Изобретение относится к прокатному производству, а именно к валкам рабочих клетей станов горячей и холодной прокатки.
Известен составной прокатный валок, содержащий несущую профилированную ось с ограничительным буртом и сопрягаемый с ней по посадке бандаж, при этом образующие посадочных поверхностей оси и бандажа выполнены криволинейными (патент РФ №2191648).
Недостатком этого валка является сложность изготовления посадочных поверхностей его составных частей, в особенности, внутренней поверхности бандажа, которую растачивают, как правило, на карусельных станках. По мере продвижения обрабатывающего инструмента внутрь бандажа из-за снижения его жесткости и действия распорных усилий от контакта с обрабатываемым металлом посадочная поверхность может быть выполнена с отклонениями от заданной геометрии. В результате не удается обеспечить равномерный натяг на протяжении всей сопрягаемой поверхности, что приводит к сползанию бандажа относительно несущей оси и выходу валка из строя.
Известен составной прокатный валок, который включает несущую профилированную ось с ограничительным буртом и сопряженный с ней по посадке бандаж ответной формы к несущей оси. Бандаж и охватываемый им участок несущей оси образует бочку валка. Несущая ось выполнена из прямых цилиндрических участков, при этом продольные оси смежных участков смещены в радиальном направлении с образованием эксцентриситета (патент РФ №2310530 выбран в качестве прототипа).
Недостатком конструкции этого валка является наличие резкого перехода в месте стыка (соединения) смежных цилиндрических участков как на бандаже, так и на несущей оси. При длительной эксплуатации составного валка из-за концентрации напряжений в этих зонах возможно зарождение усталостных напряжений и, как следствие, образование трещин, ведущих к поломке валка.
Вышеуказанные недоставки известных валков свидетельствуют о низкой надежности их конструкций.
Задача, решаемая предлагаемым изобретением, заключается в повышении надежности валка, при этом достигаемый технический результат - в снижении вероятности поломки несущей оси и бандажа за счет уменьшения концентрации напряжений в месте соединения смежных участков несущей оси и бандажа.
Указанная задача решается следующим образом. В известном составном валке, включающем образующие бочку несущую профилированную ось с ограничительным буртом и сопрягаемый с ней по посадке бандаж, профилированная ось содержит два цилиндрических участка, продольные оси которых смещены с образованием эксцентриситета, при этом валок отличается тем, что несущая профилированная ось выполнена с расположенным между указанными участками цилиндрическим участком, наклоненным к оси вращения валка под углом α, определяемым из выражения:
α = arctg e/(L0 - (L1+L2)),
где e - величина эксцентриситета,
L0 - общая длина посадочной поверхности,
L1 - длина цилиндрического участка со стороны торца бочки с ограничительным буртом,
L2 - длина цилиндрического участка со стороны противоположного торца бочки, при этом бандаж выполнен ответной формы к несущей оси.
В заявляемом изобретении целесообразно выполнять наклонный цилиндрический участок с круговым или эллиптическим поперечным сечением.
Сущность предлагаемого изобретения поясняется следующим образом.
При α > arctg e/(L0 - (L1+L2)) в местах стыка наклонного цилиндрического участка с цилиндрическими участками несущей оси образуются уступы с острыми кромками, которые являются концентраторами напряжений.
При α < arctg e/(L0 - (L1+L2)) в местах стыка наклонного цилиндрического участка с цилиндрическими участками несущей оси также образуются уступы с острыми кромками, которые являются концентраторами напряжений.
Лишь при α = arctg e/(L0 - (L1+L2)) достигается оптимальная конфигурация несущей оси и бандажа без каких либо уступов в местах соединения всех цилиндрических участков.
Значения L1 и L2 выбираются конструктивно из соображений обеспечения плавного перехода боковой поверхности наклонного цилиндрического участка на боковые поверхности смещенных с эксцентриситетом цилиндрических участков несущей оси.
Форма поперечного сечения наклонного участка, представляющая собой круг или эллипс, наиболее приемлема с точки зрения технологичности выполнения валка.
Таким образом, данное профилирование сопрягаемых поверхностей несущей оси и бандажа, выполненное без уступов, в значительной степени снижает концентрацию напряжений и вероятность поломки несущей оси и бандажа составного валка.
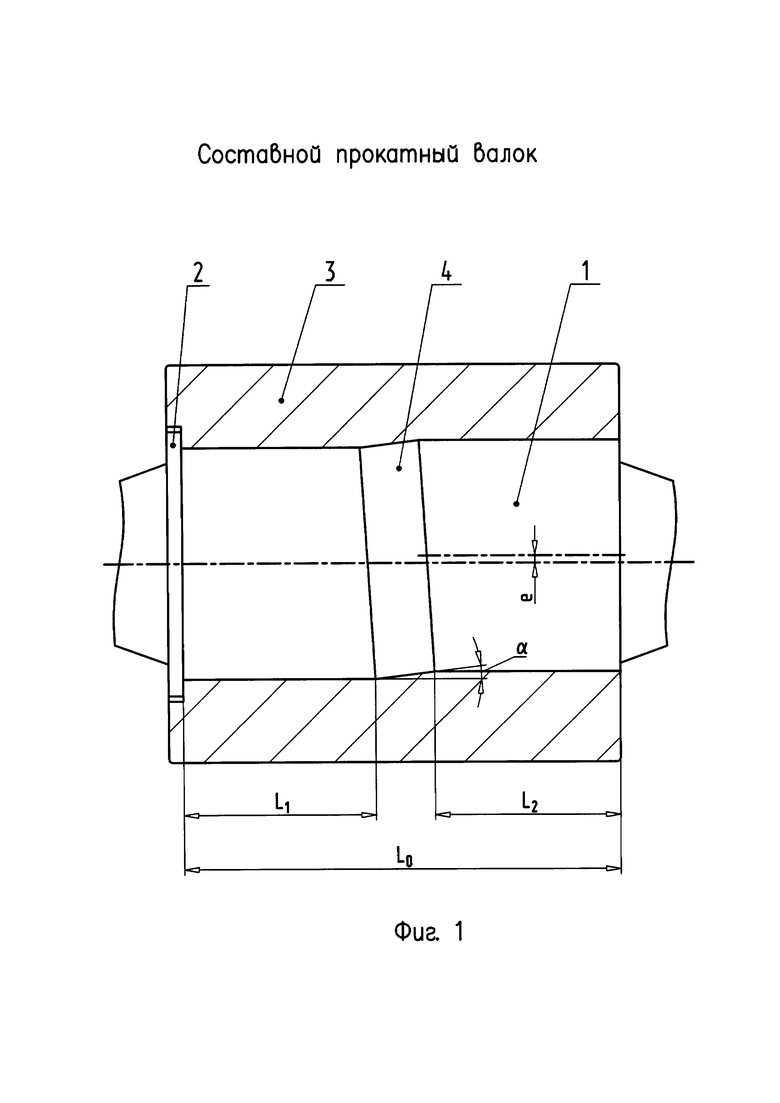
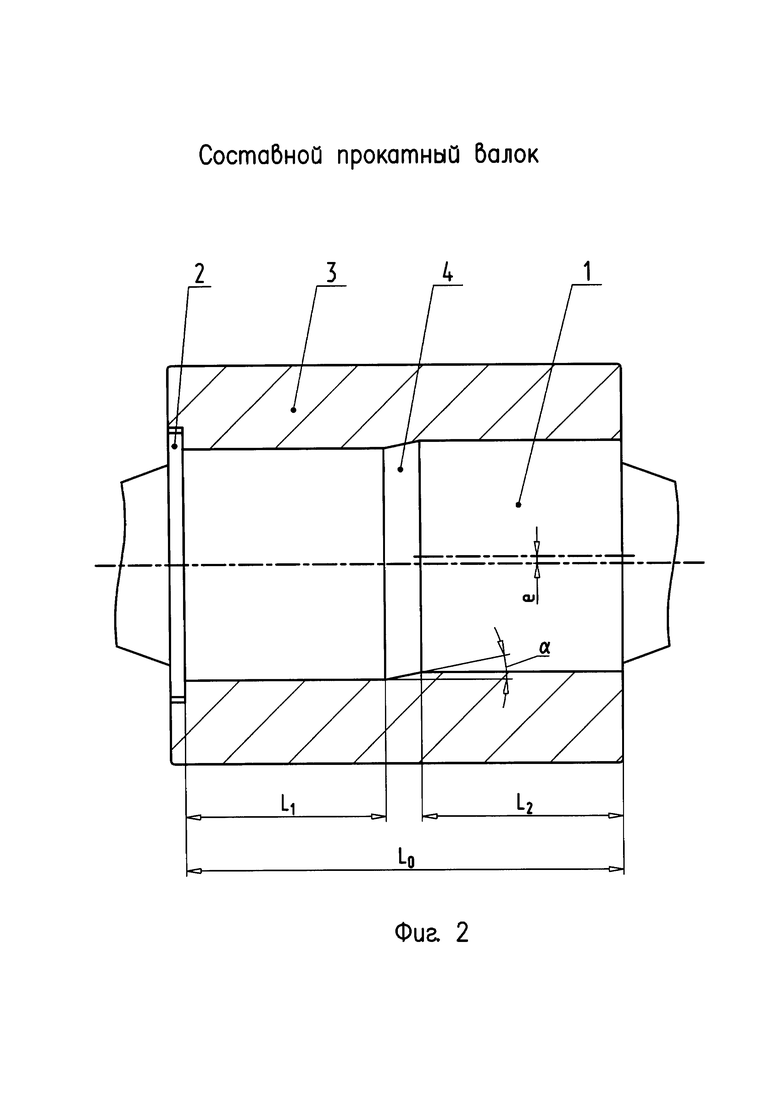
На соответствующих чертежах (фиг. 1 и фиг. 2) изображен общий вид составного прокатного валка. При этом на фигуре 1 поперечное сечение наклонного цилиндрического участка представляет собой круг, на фигуре 2 поперечное сечение - эллипс. Валок содержит несущую ось 1 с ограничительным буртом 2 и бандаж 3.
Несущая профилированная ось 1 содержит цилиндрические участки, смещенные с образованием эксцентриситета, и расположенный между ними наклонный цилиндрический участок 4. Длина участка, расположенного со стороны торца бочки с ограничительным буртом 2, обозначена L1, длина цилиндрического участка со стороны противоположного торца бочки - L2; общая длина посадочной поверхности - L0.
Сопрягаемый с несущей осью 1 бандаж 3 выполнен ответной формы, т.е. продольные оси всех смежных цилиндрических участков внутреннего пространства бандажа совпадают с соответствующими продольными осями всех участков несущей оси 1.
Пример изготовления составного валка.
Требуется изготовить составной прокатный валок с габаритами бочки 1350 (диаметр) × 1200 (длина) для прокатной клети стана 1200 холодной прокатки. Заготовку для бандажа изготавливают из стали 45Х5МФ методом отливки в кокиль, а заготовку для несущей оси из стали 50Х - методом ковки из слитка, позволяющего выточить из него несущую ось с буртом толщиной 30 мм, состоящую из двух цилиндрических участков номинальным диаметром 950 мм каждый, продольные оси которых смещены с образованием эксцентриситета 2 мм. Длина посадочной поверхности составляет разность между длиной бочки валка и толщиной бурта: 1200-30=170 мм. Длину L1 цилиндрического участка со стороны торца бочки с ограничительным буртом 2 принимают равной 600 мм, а длину L2 цилиндрического участка со стороны противоположного торца бочки - 550 мм. Таким образом, длина наклонного цилиндрического участка 4 составит: 1170-(600+550)=20 мм. Угол наклона участка 4 к оси вращения валка определяется в соответствии с выведенным выражением:
α=arctg 2/(1170 - (600+550))=5,71°.
Натяг выбирают равным 0,3 мм.
На первом этапе токарной обработки несущей оси с одной установки в центрах производят съем металла с поковки по всей посадочной длине до диаметра не менее 954,3 мм. На втором этапе с той же установки обтачивают цилиндрический участок со стороны ограничительного бурта 2 до диаметра не менее 950,3 мм по всей его длине (600 мм). После этого полуфабрикат смещают с помощью специальных приспособлений (бугелей) в радиальном направлении на 2 мм (величина эксцентриситета) относительно оси вращения валка и обтачивают цилиндрический участок несущей оси со стороны противоположного торца бочки до диаметра 950,3 мм на длине 550 мм. После этого производят перецентровку несущей оси 1 валка таким образом, чтобы угол наклона наклонного участка 4, расположенного между обработанных до номинальных размеров двух других участков несущей оси 1, к оси вращения валка составил 5,71°. Затем наклонный участок 4 протачивают до диаметра 950,3 мм, при этом он может быть выполнен с круговым или эллиптическим поперечным сечением.
Бандаж 3 и его внутреннюю посадочную поверхность выполняют ответной формы, т.е. сначала растачивают участок бандажа, примыкающий к ограничительному бурту, до диаметра 950 мм на длине 600 мм, а после изменения угла наклона режущего инструмента на 5,71° растачивают наклонный участок на длине 20 мм. После этого режущий инструмент вновь приводят в исходной положение и растачивают другой (противоположный) участок бандажа 3 на длине 550 мм до такого же (950 мм) диаметра.
Для обеспечения правильности монтажа сходственные участки несущей оси 1 и бандажа 3 предварительно метят, например, термостойкой краской. Бандаж 3 нагревают в камерной печи до температуры 350°C, при этом внутренние диаметры смежных цилиндрических участков бандажа увеличиваются до 954,7 мм и позволяют свободно переместить вдоль внутреннего пространства бандажа 3 несущую ось 1 составного валка при его сборке.
После извлечения бандажа 3 из печи его устанавливают в приспособление для сборки на торец в вертикальное положение и надежно фиксируют от опрокидывания. Несущую ось 1, подвешенную с торца буртом 2 вверх, с помощью крана подводят к нагретому бандажу 3, добиваясь совмещения меток несущей оси и бандажа, и заводят ее внутрь бандажа 3 до упора в ограничительный бурт 2. В процессе остывания на воздухе до окружающей температуры цеха выбирается зазор между несущей осью 1 и бандажом 3, при этом бандаж 3 с натягом 0,3 мм облегает несущую ось 1.
Предложенное техническое решение позволяет увеличить срок эксплуатации составного валка за счет уменьшения концентрации напряжений в месте соединения смежных участков и снижении вероятности поломки несущей оси и бандажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2009 |
|
RU2402393C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2017 |
|
RU2680121C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2016 |
|
RU2643848C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2018 |
|
RU2700345C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2015 |
|
RU2592011C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2310530C2 |
| СОСТАВНОЙ ВАЛОК | 2001 |
|
RU2191648C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| СОСТАВНОЙ ВАЛОК | 2000 |
|
RU2210445C2 |
Изобретение относится к прокатному производству, а именно к валкам рабочих клетей станов горячей и холодной прокатки. Валок включает несущую профилированную ось с ограничительным буртом и сопрягаемый с ней по посадке бандаж. Бандаж и охватываемый им участок несущей оси образуют бочку валка. Профилированная ось содержит два цилиндрических участка, продольные оси которых смещены с образованием эксцентриситета. Снижение вероятности поломки несущей оси и бандажа за счет уменьшения концентрации напряжений в месте соединения смежных участков обеспечивается за счет того, что несущая профилированная ось выполнена с расположенным между указанными участками цилиндрическим участком, наклоненным к оси вращения валка под углом α, регламентированным математическим выражением, а бандаж выполнен ответной формы к несущей оси. 1 з.п. ф-лы, 2 ил.
1. Составной прокатный валок, содержащий образующие бочку несущую профилированную ось с ограничительным буртом с одного из ее торцов и сопрягаемый с ней по посадке бандаж, при этом несущая профилированная ось имеет два цилиндрических участка, продольные оси которых смещены с образованием эксцентриситета, отличающийся тем, что несущая профилированная ось выполнена с наклонным цилиндрическим участком, расположенным между указанными цилиндрическими участками под углом α к оси вращения валка, определяемым из выражения:
α=arctg e/(L0-(L1+L2)),
где e - величина эксцентриситета,
L0 - общая длина посадочной поверхности,
L1 - длина цилиндрического участка со стороны торца бочки с ограничительным буртом,
L2 - длина цилиндрического участка со стороны противоположного торца бочки, при этом бандаж выполнен ответной формы к несущей оси.
2. Составной прокатный валок по п. 1, отличающийся тем, что наклонный цилиндрический участок выполнен с круговым или эллиптическим поперечным сечением.
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2310530C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2009 |
|
RU2402393C1 |
| Прокатный валок | 1975 |
|
SU517336A1 |
| US 3577619 A, 04.05.1971. | |||

