Изобретение относится к области производства облицовочных керамических строительных материалов, преимущественно к способам предотвращения загрязнения лицевой поверхности, и может быть использовано в производстве облицовочного кирпича, облицовочной керамической плитки и другой строительной керамической продукции.
Как показала практика, поверхность керамических изделий в процессе сушки может загрязняться примесями, содержащимися в топочных газах, что маскирует натуральный цвет изделия (Альперович И.А. и др. Способы предотвращения высолов на глиняном кирпиче. М., 1977, с. 8-11).
Перед авторами стояла задача разработки надежного и экономичного способа сохранения натурального цвета облицовочных керамических изделий.
В процессе анализа патентно-технической документации выявлен известный способ сохранения натурального цвета черепка облицовочных керамических изделий, включающий нанесение на свежеотформованный сырец защитных покрытий из водной суспензии молотого стекла, или глинозема, или извести (пат. ФРГ №1272207, 80 b-23/04, 1963).
Недостатком способа является частичная маскировка натурального цвета наносимым покрытием и появление высолов в местах повреждения поверхности в процессе эксплуатации.
Наиболее близким по технической сущности и взятым за прототип является способ сохранения натурального цвета черепков облицовочных керамических изделий, включающий нанесение на лицевую поверхность свежеотформованных изделий пленкообразующих 15-30% растворов твердой синтетической смолы или битумов в легколетучем растворителе (СССР №299493, С04В 33/08, 1971).
К недостаткам известного способа относится ограниченность его применения - только для малозасоленных глин, так как в противном случае соли, сохраняющиеся в изделии, после сушки и обжига с течением времени мигрируют на поверхность, нарушая однотонность цвета. Кроме того, применение твердых синтетических смол и легколетучих растворителей удорожает себестоимость продукции, повышает пожароопасность и ухудшает условия труда.
Технический результат - сохранение качества изделий в течение длительного срока эксплуатации с одновременным снижением себестоимости производства за счет использования бросового сырья.
Этот технический результат достигается тем, что в известном способе сохранения натурального цвета облицовочных керамических изделий, включающем нанесение органического пленкообразующего компонента на лицевую поверхность свежеотформованных изделий и последующие сушку и обжиг при заданной температуре, согласно изобретению в качестве пленкообразующего компонента используют отработанные или некондиционные легкоплавкие пластичные бариевые смазки или легкоплавкие смеси отработанных и/или некондиционных пластичных бариевых смазок, которые перед нанесением перемешивают до однородной массы, определяют температуру каплепадения, а нанесение на лицевую поверхность осуществляют в интервале температур от температуры каплепадения до 100°С.
Пластичные бариевые смазки представляют собой сложные коллоидные системы, образованные минеральными, синтетическими или растительными маслами, загущенными бариевыми солями высших жирных кислот с добавлением различных модифицирующих присадок. Сроки эксплуатации и хранения смазок обычно невелики, что приводит к накоплению отработанных и некондиционных (ГОСТ 26098-84) смазок у потребителей. При этом наличие в составе токсичного бария вызывает серьезные проблемы с утилизацией и хранением указанных смазок (Топлива, смазочные материалы, технические жидкости. Ассортимент и применение./Под. ред. В.М. Школьникова. - М., Химия, 1989 г., с. 293, 302, 318, 319).
Для реализации способа используют отработанные и некондиционные легкоплавкие пластичные бариевые смазки (смазки с температурой каплепадения, не превышающей 100°С), а также легкоплавкие смеси отработанных и/или некондиционных пластичных бариевых смазок. Следует отметить, что в последнем случае в состав смеси могут входить и более тугоплавкие смазки, например смазка ШРБ-4, при условии, что температура каплепадения смеси остается ниже 100°С.
При реализации способа из поступивших от потребителей бариевых смазок отбирают представительные пробы, перемешивают их и определяют температуру каплепадения по известной методике. В случае смазок различных марок пробы смешивают и определяют соотношение компонентов в смеси, обеспечивающее температуру каплепадения ниже 100°С. Определяют требуемый объем пленкообразующего компонента, загружают смазки в аппарат с мешалкой или в шнековое устройство и производят усреднение состава путем перемешивания до однородной массы, замеряют температуру каплепадения (входной контроль) и наносят на лицевую поверхность свежеотформованного облицовочного керамического изделия при температуре выше температуры каплепадения, но не выше 100°С. Нагрев выше температуры каплепадения необходим для пропитки поверхностных пор изделия жидкими компонентами смазок, нагрев выше 100°С приводит к нарушению равномерности пленочного покрытия на поверхности изделия. Образовавшееся пленочное покрытие в процессе дальнейшей сушки сырца предохраняет поверхность от загрязняющих налетов, образующихся под действием агрессивных дымовых газов. В процессе дальнейшего обжига органические компоненты смазочного покрытия полностью выгорают, восстанавливая натуральный цвет керамики. Проникшие в поверхностные поры в процессе пропитки соединения бария на стадии сушки взаимодействуют с растворимыми солями, выносимыми влагой из объема сырца с образованием нерастворимых соединений, в частности сульфата бария, кольматируя поры и препятствуя дальнейшему выносу солей на поверхность как в процессе сушки, так и при дальнейшей эксплуатации керамических изделий.
Способ осуществляют следующим образом.
Пример
Смесь отработанных бариевых смазок состава:
помещали в шнековое устройство и тщательно перемешивали для усреднения состава до однородной массы, отбирали пробу и по известной методике, согласно ГОСТ 6793, определяли температуру каплепадения, которая составила 86°С. Смесь нагревали до 91-93°С, наносили на лицевую поверхность свежеотформованных лабораторных образцов керамики, изготовленных из шихты, представляющей собой смесь глины Шишкеевского месторождения (Республика Мордовия) состава:
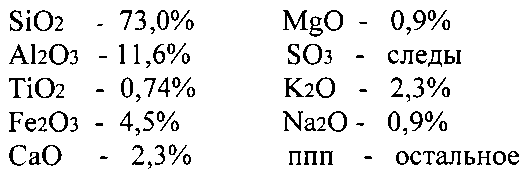
и асбеста в соотношении 9:1, и подвергали в обогреваемой дымовыми газами печи сушке и обжигу в соответствии с нормами технологического регламента Рузаевского ЗКМ для шихты указанного состава. Одновременно в тех же условиях подвергали сушке и обжигу контрольные образцы, обработанные в соответствии со способом-прототипом раствором битума. Обожженные образцы, выработанные по способу-прототипу и заявляемому, имели однотонные лицевые поверхности цвета натуральной керамики. Для подтверждения длительности сохранения цвета в процессе эксплуатации образцы подвергали ускоренным испытаниям путем последовательного выдерживания в воде и сушки в течение 15 циклов. В результате на поверхностях 70% образцов, выработанных по способу-прототипу, образовались высолы. В заявляемом способе малозаметные высолы имели только 10% образцов.
Таким образом, заявленные существенные признаки изобретения: использование в качестве пленкообразующего компонента отработанных или некондиционных легкоплавких пластичных бариевых смазок или легкоплавких смесей отработанных и/или некондиционных пластичных бариевых смазок; перемешивание их до однородной массы перед нанесением; определение температуры каплепадения и последующее нанесение на лицевую поверхность в интервале температур от температуры каплепадения до 100°С, являются необходимыми и достаточными для достижения поставленной технической задачи.
Использование изобретения обеспечивает по сравнению с известными способами следующие преимущества:
расширение сырьевой базы для производства облицовочных керамических изделий за счет вовлечения в производства более засоленного сырья;
дает возможность утилизировать отработанные и некондиционные токсичные бариевые смазки;
позволяет снизить себестоимость продукции за счет использования бросового сырья;
улучшает условия труда на керамических производствах, благодаря отсутствию пожароопасных и летучих органических растворителей на стадии нанесения пленкообразующих веществ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ утилизации кальциевых и/или бариевых пластичных смазок | 2016 |
|
RU2610481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИЦЕВОГО КИРПИЧА | 1995 |
|
RU2092465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2096381C1 |
| ВСЕСОЮЗНАЯ IПДТЕВШ-Т1ХйИ'^1.ЩБИБЛР1ОТг:КА I | 1971 |
|
SU299493A1 |
| Способ устранения сульфатных высолов на поверхности керамического кирпича | 2002 |
|
RU2223245C1 |
| Способ устранения сульфатных высолов на поверхности керамического кирпича | 2002 |
|
RU2223928C1 |
| СПОСОБ ОКРАШИВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2130443C1 |
| Способ изготовления керамических облицовочных изделий | 1985 |
|
SU1296547A1 |
| КЕРАМИЧЕСКАЯ МАССА | 2008 |
|
RU2361841C1 |
| Способ устранения выцветов на поверхности керамических облицовочных изделий | 1989 |
|
SU1766877A1 |
Изобретение относится к области производства облицовочных керамических строительных материалов, преимущественно к способам предотвращения загрязнения лицевой поверхности, и может быть использовано в производстве облицовочного кирпича, облицовочной керамической плитки и другой строительной керамической продукции. На лицевую поверхность свежеотформованных изделий в качестве защитного пленкообразующего компонента наносят отработанные или некондиционные легкоплавкие пластичные бариевые смазки или легкоплавкие смеси отработанных и/или некондиционных пластичных бариевых смазок, которые перед нанесением перемешивают до однородной массы, определяют температуру каплепадения, а нанесение на лицевую поверхность осуществляют в интервале температур от температуры каплепадения до 100°С. Технический результат - сохранение качества керамических изделий в течение длительного срока эксплуатации, снижение себестоимости производства за счет использования бросового сырья. 1 пр.
Способ сохранения натурального цвета облицовочных керамических изделий, включающий нанесение органического пленкообразующего компонента на лицевую поверхность свежеотформованных изделий и последующие сушку и обжиг при заданном температурном режиме, отличающийся тем, что в качестве пленкообразующего компонента используют отработанные или некондиционные легкоплавкие пластичные бариевые смазки или легкоплавкие смеси отработанных и/или некондиционных пластичных бариевых смазок, которые перед нанесением перемешивают до однородной массы, определяют температуру каплепадения, а нанесение на лицевую поверхность осуществляют в интервале температур от температуры каплепадения до 100°C.
| ВСЕСОЮЗНАЯ IПДТЕВШ-Т1ХйИ'^1.ЩБИБЛР1ОТг:КА I | 0 |
|
SU299493A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2096381C1 |
| Машина для лущения семян и ореховых плодов | 1927 |
|
SU14931A1 |
| Способ устранения сульфатных высолов на поверхности керамического кирпича | 2002 |
|
RU2223928C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Нагревательно-охлаждающая система экструдера | 1976 |
|
SU654438A1 |

