Изобретение относится к области машиностроения и может быть использовано для обработки деталей давлением.
Из существующего уровня техники известны оправки к металлорежущим станкам, содержащие устанавливаемый на шпиндель станка корпус с установочными и закрепляющими заготовку элементами [ГОСТ 31.0151.01-90, ГОСТ 31.1066.01-85, ГОСТ 31.1066.02-85, ГОСТ 31.1066.03-97, ГОСТ 31.1066.04-97].
Недостатком известных конструкций является ограниченная область использования, так как основным их назначением является закрепление заготовки при обработке резанием, при этом известные конструкции не позволяют выполнять вальцевание тонкостенных заготовок.
Известны роликовые устройства для накатки, упрочняющей обкатки деталей, содержащие ролик, установленный в державку [ГОСТ 13062-67, ГОСТ 16345-70].
Недостатком известных конструкций является ограниченная область использования, так как основным их назначением является обработка способом поверхностной пластической деформации, при этом контакт ролика с заготовкой не обеспечивает жесткость и увеличивает вибрацию при вальцевании тонкостенных заготовок.
Известна вальцовка, содержащая корпус-сепаратор, конусные вальцовочные ролики, окна для их установки, проходящее по оси корпуса веретено [патент РФ №2294258, B21D 39/06, опубл. 27.02.2007].
Недостатком известной конструкции является ограниченная область использования, так как основным ее назначением является развальцовка заготовки, при этом конструкция вальцовки не позволяет выполнять сложное по форме вальцевание.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройство для вальцевания деталей, содержащее корпус, зажимной механизм для установки детали, вальцующий ролик, имеющий возможность регулировки положения в радиальном направлении, поддерживающий ролик, сменный регулируемый упор и неподвижный кронштейн для вальцующего ролика [свидетельство РФ на полезную модель №36277, B21D 41/00, опубл. 10.03.2004].
Недостатком известной конструкции является ограниченная область использования, так как основным ее назначением является вальцевание неразъемных деталей, при этом элементы конструкции не обеспечивают необходимую при вальцевании жесткость полых заготовок, что не позволяет выполнять их обработку. Кроме того, вальцующий ролик известной конструкции выполнен по размеру детали, поэтому является специальным и требует точной настройки положения обрабатываемой детали, что повышает сложность эксплуатации устройства.
Предлагаемое изобретение направлено на расширение эксплуатационных возможностей устройства и упрощение его эксплуатации.
Поставленная задача решается тем, что устройство для вальцевания полых деталей содержит корпус в виде вала с установочной частью для его закрепления в привод металлорежущего станка и формообразующей частью, максимальный диаметр которой выполнен с зазором к минимальному диаметру обрабатываемой детали, ролик с упругим прижимом, установленный в державку, выполненную с возможностью ее закрепления в суппорт металлорежущего станка, и направляющие, расположенные по торцам корпуса, одна из которых выполнена съемной.
Выполнение вала с установочной частью для его закрепления в привод металлорежущего станка и формообразующей частью позволяет обеспечить обработку не только трубчатых заготовок, но и полых деталей сложной формы, которую задают формообразующей частью, и тем самым расширить эксплуатационные возможности устройства.
Установка ролика в державку, выполненную с возможностью закрепления в суппорт металлорежущего станка, обеспечивает перемещение ролика относительно детали и ее равномерную обработку давлением по всей длине путем обкатки, которая не требует точной настройки положения обрабатываемой детали, что позволяет упростить эксплуатацию устройства.
Выполнение максимального диаметра формообразующей части корпуса предлагаемого устройства с зазором к минимальному диаметру обрабатываемой детали и одной направляющей - съемной обеспечивает свободное снятие детали с корпуса после вальцевания и позволяет вальцевать сложные по форме тонкостенные детали, что расширяет эксплуатационные возможности устройства.
Прижим, выполненный упругим, принимает форму обрабатываемой детали, обеспечивая универсальный зажим для деталей различной формы и, соответственно, расширение эксплуатационных возможностей устройства.
На чертеже изображен общий вид предлагаемого устройства.
Предлагаемое устройство содержит корпус 1, выполненный в виде вала с установочной частью 2 для его закрепления в привод металлорежущего станка (не показан) и формообразующей частью 3, которая содержит элементы профиля обрабатываемой детали 4. По торцам корпуса 1 установлены неподвижная направляющая 5 и съемная направляющая 6, которая снабжена зажимом 7. Ролик 8 с упругим прижимом 9 установлен в державку 10, которая имеет хвостовик 11 для ее закрепления в суппорт металлорежущего станка (не показан). Максимальный диаметр формообразующей части 3 выполнен с зазором Δ к минимальному диаметру обрабатываемой детали 4.
Предлагаемое устройство работает следующим образом.
Корпус 1 установочной частью 2 закрепляется в привод металлорежущего станка. Ролик 8 с прижимом 9 с помощью державки 10 закрепляется в суппорте металлорежущего станка. Обрабатываемая деталь 4 устанавливается на формообразующую часть 3 корпуса 1 и в направляющие 5 и 6, при этом съемная направляющая 6 устанавливается по обрабатываемой детали и закрепляется зажимом 7. Ролик 8 подводится с помощью суппорта металлорежущего станка к обрабатываемой детали 4 и упирается в нее прижимом 9, выполненным упругим, что позволяет прижать обрабатываемую деталь 4 к формообразующей части 3 корпуса 1, закрепив ее в устройстве. Корпусу 1 сообщается вращательное движение вокруг его оси от привода металлорежущего станка. Перемещением ролика 8 с прижимом 9 с помощью суппорта металлорежущего станка по профилю формообразующей части 5 корпуса 1 производится вальцевание обрабатываемой детали 4. После обработки и останова вращения корпуса 1 предлагаемого устройства ролик 8 с прижимом 9 с помощью суппорта металлорежущего станка отводится от обрабатываемой детали 4, освобождается зажим 7 и отводится съемная направляющая 6. Затем обрабатываемая деталь 4 снимается с корпуса 1 за счет выполнения зазора Δ.
Таким образом, предлагаемое изобретение позволяет расширить эксплуатационные возможности устройства для обработки деталей давлением и упростить его эксплуатацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАВНОСТИ РАБОТЫ ШПИНДЕЛЯ ПЕРЕДНЕЙ БАБКИ ТОКАРНЫХ СТАНКОВ | 2005 |
|
RU2283729C1 |
| Устройство для отделочно-упрочняющей обработки сферических поверхностей деталей | 1985 |
|
SU1342708A1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2007 |
|
RU2364473C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОГО СТАНКА | 1998 |
|
RU2130826C1 |
| Способ механической обработки и устройство для его осуществления | 1983 |
|
SU1355452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТР^^БЧАТЫХ ДЕТАЛЕЙ С ВИНТОВЫМИ ГОФРАМИ | 1969 |
|
SU239185A1 |
| УСТРОЙСТВО для АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ШЕЕК ДЕТАЛЕЙ | 1968 |
|
SU221528A1 |
| УСТРОЙСТВО ДЛЯ ОБКАТКИ ВАЛОВ НА ТОКАРНОМ СТАНКЕ | 2023 |
|
RU2817610C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |

Изобретение относится к области машиностроения и может быть использовано для обработки деталей давлением. Корпус выполнен в виде вала с установочной частью для его закрепления в привод металлорежущего станка и формообразующей частью, которая содержит элементы профиля обрабатываемой детали. По торцам корпуса установлены неподвижная направляющая и съемная направляющая. Ролик с упругим прижимом устанавливают в державку, которую закрепляют в суппорт металлорежущего станка. При этом максимальный диаметр формообразующей части выполнен с зазором к минимальному диаметру обрабатываемой детали. Расширяются эксплуатационные возможности устройства. 1 ил.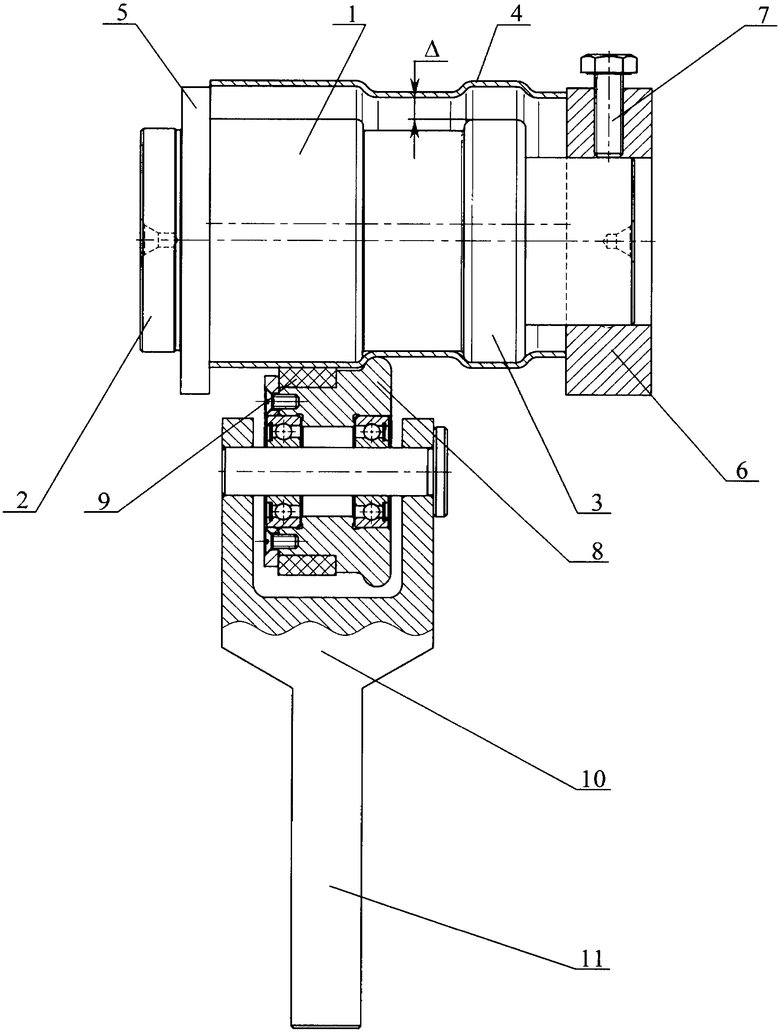
Устройство для вальцевания полой детали, содержащее корпус, выполненный в виде вала с установочной частью для закрепления в привод металлорежущего станка и формообразующей частью для установки на нее обрабатываемой детали, расположенные по торцам корпуса направляющие, одна из которых выполнена съемной с возможностью ее установки и зажима на обрабатываемой детали, вальцующий ролик, выполненный с упругим прижимом и установленный в державку, выполненную с возможностью ее закрепления в суппорте металлорежущего станка, при этом формообразующая часть вала выполнена из условия обеспечения зазора между ее максимальным диаметром и минимальным диаметром обрабатываемой полой детали.
| Устройство для многорядной сплотки бревен | 1932 |
|
SU36277A1 |
| Вальцовка | 1987 |
|
SU1447489A1 |
| Устройство для ротационного обжатия трубчатых заготовок | 1978 |
|
SU710728A1 |
| EP 284773 A3, 05.10.1988. | |||

