Область техники, к которой относится изобретение
Настоящее изобретение относится к способу измерения остаточных напряжений в детали. Более конкретно, настоящее изобретение относится к способу измерения поперечных остаточных напряжений в конструкционных деталях, в частности, выполненных из металла, где указанные напряжения возникают в результате выполнения технологической операции, в частности вальцевания.
Уровень техники
Технологические операции, в частности вальцевание, создают в деталях поперечные остаточные напряжения. Такие напряжения не являются сразу очевидными, поскольку они имеют тенденцию симметрично распределяться по толщине заготовки (и, следовательно, не создают результирующего напряжения). Остаточные напряжения создают проблемы при работе детали, поскольку приложенная нагрузка может вызывать в детали напряжения, которые превышают ожидаемые значения. Кроме того, если деталь должна быть механически обработана по размеру после вальцевания, остаточные напряжения могут вызывать неожиданную деформацию после механической обработки.
Предпочтительно иметь возможность измерения этих остаточных напряжений для того, чтобы учитывать их при использовании детали или при последующей механической обработке. Это позволяет исключить непрогнозируемое сокращение срока эксплуатации детали вследствие неожиданно высоких напряжений, а также дает возможность учитывать остаточные напряжения при изготовлении детали, чтобы избежать деформации.
Известные способы измерения остаточных напряжений используют, в частности, такие методики, как прорезание и глубокое сверление, при которых для измерения напряжения внутри детали используют тензометр и, таким образом, определяют остаточное напряжение в соответствующей точке. Эти способы требуют специализированного оборудования и тензометров, которые не имеют широкого применения в условиях производства, и, более того, представляют собой лабораторные системы. Поэтому определение поля остаточных напряжений является длительным и дорогостоящим процессом, который включает транспортировку контролируемой детали в соответствующее техническое подразделение.
Раскрытие изобретения
Задачей данного изобретения является устранение вышеуказанных недостатков за счет обеспечения способа, который можно применять, используя существующее технологическое оборудование, и который не требует существенного специализированного оборудования.
Согласно первому аспекту настоящего изобретения обеспечен способ измерения поперечных остаточных напряжений в детали, включающий следующие операции:
закрепление детали в первой точке и второй точке, на расстоянии от первой точки,
выполнение первой операции съема материала в третьей точке, расположенной между первой и второй точками,
освобождение детали во второй точке,
измерение первой деформации детали,
определение остаточных напряжений в детали на основе измерения первой деформации.
После операции измерения деформация детали указанный способ предпочтительно содержит следующие операции:
повторное закрепление детали во второй точке,
выполнение следующей операции съема материала в третьей точке,
измерение следующей деформации детали после следующей операции съема материала,
определение следующих остаточных напряжений в детали на основе измерения следующей деформации.
Операции повторного закрепления, следующего съема материала, следующего измерения и определения следующих напряжений предпочтительно повторяют, чтобы получить распределение поперечных остаточных напряжений в детали.
Одну или более операций измерения предпочтительно выполняют в третьей точке.
Согласно второму аспекту настоящего изобретения предложено устройство для измерения поперечных остаточных напряжений в металлической детали, содержащее:
первый зажим,
второй зажим, расположенный на расстоянии от первого зажима,
металлорежущий инструмент, сконфигурированный с возможностью выполнения операции съема материала с детали, закрепленной в зажимах, в точке, расположенной между зажимами,
устройство для измерения прогиба, расположенное между первым и вторым зажимами.
Устройство для измерения прогиба предпочтительно расположено в той же точке между зажимами, что и металлорежущий инструмент.
Устройство для измерения прогиба предпочтительно расположено с противоположной стороны детали относительно металлорежущего инструмента при его использовании.
Краткое описание чертежей
Ниже приведено описание примера осуществления способа и устройства согласно настоящему изобретению со ссылками на прилагаемые чертежи, на которых представлены:
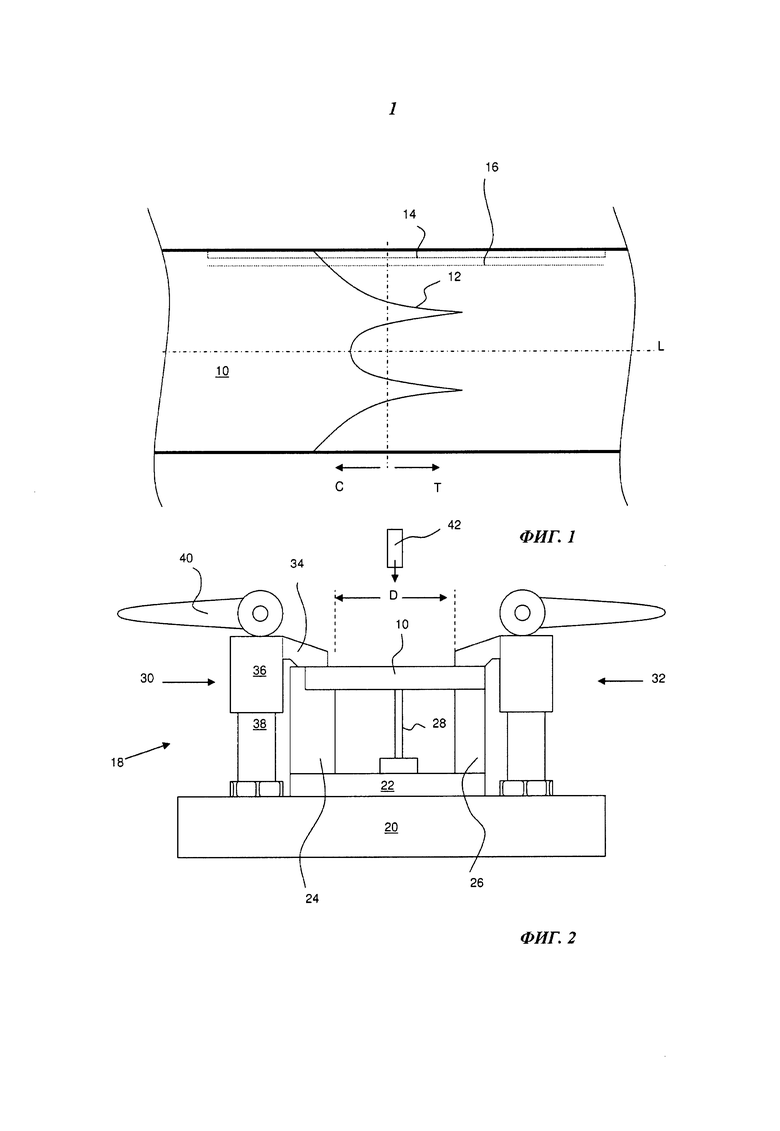
фигура 1 - вид сбоку в разрезе типовой детали, показывающий пример распределения напряжений;
фигура 2 - схематический вид сбоку устройства согласно второму аспекту настоящего изобретения;
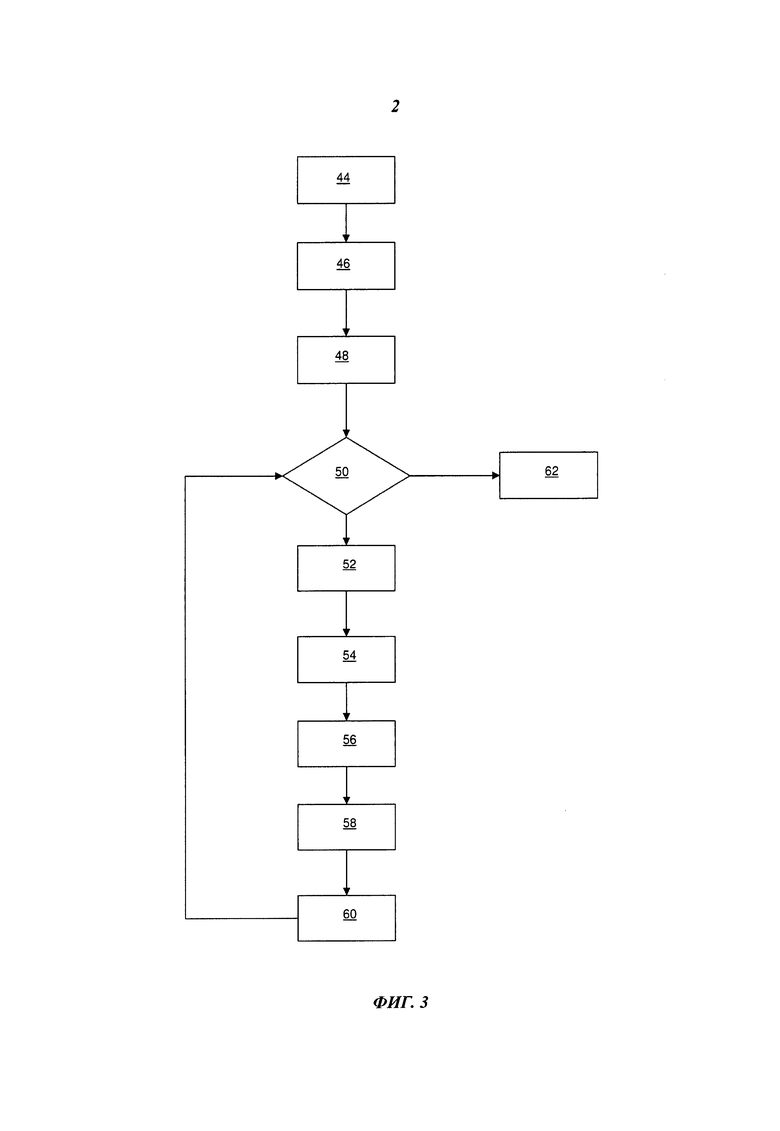
фигура 3 - операционная схема способа согласно настоящему изобретению.
Осуществление изобретения
На фигуре 1 показана деталь 10, изготовленная известным технологическим способом, в частности вальцеванием. Кривая 12 распределения напряжений показывает характер изменения остаточных напряжений в зависимости от толщины детали 10 в пределах от сжатия (C) до растяжения (T). При этом можно видеть, что кривая распределения напряжений является симметричной относительно продольной оси L детали, и поэтому напряжения сбалансированы таким образом, что деталь в этом состоянии геометрически стабильна (иными словами, остаточные напряжения невозможно наблюдать, исходя из деформации материала).
Согласно изобретению, проведение механической обработки резанием, показанной линиями 14 и 16 резания, вызывает асимметричное распределение напряжений 12 и, следовательно, прогиб детали 10. В результате этого асимметрия распределения напряжений приводит к появлению изгибающего напряжения, действующего на деталь 10. Освободив деталь и выдержав ее для получения деформации под действием асимметричного напряжения, можно измерить степень остаточного напряжения.
На фигуре 2 показано устройство 18 для реализации способа согласно настоящему изобретению.
На столе 20 станка установлена оправка 22, на противоположных концах которой предусмотрены первая и вторая опорные стойки 24, 26, соответственно. Опорные стойки 24, 26 расположены на расстоянии D друг от друга и имеют такую конструкцию, которая позволяет устанавливать на них деталь 10 (например, расстояние между ними можно регулировать, чтобы обеспечить соответствующую опору для детали 10). Каждая опорная стойка 24, 26 образует вертикальную опору для детали 10.
Датчик 28 прогиба установлен между опорными стойками 24, 26, проходит вверх из оправки 22, упираясь в деталь 10, и предназначен для измерения любого прогиба детали.
С обеих сторон от первой и второй опорных стоек 24, 26 предусмотрены регулируемые зажимные устройства 30, 32, соответственно. Каждое зажимное устройство 30, 32 содержит зажимной элемент 34, предназначенный для зажима детали 10 между ним и соответствующей опорной стойкой. Зажимной элемент 34 соединяется с цилиндром 36, который установлен на поршне 38 и может перемещаться вверх и вниз рычагом 40 для того, чтобы зажимать и освобождать деталь 10.
Металлорежущий инструмент 42 можно опускать на верхнюю поверхность детали 10 в соответствующей позиции относительно датчика 28 прогиба. Металлорежущий инструмент 42 может совершать последовательные проходы, врезаясь на известную глубину в деталь 10, и в связи с этим содержит датчик перемещения для того, чтобы фиксировать глубину врезания в деталь 10.
Следует отметить, что один или оба зажима 32 могут быть автоматически активированы приводом с компьютерным управлением, как более подробно описано ниже.
На фигуре 3 показан пример осуществления способа согласно настоящему изобретению в виде схемы последовательности технологических операций.
На операции 44 оправку и деталь устанавливают таким образом, чтобы деталь 10 была зажата в устройстве 18.
На операции 46 режимы резания вручную вводят в датчик станка или в управляющий компьютер. В качестве примера система может быть настроена на N=50 проходов по d=1 мм каждый.
На операции 48 счетчик выполнения проходов включается при n=1.
На операции 50 осуществляется проверка равенства n=N (т.е., определяется, выполнила ли система требуемое количество проходов).
На операции 52 n умножается на глубину прохода d, и металлорежущий инструмент 42 входит в деталь 10 на расстояние n×d от уровня первоначальной верхней поверхности детали.
На операции 54 зажим 32 освобождается по команде управляющего компьютера.
На операции 56 используется датчик 28 прогиба для измерения прогиба детали 10. Результат измерения сохраняется в компьютере.
На операции 58 зажим 32 снова активируется, при этом показание датчика прогиба возвращается на нуль.
На операции 60 n=n+1, из этой точки процесс возвращается к операции 50. На операции 50, если n=N (требуется максимальное количество проходов), то процесс переходит на операцию 62 и заканчивается в этой точке.
В результате выполнения вышеуказанного процесса получают ряд прогибов для каждого значения n. Для каждого из этих прогибов можно рассчитать остаточные напряжения в материале и, таким образом, получить профиль распределения напряжений в детали 10. Следует отметить, что в случае симметричного распределения напряжений, показанного на фигуре 1, требуется проточить только половину толщины материала 10.
Напряжения в детали можно рассчитать следующим образом.
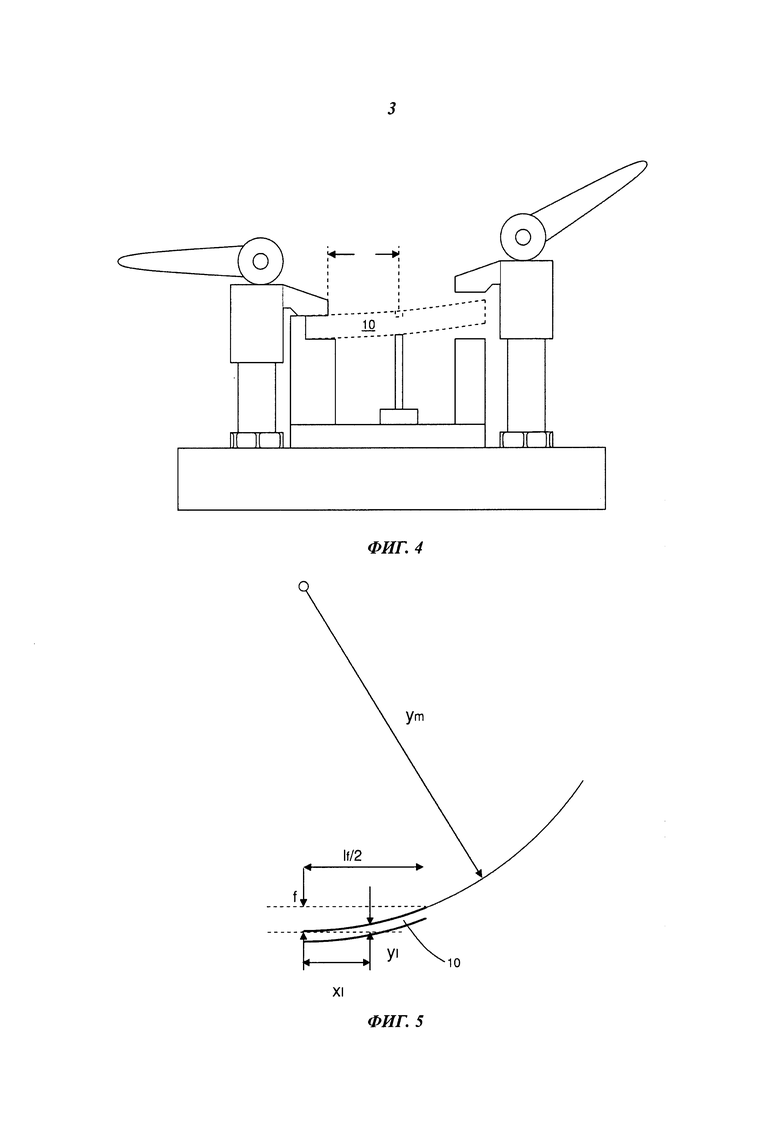
Допустим, что прогиб детали 10 приближенно представляет собой дугу окружности, как показано на фигурах 4 и 5, описываемой общим уравнением r2=x2+y2.
Если радиус кривизны равен ym, как показано на фиг.5, измерение производится на расстоянии xl от левого зажима и yl представляет собой результат измерения смещения, то:



Для того чтобы получить значение f, которое представляет собой максимальную величину деформации относительно базового уровня для данной исходной длины образца If:
Таким образом, используя результат измерения деформации в какой-либо точке, расположенной на детали 10, можно рассчитать максимальную величину деформации.
Затем, используя максимальный прогиб детали, можно рассчитать остаточные напряжения на глубине прохода.
Различные модификации включаются в объем настоящего изобретения. Управление описанным процессом может осуществлять система ЧПУ типа CNC, в которой управление передается устройству, показанному на фигуре 2, а результаты, т.е. результаты измерения прогиба, по каналу обратной связи передаются на ПК для анализа.
Альтернативно этому описанный процесс можно выполнять вручную, при этом пользователь вручную производит закрепление и освобождение зажима 32 и выполнение соответствующих измерений при помощи ручного измерительного устройства, повторного закрепления и повторной обработки резанием.
Данный процесс может быть использован на станках с вертикальным и горизонтальным расположением стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней механической обработки нежестких деталей | 1990 |
|
SU1757787A1 |
| СПОСОБ ПОВЫШЕНИЯ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ ДЕТАЛИ, ПОЛУЧЕННОЙ ИНКРЕМЕНТНЫМ ФОРМОВАНИЕМ | 2011 |
|
RU2576792C2 |
| СПОСОБ ПРАВКИ НЕЖЕСТКИХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2525023C1 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| СПОСОБ КОМПЕНСАЦИИ ТЕПЛОВЫХ ДЕФОРМАЦИЙ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ С ЧПУ | 2014 |
|
RU2573854C1 |
| СПОСОБ КОМПЕНСАЦИИ ТЕПЛОВЫХ ДЕФОРМАЦИЙ ИСПОЛНИТЕЛЬНЫХ УЗЛОВ МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ЧПУ | 2013 |
|
RU2538884C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЭЛЕМЕНТОВ ЗАГОТОВОК | 2009 |
|
RU2410207C1 |
| Устройство для вальцевания полых деталей | 2016 |
|
RU2633676C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ | 2014 |
|
RU2585796C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
Изобретение относится к исследованиям остаточных напряжений в детали. Сущность: осуществляют закрепление детали в первой точке и во второй точке на расстоянии от первой точки, выполнение первой операции съема материала в третьей точке, расположенной между первой и второй точками, освобождение детали во второй точке, измерение первой деформации детали, определение остаточных напряжений в детали на основе измерения первой деформации. Устройство содержит первый зажим, второй зажим, расположенный на расстоянии от первого зажима, металлорежущий инструмент, сконфигурированный с возможностью выполнения операции съема материала с детали, закрепленной в зажимах, в точке, расположенной между зажимами, устройство для измерения прогиба, расположенное между первым и вторым зажимами. Технический результат: упрощение измерения остаточных напряжений в детали. 2 н. и 6 з.п. ф-лы, 5 ил.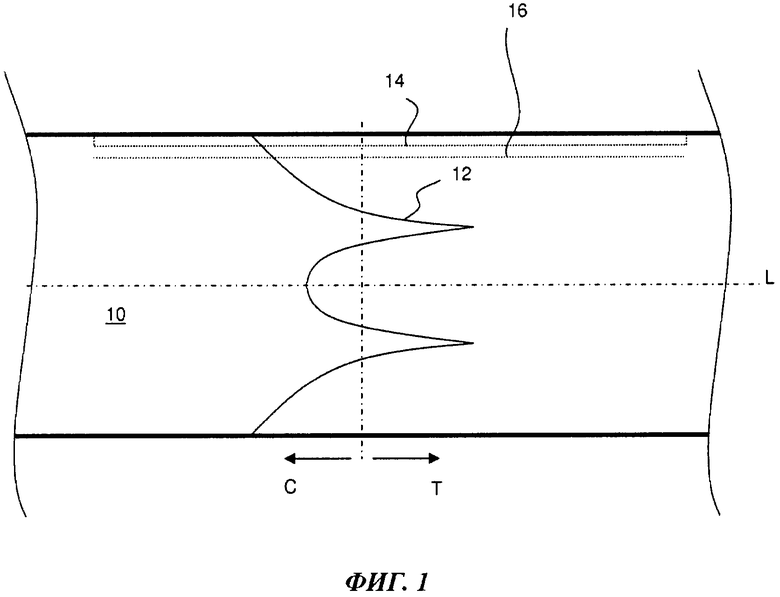
1. Способ измерения поперечных остаточных напряжений в детали, содержащий следующие операции:
закрепление детали в первой точке и во второй точке на расстоянии от первой точки,
выполнение первой операции съема материала в третьей точке, расположенной между первой и второй точками,
освобождение детали во второй точке,
измерение первой деформации детали,
определение остаточных напряжений в детали на основе измерения первой деформации.
2. Способ по п.1, отличающийся тем, что содержит следующие операции после операции измерения деформация детали:
повторное закрепление детали во второй точке,
выполнение следующей операции съема материала в третьей точке,
измерение следующей деформации детали после следующей операции съема материала,
определение следующих остаточных напряжений в детали на основе измерения следующей деформации.
3. Способ по п.2, отличающийся тем, что операции повторного закрепления, следующего съема материала, следующего измерения и определения следующих напряжений повторяют для получения распределения поперечных остаточных напряжений в детали.
4. Способ по одному из предшествующих пунктов, отличающийся тем, что одну или более операций измерения выполняют в третьей точке.
5. Способ по одному из пп.1-3, отличающийся тем, что операция определения остаточных напряжений включает операцию расчета максимальной деформации детали в точке, отличной от точки измерения.
6. Устройство для измерения остаточных поперечных напряжений в металлической детали, содержащее:
первый зажим,
второй зажим, расположенный на расстоянии от первого зажима,
металлорежущий инструмент, сконфигурированный с возможностью выполнения операции съема материала с детали, закрепленной в зажимах, в точке, расположенной между зажимами,
устройство для измерения прогиба, расположенное между первым и вторым зажимами.
7. Устройство по п.6, отличающееся тем, что устройство для измерения прогиба расположено в той же точке между зажимами, что и металлорежущий инструмент.
8. Устройство по п.7, отличающееся тем, что устройство для измерения прогиба расположено с противоположной стороны детали относительно металлорежущего инструмента при его использовании.
| И.А | |||
| Биргер, Б.Ф | |||
| Шорр, Г.Б | |||
| Иосилев, Расчет на прочность деталей машин, СПРАВОЧНИК, 4-е издание, М.(МАШИНОСТРОЕНИЕ), 1993 г | |||
| стр | |||
| ПИЛЬНЫЙ СТАНОК ДЛЯ ВАЛКИ ЛЕСА И ПОПЕРЕЧНОЙ РАСПИЛОВКИ | 1921 |
|
SU601A1 |
| US 3765230 A1 16.10.1973 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПО ХАРАКТЕРИСТИКАМ ТВЕРДОСТИ МАТЕРИАЛА | 2010 |
|
RU2435155C2 |
| Способ определения остаточных напряжений в материале пластически изогнутой детали | 1988 |
|
SU1566262A1 |

