Изобретение относится к прокатному производству, а именно к валкам рабочих клетей листовых станов с отношением длины бочки к диаметру более 1.
Известен составной прокатный валок, содержащий несущую профилированную ось с буртом и бандаж, насаживаемый с натягом с возможностью свободного перемещения его участков меньшего диаметра в нагретом состоянии вдоль несущей оси через участки с большим диаметром по длине к бурту, в котором посадочные поверхности оси и бандажа выполнены в виде двух взаимно сопрягаемых усеченных конусов, при этом разность минимального и максимального диаметров составляет 0,002 - 0,003 от диаметра наименьшего основания конуса [1].
Недостатком такого валка является наличие переходного участка оси от бурта к конусной части, являющегося концентратором повышенных напряжений, что может привести к поломке оси при повышенных нагрузках и прогибе, а также ограничение срока его эксплуатации, вызванного остаточным прогибом вследствие закусывания оси кромками бандажа при прогибе для валков с отношением длины бочки к диаметру более 1. Как показывает практика, по причине остаточного прогиба преждевременно выходят из строя до 30% составных валков с отношением длины бочки к диаметру более 1.
Наиболее близким аналогом является составной валок [2], образующая поверхности оси которого выполнена профилированной в виде плавной кривой по зависимости:
а образующая внутренней поверхности бандажа выполнена профилированной в виде плавной кривой по зависимости
где yо - ордината профиля оси валка;
yБ - ордината профиля внутренней поверхности бандажа;
x=-L/2...L/2 - текущая координата профиля вдоль бочки валка;
ΔD - изменение внутреннего диаметра бандажа при нагреве при сборке валка, мм;
δ - натяг, мм;
L - длина бочки валка, мм;
α - максимальный прогиб, мм,
DHOM - номинальный диаметр оси, мм.
Недостатком известной конструкции является то, что выполнение образующих оси и бандажа по предлагаемым зависимостям обеспечивает требуемый натяг только в середине длины бочки валка, а в направлении краев натяг плавно уменьшается до точки отсутствия сопряжения поверхностей. Таким образом, отсутствие требуемого натяга по длине сопрягаемых поверхностей может привести к прокручиванию бандажа относительно оси или смещение сопрягаемых деталей по окружности в поперечной плоскости вдоль длины валка из-за неустойчивости системы. Прокручивание и смещение ограничивает срок эксплуатации.
Кроме того, данная конструкция нетехнологична в изготовлении. Для изготовления такого валка требуется бурт, который впоследствии удаляется, что приводит к дополнительным операциям при изготовлении. Сложность кривых, описывающих профили сопрягаемых поверхностей, затрудняет процесс токарной обработки, а точность, требуемая при их изготовлении, практически не выполнима при технологиях, существующих на машиностроительных заводах.
Технической задачей предлагаемого изобретения является более полное использование оси, увеличение срока эксплуатации составного валка за счет обеспечения постоянного натяга по всей длине сопрягаемых поверхностей при условии исключения явления остаточного прогиба в процессе эксплуатации, а также более технологичное изготовление составного валка.
Решение указанной задачи достигается тем, что образующая поверхности бочки оси выполнена профилированной по зависимости: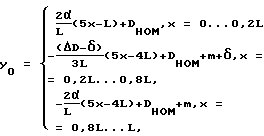
а образующая внутренней поверхности бандажа выполнена профилированной по зависимости:
где yо - ордината профиля оси валка;
α - максимальный прогиб, мм;
L - длина бочки валка, мм;
х = 0..L - текущая координата профиля вдоль бочки валка;
DHOM - номинальный диаметр оси, мм;
ΔD - изменение внутреннего диаметра бандажа при нагреве, мм;
δ - натяг, мм;
m - разница между максимальным и минимальным диаметром внутренней поверхности бандажа, достаточная для установки оси при сборке, мм;
yБ - ордината профиля внутренней поверхности бандажа.
При такой профилировке фиксация оси и бандажа происходит только в средней части по длине бочки валка, равной 0,6L, а на краевых участках между осью и бандажом образованы кольцевые полости, увеличивающиеся к краям.
Выполнение образующих оси и бандажа по предлагаемым зависимостям устанавливает разность в диаметрах в различных поперечных сечениях поверхности контакта оси и бандажа и обеспечивает надежность крепления в осевом направлении. Кроме того данное профилирование обеспечивает на участке контакта постоянную величину натяга. Оба факта предотвращают сползание и прокручивание в системе ось - бандаж и позволяют исполнять минимальный натяг для передачи крутящего момента. При профилировании предложенным способом образуются кольцевые пустоты на краевых участках соединения, что исключает возникновение закусывания оси кромками бандажа и, следовательно, остаточного прогиба. Данное профилирование позволяет исключить использование технологического бурта при сборке составного валка, вследствие разницы m между максимальным и минимальным диаметром внутренней поверхности бандажа.
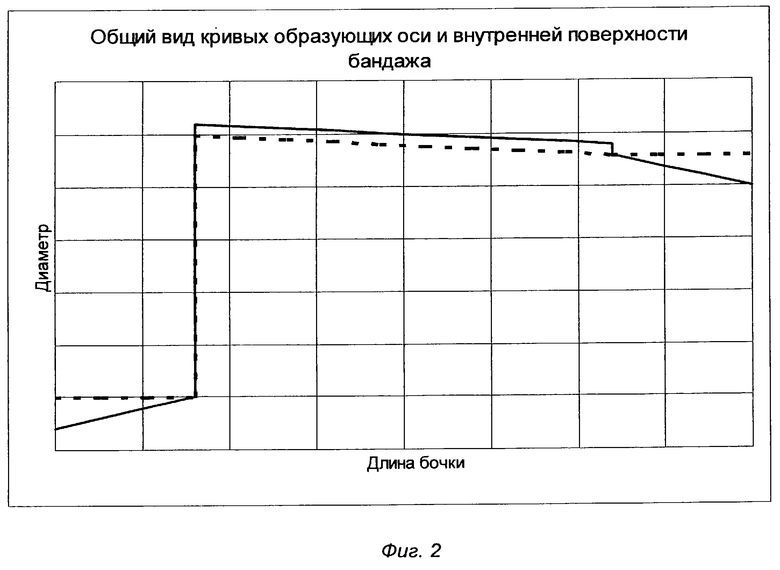
На фиг. 1 изображен предлагаемый валок, общий вид. На фиг.2 представлен общий вид кривых образующих оси и внутренней поверхности бандажа, выполненных по предлагаемым зависимостям, где 1 - образующая оси, 2 - образующая внутренней поверхности бандажа. На фиг.3 приведен вариант конкретного исполнения образующих оси 1 и внутренней поверхности бандажа 2 опорного валка стана 2500 холодной прокатки ОАО "ММК" с длиной бочки 2400 мм и диаметром 1500 мм.
Валок состоит из оси 1 и бандажа 2 (фиг.1). Бандаж в нагретом состоянии до температуры, обеспечивающей увеличение его внутреннего диаметра до величины, достаточной для перемещения участков бандажа с меньшим диаметром свободно вдоль участков оси с большим диаметром, находится в вертикальном положении концом, имеющим меньший внутренний диаметр, вниз. В бандаж заводится ось таким образом, чтобы основание конуса средней части, имеющее больший диаметр, было направлено вниз. За счет разницы в диаметрах нижнего конца бандажа в нагретом состоянии и диаметра большего основания конуса средней части ось при сборке фиксируется в необходимом положении. При остывании бандажа он схватывается с осью в центральной конической части, равной 0,6L, при этом натяг является одинаковым по всей длине сопряжения, конусность предотвращает осевое смещение в системе ось - бандаж. Кольцевые полости, образованные на краях соединения оси и бандажа предотвращают от появления остаточного прогиба вследствие закусывания при эксплуатации.
Таким образом, валок обладает следующими преимуществами:
- надежная фиксация в осевом направлении исключается конусностью средней части и разницей минимального диаметра внутренней поверхности бандажа и максимального диаметра оси;
- наличие разницы минимального диаметра внутренней поверхности бандажа и максимального диаметра оси исключает необходимость в наличии технологического бурта;
- кольцевые полости предотвращают закусывание оси кромками бандажа.
Пример.
Опорный валок стана 2500 холодной прокатки ОАО "ММК" с длиной бочки 2400 мм. Максимально возможный прогиб составляет 1,5 мм, рассчитанный известными способами. Для передачи крутящего момента от бандажа к оси требуется натяг 0,7 мм. Увеличение внутреннего диаметра бандажа при нагреве до 350oС для посадки оси составляет 3 мм. Номинальный диаметр оси составляет 1100 мм. Разница между максимальным и минимальным диаметром внутренней поверхности бандажа, достаточная для установки оси при сборке принимается равной 20 мм.
Получаем профили образующих оси и внутренней поверхности бандажа (фиг. 3). Величины шлифовочного диаметра оси и внутреннего диаметра бандажа в соответствующих точках по длине бочки представлены в таблице.
Источники информации
1. Авт. св. СССР 668730, В 21 В 27/02, 1979, Бюл. 23.
2. Свидетельство на полезную модель 12991, В 21 В 27/02, 03.2000, Бюл. 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ВАЛОК | 2001 |
|
RU2191648C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ КОМПЛЕКТА СОСТАВНОГО ВАЛКА | 1999 |
|
RU2147947C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2015 |
|
RU2592011C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2561618C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2015 |
|
RU2598068C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2017 |
|
RU2680121C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2016 |
|
RU2643848C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2018 |
|
RU2700345C1 |


Использование: изобретение относится к прокатному производству, а именно к валкам рабочих клетей листовых станов с отношением длины бочки к диаметру более 1. Сущность: составной валок содержит несущую профилированную ось и с профилированной внутренней поверхностью бандаж, насаживаемый с натягом с возможностью свободного перемещения его участков меньшего диаметра в нагретом состоянии вдоль несущей оси через участки с большим диаметром по длине, причем образующая поверхности бочки оси - выполнена профилированной по зависимости: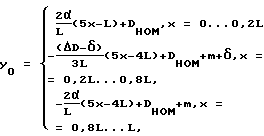
а образующая внутренней поверхности бандажа выполнена по зависимости: ,
,
где у0 - ордината профиля оси валка; α - максимальный прогиб, мм; L - длина бочки валка, мм; х = 0...L - текущая координата профиля вдоль бочки валка; Dном - номинальный диаметр оси, мм; ΔD - изменение внутреннего диаметра бандажа при нагреве, мм; δ - натяг, мм; m - разница между максимальным и минимальным диаметром внутренней поверхности бандажа, достаточная для установки оси при сборке, мм; YБ - ордината профиля внутренней поверхности бандажа. Изобретение обеспечивает увеличение срока эксплуатации составного валка, более полное использование оси за счет обеспечения постоянного натяга по всей длине сопрягаемых поверхностей при условии исключения явления остаточного прогиба в процессе эксплуатации, а также более технологичное изготовление валка. 1 табл., 3 ил.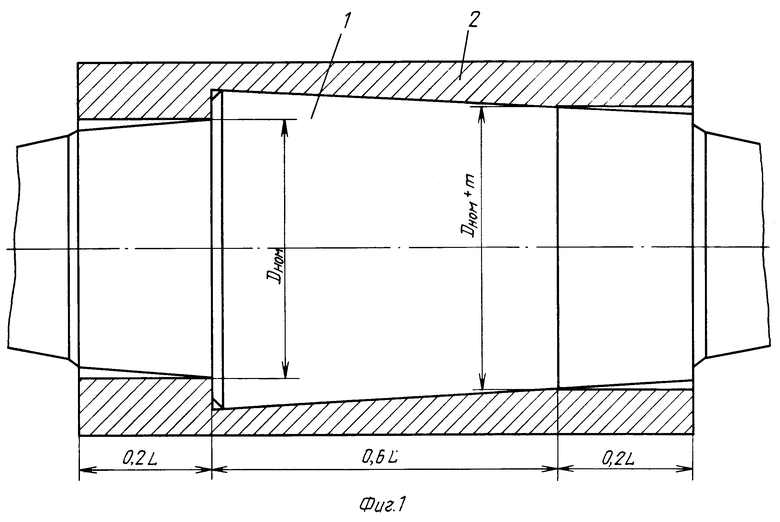
Составной валок, преимущественно для рабочих клетей листовых станов, содержащий несущую профилированную ось и с профилированной внутренней поверхностью бандаж, насаживаемый с натягом с возможностью свободного перемещения его участков меньшего диаметра в нагретом состоянии вдоль несущей оси через участки с большим диаметром по длине, отличающийся тем, что образующая поверхности бочки оси выполнена профилированной по зависимости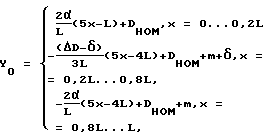
а образующая внутренней поверхности бандажа выполнена профилированной по зависимости
где Y0 - ордината профиля оси валка;
α - максимальный прогиб, мм;
L - длина бочки валка, мм;
х = 0. . . L - текущая координата профиля вдоль бочки валка;
Dном - номинальный диаметр оси, мм;
ΔD - изменение внутреннего диаметра бандажа при нагреве, мм;
δ - натяг, мм;
m - разница между максимальным и минимальным диаметром внутренней поверхности бандажа, достаточная для установки оси при сборке, мм;
YБ - ордината профиля внутренней поверхности бандажа.
| Способ изготовления теплового изоляционного материала | 1923 |
|
SU12991A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2087218C1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1991 |
|
RU2020007C1 |
| US 3426416, 11.02.1969 | |||
| ПРОТИВОСКОЛЬЗИТЕЛЬ ДЛЯ КАБЛУКА ОБУВИ | 1991 |
|
RU2018247C1 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Составной прокатный валок | 1986 |
|
SU1488046A1 |
