Изобретение относится к области машиностроения, в частности к конструкции роторных машин для прессования изделий из порошков, и может быть использовано в области производства изделий из порошковых материалов: в порошковой металлургии, химической и других отраслях промышленности.
Известна роторная машина прессования изделий из порошковых материалов, имеющая ротор прессования с матрицами, в котором установлены верхние и нижние гидроцилиндры и верхние и нижние пуансоны. Перемещение поршней гидроцилиндров осуществляется путем подачи рабочей жидкости в соответствующие полости гидроцилиндров с помощью распределительного устройства [1] (Авторское свидетельство СССР №1234215, МПК. В 30 В 11/00, 1986).
Недостатками данной машины является то, что она не оснащена устройствами контроля полученных изделий по высоте и плотности, и выгрузка изделий в тару ведется вручную. Настройки роторной машины на требуемую высоту и требуемую плотность изделий также ведутся вручную. Все вышесказанное приводит к уменьшению производительности машины, ухудшению качества изделий как по высоте, так и по плотности, а также к механическому повреждению некоторой части таблеток при заполнении тары. Кроме этого непосредственный контакт обслуживающего персонала с изделиями делает затруднительным прессование на данной машине изделий из токсичных и вредных для здоровья материалов.
Известна роторная машина для прессования изделий из порошков, содержащая смонтированные на станине загрузочное устройство и ротор прессования, включающий верхний и нижний блоки с силовыми цилиндрами с поршнями и штоками, образующими в их корпусах поршневые и штоковые полости, корпус с размещенными в нем матрицами, верхние и нижние пуансоны, первое распределительное устройство рабочей жидкости для периодического соединения полостей силовых цилиндров с источниками давления и силовой магистралью, дозатор объема рабочей жидкости для регулировки величины хода нижних пуансонов и второе распределительное устройство для управления им в момент засыпки, а также кинематически связанный с ним транспортный ротор, взаимодействующий с датчиком контроля высоты изделий [2] (Авторское свидетельство СССР №1613360, МПК. В 30 В 11/00, 1990).
Недостатками такой машины является отсутствие устройств автоматического измерения плотности изделий, а также автоматической, без повреждений, укладки изделий в тару.
Данная машина выбрана в качестве прототипа.
Задачей, на решение которой направлено изобретение, является разработка такой конструкции роторной машины, которая обеспечивала бы, кроме прессования, автоматический контроль и выбраковку изделий по высоте и плотности, а также автоматическую, без повреждений, укладку изделий в тару.
Это достигается тем, что в отличие от известной роторной машины для прессования изделий из порошков, содержащей смонтированные на станине загрузочное устройство, технологический ротор, включающий верхний и нижний блоки с силовыми цилиндрами с поршнями и штоками, образующими в их корпусах поршневые и штоковые полости, корпус с размещенными в нем матрицами, верхние и нижние пуансоны, силовой привод, первое распределительное устройство рабочей жидкости для периодического соединения полостей силовых цилиндров с источниками давления, дозатор объема рабочей жидкости для регулировки величины хода нижних пуансонов в момент засыпки, второе распределительное устройство для управления дозатором объема рабочей жидкости, и кинематически связанный с технологическим ротором транспортный ротор, взаимодействующий с датчиком контроля высоты изделий, она снабжена устройством измерения плотности изделий, устройством автоматического изменения давления прессования по результатам контроля плотности изделий, устройством автоматической укладки изделий послойно в тару, транспортно-накопительной системой, а также встроенными в транспортный ротор механизмом удаления изделий в брак, механизмом подачи их в устройство измерения плотности и механизмом раскладки изделий в поперечной плоскости, при этом устройство автоматической укладки включает кассету, установленную с возможностью опускания в момент выгрузки изделий внутрь тары для обеспечения непрерывности процесса при смене тары в транспортно-накопительной системе.
На чертеже представлена схема устройства роторной машины.
Роторная машина для прессования изделий из порошков содержит станину 1 и установленные на ней загрузочное устройство 2, технологический ротор, состоящий из нижнего блока 3 с силовыми цилиндрами 4, в каждом из которых расположен поршень 5, образующий в корпусе цилиндра штоковую 6 и поршневую 7 полости, верхнего блока 8 с силовыми цилиндрами 9, с расположенными в каждом цилиндре поршнем 10, образующим в каждом цилиндре штоковую 11 и поршневую 12 полости, и корпуса 13. В гнездах корпуса 13 размещены матрицы 14. Нижние штоки 15, верхние штоки 16, снабженные нижним 17 и верхним 18 пуансонами. Пуансоны через штоки связаны с поршнями 5 и 10 нижних 4 и верхних 9 силовых цилиндров. Управление перемещением поршней силовых цилиндров и связанных с ними штоков с пуансонами осуществляется с помощью первого распределительного устройства 19.
С технологическим ротором кинематически связаны транспортный ротор 20, второе распределительное устройство 21 общим приводом 22. С первым и вторым распределительными устройствами соединены трубопроводами дозатор с электроприводом 23, дозатор 24 и маслостанция 25 (источник рабочего давления). Маслостанция снабжена клапаном давления 26 с электроприводом, который управляется электронной системой управления (не показана) по сигналам, поступающим от датчика измерения плотности 30 роторной машины. Дозирование рабочей жидкости, подаваемой в нижние гидроцилиндры на позиции загрузки порошка в матрицы, происходит автоматически дозатором 23 по сигналам, поступающим с датчика контроля высоты изделий 29.
Транспортный ротор снабжен захватами 27, служащими для съема изделий с технологического ротора, перемещения их к датчикам контроля высоты 29 и измерения плотности 30, раскладки их при помощи механизма 31 в поперечной плоскости на приемное устройство 32 каретки загрузочной 33. Выбраковка таблеток производится при срабатывании электромагнита 34 по сигналам от датчика контроля высоты 29, а подача на измерение плотности происходит при срабатывания электромагнита 35 по сигналам от датчика измерения плотности 30. При отказе механизма выгрузки таблеток срабатывает аварийный датчик 36, выключая привод вращения ротора 22.
Каретка загрузочная состоит из каркаса 37, на котором закреплена кассета 38 с пневмоцилиндром 39 опускания кассеты, пневмоцилиндром 40 открывания жалюзи кассеты и служит для мягкой укладки изделий в технологическую тару. Для раскладки изделий в продольном направлении каретка перемещается пошагово при помощи пневмоцилиндра 41 по сигналам датчика синхронизации 42, установленным на станине и взаимодействующим с технологическим ротором. Шаг перемещения задается линейкой 43, взаимодействующей с датчиком 44. При заполнении кассеты изделиями производится их выгрузка в тару.
Подача тары под загрузку осуществляется автоматически при помощи верхнего накопителя 45 с приводом 46 и перегружателя 51, закрепленных на раме 47. Вывод заполненной тары из зоны загрузки производится при помощи нижнего накопителя 48, снабженного приводом 49, которые также закреплены на раме. Подъем пустой тары в зону загрузки из верхнего накопителя и опускание заполненной тары на нижний накопитель, осуществляются подъемником 50, который закреплен своей нижней частью на раме.
Роторная машина работает следующим образом. Работа роторной машины начинается с положения "засыпка". При непрерывном вращении технологического ротора в момент прохождения матрицы 14 под загрузочным устройством 2 шток 15 и закрепленный на нем нижний пуансон 17 опускаются на заданное расстояние под действием дозы рабочей жидкости, поступающей из объемного дозатора 23, в штоковую полость 6 силового цилиндра 4, обеспечивая поступление в матрицу 14 требуемого количества порошка.
При дальнейшем вращении ротора в штоковую полость 6 нижнего силового цилиндра 4 вновь поступает рабочая жидкость, поршень 5 доходит до крайней нижней точки силового цилиндра и останавливается. При дальнейшем вращении ротора поршневая полость 12 верхнего силового цилиндра 9 соединяется через первое 19 и второе 20 распределительные устройства с одной из полостей дозатора 24. Под действием давления рабочей жидкости, создаваемой маслостанцией 25, поршень дозатора перемещается, подавая заданный объем рабочей жидкости в поршневую полость 12 верхнего силового цилиндра 9. Поршень 10 верхнего силового цилиндра и связанный с ним через шток 16 верхний пуансон 18 опускаются на величину, определяемую объемом рабочей жидкости, поданной дозатором, и происходит закрывание матрицы. При дальнейшем вращении ротора рабочая жидкость по трубопроводам через первое распределительное устройство поступает в поршневые полости нижнего 4 и верхнего 9 гидроцилиндров. Под действием давления рабочей жидкости верхний 10 и нижний 5 поршни и связанные с ними через штоки верхний 18 и нижний 17 пунсоны перемещаются навстречу друг другу, уплотняя находящийся в матрице пресс-порошок. Происходит процесс прессования. Необходимое давление прессования устанавливается клапаном 26, входящим в комплект маслостанции 25. При дальнейшем вращении ротора рабочая жидкость по трубопроводам через первое распределительное устройство поступает в штоковую полость верхнего 9 гидроцилиндра, происходит подъем верхнего 18 пуансона. При дальнейшем вращении ротора рабочая жидкость по трубопроводам через первое распределительное устройство поступает в поршневую полость нижнего 4 поршня. Под действием давления рабочей жидкости нижний 5 поршень и связанный с ним через шток нижний 17 пунсон перемещаются вверх, выталкивая из матрицы 14 спрессованное изделие. Отпрессованная таблетка снимается с технологического ротора захватом 27 транспортного ротора 20, взаимодействующим, в момент захвата, с неподвижным копиром 28, и транспортируется к устройству контроля высоты изделия 29, где, на ходу, происходит базирование нижнего торца изделия, а верхний торец ее попадает в зону действия световых лучей датчика. Если высота изделия выходит за установленные пределы, тогда, по сигналу датчика контроля высоты изделий 29, включается электромагнит разбраковки 34. Захват, механически взаимодействуя с выдвижным копиром этого электромагнита, раскрывается, и изделие попадает в контейнер-сборник брака (не показан). Одновременно с этим происходит корректирование величины засыпки пресс-порошка в матрицы при помощи дозатора 23, как было описано выше.
Отбор изделий на контроль внешнего вида также производится при помощи выдвижного копира электромагнита разбраковки 34.
Далее за электромагнитом разбраковки, по ходу вращения технологического ротора, расположен электромагнит 35, при помощи которого ведется отбор изделий на контроль плотности 30. При его срабатывании захват 27, взаимодействуя с выдвижным якорем этого электромагнита, раскрывается, и изделие попадает в ориентатор датчика контроля плотности. На контроль плотности отбирается только часть отпрессованных изделий, а остальные транспортируются в зону укладки в тару. По результатам контроля плотности автоматически корректируется давление прессования (при помощи клапана 26).
В зоне укладки изделий в тару захват, взаимодействуя с копиром механизма раскладки 31, раскрывается и изделие попадает на приемное устройство 32, а с него на кассету 38. Копир раскладки совершает равномерные маятниковые движения, в результате чего достигается раскладка изделий по ширине кассеты. Сама касссета пошагово перемещается в направлении транспортного ротора, в результате чего осуществляется равномерная укладка изделий по длине кассеты 38. После укладки одного слоя изделий срабатывает пневмоцилиндр 39 и кассета, под действием веса изделий, плавно опускается внутрь тары. После срабатывания пневмоцилиндра 40, освобождающего жалюзи кассеты от запирания, пневмоцилиндр 39 плавно поднимает кассету, жалюзи кассеты под действием веса изделий открываются и изделия остаются в таре. В конечной точке подъема кассеты пневмоцилиндр 40 закрывает жалюзи. В момент перегрузки изделий из кассеты в тару задняя стенка кассеты поджимается к приемному устройству 32, закрывая путь для попадания изделий в кассету. В этот момент разгрузка изделий с транспортного ротора ведется только на приемное устройство, предотвращая попадание таблеток между жалюзи на момент их срабатывания.
Если, по какой либо причине, захват не освободился от изделия, то изделие, выступая за габариты захвата, воздействует на датчик аварийного отключения роторной машины.
После того как в тару загрузится заданное количество изделий, подъемник 50 опускает ее на нижний накопитель 48. Нижний накопитель тары приводится в движение при помощи привода 49. По мере заполнения накопитель перемещает заполненную тару пошагово к месту выгрузки. Пустая тара устанавливается на верхний накопитель 45. По мере необходимости она перемещается пошагово при помощи привода 46 к перегружателю 51. Перегружатель перемещает тару к подъемнику 50, который поднимает тару и подает ее непосредственно в зону загрузки.
После заполнения тары цикл повторяется.
Таким образом, вышеприведенная конструкция роторной машины позволяет автоматизировать все процессы, связанные с созданием изделий прессованием (от подачи пресс-порошка в матрицы до загрузки таблеток в тару). Перечислим их:
1) Автоматические контроль и подача пресс-порошка к питателю пресса.
2) Автоматическое прессование таблеток.
3) Автоматические контроль и регулирование высоты таблеток.
4) Автоматические контроль и регулирование плотности таблеток.
5) Автоматическая выбраковка таблеток по высоте.
6) Автоматический контроль исправности узлов и механизмов машины.
7) Автоматическая подача таблеток в зону загрузки.
8) Автоматическая загрузка таблеток в тару.
9) Автоматическая подача пустой тары в зону загрузки.
10) Автоматический вывод полной тары из зоны загрузки.
Полная автоматизация роторной машины позволяет:
1) Увеличить производительность (так как все настройки ведутся без остановки, на ходу).
2) Уменьшить количество обслуживающего персонала (один человек может обслуживать несколько таких машин).
3) Улучшить качество изделий (исключается "человеческий фактор" при выбраковке изделий и настройке их параметров).
4) Увеличить выход изделий в годную продукцию.
5) Использовать для прессования изделий из токсичных и вредных для здоровья людей материалов.
Технико-экономическая эффективность от внедрения изобретения заключается в расширении диапазона применения роторной машины, увеличении производительности, исключении ручного труда, увеличении выхода изделий в годную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для прессования изделий из порошков | 1989 |
|
SU1613360A1 |
| ТРАНСПОРТНЫЙ РОТОР РОТОРНОЙ ТАБЛЕТОЧНОЙ МАШИНЫ | 2004 |
|
RU2296052C2 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| Технологический ротор роторной машины | 1990 |
|
SU1750959A1 |
| Гидравлический пресс | 2016 |
|
RU2606413C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС | 2012 |
|
RU2510672C2 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2000 |
|
RU2165851C1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU237564A1 |
| РОТОРНАЯ МАШИНА | 1970 |
|
SU265677A1 |
| Линия для изготовления деталей | 1988 |
|
SU1666252A1 |
Изобретение относится к области машиностроения, в частности к конструкции роторных машин для прессования изделий из порошков, и может быть использовано для производства изделий из порошковых материалов в порошковой металлургии, химической и других отраслях промышленности. Конструкция машины обеспечивает автоматический контроль и выбраковку изделий по высоте и плотности, а также автоматическую и без повреждений укладку изделий в тару. Машина содержит смонтированные на станине загрузочное устройство и технологический ротор, включающий верхний и нижний блоки с силовыми цилиндрами с поршнями и штоками, образующими в их корпусах поршневые и штоковые полости, корпус с размещенными в нем матрицами, верхние и нижние пуансоны и силовой привод. Для периодического соединения полостей силовых цилиндров с источниками давления машина имеет первое распределительное устройство рабочей жидкости, для регулировки величины хода нижних пуансонов в момент засыпки - дозатор объема рабочей жидкости, а также второе распределительное устройство для управления дозатором объема рабочей жидкости. С технологическим ротором кинематически связан транспортный ротор, взаимодействующий с датчиком контроля высоты изделий. Машина снабжена устройством измерения плотности изделий, устройством автоматического изменения давления прессования по результатам контроля плотности изделий, устройством автоматической укладки изделий послойно в тару и транспортно-накопительной системой. В транспортный ротор встроены механизм удаления изделий в брак, механизм подачи изделий в устройство измерения плотности и механизм раскладки изделий в поперечной плоскости. Устройство автоматической укладки включает кассету, установленную с возможностью опускания в момент выгрузки изделий внутрь тары для обеспечения непрерывности процесса при смене тары в транспортно-накопительной системе. 1 ил.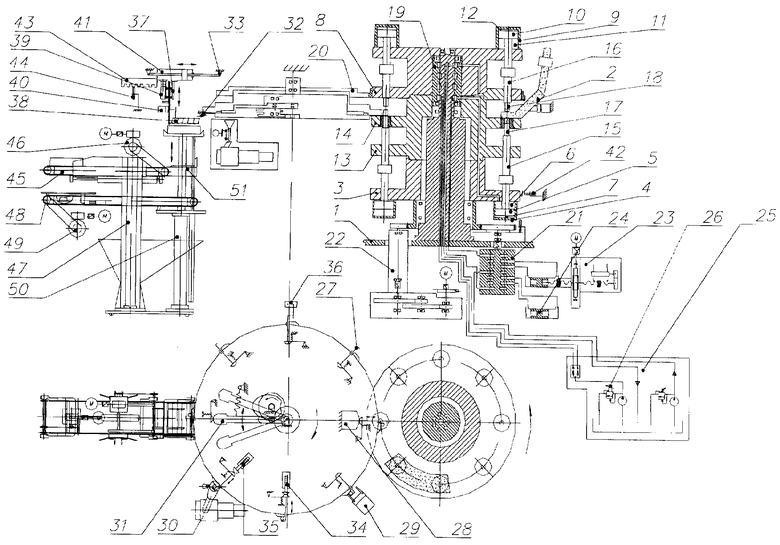
Роторная таблеточная машина для прессования изделий из порошков, содержащая смонтированные на станине загрузочное устройство и технологический ротор, включающий верхний и нижний блоки с силовыми цилиндрами с поршнями и штоками, образующими в их корпусах поршневые и штоковые полости, корпус с размещенными в нем матрицами, верхние и нижние пуансоны, силовой привод, первое распределительное устройство рабочей жидкости для периодического соединения полостей силовых цилиндров с источниками давления, дозатор объема рабочей жидкости для регулировки величины хода нижних пуансонов в момент засыпки, второе распределительное устройство для управления дозатором объема рабочей жидкости и кинематически связанный с технологическим ротором транспортный ротор, взаимодействующий с датчиком контроля высоты изделий, отличающаяся тем, что она снабжена устройством измерения плотности изделий, устройством автоматического изменения давления прессования по результатам контроля плотности изделий, устройством автоматической укладки изделий послойно в тару, транспортно-накопительной системой, а также встроенными в транспортный ротор механизмом удаления изделий в брак, механизмом подачи их в устройство измерения плотности и механизмом раскладки изделий в поперечной плоскости, при этом устройство автоматической укладки включает кассету, установленную с возможностью опускания в момент выгрузки изделий внутрь тары для обеспечения непрерывности процесса при смене тары в транспортно-накопительной системе.
| Роторная машина для прессования изделий из порошков | 1989 |
|
SU1613360A1 |
| Роторная таблеточная машина | 1979 |
|
SU861105A1 |
| Устройство для комплектования штучных заготовок, например таблеток прессматериалов | 1961 |
|
SU148902A1 |
| Устройство для оповещения сигналами работающих на железнодорожных путях о приближении поезда | 1954 |
|
SU103209A1 |

