Изобретение относится к устройствам сварочной техники и может быть использовано в машиностроении и в других областях промышленности.
Известно устройство для сварки криволинейных элементов в оболочковую конструкцию, содержащее сварочную головку с мундштуком, приводные механизмы вращения, вертикального и горизонтального перемещения сварочной горелки и механизм наклона мундштука [1]
Известное устройство обеспечено дополнительным приводом вращения сварочной горелки относительно оси и механизмом наклона мундштука, установленным на выходном валу, что обеспечивает маневренность сварочной горелки.
Однако известное устройство имеет ограниченные технологические возможности. Устройство приемлемо только для сварки, преимущественно плавящимся электродом, причем без водоохлаждения и сравнительно на небольших токах. Устройство сложно конструктивно и не обеспечивает возможность путем смены рабочего инструмента осуществить процесс сварки плавящимся электродом с присадочной проволокой и другими электродуговыми процессами. Отсутствие надежного токоподвода, водогазообеспечения рабочего инструмента и автономного энергопитания подающего механизма снижает технологические возможности устройства. Сварочная головка известного устройства ограничена возможностью слежения за стыком и не обеспечивает стабильности горения дуги, она не имеет надежного токоподвода, в результате чего возможно возбужденное прерывание горения дуги, что снижает качество сварки.
Прототипом изобретения является устройство, выполненное в виде головки для автоматической сварки фланцев с обмоткой, содержащей корпус с планшайбой, сварочную горелку, механизм вращения сварочной горелки, копир с копирным роликом [2]
Недостатком известного устройства является то, что наличие механического копира не позволяет обеспечить точность слежения при сварке. Устройство не надежно в работе и не позволяет обеспечить точность установки его в рабочее положение, т. е. устройство лишено возможности точного совмещения оси его с осью свариваемого элемента. Конструкция устройства имеет ограниченные возможности из-за необеспеченности самоустановки соосно с ввариваемыми элементами. Кроме того, устройство ограничивает возможности и удобства оператора, связанные с наблюдением за свариваемым стыком. Устройство также снабжено токоподводом, который не исключает в процессе горения дуги (прерывание) разрыв силовой цепи, что вызывает вынужденное ее гашение. Известное устройство можно использовать только для сварки.
Целью изобретения является повышение эффективности настройки электрода относительно свариваемого стыка, повышение компактности и обеспечение стабильности горения дуги, а также обеспечение возможности совмещения оси неплавящегося электрода с нормалью к свариваемому стыку, обеспечение возможности наблюдения за движением горелки в процессе всего цикла сварки и исключение вынужденного гашения дуги в процессе сварки.
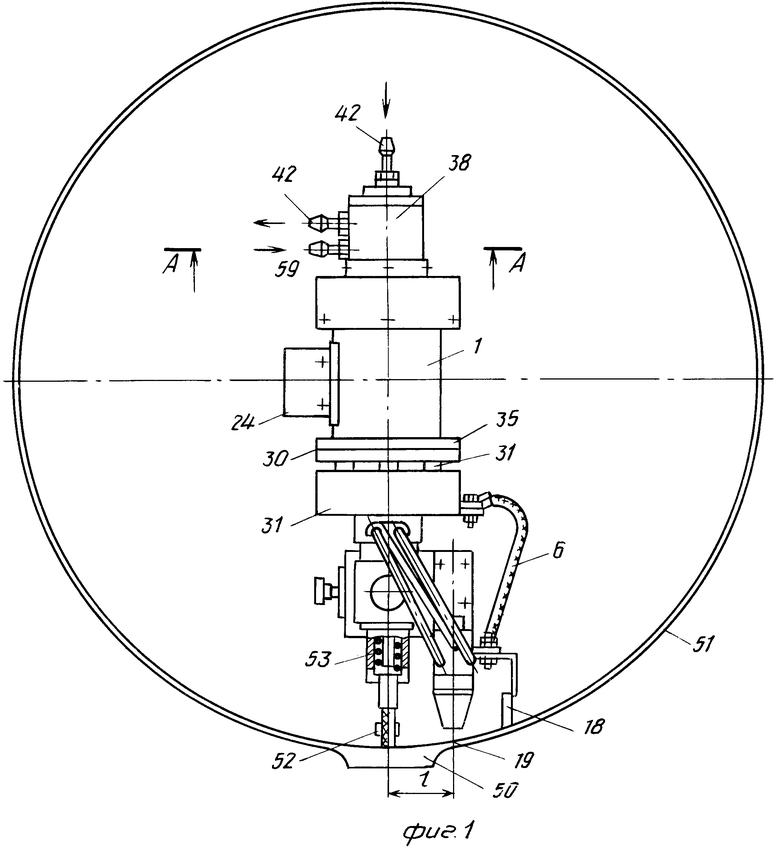
На фиг. 1 изображено устройство, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез на общем виде; на фиг. 4 разрез Б-Б на фиг. 3; на фиг. 5 схема исполнительного механизма блока регулирования длины дуги.
Сварочная головка состоит из корпуса 1 (см. фиг. 1), выполненного в виде цилиндра, в котором с помощью подшипников 2, 3 (см. фиг. 3) установлен вращающийся полый вал 4, содержащий боковые отверстия 5, через которые выведены газоводотокоподводы 6 к сварочной горелке 7.
На полом валу 4 при помощи кронштейна 8 и направляющих 9 закреплена подвеска 10. Кронштейн 8 на валу 4 зафиксирован стопорным винтом 11. На подвеске 10 установлен механизм подачи проволоки, включающий кассету 12, роликовый механизм 13, направляющую 14, мундштук 15, механизм 16 регулирования положения рабочего конца мундштука, а также электродвигатель 17. На корпусе сварочной горелки 7 установлено зеркало 18, которое позволяет оператору наблюдать за свариваемым стыком 19 в процессе всего цикла сварки. С верхней стороны корпуса установлен механизм вращения полого вала, включающий электропривод 20, ведущую 21, паразитную 22 и ведомую 23, жестко закрепленную на полом валу 4, шестерни. Корпус с помощью кронштейна 24 (см. фиг. 1) и промежуточного звена 25, направляющих 26 и исполнительного 27 механизма блока регулировки дуги закреплен на стойке 28 с помощью шаровой кинематической пары 29.
Предложенное устройство на полом валу 4 над боковым отверстием 5 со стороны нижнего торца 30 корпуса содержит токоподвод, выполненный в виде изолятора 31, жестко закрепленного на полом валу 4 и соосно с ним. Изолятор 31 содержит гнезда 32, в которые при помощи пружины 33 установлены плавающие щетки 34, расположенные коаксиально по отношению полого вала, кроме того, щетки размещены в гнездах с неравномерным шагом. Верхний торец щеток 34 сопряжен с неподвижным и жесткозакрепленным на нижнем торце корпуса 1 медным диском 35, а нижний торец щеток 34 с помощью электропровода (на чертежах не обозначено) сопряжен с токоподводящим медным диском 36, установленным на нижнем торце изолятора 31.
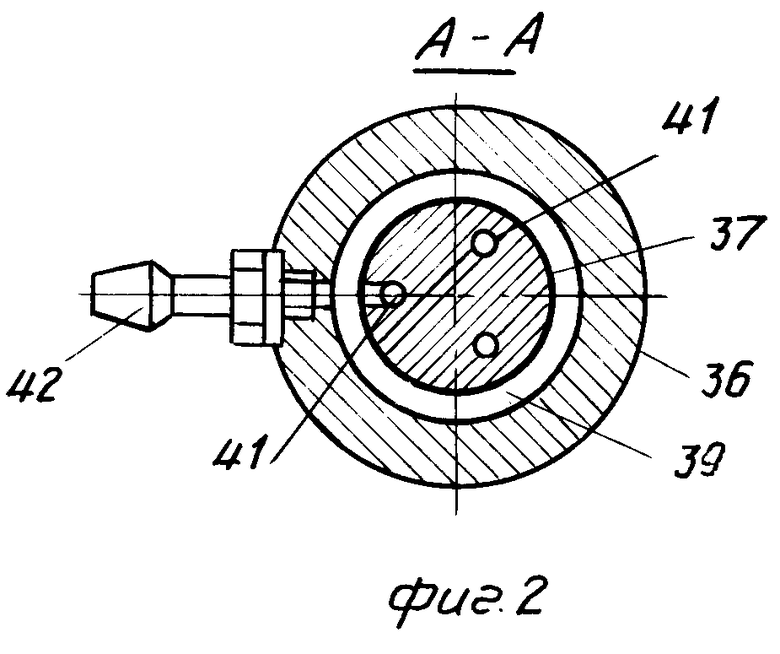
Устройство содержит также водогазораспределитель, выполненный в виде плотносопряженной пары цилиндра 37 и втулки 38, содержащих в зоне сопряжения кольцевые канавки 39 (обозначена одна). Канавки разделены сальниковыми уплотнителями 40 (обозначен один).
Кольцевые канавки при помощи коленообразных каналов 41 (указано два) со стороны верхней части цилиндра 37 совмещены с соответствующими штуцерами 42 водогазоподводящих магистралей, а с нижней стороны дополнительно с коленообразными каналами и при помощи промежуточных шлангов 43 и уплотнений 44 соединены с горелкой 7.
Конструкция предложенной головки на участке полого вала 4, расположенного в зоне корпуса, содержит многосекционный токоподвод 45 для обеспечения питанием электродвигателя 17 подающего механизма проволоки 46. При этом токоподвод выполнен в виде коллектора 47, установленного на полом валу 4, и самоподжимающих щеток 48, расположенных в гнездах 49 корпуса 1. Подвод электропитания на многосекционный токоподвод 45 через разъем, смонтированный в кронштейне 24 (см. фиг. 1).
Предложенная сварочная головка может быть использована для сварки вварных элементов круговыми швами, например деталей типа фланцев 50 в обейчаку 51. Ввариваемый фланец 50 собирают с обечайкой 51 при помощи стыкового соединения 19 на съемной подкладке или с помощью прихватки. Затем при помощи центратора 52 совмещают ось вращения полого вала 4 с центром фланца 50 и поджимают центратором 52.
В качестве центратора может быть использован присос или дисковая шайба, или центрирующий конус. В верхней части центратора встроен аммортизатор 53 для разгрузки электропривода исполнительного механизма блока регулировки длины дуги. Аммортизатором может служить торированная пружина. Настройка сварочной головки 7 на свариваемый стык производится путем изменения расстояния l при помощи направляющих 9, (выполненных в виде салазок). Предварительно настройка длины дуги осуществляется путем подъема (опускания) всего устройства вместе с промежуточным звеном 25 при помощи исполнительного механизма 27.
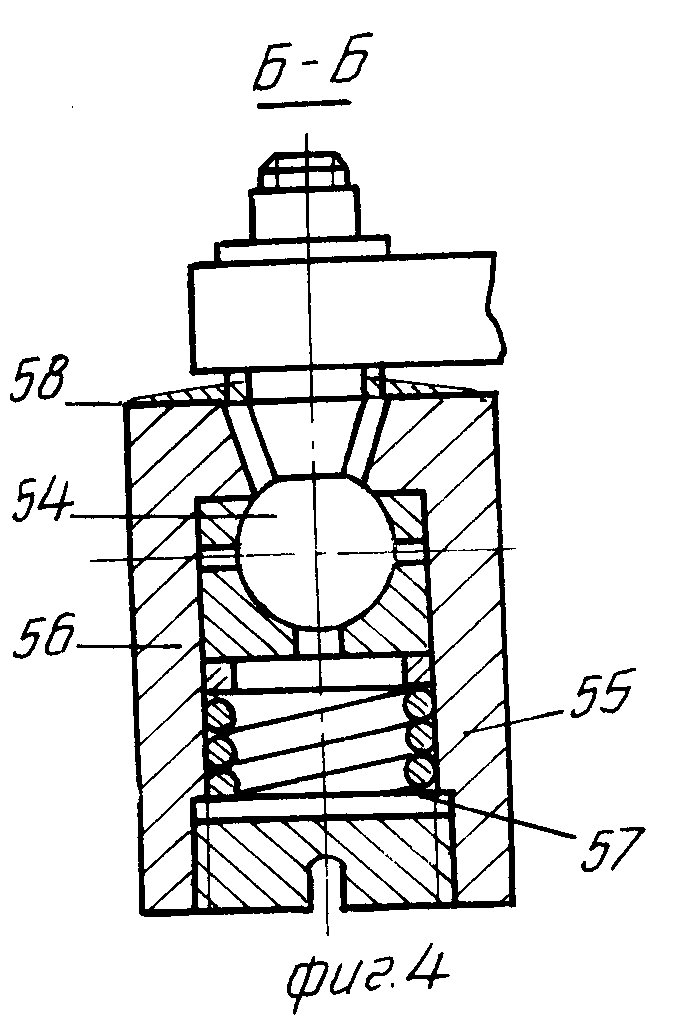
Отслеживание длины дуги осуществляют при помощи следящей системы, исполнительный механизм которой смонтирован на стойке 28. Угол наклона сварочной горелки 7 с возможностью совмещения оси горелки параллельно оси свариваемой детали устанавливают при помощи шаровой кинематической пары 29. Кинематическая пара (см. фиг. 4) включает шаровой палец 54, который расположен в наконечнике 55 и зафиксирован при помощи сухарей 56. Сухари сжаты пружиной 57. Такое соединение обеспечивает автоматическую выборку зазора при износе деталей сочленения. Сочленение сверху закрыто резиновым уплотнением 58. Наличие шаровой кинематической пары позволяет установить сварочную головку в заданном положении к свариваемому изделию, тем самым облегчить технологические приемы оператора.
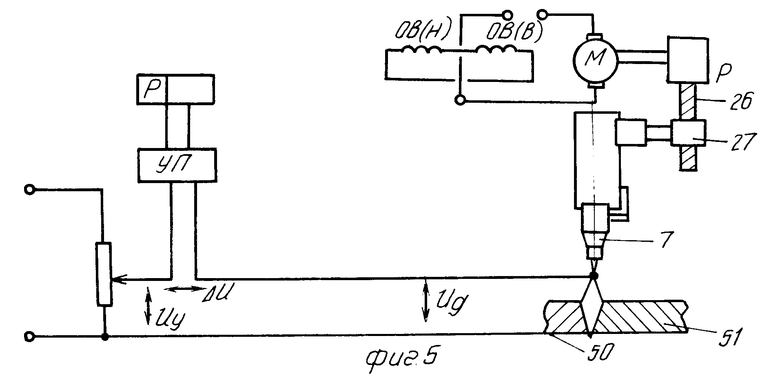
Исполнительный механизм (см. фиг. 5) блока системы регулирования длины дуги предназначен для подъема или опускания сварочной горелки в процессе сварки в случае отклонения длины дуги от заданной, которая влияет на напряжение на дуге.
В системе используется включенное на выходе усилителя поляризованное реле Р, которое реагирует на изменение полярности входного воздействия изменения знака выходного сигнала. По достижении отклонения регулируемой величины от задаваемого на данный момент времени Δ Uд=Uд-Uз, равного напряжению срабатывания реле ΔUдKу ≥ Uср, где Ку коэффициент усиления усилителя, реле срабатывает в одном или в другом направлении (в зависимости от знака рассогласования) и замыкает в цепи якоря двигателя М контакт В (верх) или (низ) Н. В зависимости от того, какой из контактов оказался замкнутым, двигатель возбуждается от обмотки ОВ (Н) или обмотки ОВ (В). В результате двигатель через понижающий редуктор поднимает или опускает сварочную горелку 7 с постоянной номинальной скоростью, так как Uв=const, несмотря на то, что отклонение Δ Uд не остается неизменным. При отработке ошибки наступает момент, когда Δ Uд Ку ≅ Uотп, реле отключает двигатель, но движение продолжается. В положении равновесия система может по инерции проскочить настолько, что возникает ошибка обратного знака, достаточная для включения двигателя на обратный ход, причем и далее процесс проскакивания может повториться. Поэтому для погашения инерционности в центраторе предложенной головки установлен аммортизатор.
Предложенная головка работает следующим образом. Первоначально осуществляют настройку головки 7 на свариваемый стык путем установки центратора в центр фланца 50 и задают расстояние, равное радиусу фланца. Затем подают рабочий газ в горелку через штуцер 59. После настройки заданных режимов сварки сообщают вращение полому валу 4 от привода 20. Вместе с вращением вала 4 производится вращение горелки 7 по линии свариваемого стыка. После возбуждения дуги в зону ее подают присадочную проволоку 46.
Настройка движения проволоки осуществляется при помощи механизма 16. Конструкция головки опробована при вварке фланцев в обечайку из стали СП28 с толщиной свариваемых кромок 3,5 мм. Сварку производили двусторонним швом. Сварку наружного шва осуществляли на режимах Iсв=160-180 А; Uд=10-11 В; Vсв= 10-12 м/ч.
Применяли проволоку диаметром 1,6 мм марки СВ18ХМА.
Сварку внутреннего шва выполняли без присадочной проволоки на режимах Iсв=120-140 А; Uд=10-11 В; Vсв=9-10 м/ч.
В процессе работы с предложенным устройством ось устройства совмещают с осью свариваемого фланца 50. Настройку совмещения осей осуществляют при помощи кинематической пары 29 (путем поворота в требуемом направлении). Наблюдение при установке и совмещении осей в вертикальное положение пользуются уровнемером, который закрепляют на приводе 20.
Сварку обоих швов выполняли неплавящимся электродом диаметром 4 мм. В качестве защитного газа использовали аргон, расход 12-14 л/мин. Получили хорошее формирование обоих швов. Внутренних и наружных дефектов, недопустимых по нормативной документации, не выявлено. В процессе сварки наличие закрепленного зеркала с обратной стороны горелки позволило обеспечить своевременную подстройку горелки по стыку, а также корректировку режимов и скорости подачи проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ С ТРУБНЫМИ ДОСКАМИ | 1989 |
|
SU1771156A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2071400C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОЙ НАПЛАВКИ | 1991 |
|
RU2032479C1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| СПОСОБ ЗАЩИТЫ СОПЕЛ К СВАРОЧНЫМ ГОРЕЛКАМ | 1991 |
|
RU2079457C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
Использование: при электродуговой сварке фланцев с обечайками. Сущность: сварочная головка для автоматической сварки фланце с обечайками содержит корпус 1, в котором на подшипниках 2, 3 установлен полый вал 4, связанный со сварочной горелкой 7. Токоподвод к горелке выполнен в виде цилиндрического изолятора 31, жестко закрепленного на полом валу 4. В изоляторе, неравномерно по его окружности, выполнены гнезда 32, в которые при помощи пружины 33 установлены плавающие щетки 34. Верхний торец щеток 34 сопряжен с неподвижным и жестко закрепленным на нижнем торце корпуса медным диском 35, а нижний торец щеток с помощью электропривода сопряжен с медным диском 36, установленным на нижнем торце изолятора 31. Механизм вращения полого вала включает электропривод 20, ведущую шестерню 21, паразитную и ведомую 23 шестерни. Корпус закреплен на стойке 28 с помощью шарового шарнира и имеет возможность вертикального перемещения. Головка имеет механизм подачи присадочной проволоки, систему слежения за длиной дуги и центратор, выполненный в виде двух подпружиненных относительно друг друга частей. На корпусе сварочной горелки установлено зеркало. Конструкция сварочной горелки позволяет повысить эффективность настройки электрода относительно стыка. Повышена надежность головки в работе, стабильность горения дуги, улучшены условия для наблюдения за движением сварочной горелки. 2 з.п. ф-лы, 5 ил.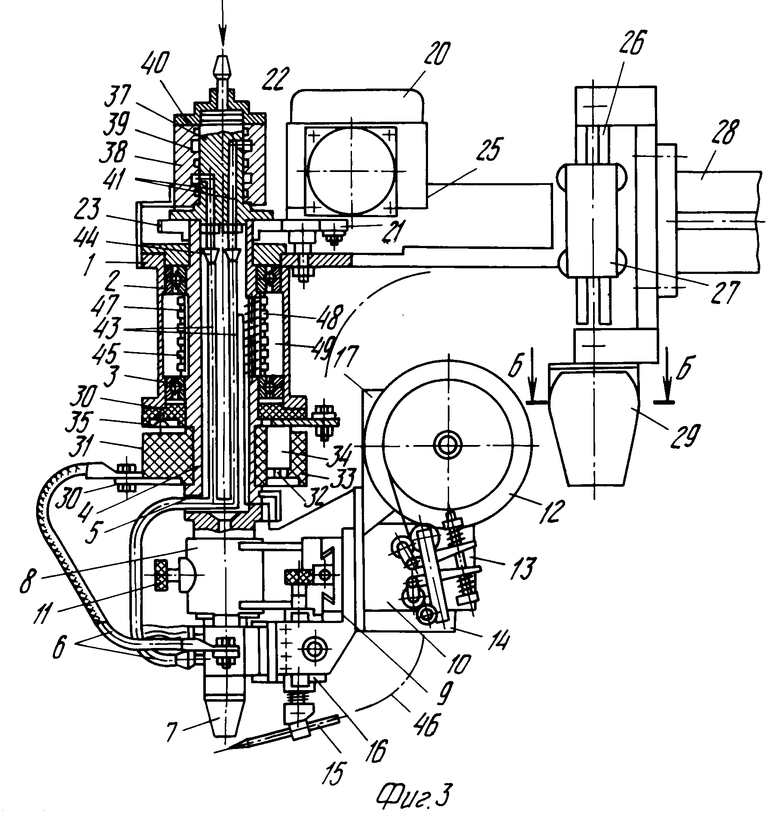
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
