Предметом изобретения является колесная камера для натяжения на ходовое колесо, колесный обод или кругообразную, овальную, эллипсоидальную или на как-либо иначе закругленную направляющую, которая не смыкается, а имеет по меньшей мере два конца. Другим предметом изобретения является способ изготовления соответствующей колесной камеры.
DE 03621 U1 описывает камеру велосипедного колеса, отличающуюся тем, что камера является разомкнутой, имеет перекрытие внахлестку, на которое нанесен клей, а он защищен от высыхания защитной пленкой. На противоположной стороне разомкнутой камеры находится место для фиксации без клея, а также место для клея с защитной пленкой, защищающей его от высыхания.
DE 1684222 описывает автомобильную шину, состоящую из отдельных элементов камеры, у которой отдельные элементы камеры располагаются в ряд друг за другом вокруг обода.
US 175357 описывает усовершенствования в камерах пневматических шин, у которых концы разомкнутой камеры имеют фиксирующую поверхность по всему поперечному сечению поверхностей соприкосновения. Из-за высокой плотности материала в области поверхностей соприкосновения равномерно заполнить соответствующую камеру сжатым воздухом в покрышке удается лишь с большим трудом.
DE 3729670 А1 описывает камеру с разъемным бесконечным соединением, где камера пневматической шины, снабженная клапаном, имеет конец, сдваиваемый путем осаждения, причем оба открытых конца камеры вставляются друг в друга подобно муфтовому соединению.
АТ 31915 В описывает раздельную камеру пневматической шины, у которой концы камеры соединяются друг с другом по принципу штекерного соединения.
DE 9202345 U1 описывает камеру для велосипедных шин, отличающуюся тем, что кольцеобразная камера в одном месте разделена и превышает длину окружности колеса. Ее концы, обращенные друг к другу, закрыты и располагаются друг на друге. Толщина стенки концов камеры, расположенных друг над другом, больше толщины стенки камеры.
DE 10032300 А1 описывает герметичную накачиваемую камеру для твердых пневматических шин, причем после втягивания колесной камеры под колесную покрышку в нужное положение один конец камеры всовывается во второй конец камеры.
DE 19817046 A1 описывает велосипедную камеру, которая больше не смыкается и у которой при укладке в покрышку велосипедного колеса концы перекрываются внахлестку. Во избежание соскальзывания перекрывающиеся концы соединяются с помощью «липучки». WO 97/25215, в принципе, реализует технологию G9202345 U1. Аналогичный принцип распространяется также на DE 739848, который тоже описывает двухконцевую камеру.
DE 19828412 А1 описывает камеру для пневматической шины и колеса. Камера для пневматической шины, в частности для велосипедной пневматической шины, отличается тем, что камера имеет две концевые области - каждая с закрытым концом. Здесь относительно острые концы камеры также должны перекрываться внахлестку внутри покрышки, как это видно на фиг. 2b. На фиг. 4а и 4b тупые концы камеры снабжаются клеевым фиксирующим устройством.
US 2008/0223497 А1 относится к внутренней камере пневматической шины, имеющей один первый и один второй конец, причем эти концы должны допускать замену камеры без демонтажа пневматической шины. Эта камера состоит или из изогнутой или из прямой трубки с соответствующими закругленными концевыми колпаками, закрепленными на открытых концах трубки.
DE 737816 описывает двухконцевую камеру для велосипедов, у которой замыкающие элементы и оба ее конца изготовлены из более растяжимого вещества, чем остальная камера. Концы камеры сводятся в муфте. Образующаяся шаровая форма препятствует вводу в муфту.
Использование стопорных колец (i) и (h) способствует созданию относительно твердой области в линии круговой траектории камеры, что отрицательным образом дает о себе знать во время езды. Впрочем, это относится также ко всем прочим двухконцевым камерам уровня техники, у которых перекрываются внахлестку более или менее большие области концов камер.
Сообразно этому важной задачей настоящего изобретения является создание колесной камеры для полного натяжения на ходовое колесо, колесный обод или кругообразную, овальную, эллипсоидную или на как-либо иначе закругленную направляющую, причем эта камера не замыкается в себя, а имеет по меньшей мере два конца и, кроме того, в режиме движения не имеет никаких перекрывающихся внахлестку концевых областей колесной камеры, которые вследствие увеличенной толщины материала приводят к дисбалансу колеса.
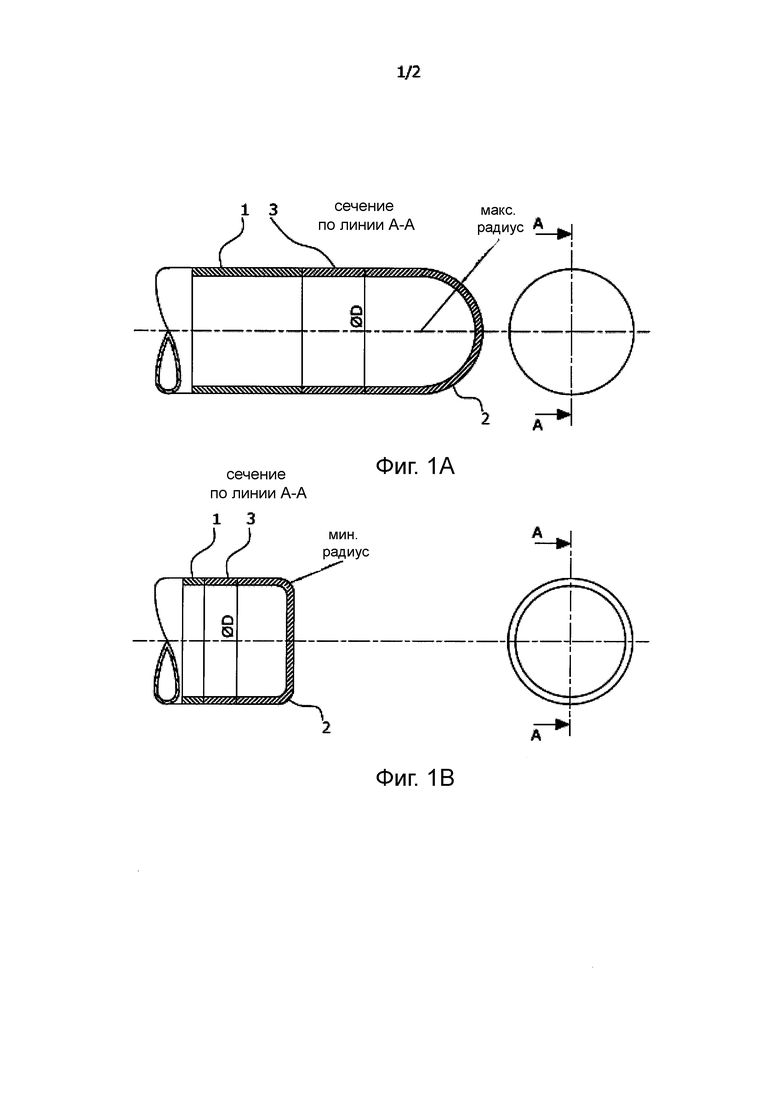
Вышеупомянутая задача настоящего изобретения решается в первом варианте осуществления с помощью колесной камеры 1 для полного натяжения на ходовое колесо, колесный обод или кругообразную, овальную, эллипсоидную или на как-либо иначе закругленную направляющую, которая не замыкается в себя, а имеет по меньшей мере два конца, отличающейся тем, что концы камеры соответственно закруглены выпуклостью 2, причем концы, имеющие выпуклость 2, соединены с замыканием материала через соответствующий участок 3 камеры. Выпуклость 2 в каждом случае предпочтительно соответствует максимум наружному радиусу камеры, а минимум - одной десятой, в частности одной пятой, наружного радиуса камеры 1. Особенно предпочтительно, чтобы выпуклость была полусферической. Однако это исполнение имеет тот недостаток, что при этом давление, необходимое для заполнения внутреннего пространства покрышки, является существенно большим. Поэтому предпочтительной является тупая форма, подобная изображенной на фиг. 1В или 2.
Вставка особого участка 3 камеры в качестве соединительного элемента между колесной камерой 1 и концевым колпаком с выпуклостью 2 имеет то особенное преимущество, что концевой колпак может изготавливаться отдельно, и что, таким образом, два тупых или полусферических концевых элемента колесной камеры 1 или участка 3 камеры могут склеиваться друг с другом. Это препятствует дисбалансу в области мест склеивания.
Если в смысле настоящего изобретения элементы склеиваются друг с другом, то это следует понимать таким образом, что элементы соединяются «стык в стык».
В ходе трудоемких опытов авторы настоящей заявки нашли, что перекрытия обоих концов камеры внахлестку следует неуклонно избегать. Кроме того, область соприкосновения обоих концов камеры внутри покрышки следует также формировать таким образом, чтобы толщина материала концевых областей камеры по существу максимально возможно приближалась к толщине материала остальной камеры. Эластичные свойства этих концевых участков также должны быть максимально приближены к остальным областям камеры или быть идентичными им. Для достижения близкой или идентичной степени расширения концевых колпаков или концевых областей по сравнению с телом камеры концевой колпак или концевая область камеры должны были бы обладать высокой эластичностью. Таким образом, достигается разное (многоосевое) напряженное состояние, конечное области и тела камеры. Более эластичную концевую область получают за счет концевого колпака или концевой области с меньшей толщиной стенок (например, в области дна колпака) или, например, за счет использования per se (самих по себе) более мягких смесей материалов. Благодаря этому эффективно предотвращается шарообразность концов камеры, а конец камеры внутри покрышки при необходимости может перемещаться. Кроме того, концевая область с незначительной эластичностью (твердый концевой колпак) при обкатке может вызвать ощутимое сопротивление.
Если каждый раз изготавливать концы камеры с закругленной выпуклостью (измеренной снаружи), которая каждый раз максимум соответствует наружному радиусу камеры, а минимум - одной пятой, в частности по меньшей мере одной десятой, наружного радиуса камеры, то во время движения не появляется никакого дисбаланса или никакой более твердой области камеры, что обеспечивает аккуратную обкатку. Радиус может элементарно определяться сжатием камеры в незаполненном состоянии и измерением радиуса концевых областей.
Одним из предпочтительных вариантов осуществления изобретения является камера с тупым концом камеры, закрываемым по существу круглой, овальной или эллипсоидальной концевой пластиной. Если эластичность концевой пластины устанавливается на более высоком уровне, чем эластичность остальных составных частей камеры, то она выпучивается при накачивании камеры. В этом случае при соприкосновении концов камеры в конце накачивания выпуклость сжимается обратно, так что оба конца камеры оказываются стык в стык относительно друг друга. Этот вариант осуществления может быть реализован за счет того, что толщина материала концевой пластины выполнена более тонкой, чем у остальной камеры.
При этом свойства материала камеры полностью соответствуют свойствам материала велосипедной камеры, описанной в ЕР 1786635 В1. Такая ссылка делается на эту публикацию в полном объеме. Поэтому области, также именуемые там концевыми колпаками камеры, здесь, будучи определены как концы камеры, могут быть из одинакового материала.
В одном из предпочтительных вариантов выполнения колесная камера согласно изобретению отличается тем, что камера во время заполнения с точки зрения пропорциональности в продольном направлении расширяется больше, чем в поперечном сечении. Этот феномен в принципе известен из моделированных баллонов. Соответствующая настройка материала может осуществляться согласно ЕР 1786635 В1.
В порядке альтернативы вышеупомянутому варианту согласно изобретению особое предпочтение отдается тому, чтобы камера во время заполнения с точки зрения пропорциональности в продольном и поперечном направлениях расширялась более равномерно. Это, в частности, достигается за счет того, что свойства материала, в частности свойства эластичности концов камеры и остальных областей камеры, включая участки 3 камеры, являются аналогичными. Если за основу взяты абсолютные величины расширения, то расширение в продольном направлении является при этом «абсолютно» большим, чем в поперечном направлении.
Кроме того, при известных условиях возможно, чтобы камера 1 или ее части содержали крепежные и/или фиксирующие средства для закрепления и/или фиксации на покрышке и/или на колесном ободе. В смысле настоящего изобретения также само собой разумеется, чтобы поверхности соприкосновения концов камеры (концевых колпаков) имели аналогичные средства для скрепления и/или фиксации друг с другом.
На фиг. 1 изображена колесная камера 1 согласно изобретению, у которой концевой колпак 2 соединен с колесной камерой 1 участком 3 камеры.
Радиус выпуклости концевого колпака 2 здесь соответствует максимально возможному радиусу камеры с полусферическим концом 2 камеры.
На фиг. 1b, напротив, колесная камера 1 соединена участком 3 камеры с концевым колпаком 2, имеющим здесь минимальный радиус выпуклости.
В смысле настоящего изобретения, само собой разумеется, возможно также, чтобы концевой колпак 2 изготавливался отдельно в форме для литья под давлением и соединялся с колесной камерой 1 непосредственно.
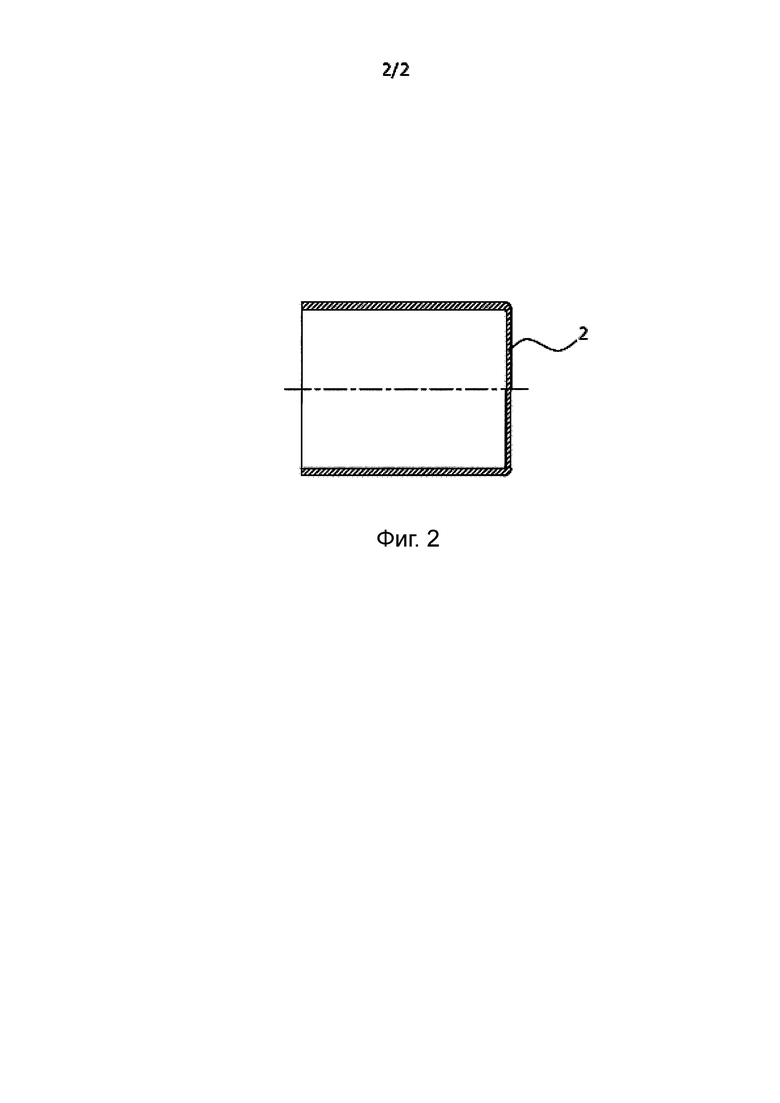
На фиг. 2 изображен наконечник колесной камеры 1 согласно изобретению, изготовленный литьем под давлением в виде фасонной детали, примыкающей стык в стык к (не показанной) колесной камере 1.
Здесь толщина материала концевой пластины выполнена более тонкой, чем другие части наконечника, имеющего такую же толщину материала, что и колесная камера 1. Все же необходимая выпуклость наконечника, или концевого колпака, и здесь видна также отчетливо.
Другой вариант осуществления настоящего изобретения включает способ изготовления разомкнутой колесной камеры 1 с закрытыми концами, отличающийся тем, что на первом этапе концевой, например полусферический, колпак, закругленный выпуклостью 2, приливают к невулканизированному или частично вулканизированному участку 3 камеры, находящемуся на одной оправке с выпуклостью 2, соответствующей выпуклости 2 концевого колпака,
на втором этапе концевой колпак вулканизируют с участком 3 камеры,
на третьем этапе изымают оправку, а участок 3 камеры с концевым колпаком изымают из вулканизационной формы,
на четвертом этапе участок 3 камеры присоединяют к невулканизированной или частично вулканизированной колесной камере 1, а
на пятом этапе колесную камеру 1, участок 3 камеры и концевой колпак с выпуклостью 2 вулканизируют окончательно,
причем со вторым концевым колпаком поступают соответственно.
В принципе, этот вариант способа формируется таким образом, что участок 3 камеры протягивается на оправке, и она вставляется в форму для литья под давлением, а затем к участку камеры приливается под давлением концевой колпак.
Отдельное изготовление и соединение концевого колпака с невулканизированным или частично вулканизированным участком 3 камеры, находящимся на оправке с выпуклостью 2, соответствующей выпуклости 2 концевого колпака, имеет то особое преимущество, что наконечник изготавливается простым способом. Если затем невулканизированный или частично вулканизированный участок 3 камеры соединяется с такой же невулканизированной или частично вулканизированной колесной камерой, то оба этих участка можно склеить друг с другом, а затем вулканизировать окончательно.
Второй концевой колпак соединяется соответственно со вторым невулканизированным или частично вулканизированным участком камеры, так что с колесной камерой 1 можно одновременно соединять или один или два участка камеры.
В другом альтернативном варианте осуществления способ изготовления разомкнутой колесной камеры 1 с закрытыми концами отличается тем, что на первом этапе литьем под давлением (вулканизацией) из участка 3 камеры и концевого колпака получают наконечник, закругленный выпуклостью 2,
на втором этапе наконечник присоединяют к невулканизированной или частично вулканизированной колесной камере 1, а
на третьем этапе колесную камеру 1 и наконечник вулканизируют окончательно,
причем со вторым наконечником поступают соответствующим образом.
Таким образом, согласно этому варианту закругленный наконечник изготавливается отдельно и соединяется в невулканизированном или частично вулканизированном состоянии с невулканизированной или частично вулканизированной колесной камерой 1, а на следующем этапе вулканизируется окончательно.
И здесь, само собой разумеется, наконечники одновременно или последовательно можно соединять с колесной камерой 1 до окончательной вулканизации.
Дальнейшими этапами изготовления являются:
1. Отливка камеры полностью в литейной форме (целиком или по частичным участкам), например литьем в форму с раздувом.
2. В порядке альтернативы полной отливке под давлением или приливке концевого колпака из куска бутила может быть вырезана, например, круглая концевая пластина, и эта круглая концевая пластина может быть затем приклеена, привулканизирована, к камере.
Изобретение относится к колесной камере для полного натяжения на колесный обод, которая не замыкается в себя. Колесная камера имеет два конца и включает в себя: камеру с двумя открытыми концами и два наконечника, каждый из которых имеет соответствующую закругленную выпуклость, которая соответствует тупому концу камеры, который заканчивается кругообразной пластиной. Причем каждый из двух наконечников соответственно соединен с отдельным участком камеры. Наконечники через соответствующий участок камеры в виде соединяющего элемента посредством вулканизации соединены с камерой стык в стык с замыканием материала. Достигается улучшенное соединение концов камеры без перекрещивающегося нахлеста областей колесной камеры, улучшенная обкатка, простота изготовления. 2 н.п. ф-лы, 3 ил.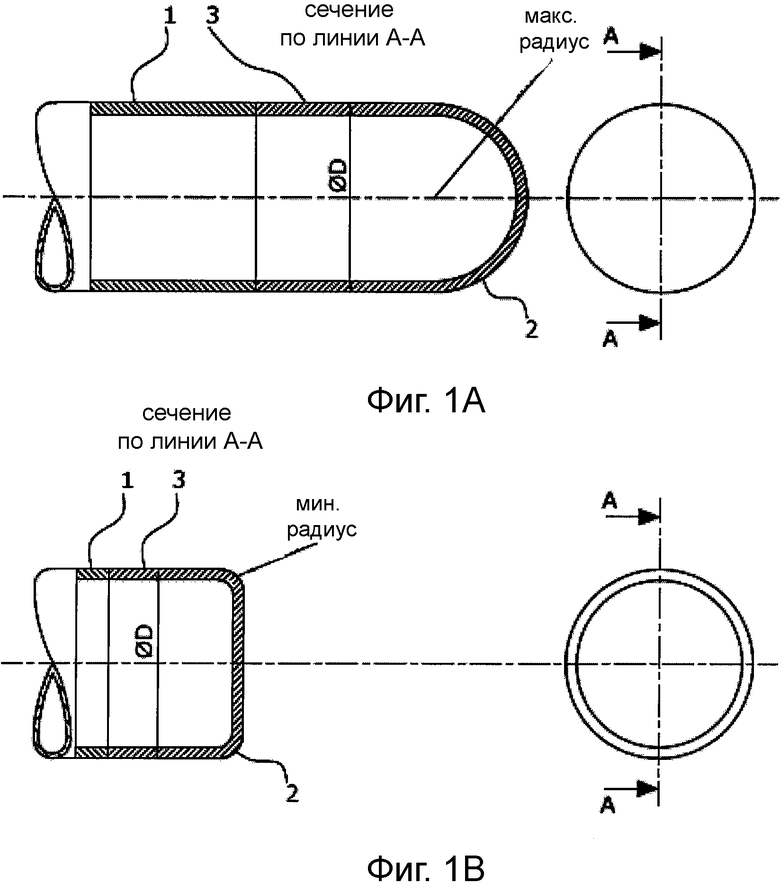
1. Колесная камера для полного натяжения на колесный обод, которая не замыкается, а имеет два конца, и которая включает в себя: камеру (1) с двумя открытыми концами и два наконечника (2), каждый из которых имеет соответствующую закругленную выпуклость, которая соответствует тупому концу камеры, который заканчивается кругообразной пластиной, причем каждый из двух наконечников (2) соответственно соединен посредством вулканизации с отдельным участком (3) камеры и причем наконечники (2) через соответствующий участок камеры в виде соединяющего элемента посредством вулканизации соединены с камерой (1) стык в стык с замыканием материала.
2. Способ изготовления колесной камеры по п.1 с замкнутыми концами, отличающийся тем, что
на первом этапе в форме для литья под давлением первый концевой колпак (2), имеющий закругленную выпуклость, стык в стык приливают к первому невулканизированному или частично вулканизированному участку (3) камеры, находящемуся на одной оправке с соответствующей выпуклостью (2),
на втором этапе первый концевой колпак (2) и первый участок (3) камеры вулканизируют,
на третьем этапе извлекают оправку, а участок (3) камеры с первым концевым колпаком (2) извлекают из формы для литья под давлением,
на четвертом этапе первый участок (3) камеры посредством вулканизации стык в стык присоединяют к невулканизированной или частично вулканизированной камере (1),
причем со вторым концевым колпаком поступают соответственно,
на пятом этапе камеру (1), участки (3) камеры и концевые колпаки (2) вулканизируют окончательно.
| US 2008223497 A1, 18.09.2008 | |||
| Шаговый привод | 1978 |
|
SU718634A1 |
| Тарновкий В.Н | |||
| и др | |||
| "Автомобильные шины: Устройство, работа, эксплуатация, ремонт" - М.: Транспорт, 1990, ISBN 5-277-00506-4 | |||
| Устройство для перемещения грузов | 1945 |
|
SU68027A1 |
| Дифференциальный фотоэлектронный поляриметр | 1977 |
|
SU737816A1 |
| US 2007125470 A1, 07.06.2007 | |||
| WO 2006018012 A2, 23.02.2006. | |||

