Изобретение относится к области техники сварочных роботов [B23K9/28, B23K11/31, B23K11/25, B23K11/28, B23K37/00, B25J5/06, B25J9/00, B25J9/06, B25J9/08, B25J13/00, B25J13/06, B25J13/08].
Из уровня техники известно МОБИЛЬНОЕ СВАРОЧНОЕ РАБОЧЕЕ МЕСТО СО СВАРОЧНЫМ РОБОТОМ [CN208214646 (U), опубл.: 11.12.2018], состоящее из основного корпуса рабочего места, отличающееся тем, что основной корпус рабочего места закреплен с небольшой инструментальной площадкой, устройством для очистки пистолета и обжатием проволоки, внутри расположены электроуправляющее устройство, газовый баллон, шкаф управления и подъемное устройство, а на дно подъемного устройства смонтировано основание со сварочным роботом, а газовый баллон сообщен со сварочным роботом, сварочный робот, устройство для очистки пистолета и обрезки проволоки, электрическое устройство управления, подъемное устройство и устройство перемещения соединены со шкафом управления.
Недостатком аналога является низкая эффективность его работы, обусловленная невозможностью разделения рабочих зон с возможностью одновременной сварки и подготовки заготовок для их соединения.
Также известен ПОРТАТИВНЫЙ СВАРОЧНЫЙ РОБОТ [CN205437563 (U), опубл.: 09.10.2016], отличающийся тем, что содержит интеллектуальную автоматическую тележку слежения, шестиосный роботизированный манипулятор со сварочной горелкой, контроллер манипулятора и интеллектуальный сварочный модуль, интеллектуальная автоматическая тележка слежения состоит из планшетной тележки с электроприводом и модуля слежения, модуль слежения управляет движением планшетной тележки с электроприводом и манипулятором, основание установлено на плоской поверхности планшетной тележки, а контроллер манипулятора управляет работой каждого серводвигателя, сварочный робот включает в себя модуль обнаружения сварочных заготовок и модуль управления сварочной горелкой, модуль обнаружения сварочных заготовок включает в себя систему машинного зрения, набор инфракрасных лазерных дальномеров и чип обработки, система машинного зрения соответственно установлена на подвижной руке манипулятора, набор инфракрасных лазерных дальномеров соответственно установлен на подвижной руке манипулятора через монтажное гнездо, чип обработки соответственно связан с модулем слежения, манипулятором, системой машинного зрения и набором инфракрасных лазерных дальномеров, робот включает в себя сварочную горелку и контроллер сварочной горелки, сварочная горелка установлена на конце манипулятора, а контроллер сварочной горелки связан с чипом обработки и управляет запуском, остановкой и мощностью сварки сварочной горелки.
Недостатком аналога является низкая надежность, обусловленная сложной конструкцией робота. Кроме того, данный аналог сложен в изготовлении и использовании, требует значительных сил для подготовки его к работе.
Наиболее близким по технической сущности является СВАРОЧНЫЙ АППАРАТ FRONIUS TPS/I
[https://www.fronius.com/en/welding-technology/products/robotic-welding/migmag-single-wire/push-systems/push-systems, опубл.: 25.10.2020], выполненный с возможностью взаимодействия с роботами различных производителей и интеграции сварочной системы с помощью специальных насадок для роботов. Аппарат состоит из сварочного аппарата, горелки, смонтированной на манипуляторе, сварочной аппарат включает в себя устройство управления. Преобразование ручного источника питания в источник питания робота достигается быстро и легко путем установки интерфейса робота, который позволяет системе управления роботом и TPS/i взаимодействовать друг с другом. Можно использовать все распространенные стандартные интерфейсы. Усовершенствованный CrashBox значительно снижает нагрузку на корпус резака в случае столкновения. Это сводит к минимуму силовое воздействие груза сразу после столкновения, предотвращая повреждение корпуса резака и привода. Чрезвычайно высокая точность сброса (+/- 0,05 мм) позволяет быстро возобновить производство.
Основной технической проблемой прототипа является низкая эффективность его использования, так как требует для выполнения сварочных операций непосредственного участия человека по управлению сварочным аппаратом, что не позволяет одним человеком одновременно осуществлять и подготовку заготовок для соединения и их соединение.
Задача изобретения заключается в устранении недостатков прототипа.
Технический результат изобретения заключается в повышении удельной производительности сварочного аппарата.
Указанный технический результат достигается за счет того, что коллаборативный сварочный комплекс, содержащий аппарат для сварки в среде защитных газов, манипулятор со сварочной горелкой, баллон с защитным газом и блок управления сварочным аппаратом, отличающийся тем, что он снабжен по меньшей мере одним сварочным столом, образующим рабочую зону, которая разделена на две части защитным экраном, выполненным с возможностью обеспечения защиты глаз и открытых участков тела оператора при сварке, а сварочный аппарат, баллон с защитным газом и манипулятор смонтированы на платформе, выполненной с возможностью ее перемещения в горизонтальной и вертикальной плоскостях, причем манипулятор со сварочной горелкой смонтирован с возможностью доступа к обеим частям рабочей зоны.
В частности, сварочный аппарат выполнен с возможностью полуавтоматической сварки с холодным переносом металла.
В частности, манипулятор выполнен по меньшей мере c пятью степенями свободы.
В частности, комплекс снабжен модулем технического зрения, смонтированным на манипуляторе.
В частности, платформа снабжена колесными опорами для обеспечения ее перемещения в горизонтальной плоскости.
В частности, дне платформы смонтирован подъемник для обеспечения ее перемещения в вертикальной плоскости.
Краткое описание чертежей.
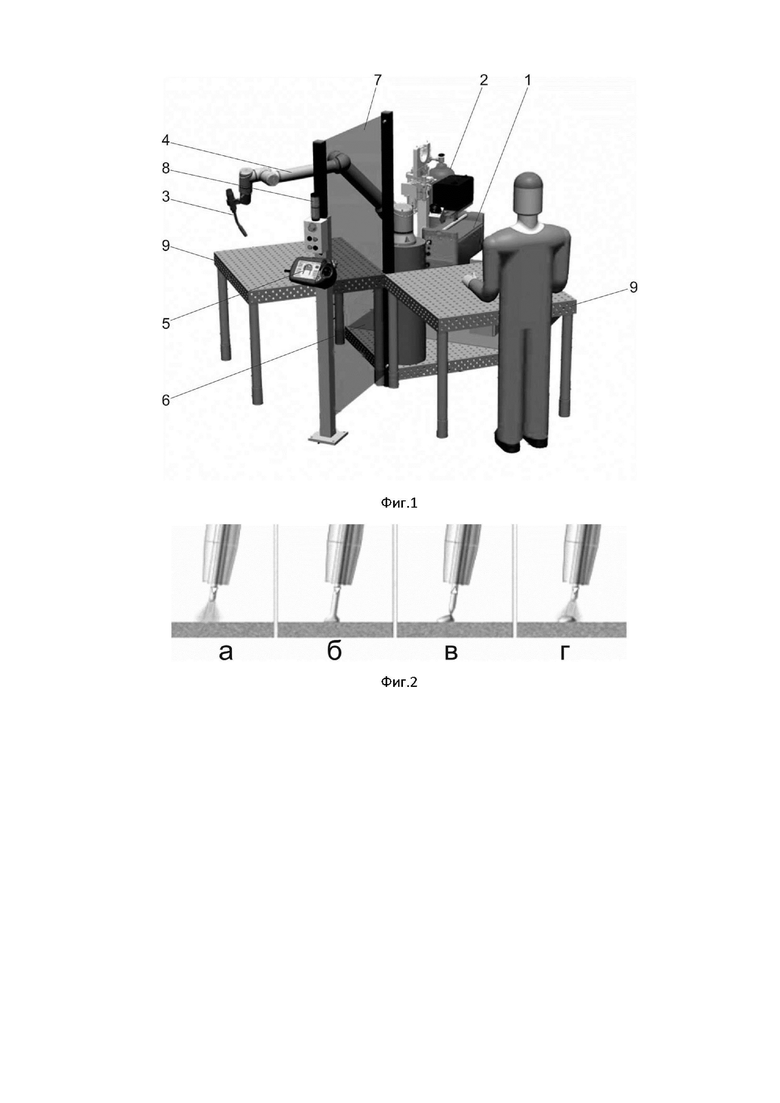
На Фиг.1 показан общий вид коллаборативного сварочного комплекса.
На Фиг.2 схематично показан СМТ процесс сварки.
На фигурах обозначено: 1 - сварочный аппарат, 2 - баллон с инертным газом, 3 - горелка, 4 - манипулятор, 5 - блок управления, 6 - платформа, 7 - экран, 8 - световой индикатор, 9 - рабочая зона.
Осуществление изобретения.
Коллаборативный сварочный комплекс содержит сварочный аппарат 1 (см. Фиг.1), выполненный полуавтоматическим с возможностью полуавтоматической сварки в среде защитных газов холодным переносом металлов (СМТ).
К сварочному аппарату 1 шлангом подключен баллон с инертным газом 2.
Горелка 3, подключенная к сварочному автомату 1 с помощью шланг-пакета (на фигурах не показан) смонтирована с помощью захвата (на фигурах не показан) на головке манипулятора 4.
Манипулятор 4 выполнен в виде механической руки из шарнирно соединенных между собой элементов. Шарнирные соединения элементов механической руки снабжены сервоприводами. Манипулятор 4 выполнен, как минимум, c пятью степенями свободы. Захват, удерживающий горелку 3 выполнен механическим. На захвате или на головке манипулятора 4 или стационарно на коллаборативном сварочном комплексе смонтирован, как минимум, один модуль технического зрения, выполненный, например, в виде сенсорных датчиков или цифровой камеры. Управление манипулятором 4 осуществляется вручную, с помощью контроллера, к которому подключен пульт программирования или с помощью модуля технического зрения (на фигурах не показаны).
Сварочный аппарат 1 снабжен модулем управления (на фигурах не показан), смонтированным на передней его панели.
В одном из вариантов реализации и пульт программирования манипулятора 4 и сварочный аппарат 1 подключены к единому блоку управления 5.
Сварочный аппарат 1, баллон с инертным газом 2, манипулятор 4 смонтированы на единой платформе 6, которая может быть выполнена подвижной, подъемной, переносной и т.д., при этом сварочный аппарат 1 и баллон с инертным газом 2 смонтированы в задней части платформы 6, а манипулятор 4 смонтирован в передней части платформы 6.
Для обеспечения подвижности в горизонтальной плоскости платформа 6 снабжена колесными или роликовыми опорами. Для обеспечения подвижности в вертикальной плоскости на дне платформы 6 снизу смонтирован подъемник, который выполнен с возможностью подъема платформы на необходимую высоту. Упомянутый подъемник может быть выполнен механическим, электрическим, гидравлическим, пневматическим и т.д.
В передней части платформы 6 перед манипулятором 4 смонтирована рабочая зона 9, выполненная в виде, по крайней мере, одного сварочного стола. Указанная рабочая зона 9 разделена на две половины защитным экраном 7, выполненным, например, из затемненного или жидкокристаллического многослойного стекла или полимера с возможностью защиты органов зрения персонала от работы сварочного аппарата 1.
Функциональное назначение экрана 7 заключается в обеспечении защиты глаз и открытых участок тела оператора от оптического излучения, и/или частиц расплавленного металла и горячих твердых частиц, и/или теплового излучения.
В одном из вариантов реализации, упомянутый экран 7 может быть выполнен подъемным с возможностью подъема его во время подготовки сварочного комплекса к работе.
На платформе 6 могут быть смонтировано дополнительный инвентарь и оборудование, например, ящики для инструментов, заготовок, ЗИП и т.д.
Сварочный комплекс содержит индикатор готовности комплекса, выполненный в виде светового индикатора 8.
Сварочный аппарат 1 снабжен узлом обслуживания горелок (на фигурах не показан). Упомянутый узел представляет собой узел для поддержки процесса.
В состав узла входят узел для очистки сопла, узел для калибровки центральной точки инструмента, узел для впрыскивания антинагарного состава.
Преимуществами применения узла обслуживания горелок являются увеличение времени работы комплекса и повышение производительности, повышение качества сварки.
Работа сварочного аппарата 1 основана на процессе CMT - холодный перенос металла коротким замыканием. Обычно, процесс образования короткого замыкания сопровождается значительным повышением тока (резким понижением напряжения и повышением сопротивления), что непременно приводит к повышению тепловложения в основной металл. С CMT дугой ситуация иная, при первом обнаружении короткого замыкания ток снижается до минимально допустимого значения, в то же время происходит отрыв капли за счет обратного движения сварочной проволоки (см. Фиг.2). Перенос металла осуществляется при значении тока практически равном нулю и при малых значениях выделяемого тепла.
Процесс СМТ осуществляется в следующей последовательности (см. Фиг.2):
во время горения дуги сварочная проволока подводится к ванне (см. Фиг.2а);
в момент входа сварочной проволоки в сварочную ванну дуга гасится, ток снижается для исключения разрыва перемычки (см. Фиг.2б);
в момент короткого замыкания ток снижается до минимума, сварочная проволока отводится назад для облегчения отделения капли (см.Фиг.2в);
проволока снова подается в сварочную ванну, зажигается дуга, начинается новый цикл сварки (см. Фиг.2г).
Возвратно поступательное движение проволоки может повторяться до 70 раз в секунду. Кроме того, две особенности, отмеченные выше (1-ая перенос металла без тока (условно) и 2-ая возвратно поступательное движение электрода), а также 3-я особенность - движение проволоки, должны быть включены в систему управления.
Преимуществами сварки с использованием процесса СМТ являются высокая прочность соединения легких и сверхлегких листов (толщина менее 0,3 мм) благодаря малому тепловложению, высокая стабильность дуги за счет измерения ее длины и механической регулировки ее длины, а также отсутствия влияния скорости сварки и величины вылета проволоки, отсутствие брызг при сварке и пайке.
Коллаборативный сварочный комплекс используют посредством выполнения операций следующим образом.
Оператор перед началом работ устанавливает коллаборативный сварочный комплекс вблизи мест проведения операций, для чего используя колесные (роликовые) опоры регулирует расположение упомянутого аппарата в горизонтальной плоскости, а с помощью подъемника - в вертикальной плоскости, для выполнения сварочных операций на высоте.
Далее оператор выбирает с помощью блока управления 5 программу для сварки заготовок в зависимости от характеристик упомянутых металла, из которого изготовлены заготовки. При необходимости оператор с помощью модуля управления сварочного аппарата 1 корректирует режимы работы сварочного аппарата 1.
Далее оператор устанавливает на одну из частей сварочного стола рабочей зоны 9 оснастку, необходимую для удержания заготовок упомянутом столе заготовок и закладывает в оснастку свариваемые между собой заготовки местами сварки друг к другу. Возможен вариант соединения заготовок без оснастки, когда соединяемые заготовки устойчиво располагаются на поверхности рабочей зоны 9.
Далее, оператор запускает сварочный комплекс с помощью блока управления 5, а сам переходит за стекло 7, разделяющее рабочую зону 9 на части, при этом в варианте реализации стекла 7 подъемным, оно опускается, разделяя рабочий стол рабочей зоны 9 на две части.
Далее, манипулятор 4 с помощью модуля технического зрения, смонтированного на его захвате или головке, определяет положение заготовок и место их соединения между собой и осуществляет их соединение путем сварки с помощью сварочного аппарата 1. В качестве варианта реализации манипулятора 4 без технического зрения, оператор до запуска сварочного аппарата вручную или пульта программирования за счет шарнирных соединений элементов манипулятора 4 подносит горелку 3, смонтированную на головке манипулятора 4 к месту соединения заготовок.
Во время сварки оператор на вторую часть сварочного стола рабочей зоны 9 устанавливает оснастку, необходимую для удержания заготовок упомянутом столе заготовок и закладывает в оснастку свариваемые между собой заготовки местами сварки друг к другу.
После соединения заготовок между собой сварочный комплекс отключается и манипулятор 4 возвращается в исходное положение. В варианте реализации стекла 7 подъемным оно поднимается.
Оператор переходит в первую часть рабочего стола рабочей зоны 9 и запускает сварочный комплекс с помощью блока управления 5, при этом в варианте реализации стекла 7 подъемным, оно опускается, опять разделяя рабочий стол рабочей зоны 9 на две части.
Манипулятор 4 с помощью модуля технического зрения, смонтированного на его захвате или головке, заново определяет положение заготовок и место их соединения между собой и осуществляет их соединение путем сварки с помощью сварочного аппарата 1.
Во время работы сварочного аппарата 1 по соединению заготовок во второй части рабочего стола рабочей зоны 9 оператор извлекает из оснастки соединенную из заготовок деталь и закладывает новые заготовки и повторяет цикл операций.
Технический результат - повышение удельной производительности сварочного аппарата достигается за счет размещения на единой подвижной и подъемной, позволяющей установить ее в непосредственной близости от проведения сварочных работ как в горизонтальной, так и в вертикальной плоскостях платформе 6 сварочного аппарата 1, баллона с инертным газом 2, манипулятора 4 и в передней части платформы 6 рабочей зоной 9,разделенной на части экраном 7 с возможностью защиты органов зрения персонала от работы сварочного аппарата 1 при одновременных сварке предварительно подготовленных оператором заготовок сварочным аппаратом 1, снабженным манипулятором 4, на конце которого смонтирована горелка 3 на одной части рабочей зоны 9 и подготовке оператором следующих заготовок на другой части рабочей зоны 9 с последующим взаимным перемещением манипулятора 4 и оператора для повторного выполнения операций. Таким образом удельная производительность повышается как минимум в два раза.
Конструкция коллаборативного сварочного комплекса за счет ее упрощения путем оснащения минимально необходимыми сварочным аппаратом 1, с подключенным к нему баллоном с инертным газом 2, манипулятором 4 с горелкой 3 в которых сварочный аппарат 1 и манипулятор 4 подключены к единому блоку управления 5 и размещенных на подвижной платформе 6 обеспечивает ее надежность и снижает время простоя при ремонте, что в свою очередь позволяет опять же повысить удельную производительность сварочного аппарата.
В 2021 году автором был изготовлен действующий макет коллаборативного сварочного комплекса с помощью которого провели два эксперимента. Первый эксперимент заключался в последовательном выполнении операций по подготовке заготовок оператором и сваркой заготовок сварочным аппаратом 1. Второй эксперимент заключался в параллельном выполнении указанных операций. Практически независимо от типов заготовок и толщины металла время, затрачиваемое оператором на подготовку заготовок всегда было меньше времени работы сварочного аппарата 1 и при окончании сварки заготовок, манипулятор 4 был готов к взаимному перемещению с оператором.
Еще одним преимуществом коллаборативного сварочного комплекса является возможность постоянного присутствия оператора при проведении сварочных аппарат за счет того, что рабочая зона 9 разделена на две части экраном 7, функциональное назначение которого заключается в обеспечении защиты глаз и открытых участок тела оператора от оптического излучения, и/или частиц расплавленного металла и горячих твердых частиц, и/или теплового излучения, что позволяет оператору наблюдать за ходом сварки и своевременно отреагировать при отклонениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЛАБОРАТИВНОЕ СВАРОЧНОЕ УСТРОЙСТВО | 2024 |
|
RU2833865C1 |
| КОЛЛАБОРАТИВНАЯ СБОРОЧНО-ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2020 |
|
RU2771901C2 |
| КОЛЛАБОРАТИВНЫЙ РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ПЕРЕМЕЩЕНИЯ ПРОДУКЦИИ ПОДВЕСНОГО РАЗМЕЩЕНИЯ | 2024 |
|
RU2841086C1 |
| МОБИЛЬНЫЙ МОДУЛЬНЫЙ РЕЛЬСОСВАРОЧНЫЙ КОМПЛЕКС (МРСК) | 2009 |
|
RU2431010C2 |
| КОЛЛАБОРАТИВНЫЙ РОБОТИЗИРОВАННЫЙ УЧАСТОК ПЕРЕСЧЕТА ДЕНЕЖНОЙ НАЛИЧНОСТИ | 2018 |
|
RU2697316C1 |
| Робототехнический комплекс "Робот-швея" | 2024 |
|
RU2836073C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ БАНКНОТ, И РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ, БАНКНОТ | 2020 |
|
RU2737603C1 |
| УСТАНОВКА ДЛЯ ПОДВОДНОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ | 2006 |
|
RU2346792C2 |
Коллаборативный сварочный комплекс содержит аппарат для сварки в среде защитных газов, манипулятор со сварочной горелкой, баллон с защитным газом и блок управления сварочным аппаратом. По меньшей мере один сварочный стол образует рабочую зону, разделенную на две части защитным экраном, обеспечивающим защиту глаз и открытых участков тела оператора при сварке. Сварочный аппарат, баллон с защитным газом и манипулятор смонтированы на платформе с возможностью ее перемещения в горизонтальной и вертикальной плоскостях. Манипулятор со сварочной горелкой имеет доступ к обеим частям рабочей зоны. Сварочный аппарат предназначен для полуавтоматической сварки с холодным переносом металла. Манипулятор выполнен по меньшей мере c пятью степенями свободы и снабжен модулем технического зрения. Комплекс способствует повышению удельной производительности сварочного аппарата за счет обеспечения взаимного перемещения манипулятора и оператора, а также за счет высокой надежности и снижения времени простоя при ремонте. 5 з.п. ф-лы, 2 ил.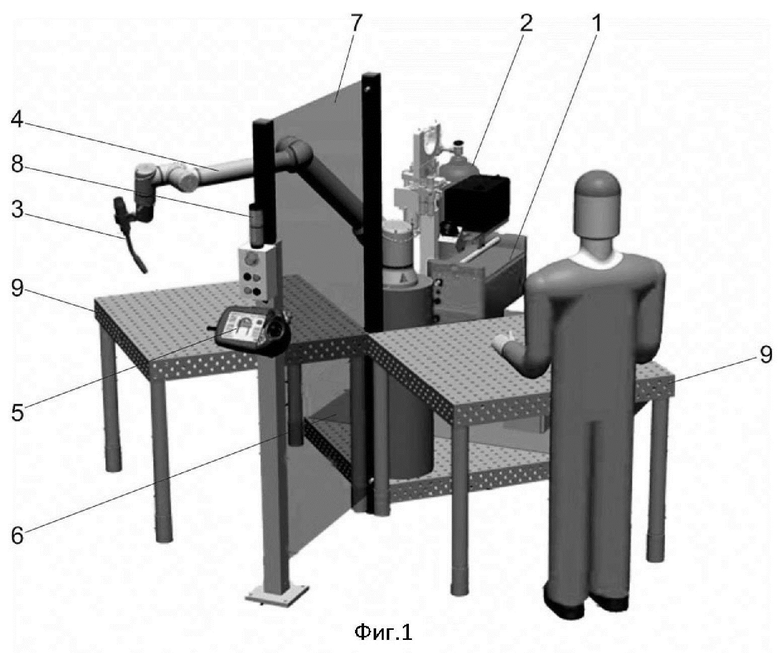
1. Коллаборативный сварочный комплекс, содержащий аппарат для сварки в среде защитных газов, манипулятор со сварочной горелкой, баллон с защитным газом и блок управления сварочным аппаратом, отличающийся тем, что он снабжен по меньшей мере одним сварочным столом, образующим рабочую зону, которая разделена на две части защитным экраном, выполненным с возможностью обеспечения защиты глаз и открытых участков тела оператора при сварке, а сварочный аппарат, баллон с защитным газом и манипулятор смонтированы на платформе, выполненной с возможностью ее перемещения в горизонтальной и вертикальной плоскостях, причем манипулятор со сварочной горелкой смонтирован с возможностью доступа к обеим частям рабочей зоны.
2. Коллаборативный сварочный комплекс по п.1, отличающийся тем, что сварочный аппарат выполнен с возможностью полуавтоматической сварки с холодным переносом металла.
3. Коллаборативный сварочный комплекс по п.1, отличающийся тем, что манипулятор выполнен по меньшей мере c пятью степенями свободы.
4. Коллаборативный сварочный комплекс по п.1, отличающийся тем, что он снабжен модулем технического зрения, смонтированным на манипуляторе.
5. Коллаборативный сварочный комплекс по п.1, отличающийся тем, что платформа снабжена колесными опорами для обеспечения ее перемещения в горизонтальной плоскости.
6. Коллаборативный сварочный комплекс по п.1, отличающийся тем, что на дне платформы смонтирован подъемник для обеспечения ее перемещения в вертикальной плоскости.
| RU 2018106911 А, 26.08.2019 | |||
| КОЛЛАБОРАТИВНАЯ СБОРОЧНО-ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2020 |
|
RU2771901C2 |
| ПОГРУЖНОЙ ПНЕВМОУДАРНИК | 0 |
|
SU208600A1 |
| CN 205437563 U, 10.08.2016 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |

