Изобретение относится к области металлообработки, к обработке плоских поверхностей точных нежестких деталей, например плит, планок и нежестких элементов корпусов.
Известен способ обработки плоских поверхностей нежестких заготовок (патент на изобретение №2198769, РФ, кл. В23С 3/00, 2003 г. - прототип), включающий в себя снятие припуска с одной стороны заготовки и ведение обработки по участкам, каждый последующий из которых обрабатывают с режимами, обеспечивающими формирование значения равнодействующей остаточных напряжений, противоположного значению равнодействующей остаточных напряжений на предыдущем смежном участке. Для расширения технологических возможностей и повышения производительности труда в процессе обработки деформируемые при резании слои металла на несмежных участках подвергают термическому воздействию. Обработку можно вести фрезерованием.
Недостатками данного способа являются низкая производительность и высокая трудоемкость.
Задача изобретения - повышение производительности труда, обеспечение получения высоких параметров точности обрабатываемых поверхностей нежестких элементов деталей.
Технический результат достигается тем, что способ включает снятие припуска с одной стороны заготовки, причем новым является то, что в процессе обработки поверхности действие силы резания, стремящейся отогнуть обрабатываемый нежесткий элемент заготовки от инструмента, компенсируют воздействием приложенных с внутренней стороны обрабатываемого нежесткого элемента усилий, при этом обрабатываемый нежесткий элемент предварительно деформируют (выгибают) в направлении, обратном предполагаемому выгибу детали, возникающему под действием силы резания; обратный выгиб детали ограничивают, при этом обработку ведут попутным фрезерованием.
Изобретение поясняется следующими чертежами:
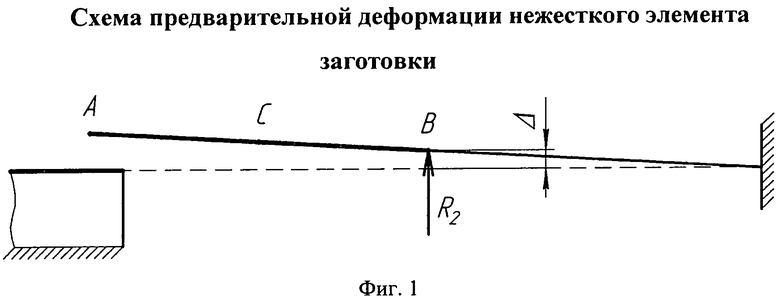
фиг.1 - схема предварительной деформации нежесткого элемента заготовки;
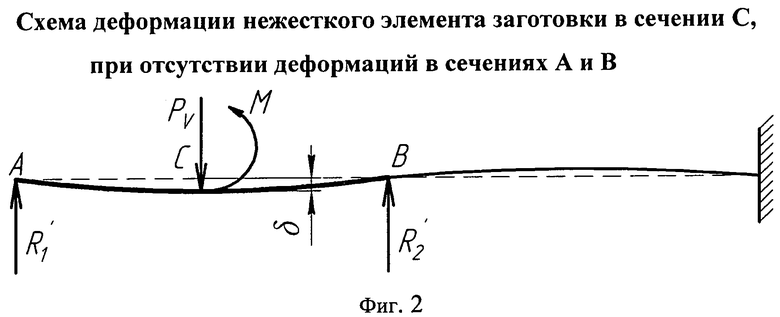
фиг.2 - схема деформации в сечении С обрабатываемой поверхности АВ;
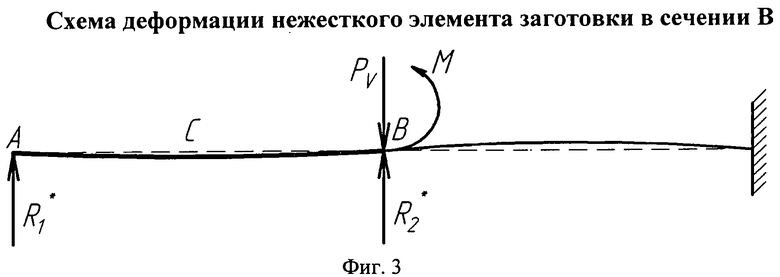
фиг.3 - схема деформации в сечении В обрабатываемой поверхности АВ;
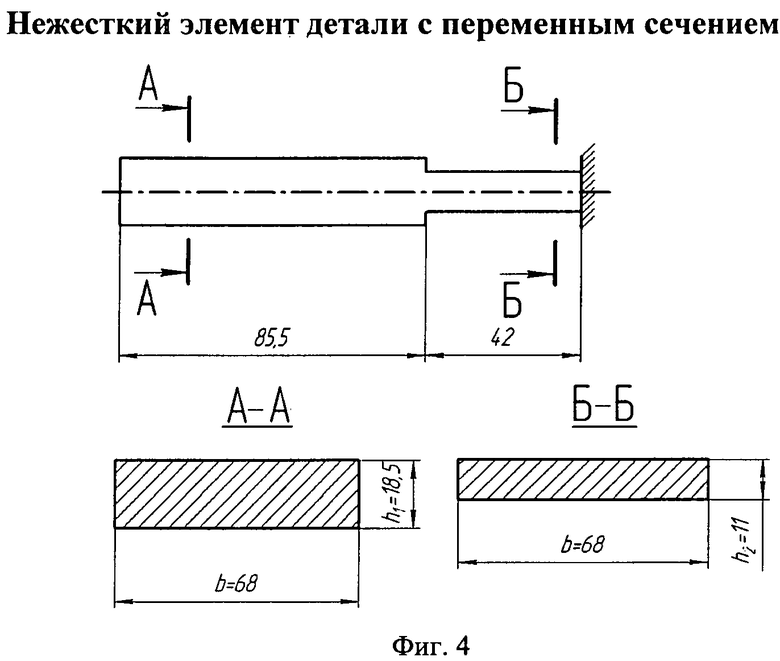
фиг.4 - нежесткий элемент детали с переменным сечением;
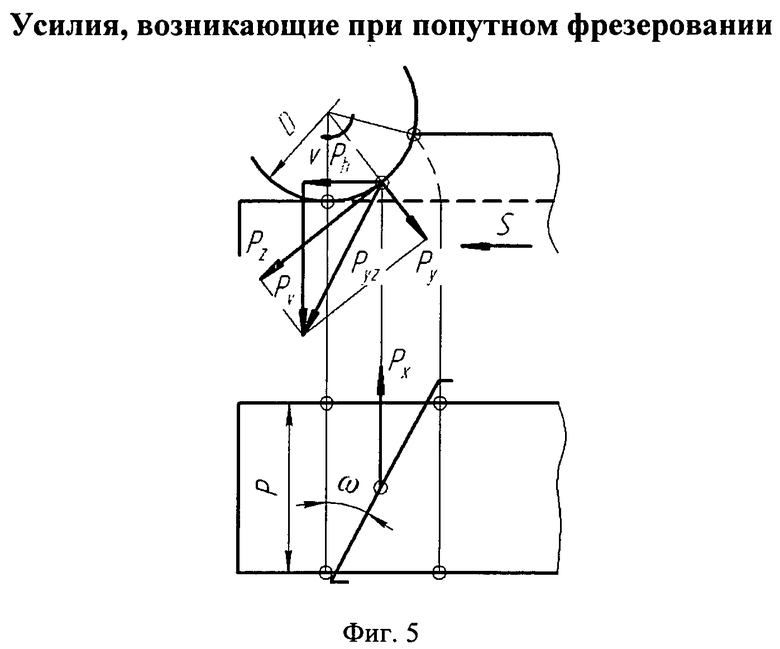
фиг.5 - усилия, возникающие при попутном фрезеровании;
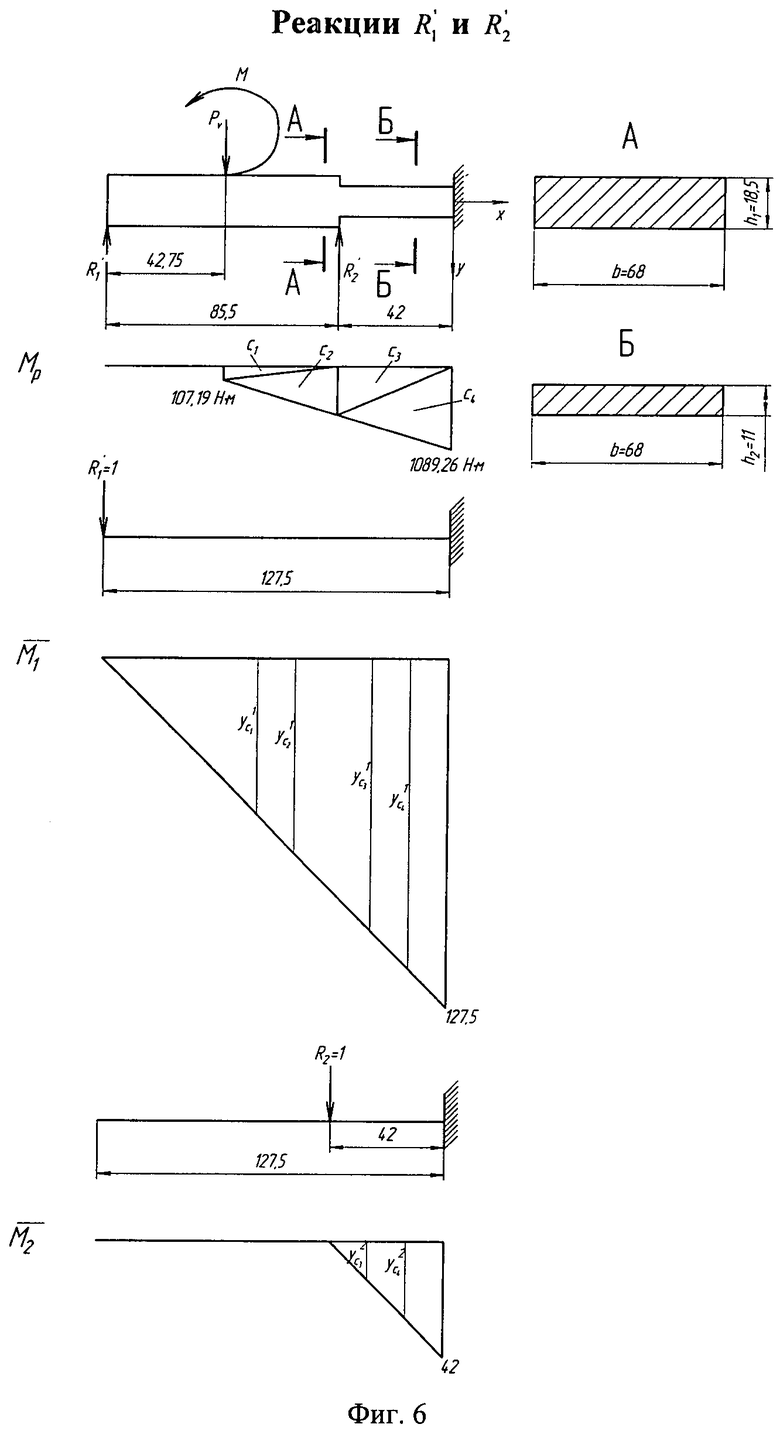
фиг.6 - реакции  и
и  ;
;
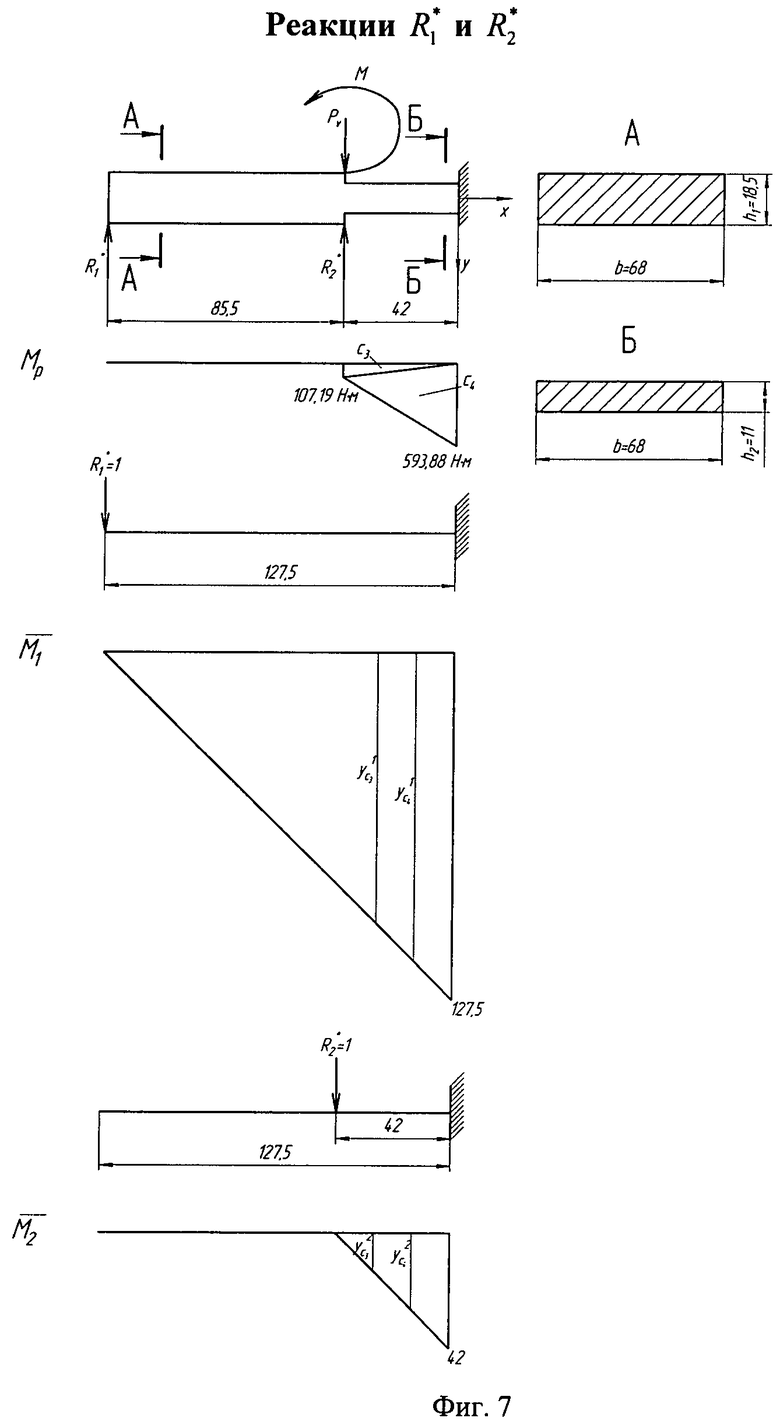
фиг.7 - реакции  и
и  ;
;
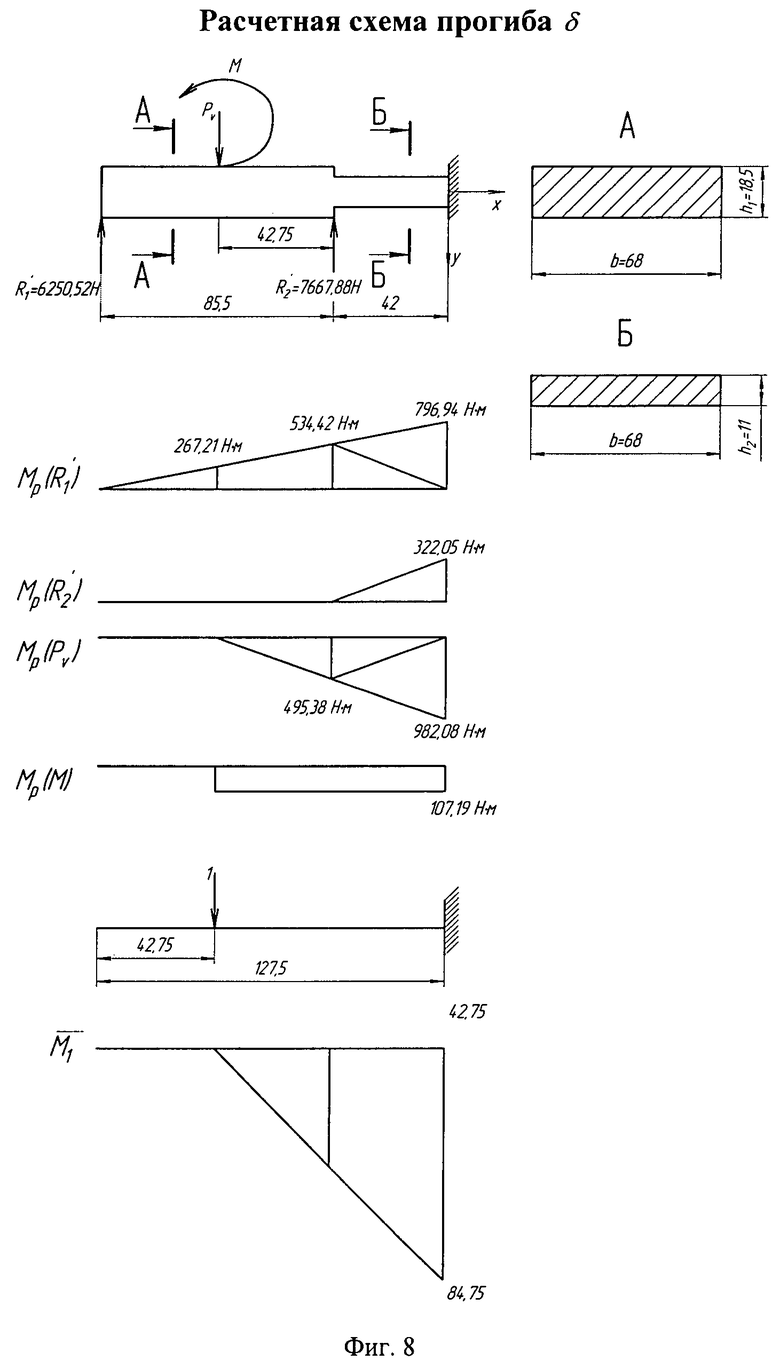
фиг.8 - расчетная схема прогиба δ.
Фиг.4-8 представлены для объяснения использования рассматриваемого способа обработки поверхности нежесткого элемента на примере.
Суть способа заключается в том, что обрабатываемый нежесткий элемент заготовки необходимо предварительно отогнуть в направлении инструмента на величину Δ под действием усилия R2 и ограничить возможность его обратного выгиба в сечении А обрабатываемой поверхности АВ (фиг.1). При обработке поверхности АВ в сечении А прогиб должен равняться нулю. Величина предварительной деформации Δ определяется по формуле Δ=2δ;
где δ - деформация, вызванная действием силы резания, приложенной к середине обрабатываемой поверхности АВ в сечении С, а также реакциями R1 и R2 (фиг.2).
Значение величины прогиба δ, возникшего под действием силы резания и реакций  и
и  , определяется методами «сопротивления материалов», например по способу Верещагина. Реакции R1 и также определяются методами «сопротивления материалов» для статически неопределимых систем, например методом сил. При этом должно выполняться условие: прогибы в сечениях А и В обрабатываемой поверхности АВ под действием возникающих реакций и и силы резания, действующей непосредственно на сечение С, не возникают (фиг.2).
, определяется методами «сопротивления материалов», например по способу Верещагина. Реакции R1 и также определяются методами «сопротивления материалов» для статически неопределимых систем, например методом сил. При этом должно выполняться условие: прогибы в сечениях А и В обрабатываемой поверхности АВ под действием возникающих реакций и и силы резания, действующей непосредственно на сечение С, не возникают (фиг.2).
Используя методы «сопротивления материалов», например метод сил, необходимо также определить усилия  и
и  при условии: прогибы в сечениях А и В обрабатываемой поверхности АВ под действием возникающих в этих сечениях реакций и и силы резания, действующей непосредственно в сечении В, не возникают (фиг.3).
при условии: прогибы в сечениях А и В обрабатываемой поверхности АВ под действием возникающих в этих сечениях реакций и и силы резания, действующей непосредственно в сечении В, не возникают (фиг.3).
Усилия, приложенные в сечении В обрабатываемой поверхности АВ, изменяются в диапазоне от R2 до . По мере приближения участка приложения силы резания к сечению В усилие в нем будет изменяться, пока не достигнет максимального значения, равного значению усилия R*2. При этом деформация нежесткого обрабатываемого элемента в сечении В поверхности АВ будет изменяться от значения предварительной деформации Δ до 0.
Важным условием способа является то, что значение усилия R2 не может быть больше значения усилия .
В момент действия силы резания в сечении С прогиба не возникает. Это достигается за счет предварительной деформации Δ.
Использование способа продемонстрировано на примере. Имеется нежесткий элемент детали с переменным сечением (фиг.4). Материал детали - алюминиевый сплав. Обработку ведут попутным фрезерованием, используя цилиндрическую фрезу 2200-0141 ГОСТ 3752-71, диаметром D=50 мм, длиной L=80 мм и количеством зубьев z=12. Используется высокопроизводительное мощное оборудование с частотой вращения шпинделя n=600 об/мин и мощностью N>23 кВт.
1. Расчет режима резания. Определение составляющих силы резания.
Подача:
подача на зуб SZ=0,25 мм (по справочнику);
подача S=SZ·z=0,25·12=3 мм;
минутная подача

Скорость резания - окружная скорость фрезы:
коэффициенты Сϑ=133,5; q=0,45; х=0,3; y=0,4; u=0,1; p=0,1; m=0,33 (по справочнику);
стойкость инструмента Т=120 мин (по справочнику);
коэффициенты KMϑ=1,0; KПϑ=0,9; KИϑ=1,0 (по справочнику);
общий поправочный коэффициент на скорость резания
Kϑ=КMϑ·KПϑKИϑ=1,0·0,9·1,0=0,9;
ширина фрезерования В=68 мм;

Сила резания:

коэффициенты СP=68,2; х=0,86; y=0,72; u=1,0; q=0,86; w=0; KMР=1,0 (по справочнику);

Крутящий момент на шпинделе:

Мощность резания:

Усилия, возникающие при попутном фрезеровании (фиг.5):
вертикальная составляющая силы резания:
PV=0,9·PZ=12875,5 H·0,9=11587,9 H;
горизонтальная составляющая силы резания:
Ph=0,9·PZ=12875,5 H·0,9=11587,9 H;
момент, действующий на обрабатываемый элемент, определяется:

2. Определение усилий и методом сил (фиг.6).
Система канонических уравнений метода сил:

здесь Δij - перемещение в месте приложения единичной силы i в направлении этой силы от единичной силы j; Δip - перемещение в месте приложения единичной силы i от внешней нагрузки;  - реакция i-ой опоры.
- реакция i-ой опоры.
i=1, 2; j=1, 2.
Равенство обоих канонических уравнений системы нулю означает, что прогибы в местах расположения опор не возникают (фиг.2).
Δ12=Δ21.
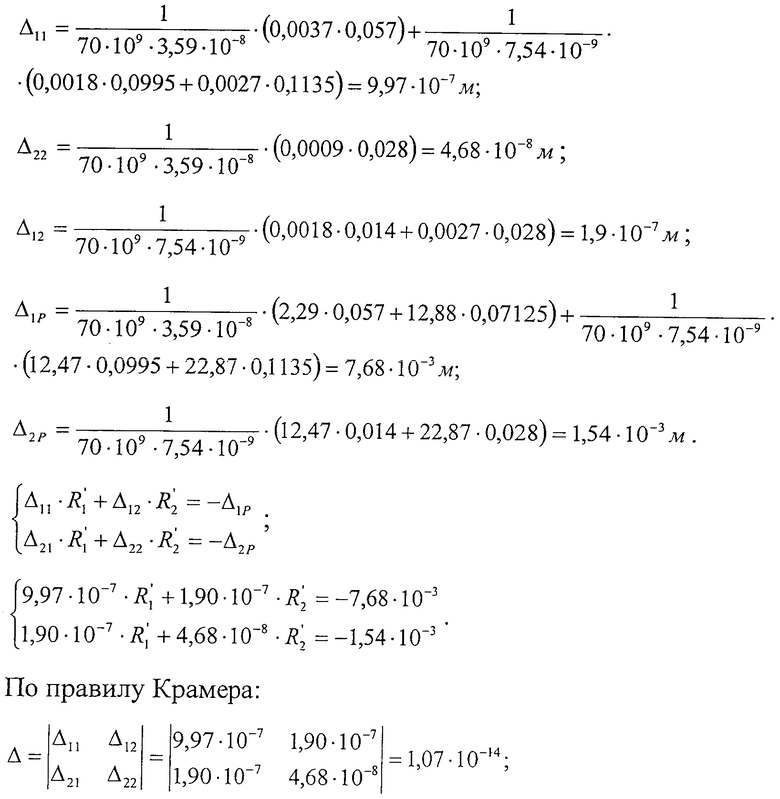
Перемещения Δ11, Δ22, Δ21, Δ12, Δ1P и Δ2P определяются:

здесь n - число простых фигур, на которые разбивается сложная эпюра изгибающих моментов; E - модуль упругости, для алюминиевых сплавов Е=70 ГПа; IZ - осевой момент инерции; ω1i и ω2i - площади простых фигур на единичных эпюрах изгибающих моментов;  и
и  - ордината на единичной эпюре под центром тяжести фигуры с площадью ω1i и ω2i соответственно; ωPi - площадь простых фигур на грузовой эпюре изгибающих моментов.
- ордината на единичной эпюре под центром тяжести фигуры с площадью ω1i и ω2i соответственно; ωPi - площадь простых фигур на грузовой эпюре изгибающих моментов.
Осевой момент инерции поперечного сечения А (фиг.4) равен:

а поперечного сечения Б (фиг.4) равен:

Значения коэффициентов системы канонических уравнений для случая нагружения по фиг.2 будут равны:

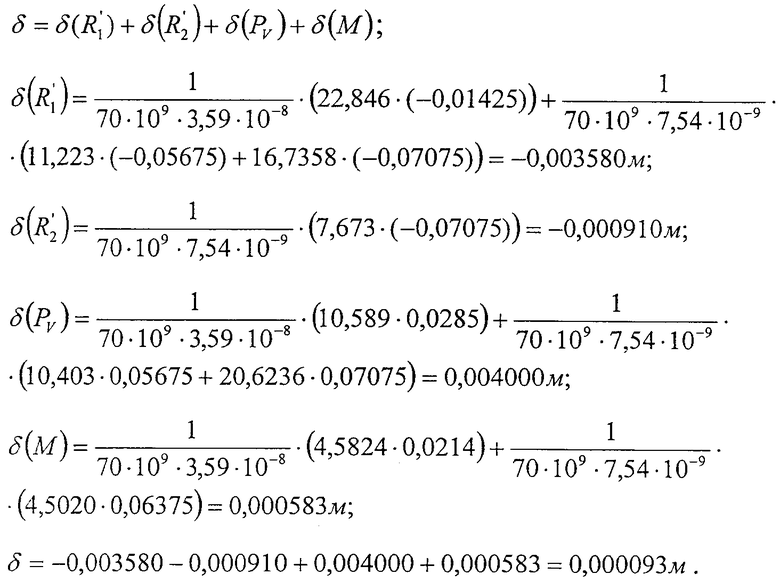
4. Определение прогиба δ (фиг.2).
Для определения прогиба δ воспользуемся правилом Верещагина:

где I1, I2 - осевые моменты инерции в поперечных сечениях участков (в сечении А и Б соответственно); ω1Pi и ω2Pi - площади простых фигур эпюр изгибающих моментов не участках с сечениями А и Б соответственно; M1i и M2i - ординаты на единичных эпюрах по центрам тяжести простых грузовых эпюр на участках с сечениями А и Б соответственно.
Прогиб нежесткого элемента δ возникает под действием силы резания и реакций подпорок  и
и  в месте приложения силы резания. На фиг.8 представлена расчетная схема прогиба δ.
в месте приложения силы резания. На фиг.8 представлена расчетная схема прогиба δ.
Определение усилия R2.
Усилие R2 определяется по формуле: 
Если принять с - жесткость конструкции упругой подпорки, равной
 то Δ - предварительная деформация нежесткого элемента заготовки (фиг.1) будет определяться по формуле:
то Δ - предварительная деформация нежесткого элемента заготовки (фиг.1) будет определяться по формуле:
Δ=2δ=2·93=186 мкм,
получим:
R2=12180,39-12928·0,186=9775,78 H.
Таким образом, чтобы использовать рассматриваемый способ обработки, необходимо отогнуть нежесткий элемент заготовки в сечении В (фиг.1) на величину Δ=186 мкм, ограничить обратный прогиб в сечении А, создать в сечении В переменные усилия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЗАГОТОВОК | 2001 |
|
RU2198769C2 |
| СПОСОБ ОБРАБОТКИ ПРИЗМЫ ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ | 2023 |
|
RU2811317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| Способ фрезерования | 1990 |
|
SU1763103A1 |
| Способ обработки нежестких деталей | 1980 |
|
SU973240A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ НА СТАНКАХ С ЧПУ МОДЕЛЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2011 |
|
RU2481177C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 2008 |
|
RU2380212C1 |
Способ включает предварительное деформирование посредством выгиба в направлении, обратном выгибу нежесткого элемента под действием силы резания, и снятие припуска с одной стороны нежесткого элемента. Для повышения производительности и точности в процессе обработки поверхности действие силы резания, отгибающей обрабатываемый нежесткий элемент заготовки от инструмента, компенсируют воздействием усилий, приложенных с помощью упругой подпорки с внутренней стороны обрабатываемого нежесткого элемента. При этом обратный выгиб нежесткого элемента ограничивают. Обработку могут вести попутным фрезерованием. 1 з.п. ф-лы, 8 ил.
1. Способ обработки поверхностей нежестких элементов заготовок, включающий предварительное деформирование посредством выгиба в направлении, обратном выгибу нежесткого элемента под действием силы резания, и снятие припуска с одной стороны нежесткого элемента, отличающийся тем, что в процессе обработки поверхности действие силы резания, отгибающей обрабатываемый нежесткий элемент заготовки от инструмента, компенсируют воздействием усилий, приложенных с помощью упругой подпорки с внутренней стороны обрабатываемого нежесткого элемента, при этом обратный выгиб нежесткого элемента ограничивают.
2. Способ по п.1, отличающийся тем, что обработку ведут попутным фрезерованием.
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЗАГОТОВОК | 2001 |
|
RU2198769C2 |
| Способ обработки поверхностей нежестких деталей | 1975 |
|
SU530759A1 |
| Способ обработки поверхностей нижестких деталей | 1980 |
|
SU878439A1 |
| Способ обработки нежестких деталей | 1990 |
|
SU1750857A1 |

