Изобретение относится к технологии машиностроения, а более конкретно к способам механической обработки на металлорежущих станках.
Известен способ обработки нежестких деталей, при котором создают прогиб на первом и втором переходе посредством неравномерного съема припуска с обеих сторон детали, затем на третьем переходе деталь устанавливают вогнутой стороной на стол станка и прижимают ее к плоскости стола до устранения зазора и производят окончательную обработку деталей со стороны ребер жесткости.
Способ позволяет повысить точность обработки плоских деталей с односторонним расположением ребер жесткости, Однако способ имеет существенные
недостатки, а именно увеличен технологический цикл обработки за счет нескольких переходов и не конкретизированы технологические параметры, а именно величины прогибов заготовок, что дает низкую степень вероятности получения требуемой точности.
Указанные недостатки частично устранены в другом способе, при котором обработку ведут всего в два перехода и конкретизирован технологический параметр, а именно величина предварительной деформации на вто, тм переходе, что повышает вероятность достижения заданной точности. Однако недостатком этого способа является необходимость в специальном устройстве для создания прогиба в заготовке на втором переходе, что повышает себестоимость обработки.
VI
СЛ vj
Ч 00 vj
Целью изобретения является повышение качества обработки за счет уменьшения остаточной деформации изгиба заготовки в процессе ее обработки.
Это достигается тем, что на первом переходе снимают минимальный технологический допустимый припуск и измеряют прогиб заготовки, а на последнем переходе ее деформируют.
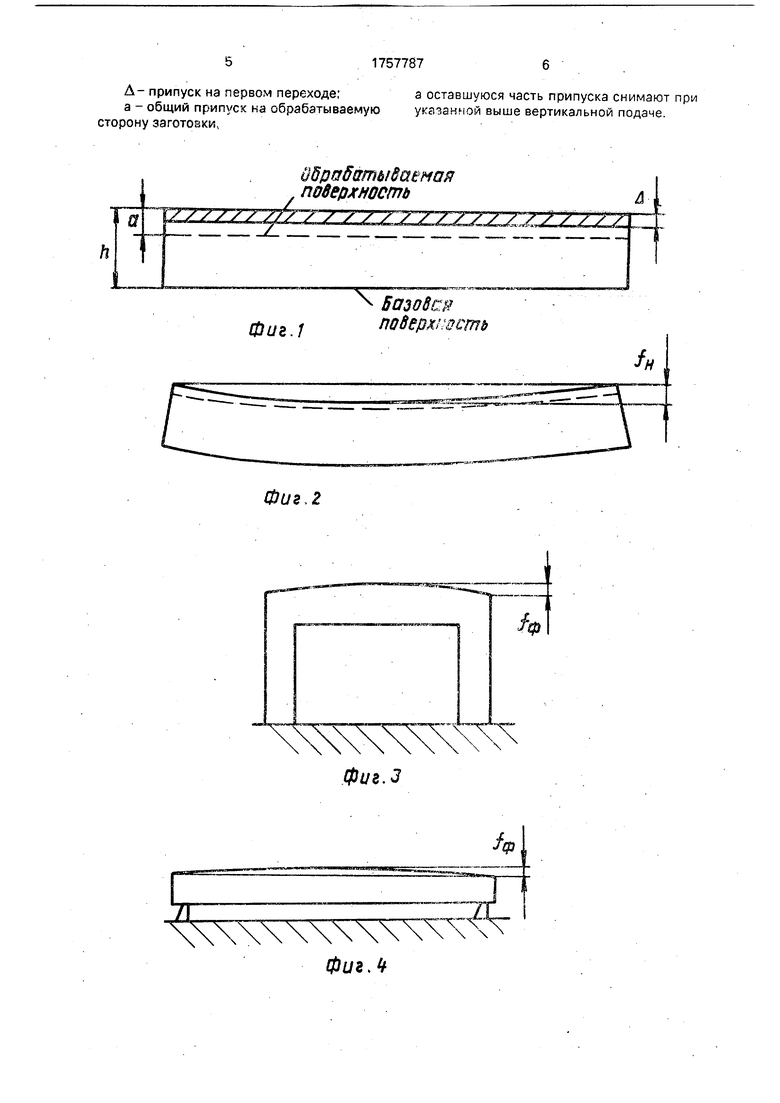
Это достигается за счет того, что на втором переходе заготовку устанавливают как балку на двух опорах, подводят инструмент к центру заготовки и вертикальной подачей SB шпинделя станка создают упругий прогиб заготовки, равный
а-Л
+ тн
где тн - измеренный прогиб заготовки после первого перехода;
А- припуск на первом переходе;
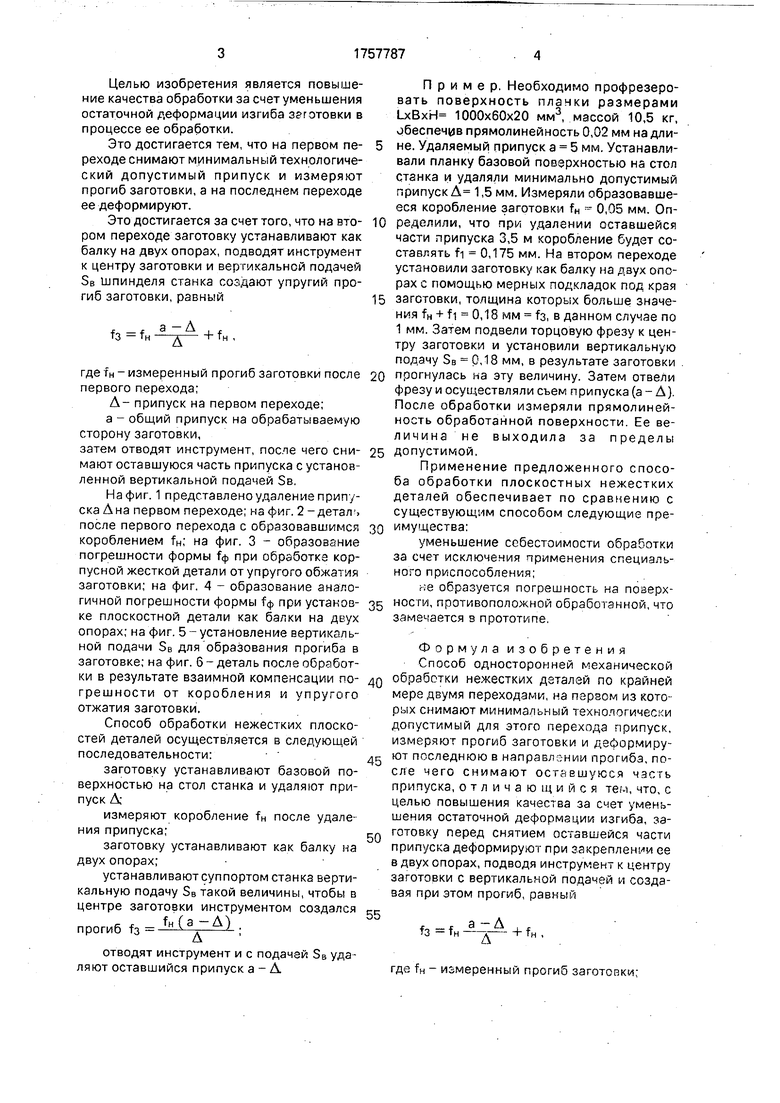
а - общий припуск на обрабатываемую сторону заготовки,
затем отводят инструмент, посте чего снимают оставшуюся часть припуска с установленной вертикальной подачей SB.
На фиг. 1 представлено удаление припуска А на первом переходе; на фиг. 2 -детали после первого перехода с образовавшимся короблением fH; на фиг. 3 - образование погрешности формы при обработка корпусной жесткой детали от упругого обжатия заготовки; на фиг. 4 - образование аналогичной погрешности формы при установке плоскостной детали как балки на двух опорах; на фиг. 5-установление вертикальной подачи SB для образования прогиба в заготовке; на фиг. 6 - деталь после обработки в результате взаимной компенсации погрешности от коробления и упругого отжатия заготовки.
Способ обработки нежестких плоскостей деталей осуществляется в следующей последовательности:
заготовку устанавливают базовой поверхностью на стол станка и удаляют припуск А
измеряют коробление fH после удаления припуска;
заготовку устанавливают как балку на двух опорах;
устанавливают суппортом станка вертикальную подачу SB такой величины, чтобы в центре заготовки инструментом создался
прогиб f3 ) .
отводят инструмент и с подачзй SB удаляют оставшийся припуск а - А
Пример. Необходимо профрезеро- вать поверхность плачки размерами LxBxH 1000x60x20 мм3, массой 10,5 кг, обеспечив прямолинейность 0,02 мм на длине. Удаляемый припуск а 5 мм. Устанавливали планку базовой поверхностью на стол станка и удаляли минимально допустимый припуск А 1,5 мм. Измеряли образовавшееся коробление заготовки fH 0,05 мм. Определили, что при удалении оставшейся части припуска 3,5 м коробление будет составлять fi 0,175 мм. На втором переходе установили заготовку как балку на двух опорах с помощью мерных подкладок под края
заготовки, топщина которых больше значения fH + fi 0,18 мм тз, в данном случае по 1 мм. Затем подвели торцовую фрезу к центру заготовки и установили вертикальную подачу SB 0,18 мм, в результате заготовки
прогнулась на эту величину. Затем отвели фрезу и осуществляли съем припуска (а - А) После обработки измеряли прямолинейность обработанной поверхности. Ее величина не выходила за пределы
допустимой.
Применение предложенного способа обработки плоскостных нежестких деталей обеспечивает по сравнению с существующим способом следующие преимущества:
уменьшение себестоимости обработки за счет исключения применения специального приспособления;
г-:е образуется погрешность на позерхносги, противоположной обработанной,что замечается в прототипе.
Формула изобретения Способ односторонней механической
обработки нежестких деталей по крайней мере двумя переходами, на n-эрвом из кото рых снимают минимальный технологически допустимый для этого перехода припуск, измеряют прогиб заготовки и деформируют последнюю в направл :нии прогиба, после чего снимают оставшуюся чзсгь припуска, отличающийся тем, что, с целью повышения качества за счет уменьшения остаточной деформации изгиба, заготовку перед снятием оставшейся части припуска деформируют при закреплении ее в двух опорах, подводя инструмент к центру заготовки с вертикальной подачей и создавая при этом прогиб, равный
55
f3 fH--- +fH,
где тн - измеренный прогиб заготовки;
517577876
А- припуск на первом переходе;а оставшуюся часть припуска снимают при
а - общий припуск на обрабатываемую указанной выше вертикальной подаче. сторону заготовки,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки деталей несколькими переходами | 1980 |
|
SU865638A1 |
| Способ односторонней механической обработки нежестких деталей | 1986 |
|
SU1364411A1 |
| Способ правки нежестких изделий | 1985 |
|
SU1263385A1 |
| Способ обработки нежестких плоских заготовок | 1983 |
|
SU1148766A1 |
| Способ механической обработки поверхностей нежестких деталей | 1986 |
|
SU1785843A1 |
| Способ получения заготовок для нежестких плоских деталей | 1984 |
|
SU1220844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ обработки деталей | 1988 |
|
SU1526957A1 |
| СПОСОБ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ НЕЖЕСТКИХ ДЕТАЛЕЙ С ДВУХСТОРОННИМ РАСПОЛОЖЕНИЕМ РЕБЕР ЖЕСТКОСТИ | 1991 |
|
SU1792016A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ НА СТАНКАХ С ЧПУ МОДЕЛЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2011 |
|
RU2481177C1 |
Использование: технология машиностроения, механическая обработка на металлорежущих станках. Сущность изобретения: обработку ведут двумя переходам /,. На первом снимают минимальный технологически допустимый для этого перехода припуск, измеряют прогиб заготовки. После этого закрепляют заготовку в двух опорах и, перемещая инструмент к ее центру с вертикальной подачей, создают прогиб, после чего снимают оставшуюся часть припуска при указанной вертикальной подаче. Прогиб рассчитывают по зависимости, в которую входит величина прогиба заготовки после первого прохода, величина припуска на первом проходе и величина общего припуска на обрабатываемую сторону заготовки. 6 ил.
а
Ј
поверхность
ZZZZZZI|p Z: Z ZIZ3 ZZ ZZ
Базоба фиг 1поВеркжть
Фиг, 2
фиг.З
Фиг.
и
X N
7/Z 77777Z 777 77777Z y
Фив. 5
I
/
Обработанная поверхность
у.
Y77777777777777,
фиг. 6
а
| Авторское свидетельство СССР № 6719431, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ односторонней механической обработки нежестких деталей | 1986 |
|
SU1364411A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
