Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к области сварочных ячеек. Более конкретно оно относится к мониторингу работы, которая происходит в сварочной ячейке.
Уровень техники изобретения
Сварочная ячейка представляет собой участок или помещение, в котором выполняют сварку и связанные с ней задания. Отслеживание работы в сварочной ячейке можно использовать для различных целей, включая поддержание эффективности, качества, надежности, тестирование и уведомления. Настоящее изобретение относится к отслеживанию сварки и/или связанных с ней заданий и/или сварки или относящейся к ней информации.
Сварка может включать в себя сварку прихваточным швом и сварку рабочим швом. Характеристики сварки могут включать в себя время, в течение которого имеется дуга (время наличия дуги), и время, в течение которого сварочный пистолет находится в руке. В дополнение к временной информации о сварке относящаяся к сварке информация включает в себя параметры сварки (ток, напряжение, продолжительность цикла процесса, скорости вывода на рабочий режим и т.д.).
Связанные задания могут меняться и включать в себя такие задания, как шлифование и/или шабрение для косметической подгонки и/или удаления брызг, загрузка деталей, выгрузка деталей, осмотр деталей, перемещение деталей, ожидание деталей (с другой сварки или для подачи) и упорядочение деталей. Многие из этих связанных заданий выполняются неэффективным способом, а многие выполняются более квалифицированным рабочим, чем это необходимо. Например, для сварки часто требуется специалист высокого уровня, но не для перемещения деталей. Другая информация, которая может быть желательной, относится к оператору, такая как информация о здоровье и безопасности (то есть о частоте сердечных сокращений, нагрузке на сердце, температуре тела, внутренней или головы), перемещении, местах защемления (то есть рук, пальцев на руках, пальцев на ногах, ног и т.д. …), выявлении дыма, повторяющихся движениях. Кроме того, желательно знать метрики качества, такие как общая эффективность оборудования (ОЭО), общая эффективность процессов (ОЭП), последовательность сварки, время, затрачиваемое на ожидание, и температуры предварительного подогрева перед наложением последующего слоя и последующего нагрева.
В попытке повышения эффективности многие компании стремятся организовать экономичное производство, использовать принципы шести сигм, непрерывный поток в производстве и т.д. Сведения о прекращении работником (работниками) работ и представление о потерях времени и ограничениях на производительность в процессе изготовления являются полезной информацией, особенно для непрерывного повышения эффективности. Уменьшением или исключением непроизводительных узких мест производства можно повышать производительность работ и сокращать суммарное время сварки. Операторы часто затрачивают больше времени на шлифование и пригонку деталей, чем на сварку, но данные, необходимые для определения соотношения времен, не являются легкодоступными. С учетом отсутствия информации и достоверных данных, относящихся к работе в сварочной ячейке, изменение производственного потока иногда делается предметом гадания, а не основанным на достоверных фактах. Данные необходимы, чтобы знать, когда и как осуществлять изменения, а также для оценивания результата изменения. Такие данные особенно трудно получать из сварочной ячейки.
В соответствии с этим желательно иметь способ и устройство для отслеживания работы в сварочной ячейке.
Краткое изложение настоящего изобретения
Согласно первому аспекту изобретения система сварочного типа включает в себя источник питания, контроллер и по меньшей мере один датчик работы в сварочной ячейке.
Согласно второму аспекту изобретения система для отслеживания работы в сварочной ячейке включает в себя первый датчик, расположенный для реагирования на по меньшей мере первую работу в сварочной ячейке. Передатчик, который соединен с первым датчиком, передает информацию, показывающую по меньшей мере первую работу в сварочной ячейке. Приемник принимает передаваемую информацию.
Согласно одному варианту осуществления датчик включает в себя радиочастотный передатчик, расположенный для передачи информации, показывающей отслеживаемую работу.
Согласно другому варианту осуществления контроллер включает в себя сеть или интернет-шлюз/интерфейс для доставки передаваемой информации по сети.
Согласно различным вариантам осуществления передаваемая информация, доставляемая по сети, включает в себя привязанные ко времени данные и/или относится к одному или нескольким из наличия дуги, включенного сварочного пистолета, времени, затрачиваемого на шлифование, времени, затрачиваемого на пескоструйную обработку, времени, затрачиваемого на загрузку, времени, затрачиваемого на ожидание по причине температуры, и времени, затрачиваемого на установку.
Дополнительные датчики предусмотрены в различных вариантах осуществления.
Другие принципиальные особенности и преимущества изобретения станут более понятными для специалистов в данной области техники при рассмотрении сопровождающих чертежей, подробного описания и прилагаемой формулы изобретения.
Краткое описание чертежей
Фиг.1 - структурная схема, показывающая один вариант осуществления настоящего изобретения; и
фиг.2 - структурная схема, показывающая один вариант осуществления настоящего изобретения.
До ознакомления с подробным изложением по меньшей мере одного варианта осуществления изобретения следует понять, что применение изобретения не ограничено деталями конструкции и компоновкой компонентов, отраженными в описании или показанными на чертежах. Изобретение может иметь другие варианты осуществления или может быть применено или осуществлено на практике различными способами. Кроме того, должно быть понятно, что формулировки и термины, используемые в этой заявке, предназначены для описания и не должны рассматриваться как имеющие ограничительный характер. Одинаковые позиции используются для обозначения подобных компонентов.
Подробное описание предпочтительных вариантов осуществления
Хотя настоящее изобретение будет поясняться с обращением к конкретным работам и конкретным способам отслеживания этих работ и передачи сообщений о них, с самого начала должно быть понятно, что изобретение также можно реализовывать для отслеживания других работ и передачи сообщений о них и другими способами. Сварочная ячейка обычно включает в себя сварочную систему, включающую в себя источник питания и контроллер. В состав настоящего изобретения может быть включен контроллер, и при необходимости может распознаваться выход источника питания, или изобретение может представлять собой автономную систему, используемую совместно с источником питания или без него.
Некоторые работы/значения в сварочной ячейке, отслеживаемые в соответствии с настоящим изобретением, включают в себя сварку рабочим швом, сварку прихваточным швом (время, затрачиваемое на любые сварочные операции, можно определять при использовании времени наличия дуги, параметров сварки, времени нахождения в руке сварочного пистолета), шабрение, шлифование, ожидание, загрузку и выгрузку. Различные способы и датчики для отслеживания будут описаны применительно к одной или нескольким конкретным работам в сварочной ячейке, но предполагается, что их можно использовать при других работах в сварочной ячейке и/или при желании можно сочетать их, чтобы получать более полезный, робастный или экономически выгодный способ распознавания. Термин «работа в сварочной ячейке», используемый в этой заявке, включает в себя одно или несколько заданий, обычно выполняемых в сварочной ячейке. Датчик отслеживания работы в сварочной ячейке представляет собой датчик, который обнаруживает, когда работа в сварочной ячейке начинается, заканчивается или выполняется.
После того как информация распознана, она может быть подана на контроллер сварочной системы или она может быть передана за пределы сварочной ячейки, например, к заводскому оператору, руководителю работ и т.д. Передача может быть проводной или беспроводной. В предпочтительном варианте осуществления использована система радиочастотных датчиков Monnit®. Информация распознается, передается на радиочастоте в сеть или интернет-шлюз и затем доставляется через Интернет к серверу мониторинга, а после этого наносится на график, карту, по желанию передается по электронной почте на персональный компьютер, на панель мониторинга и т.д., к заводскому оператору, диспетчеру и другим лицам. Предпочтительно, чтобы передаваемые данные были привязанными ко времени данными о работе. Привязанные ко времени данные о работе, используемые в этой заявке, представляют собой данные, соответствующие началу, окончанию или продолжительности работы в сварочной ячейке. Сетевой интерфейс представляет собой интерфейс, который позволяет посылать или принимать информацию по сети. Интернет-шлюз представляет собой шлюз, который позволяет посылать или принимать информацию через Интернет.
Например, герконовое реле можно помещать вокруг сварочного кабеля и выходной сигнал герконового реле подавать на систему радиочастотных датчиков. При наличии дуги магнитное поле от тока в сварочном кабеле обнаруживается герконовым реле, и радиочастотный передатчик посылает сигнал. Этот сигнал является ответным на возникновение дуги. Когда дуга отсутствует, состояние герконового реле распознается, и может быть послан другой радиочастотный сигнал, указывающий на отсутствие дуги. В варианте осуществления предусмотрено, что при наличии дуги радиочастотные сигналы посылаются многократно. Поэтому отсутствие радиочастотного сигнала указывает на отсутствие дуги. Шлюз принимает радиочастотные сигналы и предоставляет информацию через Интернет. Времена наличия/отсутствия используются для определения времени наличия дуги (разности между радиочастотными сигналами или продолжительности повторяемых радиочастотных сигналов).
Шлифование/пескоструйную обработку можно делать для пригонки деталей и удаления брызг. Изобретение можно использовать для обнаружения времени, необходимого для шлифования/пескоструйной обработки по любому поводу, времени, затрачиваемого оператором на шлифование или пескоструйную обработку. В одном варианте осуществления предусмотрено отслеживание времени, затрачиваемого на работу шлифовальной машины/пескоструйного аппарата, и времени, затрачиваемого на перемещения на уровне «выше пола» шлифовальной машины в руках (например, на доставку шлифовальной машины с места хранения, перемещение к детали, перемещение около детали, позиционирование детали, позиционирование тела, возврат шлифовальной машины и т.д.). Способ, которым отслеживают время работы шлифовальной машины и время на перемещение на уровне «выше пола», может быть любым из способов, рассмотренных в этой заявке.
Многочисленные способы возможны при попытке записать распределение времени оператора. Многие из этих способов пригодны для распознавания другой работы в сварочной ячейке. Они включают в себя способы, описываемые ниже применительно к другим работам, а также к распознаванию тока, распознаванию воздушного потока, триангуляции при определении положения, к датчику отведения шланга, обнаружению видимой искры, подсчету кругов, расходуемых ежедневно (в сочетании с ручной записью), использованию/расходу щитков для защиты лица при шлифовании, вибрации на щитке для защиты при шлифовании, вибрации на зажимном приспособлении, мониторингу движений тела человека, акустическому мониторингу, получению данных от робота (например, при перемещениях на уровне «выше пола»).
Один вариант осуществления предусматривает распознавание источника энергии для устройства (тока, воздуха, гидравлического…) и может использоваться для ряда работ, включая шлифование и пескоструйную обработку. Кроме того, герконовое реле, датчик на основе эффекта Холла или другой датчик тока на шнуре электропитания шлифовальной машины можно использовать для обнаружения действия шлифовальной машины. Глобальную систему местоопределения можно использовать для определения местоположения инструмента и/или оператора при использовании триангуляции некоторого вида, датчики давления в напольных ковриках и/или свет можно использовать для определения местоположения оператора и/или инструмента и использовать для идентификации многих работ в сварочной ячейке. Распознавание момента вытягивания шланга, шнура и т.д. с барабана уборки/выпуска представляет собой другой способ, пригодный для обнаружения многих работ. Распознавание момента возникновения искр (света) можно использовать для обнаружения шлифования или пескоструйной обработки (времени фактического возникновения). Регистрация времени работы (например, на основании искр) и суммарного времени закрытия инструмента экранирующей панелью позволяет получать время, затрачиваемое на перемещения на уровне «выше пола». Регистрация количества расходных материалов (наждачных/шлифовальных кругов) позволяет получать время, фактически затрачиваемое на шлифование или пескоструйную обработку. Распознавание четко выраженной вибрации зажимного приспособления от использования конкретного инструмента и/или распознавание фактического перемещения и/или положения оператора для идентификации местоположения и действия (определенные местоположения/действия должны быть привязаны к конкретным работам) можно использовать при многих работах. Использование конкретного защитного оборудования, привязанного к конкретным работам (щитка для защиты лица при шлифовании), также можно отнести к отслеживанию времени, затрачиваемого на работу. Некоторые инструменты имеют определенные шумовые характеристики, которые можно использовать для идентификации работы (совместно с направленными микрофонами или без них). Датчики можно объединять (напольный коврик № 1 + звук ударов = стук на участке 1, напольный коврик № 2 + звук ударов = стук на участке 2) или использовать звук и экранирующую панель, звук и искры и т.д. Распознавание потока воздуха или защитного газа можно использовать для обнаружения моментов времени, в которые инструмент или сварочный источник питания используется. Например, распознавание потока воздуха для шлифовальной машины с пневматическим приводом или других инструментов с пневматическим приводом или защитного газа для сварочного источника питания можно использовать для определения моментов времени, в которые шлифовальная машина, инструмент или источник питания находятся в работе.
В одном варианте осуществления предусмотрен выбор способа/датчиков, которые обеспечивают получение наибольшего количества полезных данных относительно по меньшей мере затрат на датчики. В другом варианте осуществления использован незаметный датчик для снижения вероятности влияния мониторинга на действия оператора.
Предпочтительно, чтобы датчик (датчики) был(и) привязан(ы) к способу сбора данных, в соответствии с которым данные преобразуются в информацию в ясном и интуитивно-понятном формате. Сначала можно сводить данные в общем формате данных в электронную таблицу наподобие Excel® или в базу данных, которыми затем можно манипулировать. Конечные результаты представляют в крупномасштабных таблицах, в которых отражают затраченное время, при этом конкретные работы могут быть промаркированы и подсчитаны отдельно, время перерывов в работе в течение дня, при этом промаркированные работы (например, непроизводительные), угрозы здоровью и безопасности оператора, метрики качества и/или процесса и выработки могут быть выделены красным цветом и отображены в визуальном формате, рабочее место, время дня, рабочую смену, суточный и/или автоматический отчет Парето.
Что касается шабрения, имеются различные датчики и способы для распознавания при выполнении шабрения, предназначенные для мониторинга места нахождения шабра, при этом используется радиочастотная метка на шабре или операторе, имеется датчик на шабре, который распознает параметр, такой как сила и т.д., используется электрический сигнал на шабре/детали, используются локализованное устройство глобальной системы местоопределения на шабре, сканирование штрихового кода на шабре и/или перчатке, датчик движения на шабре, такой как простой акселерометр, порт USB/данных (в том числе беспроводный) на шабре, датчик, который обнаруживает износ шабра, постоянный магнит на шабре для сбора брызг (который согласован с количеством брызг), ручная запись об использовании шабера, сканер для регистрации поступления и регистрации удаления инструментов (блокированный до регистрации поступления или при запрете регистрации поступления), такой как сканер штрихового кода, сканер распознавания изображения, датчик веса, радиочастотный сканер, распознавание видеоизображения (в одном робастном способе используется белая панель совместно с темными инструментами или деталями на них) или звуковой сигнатуры в защитном шлеме, защитные очки, щиток для защиты при шлифовании, распознавание температуры (шабер нагревается при использовании или распознавании теплоты при удержании его руками), распознавание вибрации детали, перчатки, зажимного приспособления, инструмента, двухпозиционный датчик защитного шлема, движение/физическая нагрузка оператора, распознавание голоса в защитном шлеме - «шлифование», …, «сварка», …, нагрев от руки, датчик давления на руке, датчик давления на панели инструмента. Каждый из этих датчиков/способов можно использовать для идентификации времени, затрачиваемого на шабрение. Кроме того, их можно использовать при других работах в сварочной ячейке, таких как описанные выше или ниже, чтобы определять время, затрачиваемое на выполнение такой работы. Система может иметь режим обучения, в котором пользователь обучает систему. Например, в режиме обучения пользователь может шлифовать, а система будет создавать аудиосигнатуру в ответ на образующийся звук. Кроме того, обучение можно использовать совместно с распознаванием видеоизображения или распознаванием других видов.
Другие работы в сварочной ячейке, мониторинг которых можно осуществлять с использованием датчиков и способов, описанных выше и ниже, включают в себя контроль деталей, считывание распечатки, компенсацию (стука, изгиба, передвижения), предварительный нагрев, выгиб, поиск деталей, использование рубильного молотка, очистку проволочными щетками, использование маркеров для измерения температуры поверхности (или измерение температуры другими способами), использование иглозабивного пистолета и состояние ожидания. Что касается некоторых работ, то полезно знать, почему они встречаются. Например, состояние ожидания может возникать, когда сварщик находится в состоянии ожидания диспетчера, помощи, крана, достижения температуры предварительного подогрева, деталей, достижения температуры металла шва перед наложением последующего слоя, технологической остановки, остывания, окончания технического обслуживания и т.д. Определение причины нахождения сварщика в состоянии ожидания может быть первым этапом придания процессу экономичности. Ожидание можно исключать улучшением систем связи, опережением событий, которые приводят к ожиданию, и автоматизацией передачи/представления причины, которая приводит к ожиданию. Доступны датчики Monnit®, которые распознают температуру, обнаруживают движение при инфракрасном свете, осуществляют идентификацию, обнаруживают выключение/включение света (интенсивность света), наличие магнитного поля, работу, ускорение, ток, напряжение и другие свойства. Эти специализированные датчики можно использовать для обнаружения работы.
Причину состояния ожидания можно определять путем описанного выше и ниже распознавания других работ или путем распознавания вида движения, распознавания перемещения без вибрации и т.д., при использовании глобальной системы местоопределения, акустического датчика, распознавания голоса, отсутствия другой (поддающейся обнаружению) работы, предварительно закодированных ключей на защитном шлеме, времени «подъема» защитного шлема, веса провода фидера, распознавания незанятого зажимного приспособления и распознавания времени между последовательностями действий. Каждый из этих датчиков и способов можно использовать для мониторинга других работ в сварочной ячейке и работ, связанных с ней.
Время, затрачиваемое на загрузку и выгрузку, можно определять путем распознавания веса на стреле крана, датчиком веса/давления на зажимном приспособлении, по раствору губок, по времени между последовательностями сварки, видеонаблюдением движения детали, оптическим/лазерным датчиком на зажимном приспособлении, по движению крана, путем распознавания экранирующей панели/карточки канбан на детали, по номерному знаку человека в ячейке, датчиком температуры/давления на защитной каске, акустическим датчиком, а также датчиками, описанными выше и ниже применительно к другим работам.
Согласно одному варианту осуществления имеются различные датчики, сетевые, проводные или беспроводные, или выполненные в соответствии с технологией сети с абонентским доступом/локальной вычислительной сети, с использованием глобальной системы местоопределения и без использования ее, так что оператор, руководитель работ и т.д. могут определять, как обстоят дела, чтобы принимать решение относительно непроизводительных работ. Можно использовать карты USB/SD или другие съемные носители данных.
Датчик тока на сварочной машине с общей цепью 115 В на машине и некоторым пороговым значением тока, меньшим, чем величина тока, потребляемого шлифовальной машиной, или штепсельная розетка для вилки шлифовальной машины с некоторым пороговым значением тока будут полезными при мониторинге не связанной со сваркой работы. В сварочной машине могут сохраняться время шлифования, происходящего в течение заданного периода времени, а также компоновка отслеживания и картина изменения во времени шлифования, происходящего в течение некоторого времени, которые доступны через посредство Интернета, карт USB/SD, глобальной системы местоопределения, локальной вычислительной сети, сети Ethernet/сети с абонентским доступом и проводных/беспроводных сетей. Аналогичное устройство представляет собой устройство, которое подключается к заводской силовой системе 115 или 230 В или к сварочной машине и имеет аналогичное пороговое значение тока, и это устройство распознает время и определяет показатели шлифования. Устройство подключается к 115 или 230 В, а шлифовальная машина или другое устройство подключается к этому блоку. Это устройство, добавляемое к штепсельной розетке, должно обладать аналогичной функциональной возможностью в части использования Интернета, карт USB/SD, глобальной системы местоопределения, локальной вычислительной сети, сети Ethernet/сети с абонентским доступом и проводных/беспроводных сетей для мониторинга.
Такой датчик тока может работать при 115 В или 230 В и может использоваться на подъемных механизмах, гидравлических двигателях/насосах, роботах/устройствах автоматики и других устройствах, применяемых при производстве сварных изделий. Эти устройства, снабжающие хабом данных, определяющих, где оператор теряет время, являются ценными источниками информации для начального понимания и затем определения способов уменьшения непроизводительных работ путем выполнения корректирующих действий и подстройки различных процессов формоизменения, инструментальных и сварочных процессов, которые могут обуславливать необходимость шлифования и других непроизводительных работ. Система или хаб данных должна обладать способностью суммирования работ путем просмотра во временной и частотной областях и создания графиков, столбчатых диаграмм и других общеизвестных способов статистического анализа. Эти системы можно обучать анализировать потребляемый ток путем перевода устройства в режим обучения и приведения в действие шлифовальных машин, подъемников и т.д. для определения порогового значения.
В другом датчике/способе используется отражающая метка или источник света, такой как светодиодный источник, может быть помещен на голову или тело оператора, а ячейка должна иметь одну или несколько камер для определения местоположения оператора, когда он или она выполняет шлифование, а не сварку. Это можно использовать вместе с другой информацией, например, из способа анализа потребляемого тока, изложенного ранее. Система будет получать информацию с камеры и представлять ее в частотной области, оценивать местоположение и временную область для определения времени нахождения на одном месте. Для уменьшения времени вычислений и снижения требований в этом способе должна осуществляться фильтрация неповторяющихся местоположений или работ или работ, требующих небольшого времени. Камера и связанное с ним программное обеспечение должны обладать способностью работать на сеть. В другом варианте осуществления используются радиочастотные приемники с отслеживанием зон, в которых оператор работает. Оператор может носить приемник или радиочастотное излучающее устройство. Различные инструменты могут иметь радиочастотное устройство, или приемник может находиться на инструменте, а не на операторе для определения, сколько времени затрачивается оператором на работу каждым инструментом, включая шлифование, подъем и оснащение инструментами. Можно отслеживать, сколько времени оператор смотрит на чертежи, пакет заданий и находится в состоянии ожидания деталей.
В другом варианте осуществления предусмотрено использование микрофонов или микрофона в производственной ячейке для определения суммарного времени выполнения данной работы по специфической прослушиваемой частоте шлифования в сопоставлении со сваркой или использованием подъемника. Звуки являются очень специфическими, но нелегко выделять их фильтрацией из фонового шума, чтобы определять, какие работы выполняются и сколько времени затрачивается на данную работу в производственном процессе. Этот звук должен фильтроваться, и рассматриваться в частотной области, и сравниваться с типичными шумовыми следами, например, типичной шлифовальной машины, или подъемника, или молотка. Однако вследствие того что звук шлифовальной машины одной компании отличается от звука шлифовальной машины другой компании и различается от инструмента к инструменту, этот известный след может быть образован путем перевода системы в режим обучения и приведения инструмента в действие. Система анализа звуков может быть подключена к сети для анализа инженером по организации производства, или специалистом сварочного производства, или оператором для непрерывного усовершенствования и снижения непроизводительного времени.
Кроме того, система может быть связана с системой материально-производственного планирования или системой планирования ресурсов предприятия, вследствие чего будут известны свариваемые детали, а также будет регистрироваться идентификатор оператора или другой признак и отслеживаться информация о материалах. Следовательно, руководство может наблюдать за движениями работников и сборкой деталей. Кроме того, могут оцениваться движения, при которых выполняются резка и механическая обработка деталей, для определения задержек по времени.
Другие работы в сварочной ячейке, которые можно отслеживать с использованием датчиков/способов, описанных в этой заявке, включают в себя регулирование/изменение средств индивидуальной защиты (СИЗ), вход в ячейку/выход из нее, тренировку, техническое обслуживание, закрепление, регулировку сварочной установки/машины, доработку-исправление изготовленных с ошибками деталей поверхностной резкой/повторной сваркой и т.д., содействие другой ячейке, позиционирование, движение, передачу сообщений, обсуждение (связь с руководителями и т.д.), поломки, инструктажи, очистку (подметание, приведение в порядок и т.д.), замену/переключение инструментов, изменение компоновки ячейки, изменение местоположений инструментов, тренировку/правку растяжением, безопасность оператора (высокую температуру, движение и т.д.), разметку деталей, перемещение деталей и установку/удаление продольных брус-штанг.
Другие работы, относящиеся к сварке, которые можно выполнять в сварочной ячейке и вне ее, также можно отслеживать, например получение (упорядочение деталей), работы на участке изготовления (резку, формоизменение, штамповку), на линии окраски, окончательную сборку, испытание, логистику (мониторинг перемещения) и кто является оператором. Их можно отслеживать с использованием многих из описанных в этой заявке способов/датчиков.
Благодаря получению данных, используемых для принятия решений относительно способов повышения качества, отслеживание некоторых или многих работ, описанное в этой заявке, позволяет реализовывать непрерывное повышение качества изделий, принципы шести сигм и обучения в сварочной ячейке.
Другие задания/инструменты/изделия, мониторинг которых можно осуществлять, включают в себя оператора, здоровье и безопасность, такие как частота сердечных сокращений, нагрузки на сердце или температура тела (внутренняя, головы и т.д.), перемещение, места защемления (то есть руки, пальцы на руках, пальцы на ногах, ноги и т.д.), выявление дыма, повторяющиеся движения и метрики качества, такие как общая эффективность оборудования (ОЭО), общая эффективность процессов (ОЭП), последовательность сварки, ожидание X, время, затрачиваемое на ожидание, температуру предварительного подогрева, температуру (металла шва) перед наложением последующего слоя, температуру последующего нагрева, при этом сообщения о них (наряду с сообщениями о других проблемах) могут автоматически передаваться руководству. Предпочтительно осуществлять автоматическую передачу таких сообщений, а также других сообщений с использованием модулей программного обеспечения. Можно отслеживать местоположения других «подвижных» инструментов, зажимных приспособлений, стеллажей для деталей, экранирующих панелей, сварочных расходных материалов, деталей, сборочных узлов, вентиляционных колпаков/оборудования (в частности, имеющих отношение к сварочному пистолету), мостовых кранов, операторских кранов, устройств для позиционирования, подъемников, грузовых стрел, как и местоположение оператора относительно сварных изделий, как и других инструментов, таких как пневматические или электрические ручные инструменты (закручивающие пистолеты, приводные устройства, пневматические молотки, пневматические зубила и т.д.), окрасочное или иное распыляющее жидкость оборудование, металлорежущее оборудование и т.д.
Дополнительные датчики, которые можно использовать, включают в себя датчики, такие как описанные выше, или другие, которые встраивают в инструменты и оборудование, и поэтому они могут делаться менее заметными для оператора. Многие из датчиков, рассмотренных в этой заявке, могут быть беспроводными. Кроме того, датчики на основе микроэлектромеханических систем (МЭМС) можно использовать для измерения ускорения, обнаружения работы и т.д. Датчики, рассмотренные выше, в ряде случаев описаны применительно к одной или нескольким задачам, инструментам и т.д., но могут использоваться для любой задачи, инструмента и т.д.
В попытке повышения эффективности изобретение можно использовать для реализации экономичного производства, принципов шести сигм, непрерывного потока в производстве, непрерывного повышения качества и т.д. Сведения о прекращении работником (работниками) работ и представление о потерях времени и ограничениях, накладываемых на производительность, получаемые согласно описанному в этой заявке, являются полезной информацией для такого повышения эффективности. Период времени до определения начала работы, момент времени, в который она началась, и время, в течение которого она выполнялась, можно использовать для установления очередности выполнения работ и определения порядка действий для сокращения этих работ. Данные, получаемые согласно описанному в этой заявке, можно также использовать для мониторинга результата изменений, чтобы определять, приводит ли реализованное изменение к ожидаемому повышению эффективности.
Кроме того, изобретение можно использовать в других условиях производства/изготовления, в которых требуется взаимодействие специалиста и аппаратов с ручным управлением.
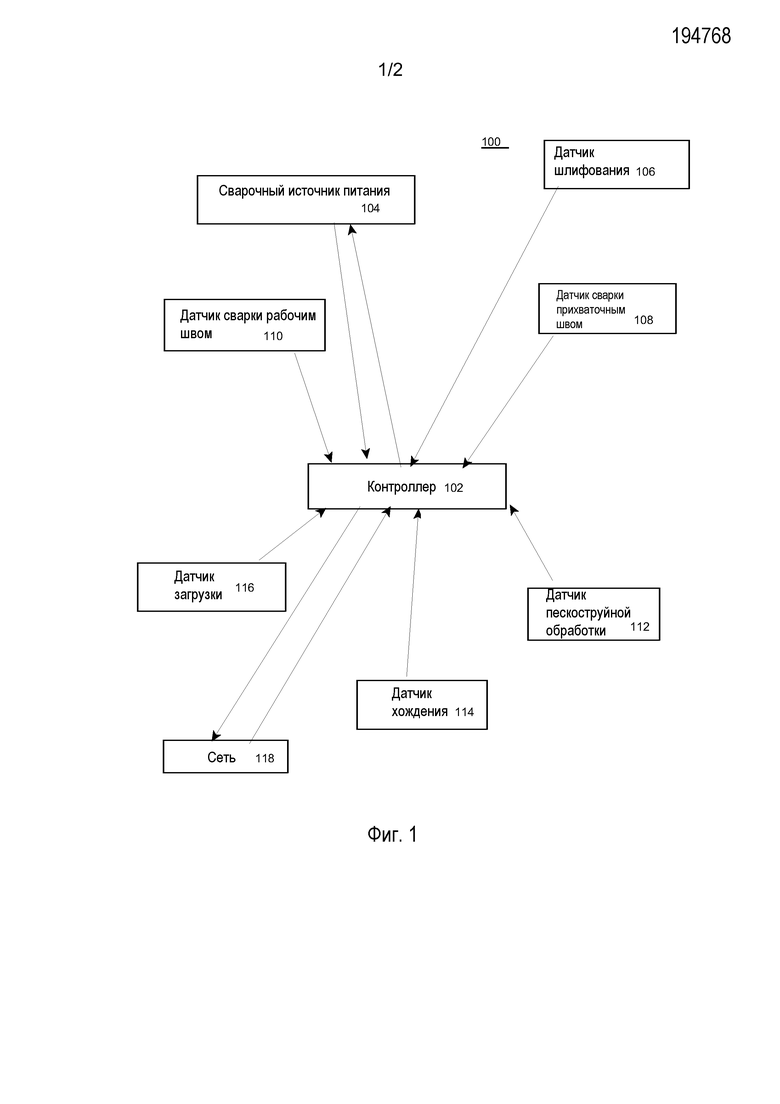
На фиг.1 представлена схема, показывающая систему 100, которая принимает данные с различных датчиков и сварочного источника питания и управляет данными. Также показано соединение с сетью. Сварочный источник 104 питания имеет двустороннюю связь с контроллером 102. Связь может охватывать типичные управляющие сигналы и сигналы обратной связи.
Датчик 116 загрузки распознает момент, в который деталь, подлежащая свариванию, загружается в зажимное приспособление. Предпочтительно, чтобы датчик был датчиком перемещения и включал в себя отметку времени начала загрузки. Отметка времени начала загрузки подается на контроллер 102. Датчик 108 сварки прихваточным швом обнаруживает сварочный ток, используемый для сварки прихваточным швом, и предоставляет сигнал с отметкой времени, показывающий, что сварка прихваточным швом началась, на контролер 102. Датчик сварки прихваточным швом может быть герконовым реле, связанным со сварочным током, соответствующим сварке прихваточным швом (что определяется контроллером 102). Затем контроллер 102 определяет время, прошедшее между началом загрузки и началом следующей работы (сварки прихваточным швом в этом примере). Разность между отметками времени (или измеренное прошедшее время) представляет собой время, затрачиваемое на установку или загрузку.
После сварки прихваточным швом оператор начинает сварку рабочим швом. Сварка рабочим швом обнаруживается датчиком 110, который распознает ток в сварочном кабеле, при этом сварочный ток имеет установочное значение, соответствующее сварке рабочим швом. Альтернативно обратная связь по току со сварочного источника питания указывает на выполняемую сварку прихваточным или рабочим швом. Единственный датчик можно использовать для сварки прихваточным и рабочим швами при сочетании с информацией, показывающей, каким является сварочный ток, током сварки рабочим или прихваточным швом. Время сварки прихваточным швом определяется контроллером на основании начала сварки прихваточным швом и начала следующей работы (сварки рабочим швом в этом примере).
В этом примере оператор затем начинает шлифование. Чтобы достать шлифовальную машину, оператор идет по сварочной ячейке. Множеством датчиков 114 в напольных ковриках обнаруживается перемещение оператора. Предпочтительно, чтобы датчики 114 были датчиками, чувствительными к давлению. Выходные сигналы 114 датчиков подаются на контроллер 102, который определяет, что место, к которому оператор подошел, является местом нахождения шлифовальной машины. Оператор идет обратно к сварному изделию и начинает шлифование. Датчик 106, такой как датчик тока во вспомогательной линии электропитания, обнаруживает, что вспомогательными механизмами потребляется мощность. Датчик 106 также может быть переключателем воздушного потока на подаче воздуха для шлифовальной машины. Его информация и информация с датчиков 114 позволяет контроллеру определить, что шлифование происходит. Аналогичным образом контроллер 102 может обнаруживать пескоструйную обработку при использовании тех же самых датчиков вспомогательного источника энергии и датчиков в напольных ковриках или при использовании отдельного датчика на шнуре питания пескоструйного аппарата.
После получения времени, затраченного на установку, сварку прихваточным швом, сварку рабочим швом и шлифование, контроллер 102 сводит эту информацию в удобочитаемую таблицу, на карту или в крупноформатную таблицу. Эта информация доставляется через посредство сетевого соединения и по сети 118 или через Интернет руководителю. В вариантах предусматривается поиск времени, затраченного на хождение (распознанного через посредство напольных ковриков) как отдельного действия. В других вариантах предусматривается использование других датчиков, например, из числа описанных в этой заявке. В еще одном варианте предусматривается использование радиочастотных передатчиков для пересылки информации к шлюзу и затем в Интернет. В еще одном варианте предусматривается, что сигналы, подаваемые на контроллер 102, не имеют отметки времени, а только показывают начало и конец работы, а в контроллере 102 или другом последующем устройстве или интеллектуальном датчике добавляется отметка времени (или только измеряется прошедшее время).
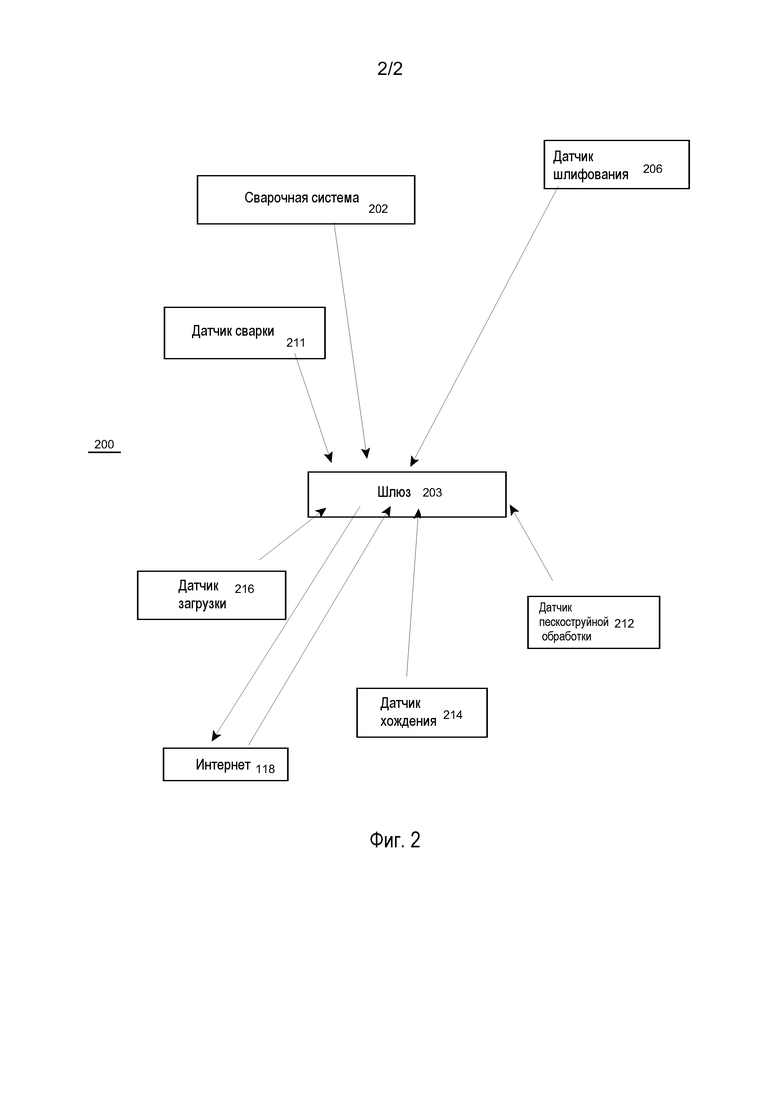
На фиг.2 представлена схема, показывающая другой вариант осуществления изобретения. Этот вариант осуществления аналогичен варианту осуществления из фиг.1, но система 200 отслеживания работы включает в себя шлюз 203, который принимает сигналы от каждого из датчиков. Затем шлюз 203 предоставляет информацию в Интернет или сеть 118. Сварочная система 202 включает в себя контроллер и источник питания. Датчики могут быть датчиками, описанными выше. Как вариант каждый датчик представляет собой радиочастотный датчик Monnit® с беспроводной передачей на шлюз 203. Датчик 211 сварного шва представляет собой радиочастотный датчик магнитного поля или оптический датчик (для обнаружения дуги). Датчик 206 шлифования и датчик 212 пескоструйной обработки включают в себя герконовое реле и радиочастотный датчик на шнурах питания шлифовальной машины и пескоструйного аппарата. Датчик 214 хождения включает в себя датчики давления в напольных ковриках или датчики движения. Датчик 216 загрузки включает в себя датчик движения. Определение затрачиваемого времени выполняется дистанционно после передачи данных в сеть 118 путем сравнения времен начала и конца или времен начала и начала следующей работы. В одном варианте осуществления информация передается в Интернет 118 по электронной почте.
После того как данные отправлены в Интернет, данные могут сохраняться в базе данных и затем анализироваться для создания графиков, круговых диаграмм или панели мониторинга и далее представляться руководителю работ или другим лицам, например, через Интернет на сервер или на персональный компьютер.
Согласно еще одному варианту изложенное выше изобретение применяется за пределами сварочной ячейки, например, на участках резания металлов, гибки металлов, окраски, управления материальными потоками, конечной сборки и т.д. Распознавание может осуществляться способом, описанным выше, а информация передаваться через шлюз или контроллер к руководителям, диспетчерам или другим лицам. Отслеживается мелкосерийное/многономенклатурное или крупносерийное/малономенклатурное производство.
Распознаются и/или отслеживаются работы, а передаваемая информация включает в себя объемы производства, поток материалов, отслеживание деталей, скорости сборки, события, измерения характеристик качества и другую связанную с производственной деятельностью информацию, и эти материалы можно объединять, анализировать, обрабатывать и затем отображать на панелях мониторинга, графиках на персональных компьютерах или отображать в виде ключевых производственных показателей заводского оборудования. Лучшее понимание производственного оборудования облегчает принятие осознанных решений осуществление непрерывной модернизации.
Могут быть сделаны многочисленные модификации настоящего изобретения, которые будут попадать в его предполагаемый объем. Поэтому должно быть понятно, что в соответствии с настоящим изобретением предложены способ и устройство для отслеживания работы в сварочной камере, которые полностью соответствуют задачам и преимуществам, изложенным выше. Хотя изобретение было описано применительно к конкретным осуществлениям его, очевидно, что многие альтернативные решения, модификации и варианты должны быть понятными для специалистов в данной области техники. В соответствии с этим оно предполагается охватывающим все такие альтернативные решения, модификации и варианты, которые попадают в пределы сущности и в широкий объем прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЛЕР КОРРЕКЦИИ СМЕЩЕНИЯ И СПОСОБ УПРАВЛЕНИЯ КОРРЕКЦИЕЙ СМЕЩЕНИЯ В АГРЕГАТЕ НЕПРЕРЫВНОЙ СВАРКИ ПРИХВАТОЧНЫМ ШВОМ | 2013 |
|
RU2633123C2 |
| Способ сварки труб большого диаметра | 2018 |
|
RU2697530C1 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ ОБУЧЕНИЕ ДУГОВОЙ СВАРКЕ В МОДЕЛИРУЕМОЙ СРЕДЕ ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В РЕАЛЬНОМ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ ОБРАТНОЙ СВЯЗИ СВАРОЧНОЙ ВАННЫ В РЕАЛЬНОМ ВРЕМЕНИ | 2009 |
|
RU2491649C2 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА ЗАГОТОВОК (ВАРИАНТЫ) | 2005 |
|
RU2289496C1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ РАСПРЕДЕЛЕННУЮ АРХИТЕКТУРУ СВАРКИ | 2002 |
|
RU2284885C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1990 |
|
RU1755484C |
| КОЛЛАБОРАТИВНЫЙ СВАРОЧНЫЙ АППАРАТ | 2022 |
|
RU2789145C1 |
| СПОСОБ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ЛАЗЕРНОЙ И ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКОЙ | 2015 |
|
RU2609609C2 |
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |
Изобретение относится к области сварочного производства и может быть использовано для мониторинга связанных со сваркой заданий. Система содержит контроллер и подключенный к нему датчик для регистрации связанных со сваркой заданий, таких как время, затрачиваемое на шлифование свариваемых деталей, время, затрачиваемое на пескоструйную обработку свариваемых деталей, время, затрачиваемое на загрузку свариваемых деталей, время, затрачиваемое на ожидание предварительного или последующего нагрева свариваемых деталей, время, затрачиваемое на установку свариваемых деталей. Датчик для регистрации связанных со сваркой заданий может включать в себя радиочастотный передатчик, выполненный с возможностью передачи информации, указывающей на отслеживаемое задание, а система может также содержать соответствующий приемник для получения этой информации. 2 н. и 9 з.п. ф-лы, 2 ил. 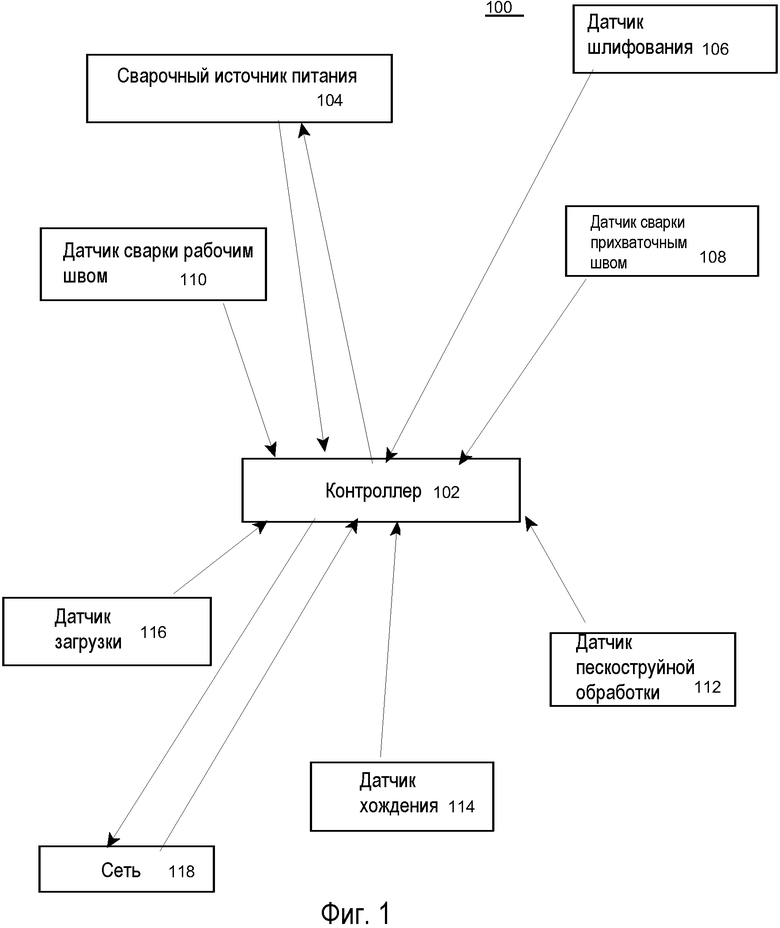
1. Система для сварки и мониторинга связанных со сваркой заданий, содержащая контроллер и подключенные к нему сварочный источник питания и датчик для регистрации связанных со сваркой заданий, выполненный с возможностью регистрации, по меньшей мере, одного из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей.
2. Система по п. 1, в которой датчик для регистрации связанных со сваркой заданий включает в себя радиочастотный передатчик, выполненный с возможностью передачи информации, указывающей на отслеживаемое задание.
3. Система по п. 2, дополнительно содержащая сетевое соединение, подключенное к контроллеру, при этом контроллер оснащен сетевым интерфейсом, выполненным с возможностью передачи упомянутой информации через сеть.
4. Система по п. 3, в которой передаваемая через сеть информация, включает в себя привязанные ко времени данные.
5. Система по п. 1, содержащая, по меньшей мере, второй датчик, который подключен к контроллеру и выполнен с возможностью регистрации второго из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей.
6. Система для отслеживания связанных со сваркой заданий, содержащая:
первый датчик, выполненный с возможностью регистрации, по меньшей мере, первого из времени, затрачиваемого на шлифование, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей;
передатчик, подключенный к первому датчику и выполненный с возможностью передачи информации, показывающей, по меньшей мере, одно из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей; и
приемник, выполненный с возможностью приема информации, передаваемой упомянутым передатчиком.
7. Система по п. 6, в которой передатчик выполнен в виде радиочастотного передатчика.
8. Система по п. 7, дополнительно содержащая интернет-шлюз, выполненный с возможностью реагирования на сигналы радиочастотного передатчика и передачи информации через Интернет.
9. Система по п. 8, в которой передаваемая интернет-шлюзом информация включает в себя привязанные ко времени данные.
10. Система по п. 6, дополнительно содержащая:
второй датчик, выполненный с возможностью регистрации, по меньшей мере, второго из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей; и
второй передатчик, подключенный ко второму датчику и выполненный с возможностью передачи информации, показывающей, по меньшей мере, второе из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей;
при этом приемник выполнен с возможностью приема передаваемой вторым передатчиком информации, показывающей, по меньшей мере, второе из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей.
11. Система по п. 10, дополнительно содержащая:
третий датчик, выполненный с возможностью регистрации, по меньшей мере, третьего из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей; и
третий передатчик, подключенный к третьему датчику и выполненный с возможностью передачи информации, показывающей, по меньшей мере, третье из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей;
при этом приемник выполнен с возможностью приема передаваемой третьим передатчиком информации, показывающей, по меньшей мере, третье из времени, затрачиваемого на шлифование свариваемых деталей, времени, затрачиваемого на пескоструйную обработку свариваемых деталей, времени, затрачиваемого на загрузку свариваемых деталей, времени, затрачиваемого на ожидание предварительного или последующего нагрева свариваемых деталей, и времени, затрачиваемого на установку свариваемых деталей.
| US 6583386 B1, 24.06.2003;RU 2284885 C2 10.10.2006;RU 2133490 С1, 20.07.1999;US 2010224610 A1, 09.09.2010;US 2005258154 A1, 24.11.2005 | |||
| US 2008276179 A1, 06.11.2008. |

