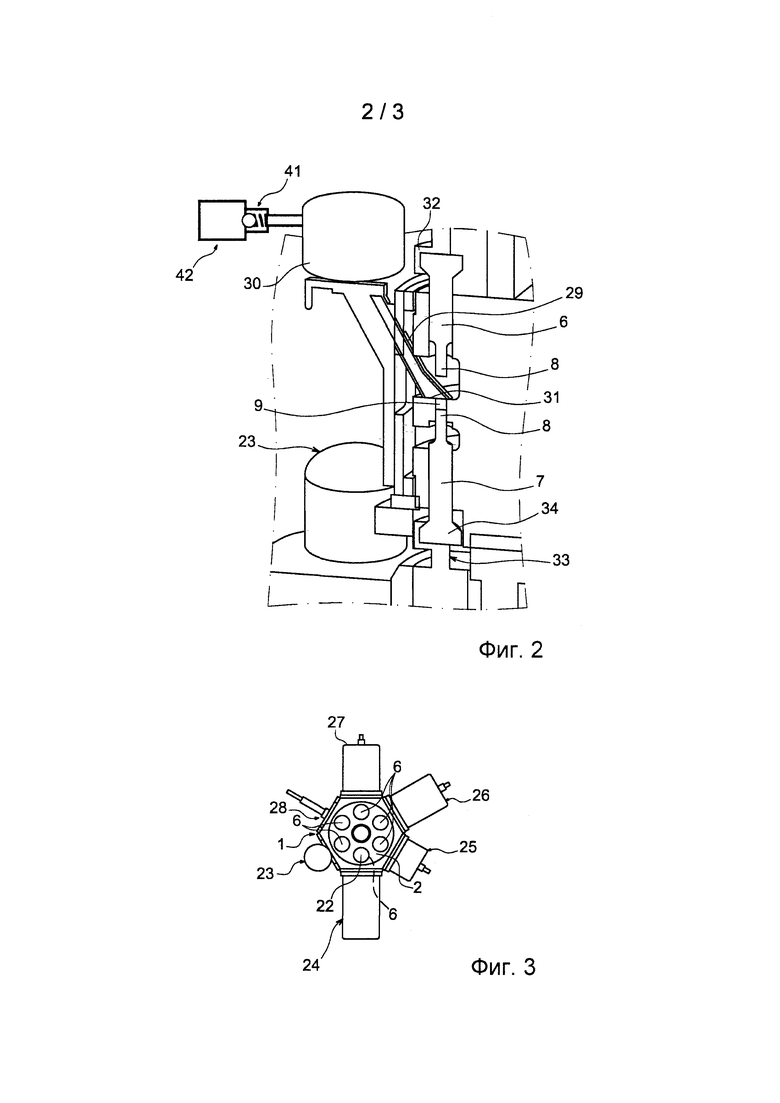
Вставка (14) кольцевой формы размещена вокруг барабана (2) и ее окружает кожух (1). Она содержит окна (15) напротив отверстий (3) и полости (11). Она удерживается кольцевым силовым цилиндром (16), расположенным в посадочном месте (5) основания (4). Он удерживает барабан (2) верхним подшипником (17) и нижним подшипником (18), расположенными над и под окнами (15). Барабан (2), таким образом, сопровождает вставку (14) в ее движениях вертикального перемещения, производимых пневматическим силовым цилиндром (16), но остается свободно вращающимся также относительно ее вокруг вертикальной оси. Вращение осуществляется двигателем (19), размещенным в посадочном месте (5). На фиг.1 изображена наковальня (20), которая также расположена в посадочном месте (5) и размещена под нижними пуансонами (7), при этом верхний пресс (21) снабжен подвижным поршнем (22), направленным для прессования вниз, и может перемещаться так, чтобы ударять верхним пуансоном (6) в нижний пуансон (7), который покоится на наковальне (20). Действительно, осуществлено выравнивание по одной линии между наковальней (29), поршнем (22) и верхними пуансонами (6) и нижними пуансонами (7) в положениях остановки вращения барабана (2) вдоль вертикальной оси поршня (22). Устройства динамической герметизации (43, 44, 45 и 46) расположены между вставкой (14) и кожухом (1), между вставкой (14) и барабаном (2), над и под полостью (11), и между верхними пуансонами (6) и нижними пунсонами (7), с одной стороны, и барабаном (2) - с другой стороны. Внутренний объем модуля, полость (11) которого является основной частью, является таким образом изолированным, за исключением частей, выходящих в отверстия (3), но они заполнены аппаратами рабочих мест, снабженных собственными герметизирующими устройствами, которые дополняют изоляцию этого внутреннего объема. Модуль (фиг.2) содержит шесть рабочих мест, распределенных по окружности кожуха (1) и барабана (2), каждое из которых включает верхний пуансон (6), матрицу (9) и нижний пуансон (7), а также пост заполнения (23), пост прессования и выгрузки из формы (24), пост разгрузки (25), пост очистки (26), пост смазки (27) и пост контроля (28). Соответствующие аппараты расположены вокруг кожуха (1) и соединены с его наружной поверхностью. Секции отверстий (3) полностью закрыты этими аппаратами, которые могут быть выполнены герметичными с помощью классических уплотнений и дополнять изоляцию внутреннего объема барабана (2). Ниже представлено описание основных постов. Пост заполнения (23), изображенный на фиг.3, содержит косой наклонный спуск (29), выходящий из верхнего резервуара (30) и проходящий через окно (15) вставки (14), конец которого касается верхней поверхноститарелки (10) посредством скребкового уплотнения (31). Обычно, верхние и нижние пуансоны (6 и 7) осуществляют управляемое вертикальное перемещение с помощью кулачков (32 и 33) или других статических устройств регулирования положения, таких как роликовые дорожки, которые расположены на большей части окружности модуля будучи закрепленными на кожухе (1); верхние концы (34) верхних пуансонов (6 и 7), противоположные упомянутым ранее рабочим торцам (8) в форме выступающих ободков, удерживаются на этом посту. На посту заполнения (23) верхние пуансоны (6) поднимаются для того, чтобы пропустить с зазором наклонный спуск (29), а нижние пуансоны (7) опускаются для того, чтобы освободить в матрицах (9) объем, достаточный для приема порошка, необходимого для изготовления таблеток.
Слева на фиг.1 изображен пост (24) прессования и выемки из формы. Нижние и верхние пуансоны (6 и 7) отходят от кулачков (32 и 33), которые располагаются на наковальне (20) в пределах досягаемости поршня (22), который осуществляет прессование. Таблетка формуется в центре матрицы (9). Вставка (14) далее опускается под действием кольцевого силового цилиндра (16), что вынимает из формы таблетку, удерживаемую между пуансонами (6 и 7). Она может быть проконтролирована не изображенным оптическим аппаратом, расположенным перед окном (15). Инверсное движение вставки (14) и барабана (2) в вертикальном направлении приводит далее модуль в рабочее положение. Радиальный выброс таблеток, то есть их расширение вследствие снятия внутренних напряжений в момент выемки, делает их диаметр большим, нежели диаметр матриц (9), и они не могут, вследствие этого, вернуться назад: они остаются на тарелке (10) и толкают верхние пуансоны (6) вверх.
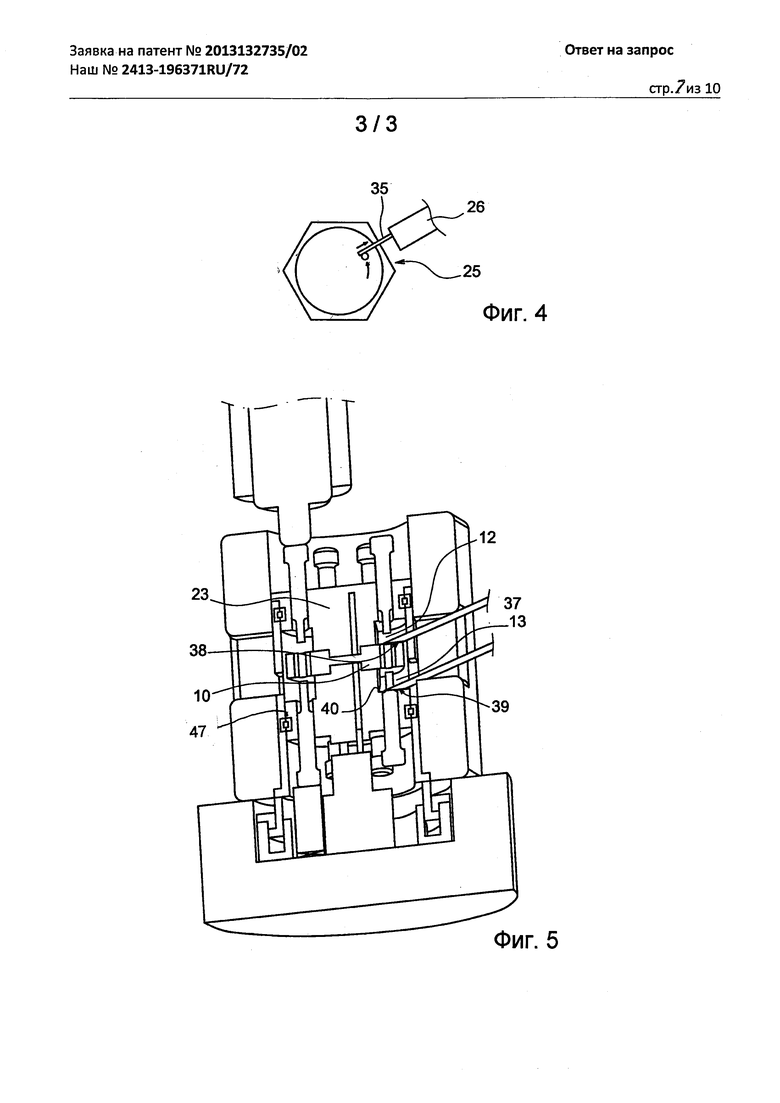
Пост разгрузки (25) содержит (фиг. 4) дефлектор (35), который заставляет скользить таблетку по тарелке (10) наружу через соответствующее окно (15), затем на спускной лоток (36) для удаления.
Пост очистки (26) содержит, как видно на фиг. 5, два патрубка (38 и 39), направленных соответственно к верхней поверхности (37) тарелки (10) и поверхности дна (40) полости (11). Эти две поверхности, обе ориентированные вверх, принимают почти весь избыточный порошок, не использованный в таблетках. Реборда (47) вставки (14) под окном (15) поднята над поверхностью днища (40) и мешает рассеиванию покрывающего ее порошка. Таким образом, существует гарантия, что только очень малая часть порошка не будет захвачена патрубками (38 и 39). Следует отметить, что очистка всасыванием создает разрежение в объеме полости (11), которое само по себе желательно для исключения возможных выбросов порошка наружу, равно как и для облегчения заполнения путем подсоса порошка из резервуара (30).
Пост смазки (27) позволяет осуществить локальную смазку пуансонов (6 и 7) и матриц (9) путем распыления специальной форсункой в каждом из их проходов. Пост контроля (28) содержит эндоскопические датчики для осмотра пуансонов и матрицы для обнаружения возможных явлений износа или неисправностей.
На резервуаре (30) с порошком может быть, например, установлен клапан (41) инертирования, отверстие которого, калиброванное для определенного разрежения, обеспечивает поступление инертного газа из резервуара (42), который ограничивает риски воспламенения или окисления порошка. Разрежение в полости (11) таким образом поддерживается на заданной величине.
Следует отметить, что порядок различных постов не является обязательным, что некоторые из этих постов могут быть сгруппированы, что некоторые являются также опционными или могут быть заменены другими, и, наконец, что их количество, как и назначение могут быть модифицированы, то есть, что несколько постов заполнения и несколько постов прессования могут быть объединены, например, с единым постом смазки, вследствие чего барабан может иметь более значительное общее количество постов, когда несколько таблеток находятся в одной фазе изготовления.
Способ по изобретению включает режим прерывистого или зубчатого вращения барабана (2), при этом каждая из матриц (9) остается на минуту неподвижной на каждом из постов. Наиболее длительный рабочий пост определяет скорость вращения барабана (2) и темпы производства, которые, однако, являются прекрасными по сравнению с классическими способами, когда барабан приводится в непрерывное вращение и содержит большое количество матриц.
Удержание радиации обеспечивается кожухом (1), основание (4) также является толстым, как и не изображенная выше крышка пресса (21), если это необходимо; она выполняется надежной для невозможности рассеивания порошка. Радиологический расчет размеров варианта стал возможным благодаря средствам расчета радиозащиты. Результаты позволили рассчитать модуль для специального состава (70% переработанного или обедненного урана и 30% америция) и спектра, дающего активность и нейтронное излучение для 1,5 г материала, имеющегося в модуле, чтобы гарантировать дебит дозы, меньший 2,5 мкЗв/ч (микрозивертов/час) в контакте с модулем.
К описанному варианту могут быть добавлены некоторые улучшения, аспекты и преимущества. Так, кулачки (32 и 33) регулирования положения пуансона (6 и 7) могут быть использованы для предварительного уплотнения порошка в матрицах (9) после заполнения и перед прессованием верхним прессом (21), сближая пуансоны (6 и 7) между собой, и, в частности, путем пропускания верхних пуансонов (7) в матрицы (8). Эта операция осуществляется простой ориентацией барабана (2) между постом заполнения (23) и постом прессования и выемки из формы (24). Наковальня (20), соответствующая остановке нижнего кулачка (33) на посту (24) прессования и выемки из формы, может быть расположена на основании (4) вместе с вибрационным генератором (55), который служит ей опорой для облегчения заполнения матриц (9) на предыдущих постах. Кожух (1) может быть привинчен к основанию (4) не изображенными средствами для того, чтобы он был съемным, и модуль мог быть демонтирован и транспортирован в зал обслуживания или ремонта. Модуль может быть рассчитан с кожухом (1) или другими экранами, с учетом контактного излучения в 2,5 мкЗв/ч с двумя таблетками, находящимися в модуле и состоящими из 70% переработанного или обедненного урана и 30% америция.
Основание (14) может быть подвижным в процессе прессований подвижным устройством, кроме движений, направленных на выемку таблеток из матриц после прессования; но это движение, одновременное с прессованием, осуществляется с малой скоростью; его целью является уменьшение трений порошка в процессе прессования в матрицах (9) и уменьшение также радиальных напряжений в таблетках.
Поршень (22) верхнего пресса (21) может перемещаться с той же скоростью, что и операции прессования, осуществляемые обычными способами (несколько миллиметров в минуту), но также с большой скоростью, превышающей 1 метр в минуту и могущей достигать 10 метров в секунду. Это позволяет отказаться от использования кулачков (32 и 33) для осуществления прессования.
Было обнаружено, что избыточный материал для таблеток, подаваемый в барабан (2), может быть собран; это облегчается вращением барабана (2) и кольцевым расположением его поверхностей нанесения (37 и 40), так как центробежное движение порошка может быть получено на этих поверхностях вращением при средней скорости барабана (2), которая облегчает центрифугирование: форсунки (38 и 39) могут быть расположены только по периферии наружной поверхности (37) и поверхности дна (40). Можно также представить себе образование завихрения при правильном расположении средства всасывания или продувки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210821C2 |
| РОТАЦИОННЫЙ ТАБЛЕТОЧНЫЙ ПРЕСС И СПОСОБ ПРОМЫВКИ ТАКОГО ПРЕССА | 2001 |
|
RU2266822C2 |
| Роторный таблеточный пресс | 1989 |
|
SU1705124A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158030C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И УПАКОВКИ ТАБЛЕТОК | 2006 |
|
RU2333834C1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2004 |
|
RU2296053C2 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2002 |
|
RU2248277C2 |
| РОТОРНЫЙ ТАБЛЕТОЧНЫЙ ПРЕСС С ПОВОРОТНЫМ БАРАБАНОМ И СПОСОБ ОБЕСПЕЧЕНИЯ УЛУЧШЕННОГО РЕГУЛИРОВАНИЯ ЧАСТЕЙ РОТОРНОГО ТАБЛЕТОЧНОГО ПРЕССА | 2014 |
|
RU2655419C2 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
Изобретение относится к прессовому оборудованию для прессования таблеток. Модуль содержит кожух, в котором расположен вращающийся барабан, снабженный кольцом из матриц. Барабан имеет полость, под которой установлены матрицы. В барабане размещены нижние и верхние пуансоны. Нижние пуансоны имеют возможность прохождения через матрицы в полость барабана. Для регулирования положения пуансонов предусмотрены статические устройства. Модуль выполнен с сектором для прессования таблетки и выгрузки ее из матрицы. В указанном секторе на одной линии с пуансонами расположены наковальня и устройство прессования. Барабан установлен с возможностью прерывистого вращения и остановки вращения в положении для осуществления прессования и выгрузки таблетки из матрицы. В результате прессование порошка, в процессе которого барабан неподвижен, происходит в секторе малой протяженности, что сокращает количество распыляемого порошка и облегчает его сбор. 2 н. и 21 з.п. ф-лы, 5 ил.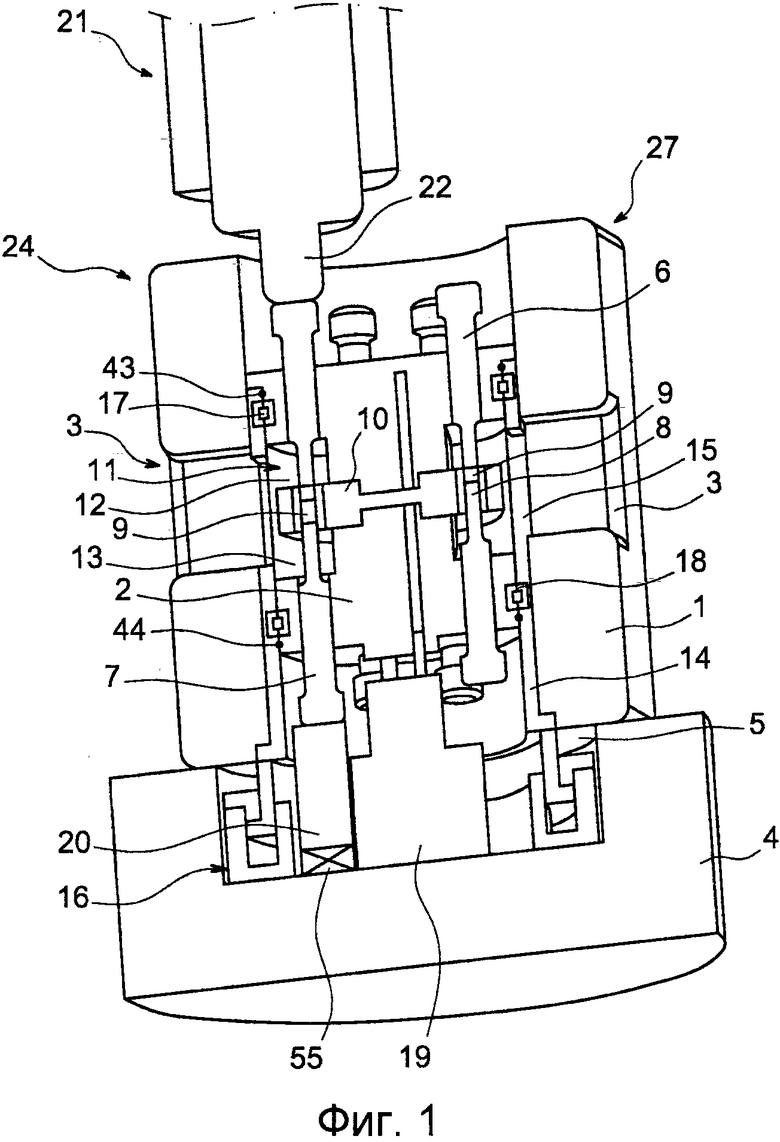
1. Модуль для прессования таблеток, содержащий кожух (1), барабан (2), установленный с возможностью вращения в кожухе вокруг вертикальной оси, снабженный кольцом из матриц (9) для таблеток и выполненный с полостью (12), под которой расположены матрицы, открытые со стороны упомянутой полости, нижние (6) и верхние (7) пуансоны, попарно расположенные один напротив другого с возможностью вертикального скольжения в барабане, при этом нижние (6) пуансоны выполнены с возможностью прохождения через матрицы в полость (12) барабана (2), статические устройства (32, 33) для регулирования положения верхних и нижних пуансонов, выполненные с возможностью воздействия на выходящие из барабана наружные концы (34) упомянутых верхних и нижних пуансонов, вставку (14) для удерживания барабана, установленную с возможностью попеременного вертикального перемещения с обеспечением поворота барабана, при этом модуль выполнен с сектором для прессования таблетки и выгрузки ее из матрицы, в котором расположены наковальня (20), выполненная с возможностью опирания на нее нижних пуансонов, поступающих в упомянутый сектор, и устройство прессования (22), выполненное подвижным в вертикальном направлении с возможностью обеспечения воздействия верхним пуансоном для прессования таблетки, при этом устройство прессования и наковальня размещены на одной линии с верхним и нижним пуансонами, а барабан установлен с возможностью прерывистого вращения и остановки вращения в положении для осуществления прессования и выгрузки таблетки из матрицы.
2. Модуль по п. 1, отличающийся тем, что вставка (14) выполнена в виде окружающей барабан и окруженной кожухом (1) перегородки, которая установлена без возможности вращения и удерживает барабан посредством подшипников качения (17, 18).
3. Модуль по п. 2, отличающийся тем, что перегородка установлена с возможностью вертикального перемещения в кожухе (1), выполненном цилиндрическим.
4. Модуль по п. 2, отличающийся тем, что перегородка размещена на основании (4) посредством силового цилиндра (16), имеющего кольцевое сечение.
5. Модуль по п. 2, отличающийся тем, что перегородка выполнена с ребордой, расположенной над дном (40) полости (11).
6. Модуль по п. 5, отличающийся тем, что реборда ограничивает окна (15), которые выполнены в перегородке по высоте матриц, при этом использованы верхний подшипник качения, расположенный над упомянутыми окнами, и нижний подшипник качения, расположенный под окнами.
7. Модуль по п. 1, отличающийся тем, что он выполнен разделенным на равные сектора, каждый из которых соответствует рабочему посту (23-28), содержит одну из матриц и по меньшей мере один дополнительный аппарат, при этом в качестве дополнительного аппарата использованы устройство для заполнения матриц, устройство для выгрузки таблеток из барабана, расположенные вокруг кожуха (1), а также устройство прессования (22).
8. Модуль по п. 7, отличающийся тем, что устройство для заполнения матриц, устройство прессования (22) и устройство для выгрузки таблеток из барабана расположены в соседних последовательно расположенных секторах модуля.
9. Модуль по п. 8, отличающийся тем, что он снабжен дополнительным аппаратом в виде устройства для контроля таблеток, расположенным в одном секторе с устройством прессования.
10. Модуль по п. 9, отличающийся тем, что он снабжен дополнительным аппаратом в виде устройства для очистки секторов от избыточного порошка.
11. Модуль по п. 10, отличающийся тем, что устройство для очистки секторов от избыточного порошка для изготовления таблеток содержит два всасывающих патрубка (38, 39), направленных соответственно к верхней поверхности (37) тарелки (10) в полости (11) барабана и к поверхности дна (40) полости (11).
12. Модуль по п. 11, отличающийся тем, что он выполнен разделенным на шесть равных секторов и содержит в качестве дополнительных аппаратов последовательно расположенные устройство для заполнения матриц, устройство прессования (22), устройство для выгрузки таблеток из барабана, устройство для очистки секторов от избыточного порошка, устройство для смазки пуансонов и устройство для контроля пуансонов.
13. Модуль по п. 1, отличающийся тем, что кожух выполнен в виде герметичной оболочки, окружающей барабан и вставку, и содержит трубопровод для изменения давления или состава воздуха, находящегося в оболочке.
14. Модуль по п. 7, отличающийся тем, что статические устройства (32, 33) для регулирования положения верхних и нижних пуансонов установлены с обеспечением прохождения верхних пуансонов (7) в матрицы (9) между устройством для заполнения матриц и устройством прессования для обеспечения предварительного уплотнения таблеток.
15. Модуль по п. 1, отличающийся тем, что он снабжен вибрационным генератором (55), с опорой на который расположена наковальня.
16. Модуль по п. 1, отличающийся тем, что кожух (1) установлен на основании (4), к которому он привинчен с возможностью съема.
17. Модуль по п. 1, отличающийся тем, что он предназначен для прессования при излучении в 2,5 мкЗв/ч от двух находящихся в модуле таблеток, содержащих 70% переработанного и обедненного урана и 30% америция.
18. Способ прессования таблеток посредством модуля по любому из пп. 1-17, включающий заполнение матриц модуля порошком для изготовления таблеток, прессование таблетки в матрице посредством верхнего и нижнего пуансонов с использованием устройства прессования (22) и выгрузку таблетки из матрицы, при этом осуществляют прерывистое вращение барабана модуля, которое останавливают для каждой операции прессования таблетки до выгрузки ее из матрицы.
19. Способ по п. 18, отличающийся тем, что между заполнением матриц модуля порошком и прессованием таблетки с использованием устройства прессования (22) осуществляют предварительное уплотнение таблетки при вращении барабана (2).
20. Способ по п. 18, отличающийся тем, что обеспечивают подвижность вставки (14) модуля в процессе прессования таблетки с использованием устройства прессования (22) и после упомянутого прессования для выгрузки таблетки из матрицы.
21. Способ по п. 18, отличающийся тем, что устройство прессования (22) перемещают со скоростью, превышающей 1 м/мин.
22. Способ по п. 18, отличающийся тем, что осуществляют сбор избыточного порошка для изготовления таблеток.
23. Способ по п. 18, отличающийся тем, что сбор избыточного порошка для изготовления таблеток осуществляют путем центрифугирования порошка и всасывания его с плоских поверхностей барабана (2).
| JP 2009248141 A, 29.10.2009 | |||
| Роторная таблеточная машина | 1975 |
|
SU656872A1 |
| Роторный таблеточный пресс | 1989 |
|
SU1705124A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

