Настоящее изобретение относится к способу изготовления зубчатых частей на обрабатываемых изделиях.
Известен способ машинной обработки зубчатых частей для обрабатываемых изделий, описанный в патенте Германии DE 102006044738 B3 (является аналогом патента US 7,624,505 B2). Данный способ осуществляют при помощи металлорежущего станка, имеющего вращающуюся державку, которая может поворачиваться вокруг основной (главной) оси с двумя шпинделями для обрабатываемых изделий. Шпиндели для обрабатываемых изделий могут быть установлены путем поворачивания в положение для перемещения путем вращения вращающейся державки вокруг главной оси. В положении для механической обработки сначала из заготовки получают полуобработанную деталь путем предварительного фрезерования. Аксиальные грубые заусенцы, образующиеся во время предварительного фрезерования, удаляют на двух торцевых поверхностях при помощи инструментов для удаления заусенцев. Полуобработанную деталь помещают в положение для перемещения, в котором происходит снятие фаски полуобработанной детали на двух торцевых поверхностях обрабатываемой детали при помощи фасочных инструментов. Аксиальные незначительные заусенцы, образующиеся при снятии фаски, удаляют при помощи дополнительных инструментов для удаления заусенцев с целью получения полуобработанной детали с удаленными заусенцами и снятой фаской. Полуобработанную деталь со снятой фаской затем помещают обратно в положение для механической обработки, в котором при помощи чистового фрезерования происходит удаление радиальных незначительных заусенцев, образованных во время снятия фаски, и в результате получают обработанную начисто деталь, иначе говоря, обрабатываемое изделие с зубчатой частью, полностью лишенное заусенцев. Обработанную начисто деталь затем помещают в положение для перемещения и заменяют на новую заготовку, которая должна быть подвергнута механической обработке. Удаление аксиальных заусенцев и снятие фаски в каждом случае производят при помощи двух инструментов для удаления заусенцев или фасочных инструментов, которые осуществляют одновременную механическую обработку обрабатываемого изделия, в области двух торцевых поверхностей которого должна быть образованы зубчатые части. К тому же, два обрабатываемых изделия могут быть параллельно подвергнуты механической обработке при помощи двух шпинделей для обрабатываемых изделий с целью быстрого и экономически выгодного изготовления обрабатываемых изделий с зубчатыми частями и полностью лишенных заусенцев. Недостатком в данном случае являются высокие затраты, связанные со станками, которые необходимы для осуществления этого способа.
Целью настоящего изобретения является создание способа, который позволяет осуществлять быстрое и легкое изготовление зубчатых частей на обрабатываемых изделиях с низкими затратами, связанными со станками.
Эта цель достигается за счет способа, обладающего отличительными признаками согласно пункту 1 формулы изобретения. Согласно настоящему изобретению было выявлено, что изготовление обрабатываемых изделий с зубчатыми частями может быть осуществлено с высокой производительностью и сравнительно низкими затратами, связанными со станками, в том числе, если повторная обработка изготовленной зубчатой части начинается непосредственно после изготовления зубчатой части в области первой торцевой поверхности, так чтобы повторная обработка изготовленной зубчатой части в области первой торцевой поверхности осуществлялась параллельно по времени или одновременно с дальнейшим изготовлением зубчатой части. Для этого необходимо создание возможности для того, чтобы изготовленные зубчатые части в области первой торцевой поверхности и в области второй торцевой поверхности могли быть подвергнуты механической обработке независимо друг от друга, иначе говоря, с временной задержкой по отношению друг к другу при помощи соответствующих инструментов. После изготовления зубчатой части в области первой торцевой части удаление радиальных заусенцев, образованных во время зубонарезания в области первой торцевой поверхности или в области уже изготовленной зубчатой части, и по дополнительному выбору - также аксиальных заусенцев на первой торцевой поверхности, осуществляют параллельно по времени с дальнейшим изготовлением зубчатой части. Повторная обработка зубчатой части в области первой торцевой поверхности завершается по меньшей мере одновременно с изготовлением зубчатой части в области второй торцевой поверхности, так чтобы по меньшей мере один второй инструмент мог незамедлительно продолжить повторную механическую обработку зубчатой части в области второй торцевой поверхности. Во время повторной обработки зубчатой части на периферийной поверхности, в частности, осуществляют удаление радиальных заусенцев на вершинах зубьев и боковых поверхностях зубьев. Обработка может, например, происходить при помощи фасочного инструмента и/или инструмента для снятия заусенцев, таких как, например, щетка, шлифовальный диск или фреза. При необходимости после повторной обработки может быть также осуществлена чистовая обработка изготовленной зубчатой части, во время которой удаляют аксиальные и/или радиальные мельчайшие заусенцы или вторичные заусенцы.
Способ по пункту 2 формулы изобретения обеспечивает удаление радиальных заусенцев в области первой торцевой поверхности параллельно по времени с дальнейшим изготовлением зубчатой части. Так как радиальные заусенцы в области первой торцевой поверхности могут быть независимо удалены по времени, иначе говоря, с интервалом по времени удаления радиальных заусенцев в области второй торцевой поверхности, то возможным является удаление радиальных заусенцев параллельно по времени с изготовлением зубчатой части. В результате достигается короткое время циклов обработки зубонарезания. Удаление радиальных заусенцев может быть, например, осуществлено путем снятия фаски.
Способ по пункту 3 формулы изобретения обеспечивает удаление аксиальных заусенцев в области первой торцевой поверхности параллельно по времени с дальнейшим изготовлением зубатой части. Так как аксиальные заусенцы на первой торцевой поверхности могут быть независимо удалены по времени, иначе говоря, с интервалом по времени по отношению к аксиальным заусенцам на второй торцевой поверхности, то возможным является удаление аксиальных заусенцев параллельно по времени с изготовлением зубчатой части. В результате достигается короткое время циклов обработки при зубонарезании на обрабатываемых изделиях.
Способ по пункту 4 формулы изобретения позволяет просто и быстро изготовить зубчатую часть со снятой фаской и удаленными аксиальными заусенцами в области первой торцевой поверхности. Аксиальные заусенцы, образующиеся во время изготовления зубчатой части и во время снятия фаски, предпочтительно удаляют одновременно со снятием фаски при помощи инструмента для снятия заусенцев. Радиальные мельчайшие или вторичные заусенцы могут быть удалены во время последующей чистовой обработки.
Способ по пункту 5 формулы изобретения позволяет достичь короткого времени цикла обработки при изготовлении обрабатываемых изделий с зубчатой частью со снятой фаской.
Способ по пункту 6 формулы изобретения позволяет просто и быстро изготовить зубчатую часть со снятой фаской и удаленными аксиальными заусенцами в области второй торцевой поверхности без аксиальных заусенцев. Аксиальные заусенцы, образующиеся во время изготовления зубчатой части и во время снятия фаски, предпочтительно удаляют одновременно со снятием фаски при помощи инструмента для удаления заусенцев. Радиальные мельчайшие или вторичные заусенцы могут быть удалены во время последующей чистовой обработки.
Способ по пункту 7 формулы изобретения позволяет достичь короткого времени цикла обработки при изготовлении обрабатываемых изделий с зубчатой частью со снятой фаской.
Способ по пункту 8 формулы изобретения позволяет осуществить изготовление обрабатываемых изделий с высококачественной зубчатой частью без каких-либо заусенцев. Чистовая обработка необходима, в частности, в том случае, если во время снятия фаски происходит образование радиальных мельчайших или вторичных заусенцев. Чистовую обработку предпочтительно осуществляют при помощи первого инструмента, который уже был применен для изготовления зубчатой части. Чистовую обработку осуществляют, например, в том же самом направлении, как и в случае изготовления зубчатой части, иначе говоря, от первой торцевой поверхности ко второй торцевой поверхности. И наоборот, чистовая обработка может быть осуществлена в направлении, противоположном направлению изготовления зубчатой части, иначе говоря, от второй торцевой поверхности к первой торцевой поверхности.
Способ по пункту 9 формулы изобретения позволяет легко и быстро осуществить чистовую обработку изготовленной зубчатой части. Так как чистовую обработку осуществляют, по меньшей мере частично, параллельно по времени или одновременно с повторной обработкой зубчатой части, изготовленной в области второй торцевой поверхности, то это позволяет достичь короткого времени цикла обработки при изготовлении зубчатой части. Чистовую обработку предпочтительно осуществляют при помощи первого инструмента.
Способ по пункту 10 формулы изобретения позволяет легко и быстро осуществить удаление радиальных мельчайших заусенцев, образующихся при снятии фаски.
Способ по пункту 11 формулы изобретения позволяет легко осуществить изготовление и чистовую обработку зубчатой части.
Способ по пункту 12 формулы изобретения позволяет легко осуществить отдельное удаление аксиальных заусенцев на двух торцевых поверхностях. Так как предусмотрено применение точно одного инструмента для удаления заусенцев, который может поворачиваться вокруг соответствующей оси поворота на 180°, сначала могут быть удалены заусенцы с одной торцевой поверхности, а затем с другой торцевой поверхности после поворачивания инструмента для удаления заусенцев на 180°.
Способ по пункту 13 формулы позволяет легко осуществить независимое снятие фаски на изготовленной зубчатой части в области двух торцевых поверхностей. Так как предусмотрено применение точно одного фасонного инструмента, который может поворачиваться вокруг соответствующей оси поворота на 180°, сначала может быть осуществлено снятия фаски на изготовленной торцевой поверхности, а затем на зубчатой части в области другой торцевой поверхности после поворота фасочного инструмента на 180°.
Способ по одному из пунктов формулы изобретения позволяет легко осуществить отдельное снятие аксиальных заусенцев на двух торцевых поверхностях, так как два инструмента для удаления заусенцев расположены на общем инструментодержателе, а их осевое расстояние больше, чем осевое расстояние торцевых поверхностей, всегда происходит удаление заусенцев только на одной торцевой поверхности. Для удаления заусенцев на соответствующей другой торцевой поверхности инструментодержатель должен быть аксиально перемещен вместе с инструментами для удаления заусенцев.
Способ по пункту 15 формулы изобретения позволяет осуществить отдельное снятие фаски на изготовленной зубчатой части в области двух торцевых поверхностей. Так как два фасочных инструмента расположены на общем инструментодержателе, а их осевое расстояние больше, чем осевое расстояние торцевых поверхностей, всегда происходит снятие фаски только в области одной из торцевых поверхностей. Для снятия фаски на зубчатой части в области соответствующей поверхности инструментодержатель должен быть аксиально перемещен вместе с фасочными инструментами.
Другие отличительные признаки, преимущества и подробности настоящего изобретения будут видны из нижеследующего описания нескольких вариантов осуществления настоящего изобретения со ссылкой на приложенные чертежи, на которых изображено:
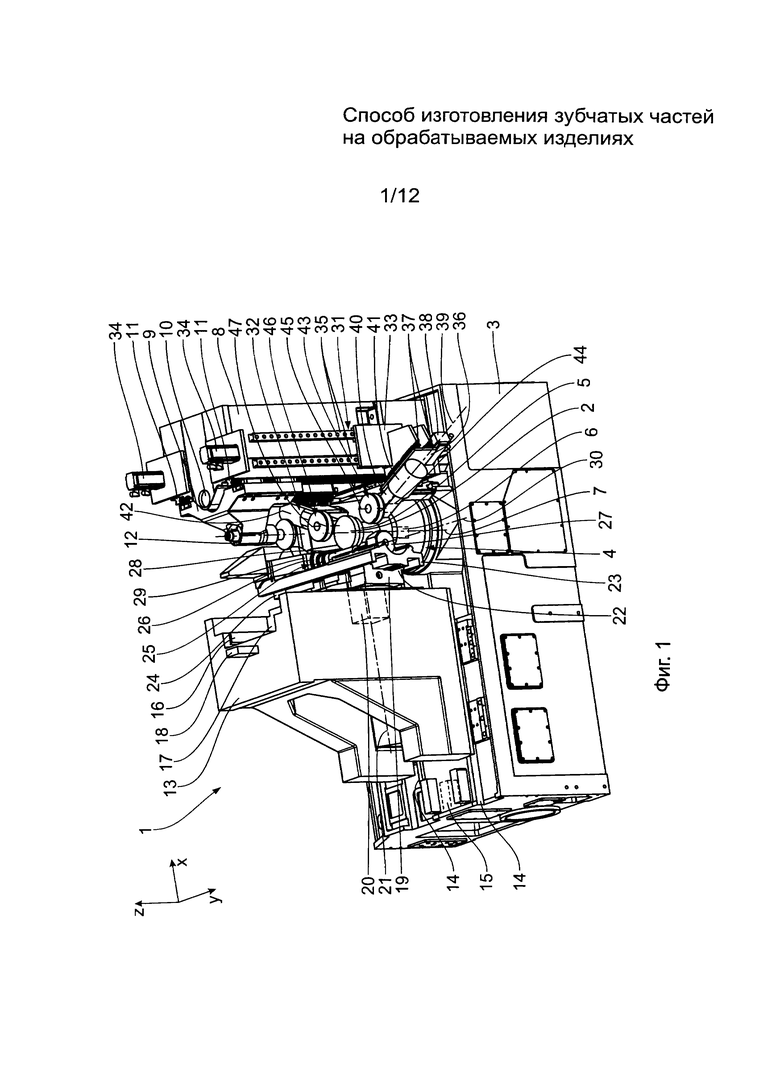
на Фиг.1 - вид в перспективе станка для изготовления зубчатых частей на обрабатываемых изделиях согласно первому варианту осуществления настоящего изобретения;
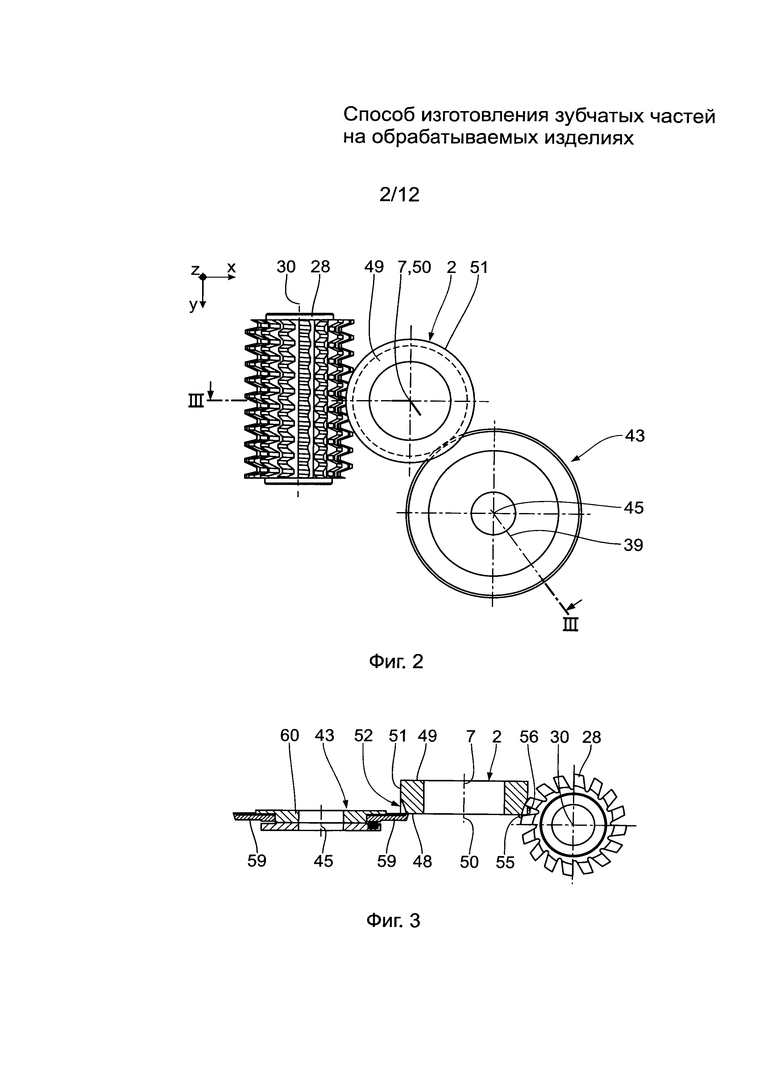
на Фиг.2 - вид сверху обрабатываемого изделия, на котором должны быть изготовлены зубчатые части при помощи станка, показанного на Фиг.1, в начале изготовления зубчатой части,
на Фиг.3 - вид в разрезе Фиг.2 по линии III-III,
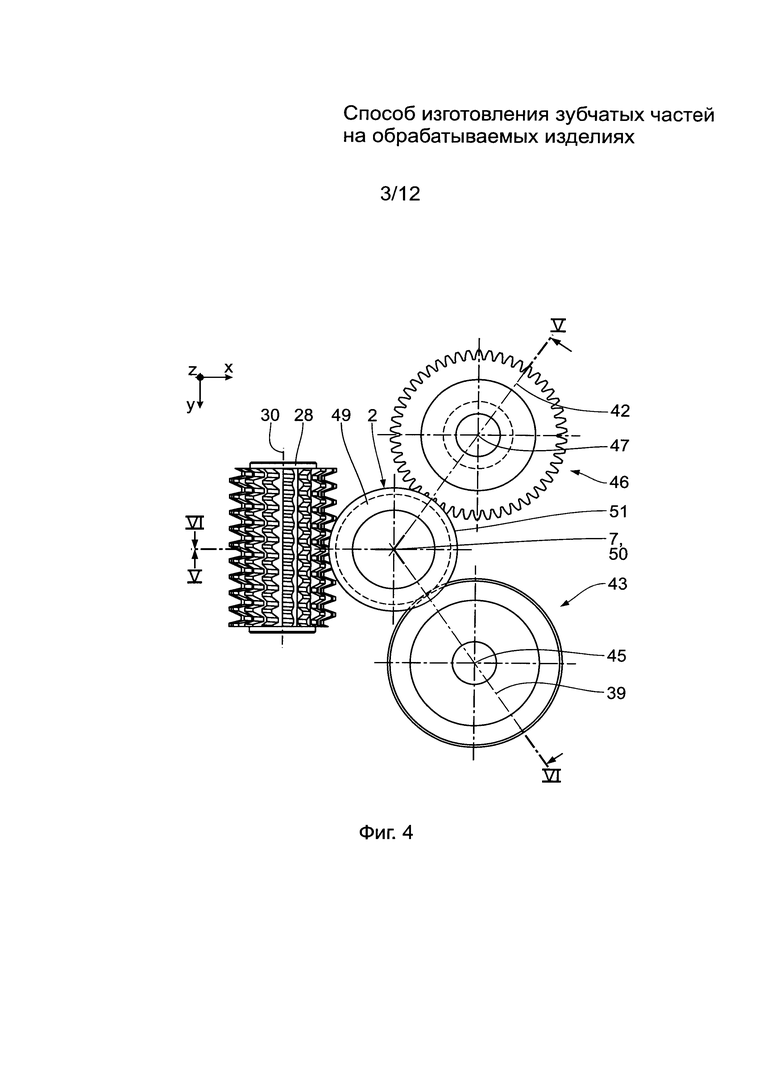
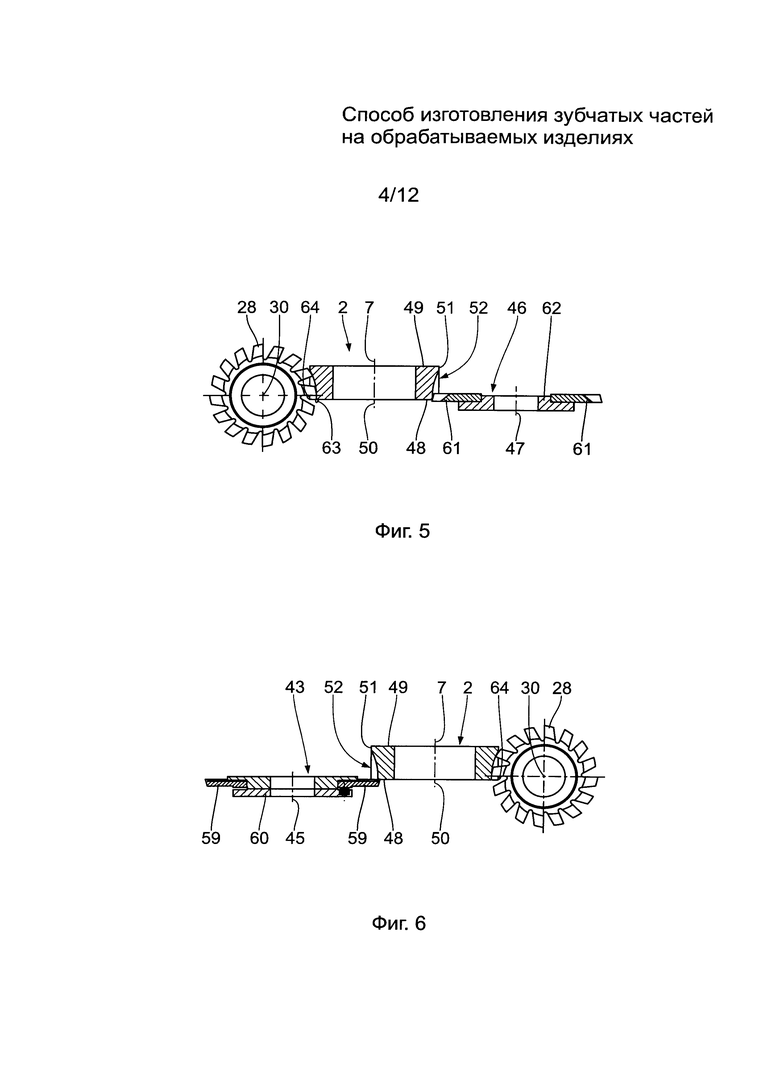
на Фиг.4 - вид сверху обрабатываемого изделия в начале снятия фаски с зубчатой части в области первой торцевой поверхности обрабатываемого изделия,
на Фиг.5 - вид в разрезе Фиг.4 по линии V-V,
на Фиг.6 - вид в разрезе Фиг.4 по линии VI-VI,
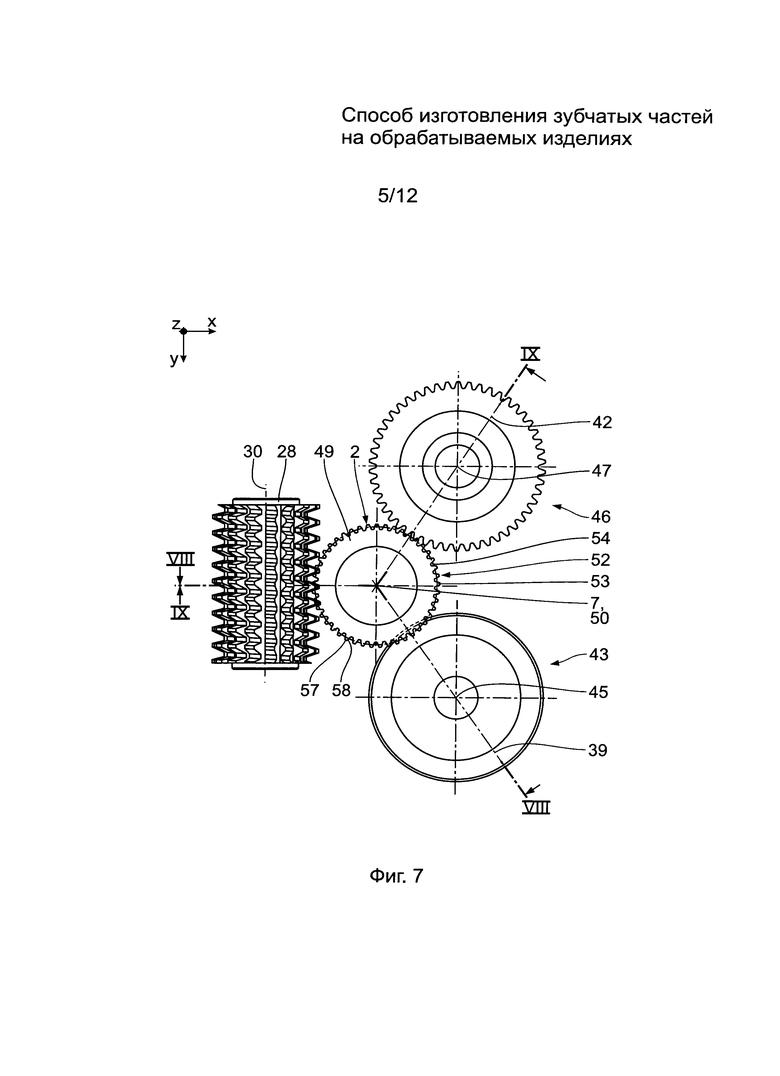
на Фиг.7 - вид сверху обрабатываемого изделия в начале снятия фаски с зубчатой части в области второй торцевой поверхности обрабатываемого изделия,
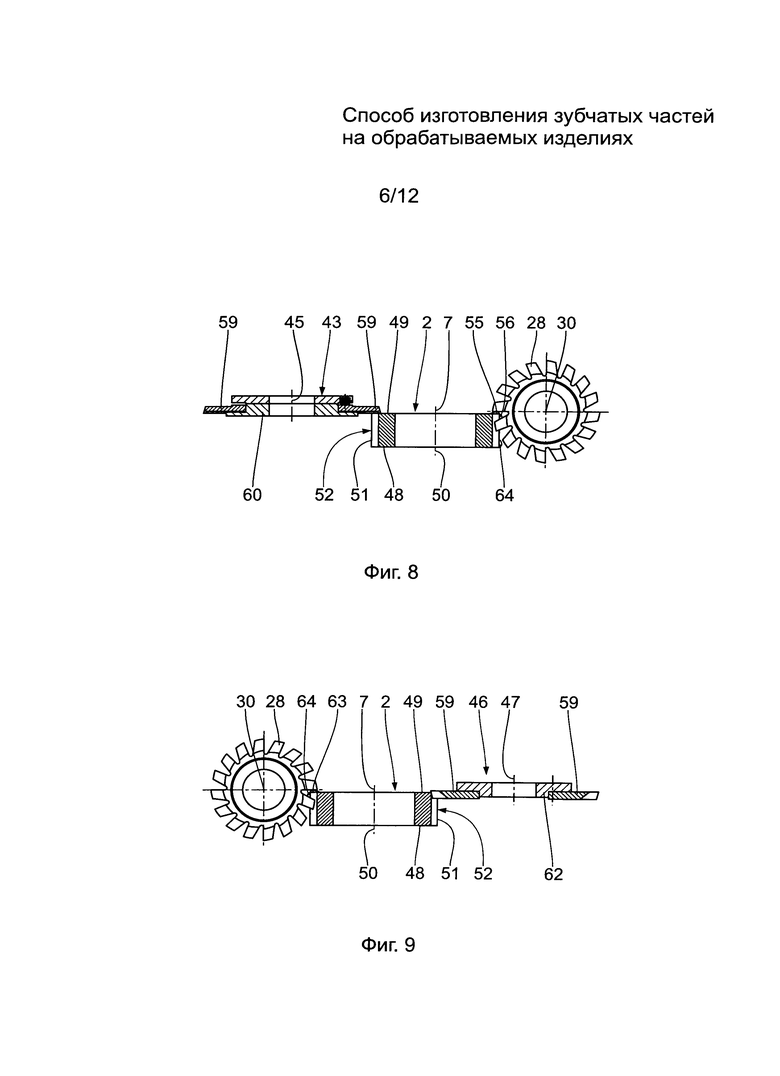
на Фиг.8 - вид в разрезе Фиг.7 по линии VIII-VIII,
на Фиг.9 - вид в разрезе Фиг.7 по линии IX-IX,
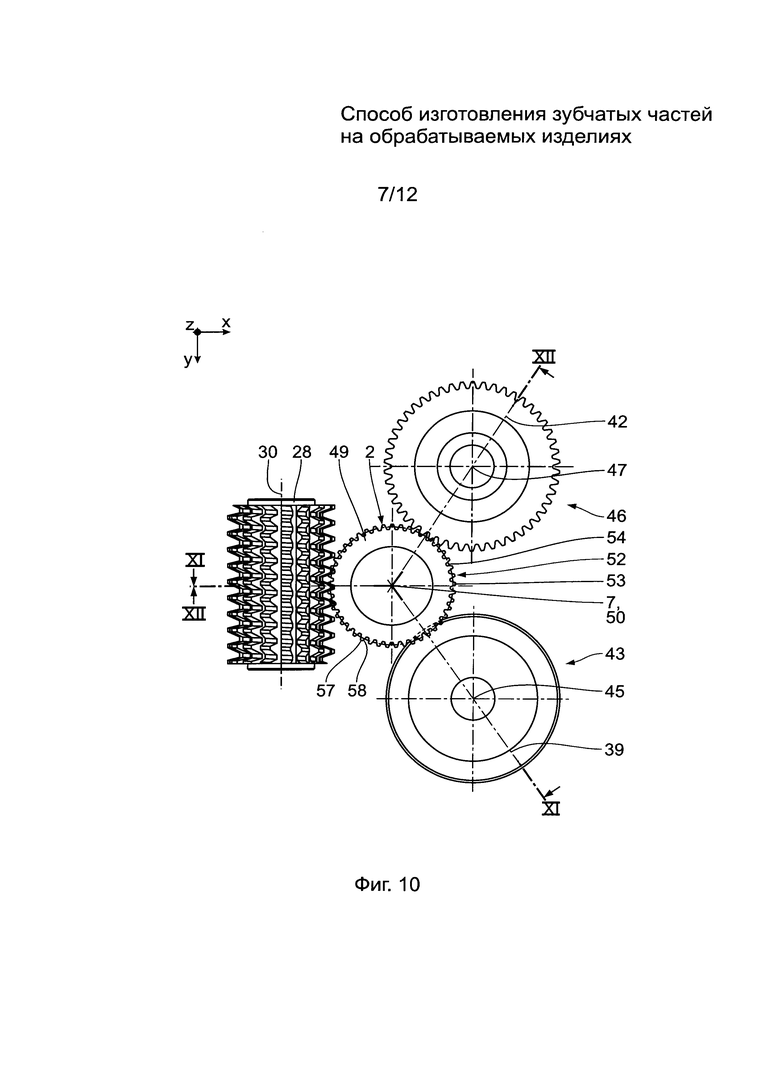
на Фиг.10 - вид сверху обрабатываемого изделия во время чистовой обработки,
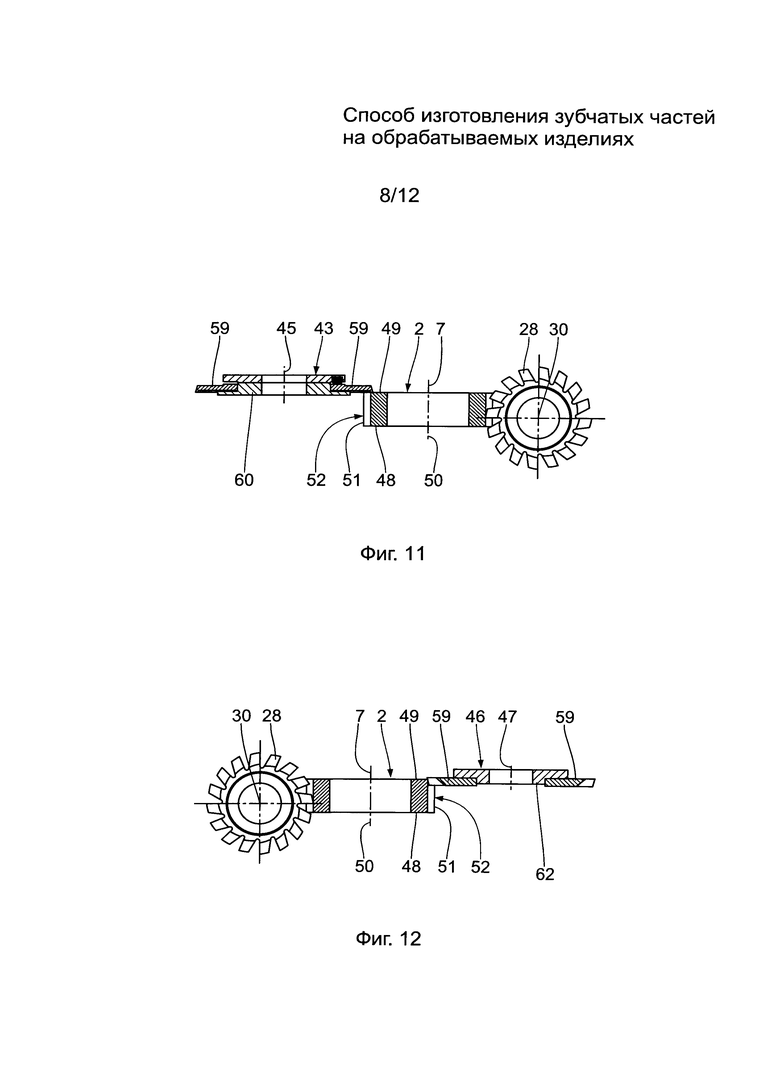
на Фиг.11 - вид в разрезе Фиг.10 по линии XI-XI,
на Фиг.12 - вид в разрезе Фиг.10 по линии XII-XII,
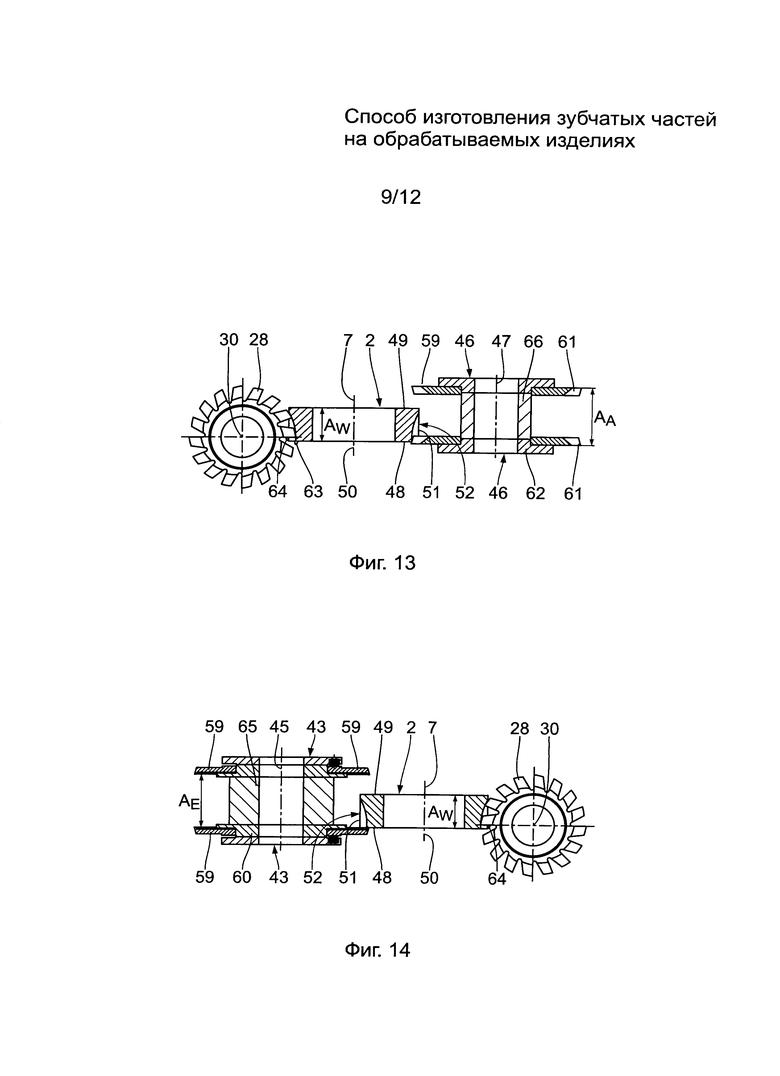
на Фиг.13 - вид в разрезе, соответствующий Фиг.5, согласно второму варианту осуществления настоящего изобретения,
на Фиг.14 - вид в разрезе, соответствующий Фиг.6, согласно второму варианту осуществления настоящего изобретения,
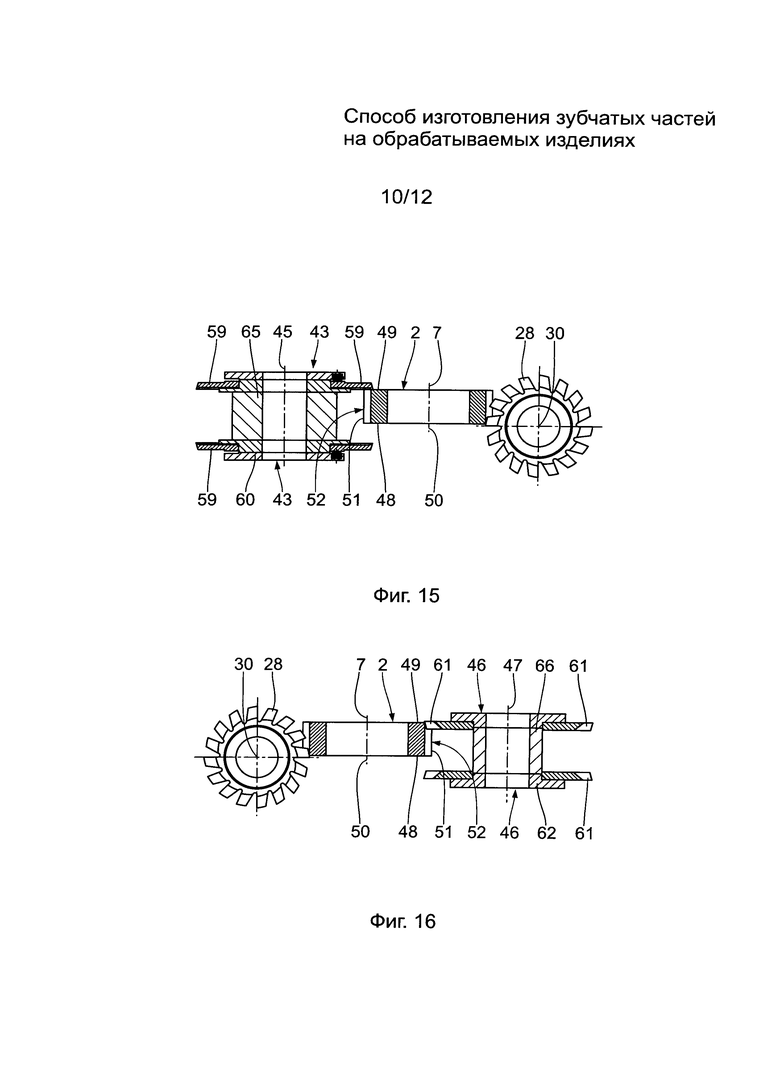
на Фиг.15 - вид в разрезе, соответствующий Фиг.11, согласно второму варианту осуществления настоящего изобретения,
на Фиг.16 - вид в разрезе, соответствующий Фиг.12, согласно второму варианту осуществления настоящего изобретения,
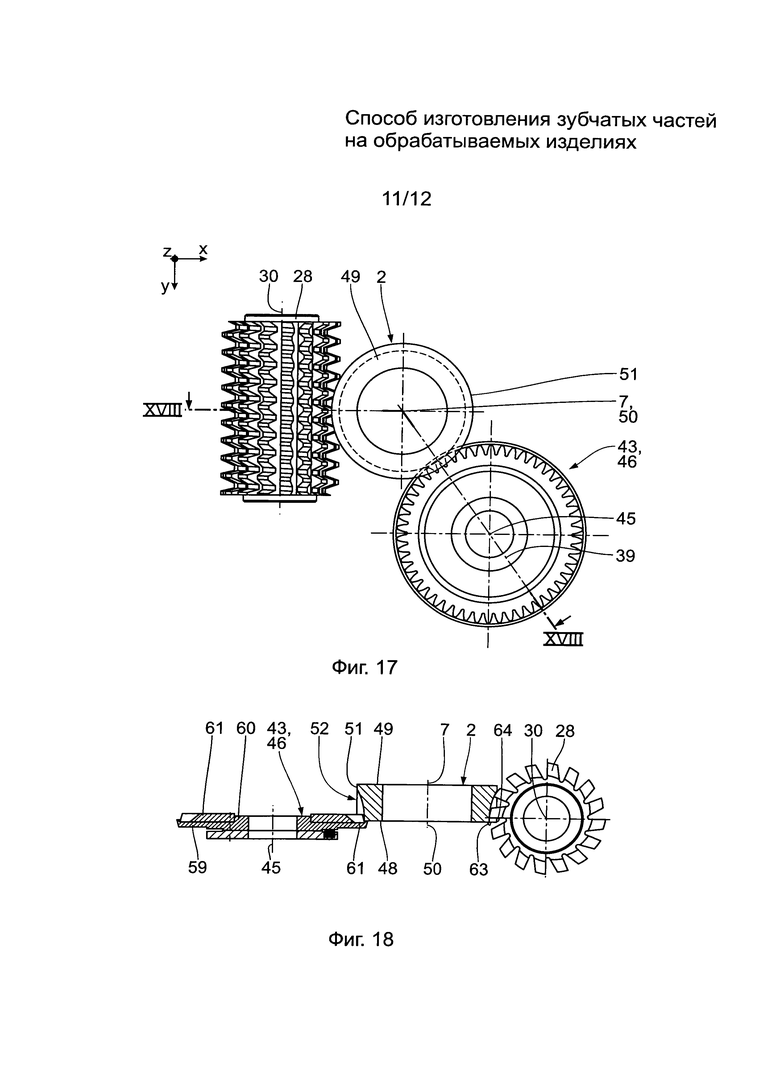
на Фиг.17 - вид сверху обрабатываемого изделия, на которой должны быть нарезаны зубья согласно третьему варианту осуществления настоящего изобретения при помощи станка, во время изготовления зубчатой части в области первой торцевой поверхности обрабатываемого изделия,
на Фиг.18 - вид в разрезе Фиг.17 по линии XVIII-XVIII,
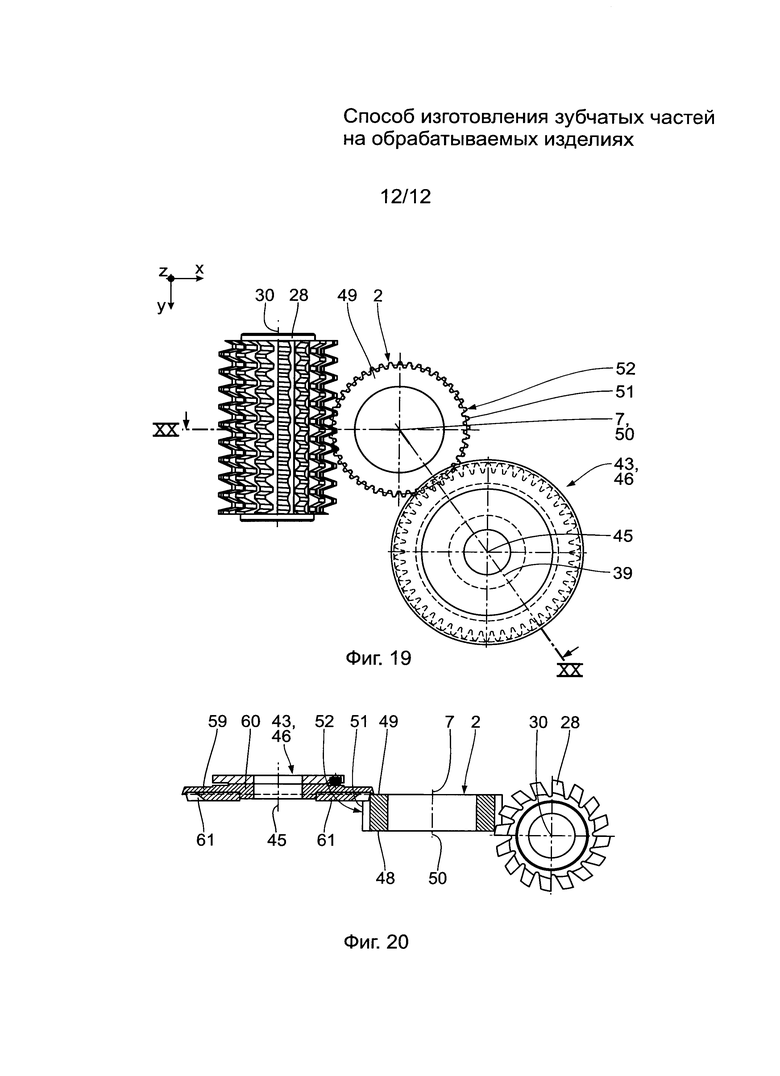
на Фиг.19 - вид сверху обрабатываемого изделия во время чистовой обработки, и
на Фиг.20 - вид в разрезе Фиг.19 по линии ХХ-ХХ.
Первый вариант осуществления настоящего изобретения описывается ниже со ссылкой на Фиг.1-12. Станок 1 для изготовления зубчатых частей на обрабатываемых изделиях 2 имеет станину 3, на которой вертикально расположен шпиндель 4 для обрабатываемых изделий. Шпиндель 4 для обрабатываемых изделий имеет приемник 5 для обрабатываемых изделий, который может быть приведен во вращательное движение вокруг вертикально простирающейся оси вращения 7 при помощи приводного двигателя 6. Ось вращения 7 простирается параллельно вертикальному z-направлению и именуется С-осью.
Первая стойка 8 неподвижно расположена на станине 3 станка в горизонтальном x-направлении сбоку шпинделя 4 для обрабатываемых изделий. На передней стороне стойки 8, обращенной к шпинделю 4 для обрабатываемых изделий, расположен первый z-суппорт 9, который может быть линейно перемещен при помощи первого z-приводного двигателя 10 на первых z-направляющих 11 параллельно z-направлению. Контрприемник 12 для обрабатываемых изделий установлен концентрически по отношению к оси вращения 7 на z-суппорте 9. Контрприемник 12 для обрабатываемых изделий установлен с возможностью вращения вокруг оси вращения 7 и применяется для приема обрабатываемых изделий 2, совершающих волнообразное движение.
Вторая стойка 13 расположена с возможностью линейного перемещения на станине 3 станка напротив стойки 8. Для этой цели x-направляющие 14, на которых стойка 13 может быть линейно перемещена в x-направлении при помощи x-приводного двигателя 15, прикреплены на станине 3 станка. Вторые z-направляющие 16, на которых второй z-суппорт 17 может быть линейно перемещен параллельно z-направлению при помощи второго z-приводного двигателя 18, расположены на передней стороне стойки 13, обращенной к шпинделю 4 для обрабатываемых изделий.
Деталь вращения 19, которая может быть приведена во вращение вокруг оси вращения 21, простирающейся параллельно x-направлению, при помощи приводного двигателя 20, расположена на z-суппорте 17. Ось вращения 21 именуется также А-осью. На детали вращения 19 расположены y-направляющие 22, на которых может быть осуществлено линейное перемещение y-суппорта 23 при помощи y-приводного двигателя 24. При горизонтальной ориентации детали вращения 19, y-направляющие 22 простираются параллельно горизонтальному y-направлению, так чтобы y-суппорт 23 мог быть линейно перемещен параллельно этому y-направлению. x-, y- и z-направления в каждом случае перпендикулярны друг к другу и образуют систему декартовых координат.
Первая обрабатывающая головка 25, расположенная на y-суппорте 23 и предназначенная для механической обработки обрабатываемого изделия 2, выполнена в виде фрезерной головки. Обрабатывающая головка 25 имеет приемник 26 для инструментов и контрприемник 27 для инструментов, расположенный напротив, для приема первого инструмента 28, выполненного в виде фрезерного инструмента или фрезы. Приемник 6 для инструментов может быть приведен во вращение вокруг оси вращения 30, простирающейся параллельно y-направляющим 22 при помощи приводного двигателя 29. Ось вращения 30 именуется также В-осью. Таким образом, фреза 28 может быть приведена во вращение вокруг В-оси.
Вторая обрабатывающая головка 31 и третья обрабатывающая головка 32 расположены сбоку на стойке 8. Обрабатывающие головки 31, 32 выполнены идентично, и поэтому только обрабатывающая головка 31 будет подробно описана ниже. Обрабатывающая головка 31 имеет третий z-суппорт 33, который может быть линейно перемещен при помощи третьего z-приводного двигателя 34 на третьих z-направляющих 35 параллельно z-направлению. z-направляющие 35 закреплены сбоку на стойке 8. На z-суппорте 33 расположен подающий суппорт 36, который может быть линейно перемещен на направляющих 37 при помощи приводного двигателя 38 в направлении подачи. Направление подачи простирается в x-y-плоскости под углом примерно 30°-50° к y-направлению и образует ось линейной подачи 39.
На подающем суппорте 36 расположен инструментодержатель 40, который может быть повернут по меньшей мере на 180° вокруг оси поворота 39, совпадающей с осью подачи, при помощи приводного двигателя 41. Ось поворота 39 таким образом идентична оси подачи 39. Ось поворота пересекает ось вращения 7.
На свободном конце инструментодержателя 40 расположен второй инструмент 43, который может быть приведен во вращение вокруг оси вращения 45, простирающейся параллельно z-направлению, при помощи приводного двигателя 44, объединенного в одно целое с инструментодержателем 40. Соответственно, третья обрабатывающая головка 32 имеет третий инструмент 46, который может быть повернут вокруг оси поворота 42 и может быть приведен во вращение вокруг соответствующей оси вращения 47.
Способ изготовления зубчатой части на обрабатываемом изделии 2 будет описан ниже со ссылкой на Фиг.2-12, на которых для наглядности показаны только обрабатываемое изделие 2 и инструменты 28, 43 и/или 46, которые в каждом случае входят в контакт с обрабатываемым изделием 2.
Обрабатываемое изделие 2 имеет первую торцевую поверхность 48 и противоположную вторую торцевую поверхность 49, которые простираются поперечно или перпендикулярно к центральной продольной оси 50 обрабатываемого изделия 2. Между торцевыми поверхностями 48, 49 обрабатываемое изделие 2 имеет периферийную поверхность 51, простирающуюся кольцеобразно вокруг центральной продольной оси 50 и параллельно центральной продольной оси 50. Зубчатая часть 52 с зубьями 53 и с зазорами 54 между зубьями должна быть изготовлена на периферийной поверхности 51.
Пока еще не подвергнутое механической обработке обрабатываемое изделие 2 сначала зажимают в приемнике 5 для обрабатываемых изделий и приводят во вращение вокруг оси вращения 7. Когда обрабатываемое изделие 2 находится в зажатом состоянии, происходит совмещение оси вращения 7 с центральной продольной осью 50. Затем фрезу 28 приводят во вращение вокруг оси вращения 50 и подают к обрабатываемому изделию таким образом, чтобы на периферийной поверхности 51 происходило изготовление зубчатой части 52, начиная от первой торцевой поверхности 48. Фрезу 28 перемещают в z-направлении для изготовления зубчатой части 52.
После первоначального нарезания при помощи фрезы 28 во время изготовления зубчатой части 52 происходит образование аксиальных грубых или первичных заусенцев 55 и радиальных грубых или первичных заусенцев 56. Аксиальные грубые заусенцы 55 образуются на первой торцевой поверхности 48, в то время как радиальные грубые заусенцы 56 образуются на периферийной поверхности 51, в частности, на вершинах 57 зубьев, и частично также на боковых поверхностях 58 зубьев 53. Грубые заусенцы 55, 56 показаны на Фиг.3.
После изготовления зубчатой части 52 в области первой торцевой поверхности 48, второй инструмент 43 подают к обрабатываемому изделию 2 и приводят во вращение вокруг оси вращения 45 для удаления аксиальных грубых заусенцев 55. Это состояние механической обработки проиллюстрировано на Фиг.2 и 3. Инструмент 43 выполнен в виде инструмента для удаления заусенцев и имеет несколько лезвий 59, которые расположены обычным образом на дискообразном основном корпусе 60. Инструмент 43 для удаления заусенцев приводится во вращение вокруг оси вращения 45, и таким образом происходит удаление аксиальных грубых заусенцев 55 с первой торцевой поверхности 48 при помощи лезвий 59. Этот инструмент 43 для снятия заусенцев не обязательно должен быть приведен во вращение во время удаления заусенцев, но также может быть просто вовлечен приводимым во вращение обрабатываемым изделием 2 в процесс удаления заусенцев. Удаление аксиальных грубых заусенцев 55 происходит параллельно по времени с дальнейшим изготовлением зубчатой части 52 при помощи фрезы 28.
Если зубчатая часть 52 соответственно образована в области первой торцевой поверхности 48, третий инструмент, выполненный в виде фасочного инструмента, подают к обрабатываемому изделию 2 для снятия фаски с зубчатой части 52. Фасочный инструмент 46 имеет несколько фасочных элементов 61, которые расположены на дискообразном основном корпусе 62. Для снятия фаски с зубьев 53 в области первой торцевой поверхности 48, фасочный инструмент 46 приводят во вращение вокруг соответствующей оси вращения 47. Во время снятия фаски происходит удаление радиальных грубых заусенцев 56 и образование аксиальных мельчайших или вторичных заусенцев 63, а также радиальных мельчайших или вторичных заусенцев 64. Аксиальные мельчайшие заусенцы 63 в свою очередь образуются на первой торцевой поверхности 48, в то время как радиальные мельчайшие заусенцы 64 образуются на периферийной поверхности 51, в частности, на вершинах 57 зубьев, и частично также на боковых поверхностях 58 зубьев 53. Снятие фаски в области первой торцевой поверхности 48 проиллюстрировано на Фиг.4-6. Так как инструмент 43 для удаления заусенцев все еще находится в контакте с обрабатываемым изделием 2 на первой торцевой поверхности 48, аксиальные мельчайшие заусенцы 63, образованные во время снятия фаски, также удаляют во время снятия фаски.
Повторная обработка изготовленной зубчатой части 52 в области первой торцевой поверхности 48 соответственно включает в себя удаление аксиальных грубых и мельчайших заусенцев 55, 63 и удаление радиальных грубых заусенцев 56, которые были образованы во время изготовления зубчатой части 52. Повторная обработка происходит параллельно по времени или одновременно с дальнейшим изготовлением зубчатой части 52 при помощи фрезы 28.
Фрезу 28 перемещают непрерывно в z-направлении для изготовления зубчатой части 52 по всей периферийной поверхности 51, до тех пор, пока зубчатая часть 52 не будет изготовлена также и в области второй торцевой поверхности 49. В этом случае аксиальные грубые заусенцы 55 в свою очередь образуются на второй торцевой поверхности 49, и радиальные грубые заусенцы 56 образуются на периферийной поверхности 51. Это проиллюстрировано на Фиг.8.
После того, как зубчатая часть 52 была подвергнута обработке с целью снятия фаски с первой торцевой поверхности 48 и удаления заусенцев, инструмент 43 для удаления заусенцев и фасочный инструмент 46 отводят от обрабатываемого изделия 2, поворачивают на 180° вокруг их соответствующих осей поворота 39, 42 и линейно перемещают в z-направлении ко второй торцевой поверхности 49. Тем временем зубчатая часть 52 была полностью изготовлена в области второй торцевой поверхности 49 при помощи фрезы 28. Затем инструмент 43 для удаления заусенцев и фасочный инструмент 46 снова подают к обрабатываемому изделию 2 и таким образом удаляют аксиальные грубые и мельчайшие заусенцы 55, 63 при помощи инструмента 43 для снятия заусенцев, и удаляют радиальные грубые заусенцы 56 при помощи фасочного инструмента 46 во время снятия фаски таким же образом, как уже было описано. Снятие фаски и удаление заусенцев происходит параллельно по времени, иначе говоря, по меньшей мере отчасти одновременно. Удаление заусенцев на второй торцевой поверхности 49 и снятие фаски с зубчатой части 52, а также и удаление радиальных грубых заусенцев 56 в области второй торцевой поверхности 49 проиллюстрировано на Фиг.7-9.
Радиальные мельчайшие заусенцы 64, все еще остающиеся после снятия фаски и удаления аксиальных заусенцев 55, 63, удаляют путем чистовой обработки изготовленной зубчатой части 52. Чистовая обработка происходит при помощи фрезы 28 и именуется чистовым проходом. По завершении обработки зубчатой части 52 в области второй торцевой поверхности 49 происходит изменение направления линейного перемещения фрезы 28. Фрезу 28 затем перемещают снова линейно в направлении первой торцевой поверхности 48 параллельно z-направлению от второй торцевой поверхности 49. Радиальные мельчайшие заусенцы 64 в области второй торцевой поверхности 49 и первой торцевой поверхности 48 удаляют в данном месте. И наоборот, чистовая обработка может происходить таким образом, что фрезу 28 перемещают линейно в направлении второй торцевой поверхности 49 от первой торцевой поверхности 48. Чистовая обработка происходит параллельно по времени с повторной механической обработкой зубчатой части 52 в области второй торцевой поверхности 49 при помощи инструмента 43 для удаления заусенцев и фасочного инструмента 46. Чистовая обработка проиллюстрирована на Фиг.10-12. На Фиг.11 и 12 показано обрабатываемое изделие 2 с полностью изготовленной зубчатой частью, снятой фаской и удаленными заусенцами.
Конфигурация инструмента 43 для снятия заусенцев и его способность к поворачиванию вокруг соответствующей оси поворота 39 позволяет удалить аксиальные заусенцы 55, 63 на первой торцевой поверхности 48 независимо по времени от аксиальных заусенцев 55, 63 на второй торцевой поверхности 49. Соответственно, конфигурация фасочного инструмента 46 и его способность к поворачиванию вокруг соответствующей оси поворота 42 позволяет снять фаску с зубчатой части 52 в области первой торцевой поверхности 48 и в области второй торцевой поверхности 49 независимо по времени и удалить радиальные грубые заусенцы 56. Благодаря этой независимой повторной механической обработке зубчатой части 52, можно осуществить изготовление, повторную механическую обработку и по дополнительному выбору чистовую обработку зубчатой части 52 практически параллельно по времени. В результате достигается короткое время циклов обработки при зубонарезании обрабатываемых изделий 2, хотя станок 1 имеет только один шпиндель 4 для обрабатываемых изделий 2, и вследствие этого всегда может быть обработано только одно обрабатываемое изделие 2. Таким образом, благодаря способу согласно настоящему изобретению при зубонарезании на обрабатываемых изделиях 2 может быть достигнута высокая производительность со снижением затрат, связанных со станками.
Второй вариант осуществления настоящего изобретения будет описан ниже со ссылкой на Фиг.13-16. Станок 1 соответствует станку, описанному в первом варианте осуществления настоящего изобретения с той разницей, что инструменты 43, 46 не являются поворачиваемыми, и имеются оси исключительно линейной подачи 39, 42, и не имеется никаких осей поворота. Таким образом, станок 1 имеет упрощенную конструкцию.
Для повторной обработки обрабатываемого изделия 2 на обеих сторонах обрабатывающая головка 31 имеет два инструмента 43 для удаления заусенцев, которые расположены друг напротив друга на общем инструментодержателе 65. Для обеспечения возможности удаления заусенцев с первой торцевой поверхности 48 независимо от второй торцевой поверхности 49, инструменты 43 для удаления заусенцев имеют расстояние AE между ними в z-направлении, которое больше, чем расстояние AW между торцевыми поверхностями 48, 49 обрабатываемого изделия 2. Соответственно, обрабатывающая головка 32 имеет два фасочных инструмента 46, которые прикреплены друг напротив друга на общем инструментодержателе 66. Для независимого снятия фаски с зубчатой части 52 в области первой торцевой поверхности 48 и в области второй торцевой поверхности 49, фасочные инструменты 46 имеют расстояние AA от одного до другого в z-направлении, которое больше, чем расстояние AW.
Изготовление и повторная обработка зубчатой части 52 в области первой торцевой поверхности 48 происходит таким же образом, как описано и проиллюстрировано на Фиг.13 и 14. Для повторной обработки зубчатой части 52 в области второй торцевой поверхности 49, инструментодержатели 65, 66 линейно перемещают вместе с расположенными на них инструментами 43, 46, так чтобы эти инструменты 43, 46, связанные со второй торцевой поверхностью 49, входили в контакт с обрабатываемым изделием 2. Это проиллюстрировано на Фиг.15 и 16. Что касается дальнейшего режима функционирования станка 1 и дальнейшей последовательности осуществления способа, делается ссылка на первый вариант осуществления настоящего изобретения.
Третий вариант осуществления настоящего изобретения будет описан ниже со ссылкой на фиг.17-20. Станок 1 в противоположность первому варианту осуществления настоящего изобретения имеет только обрабатывающие головки 25 и 31. Так как в данном случае обходятся без обрабатывающей головки 32, станок 1 имеет более простую конструкцию. Инструмент 43 для удаления заусенцев и фасочный инструмент 46 скомбинированы в один комбинированный инструмент и расположены на общем основном корпусе 60. Повторная обработка зубчатой части 52, изготовленной в области первой торцевой поверхности 48, происходит параллельно по времени с дальнейшим изготовлением зубчатой части 52 при помощи фрезы 28. Это проиллюстрировано на Фиг.17 и 18. Для повторной обработки зубчатой части 52 в области второй торцевой поверхности 49, комбинированный инструмент поворачивают на 180° вокруг оси поворота 39 согласно первому варианту осуществления изобретения. Это проиллюстрировано на Фиг.19 и 20. Что касается дальнейшего режима функционирования станка 1 и дальнейшей последовательности осуществления способа, делается ссылка на первый вариант осуществления настоящего изобретения.
Что касается четвертого варианта осуществления настоящего изобретения, станок 1 выполнен согласно третьему варианту осуществления настоящего изобретения, но при этом обрабатывающая головка 31 не имеет оси поворота, и образована только ось подачи 39. Обрабатывающая головка 31 имеет два скомбинированных инструмента согласно третьему варианту осуществления настоящего изобретения, которые расположены на общем инструментодержателе, как уже в принципе было проиллюстрировано в отношении второго варианта осуществления настоящего изобретения. После того, как зубчатая часть 52, изготовленная в области первой торцевой поверхности 48, была подвергнута повторной обработке при помощи соответствующего первого комбинированного инструмента в z-направлении до тех пор, пока комбинированные инструменты, связанные со второй торцевой поверхностью 49, не войдут в контакт с обрабатываемым изделием 2. Что касается дальнейшего режима функционирования станка 1 и дальнейшей последовательности осуществления способа, делается ссылка на первый вариант осуществления настоящего изобретения.
Обрабатывающие головки 31, 32, включая инструменты 43, 46, могут в принципе быть выполнены любым желаемым образом, поскольку обрабатываемое изделие 2 может быть независимо повторно обработано в области двух торцевых поверхностей 48, 49. Это позволяет осуществить изготовление, повторную обработку и по дополнительному выбору также чистовую обработку практически параллельно по времени с достижением высокой производительности при нарезании зубьев на обрабатываемых изделиях 2, с низкими затратами, связанными со станками. В частности, способ согласно настоящему изобретению может быть также применен для изготовления нескольких зубчатых частей 52 на одном обрабатываемом изделии 2. Обрабатываемые изделия 2, совершающие волнообразные движения, могут быть дополнительно установлены в контрприемнике 12 для обрабатываемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| Устройство для обработки торца трубы | 2020 |
|
RU2744786C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ТОРЦОВ ТРУБ | 2016 |
|
RU2638484C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С ИЗДЕЛИЙ, В ЧАСТНОСТИ С МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2177869C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТА И МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2011 |
|
RU2541243C1 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2019 |
|
RU2752605C1 |
Зубчатую часть сначала изготавливают при помощи первого инструмента в области первой торцевой поверхности обрабатываемого изделия. Изготовленную зубчатую часть подвергают повторной обработке на периферийной поверхности при помощи по меньшей мере одного второго инструмента в области первой торцевой поверхности в то время, как производят дальнейшее изготовление зубчатой части. При изготовлении зубчатой части также в области второй торцевой поверхности при помощи первого инструмента повторную обработку в области первой торцевой поверхности уже полностью заканчивают, так что зубчатая часть может быть также подвергнута повторной обработке в области второй торцевой поверхности. Тем самым достигаются короткие циклы обработки при низких затратах, связанных со станками. 12 з.п. ф-лы, 20 ил.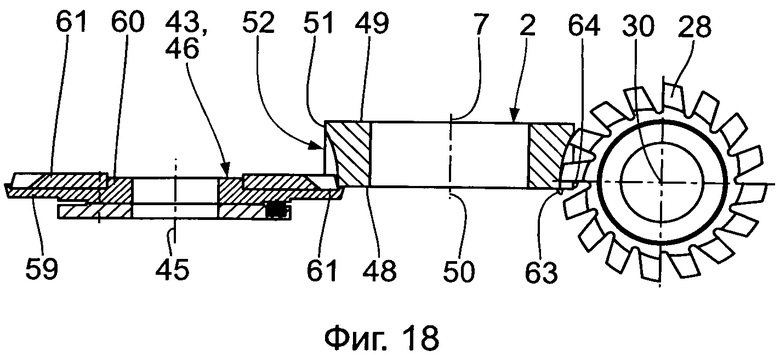
1. Способ изготовления зубчатых частей на обрабатываемых изделиях, включающий:
- обеспечение обрабатываемого изделия (2), подвергаемого зубонарезанию и имеющего центральную продольную ось (50), первую торцевую поверхность (48), простирающуюся поперечно к центру продольной оси (50), вторую торцевую поверхность (49), простирающуюся поперечно к центральной продольной оси (50), и периферийную поверхность (51), простирающуюся вокруг центральной продольной оси (50) и между торцевыми поверхностями (48, 49),
- изготовление зубчатой части (52) на периферийной поверхности (51) в области первой торцевой поверхности (48) при помощи первого инструмента (28),
- повторную обработку зубчатой части (52), изготовленной в области первой торцевой поверхности (48), для удаления заусенцев (55, 56), образованных во время изготовления зубчатой части (52), при помощи по меньшей мере одного второго инструмента (43, 46),
при этом повторную обработку выполняют по меньшей мере на периферийной поверхности (51) изготовленной зубчатой части (52) и осуществляют ее при дальнейшем изготовлении зубчатой части (52),
причем упомянутая повторная обработка включает снятие фаски с изготовленной зубчатой части (52) при помощи фасочного инструмента (46) с удалением радиальных грубых заусенцев (56) во время снятия фаски и удаление аксиальных заусенцев (55, 63) на первой торцевой поверхности (48) при помощи инструмента (43) для удаления заусенцев,
- снятие фаски с изготовленной зубчатой части (52) и удаление аксиальных заусенцев (55, 63) выполняют, по меньшей мере частично, одновременно,
- изготовление зубчатой части (52) в области второй торцевой поверхности (49) при помощи первого инструмента (28), и
- повторную обработку зубчатой части (52), изготовленной в области второй торцевой поверхности (49), для удаления заусенцев (55, 56), образованных во время изготовления зубчатой части (52), при помощи по меньшей мере одного второго инструмента (43, 46).
2. Способ по п. 1, отличающийся тем, что радиальные заусенцы (56) на периферийной поверхности (51) удаляют во время повторной обработки, причем удаление радиальных заусенцев (56) в области первой торцевой поверхности (48) производят независимо по времени от удаления радиальных заусенцев (56) в области второй торцевой поверхности (49).
3. Способ по п. 1, отличающийся тем, что аксиальные заусенцы (55) на торцевых поверхностях (48, 49) удаляют во время повторной обработки, причем удаление аксиальных заусенцев (55) на первой торцевой поверхности (48) производят независимо по времени от удаления аксиальных заусенцев (55) на второй торцевой поверхности (49).
4. Способ по п. 1, отличающийся тем, что повторная обработка зубчатой части (52), изготовленной в области второй торцевой поверхности (49), включает нижеследующие стадии:
- снятие фаски с изготовленной зубчатой части (52) при помощи фасочного инструмента (46) с удалением радиальных грубых заусенцев (56) во время снятия фаски, и
- удаление аксиальных заусенцев (55, 63) на второй торцевой поверхности (49) при помощи инструмента (43) для удаления заусенцев.
5. Способ по п. 4, отличающийся тем, что снятие фаски изготовленной зубчатой части (53) и удаление аксиальных заусенцев (55, 63) выполняют, по меньшей мере частично, одновременно.
6. Способ по п. 1, отличающийся тем, что осуществляют чистовую обработку изготовленной зубчатой части (52) для удаления заусенцев (64), оставшихся после повторной обработки.
7. Способ по п. 6, отличающийся тем, что чистовую обработку выполняют во время повторной обработки зубчатой части (52), изготовленной в области второй торцевой поверхности (49).
8. Способ по п. 7, отличающийся тем, что радиальные мельчайшие заусенцы (64), образованные при снятии фаски, удаляют при помощи первого инструмента (28) во время чистовой обработки.
9. Способ по п. 1, отличающийся тем, что первый инструмент (28) выполнен в виде фрезерного инструмента.
10. Способ по п. 1, отличающийся тем, что используют инструмент (43) для удаления заусенцев, выполненный с возможностью поворачивания вокруг соответствующей оси поворота (39) по меньшей мере на 180° для удаления аксиальных заусенцев (55, 63) на двух торцевых поверхностях (48, 49).
11. Способ по любому из пп. 1-10, отличающийся тем, что используют фасочный инструмент (46), выполненный с возможностью поворачивания вокруг соответствующей оси поворота (42) по меньшей мере на 180° для снятия фаски с изготовленной зубчатой части (52) в области двух торцевых поверхностей (48, 49).
12. Способ по п. 1, отличающийся тем, что для удаления аксиальных заусенцев (55, 63) на торцевых поверхностях (48, 49) два инструмента (43) для удаления заусенцев располагают на общем инструментодержателе (65), при этом осевое расстояние (АЕ) между инструментами (43) для удаления заусенцев больше, чем осевое расстояние (AW) между торцевыми поверхностями (48, 49).
13. Способ по любому из пп. 1-10 или 12, отличающийся тем, что для снятия фаски с изготовленной зубчатой части (52) два фасочных инструмента (46) располагают на общем инструментодержателе (66), при этом осевое расстояние (AA) между фасочными инструментами (46) больше, чем осевое расстояние (AW) между торцевыми поверхностями (48, 49).
| US 7310863 A, 25.12.2007 | |||
| Ь- Ь--- . • -•'А. В. Дегтев | 0 |
|
SU193274A1 |
| УСТРОЙСТВО для снятия ЗАУСЕНЦЕВ | 0 |
|
SU279314A1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических колес | 1985 |
|
SU1316759A1 |

