Настоящее изобретение относится к способу и устройству для вулканизации шины, в частности, шины высшего класса, которую следует понимать как означающую высокоэффективную или конкурентную шину. Шину вулканизируют посредством вулканизационной формы во время первого этапа процесса вулканизации и в устройстве снаружи формы во время второго этапа процесса вулканизации.
Шина в общем содержит каркасную конструкцию с тороидальной кольцеобразной формой, включающую один или более каркасных слоев. Каждый каркасный слой имеет его концы, связанные за одно целое по меньшей мере с одной кольцеобразной крепежной конструкцией, обычно содержащей сердечник борта шины, образующий усиление бортов шины, т.е. радиально внутренних концов шины, которые имеют функцию позволения сборки шины с помощью соответствующего установочного обода. На короне каркасной конструкции размещен браслет из эластомерного материала, называемый протекторным браслетом, на котором образован рельефный рисунок для контакта с землей после завершения этапов вулканизации и формования. Усиливающая конструкция, обычно известная как брекерная конструкция, расположена между каркасной конструкцией и протекторным браслетом.
Соответственные боковины, изготовленные из эластомерного материала, также наложены на боковые поверхности каркасной конструкции, каждая из которых продолжается от одного из боковых краев протекторного браслета до области соответственной кольцеобразной крепежной конструкции.
В связи с этим тороидальная конструкция шины определяет радиально внешнюю поверхность, которая по существу совпадает с внешней поверхностью протекторного браслета, и радиально внутреннюю поверхность, которая в общем не видима во время использования шины.
Во время цикла изготовления шины предусматривается, что вслед за процессом подготовки, во время которого изготавливают и/или собирают различные компоненты шины, выполняют процесс формования и вулканизации с целью определения конструкции шины согласно требуемой геометрии, обычно имеющей особый протекторный рисунок.
С этой целью невулканизированную шину, т.е. шину, которая еще не отформована и не вулканизирована, заключают в формовочную полость, которую определяют внутри вулканизационной формы и которой придают форму в соответствии с геометрической конфигурацией внешних поверхностей получаемой шины.
Как только вулканизация завершилась, форму открывают так, чтобы позволять удаление шины. Время вулканизации зависит от размера шины и толщины протектора, а также от характеристик, которые следует придавать шине, как описано подробно ниже.
В процессе вулканизации, который представляет собой ничто иное, как процесс сшивания, происходят радикальные изменения физических, механических и химических свойств эластомерного материала, образующего невулканизированную шину. Например, возникают упругие свойства при исчезновении пластических свойств. Вулканизированный эластомерный материал имеет большую прочность на излом, большее удлинение и большую прочность на разрыв и устойчивость к растворителям.
Выражение "степень сшивания" понимается как означающее простое число в диапазоне между 0 и 1, которое идентифицирует степень завершения процесса сшивания эластомерного материала, где 0 соответствует значению невулканизированного эластомерного материала, а 1 представляет значение, относящееся к полностью вулканизированному эластомерному материалу. Это число предпочтительно указывается также в процентной форме (0%-100%). "Полувулканизированная шина" понимается ниже как означающая шину, в которой степень сшивания эластомерного материала, образующего по меньшей мере один участок шины, имеет значение между около 0,5 и около 0,95 (а именно между около 50% и около 95%).
Считается, что шина вулканизирована, или что процесс вулканизации завершен, когда эластомерный материал, образующий по меньшей мере один участок шины, достиг степени сшивания по меньшей мере 99%.
Указываемые процентные изменения температуры будут пониматься как выражаемые в отношении номинальных значений, указываемых в градусах Цельсия (°C), а не в градусах абсолютной шкалы (K). Например, изменение температуры между 60% и 120% относительно номинальной температуры 150°C будет пониматься как охватывающее диапазон между 90°C (150°C-40%) и 180°C (150°C+20%).
Что касается давления, как известно, оно может быть классифицировано двумя путями: либо как абсолютное давление, равное давлению, измеряемому, принимая вакуум в качестве номинального значения; либо как относительное давление, равное давлению при принятии другого значения давления (обычно атмосферного давления) в качестве номинального значения.
Выражение "давление", или изменения давления, относится к относительному давлению, даже если прямо не указано, а атмосферное давление принимается в качестве номинального значения.
Европейская заявка на патент EP 1657049 относится к устройству для накачивания после вулканизации для расширения вулканизированной шины во время охлаждения. Устройство для последующего накачивания содержит механизм для удержания вулканизированной шины и вращательный механизм для вращения вулканизированной шины с высокой скоростью посредством механизма для удержания так, что принудительная конвекция становится более преобладающей, чем естественная конвекция в потоке воздуха вокруг вулканизированной шины.
Патент США № 6322342 описывает невулканизированную шину, которая частично вулканизируется во время операции первичной вулканизации вулканизатором для шин. Первоначально вулканизированная шина затем полностью вулканизируется во время операции вторичной вулканизации устройством для накачивания. Это позволяет уменьшать цикл вулканизации посредством одновременной вулканизации, выполняемой вулканизатором и устройством для накачивания параллельно, чтобы увеличивать производительность.
Было установлено, что каждый тип компаунда, а именно каждый тип эластомерного материала, образующего невулканизированную шину, обладает характеристиками, которые могут быть изменены в зависимости от времени и температуры процесса вулканизации. Было отмечено, что для некоторых типов компаунда, в частности, для тех, которые образуют высокоэффективную шину, для качественных результатов предпочтительно иметь относительно долгий цикл вулканизации, т.е. более 30 минут, при работе с температурами среднего диапазона, например, в диапазоне от 140°C до 170°C. Эта относительно долгая продолжительность процесса вулканизации, однако, имеет недостаток в том, что она приводит к тому, что вулканизационная форма остается занятой одной и той же шиной все это время с последующим увеличением стоимости изготовления. Фактически, время, затрачиваемое в форме для вулканизации, является решающим фактором для общей стоимости шины, причем вулканизатор представляет собой относительно дорогостоящее и сложное устройство.
В связи с этим, имеется необходимость уменьшения времени, в течение которого вулканизируемая шина остается внутри вулканизационной формы, при достижении, однако, по-прежнему таких же технических результатов, которые могут быть достигнуты с помощью относительно медленной операции вулканизации, выполняемой внутри вулканизационной формы, в течение всего требуемого периода времени, как описано выше.
Был исследован способ вулканизации, разделенный на два этапа, как предложено в патенте США №6322342, и было обнаружено, что, несмотря на то, что этот способ эффективно уменьшает время, затрачиваемое одной невулканизированной шиной внутри вулканизатора, так как шину удаляют из формы до завершения вулканизации, тип обработки, выполняемой впоследствии для завершения вулканизации, выполняемый адиабатически, не способен достигать таких же технических результатов, в частности в отношении эффективности, как результаты, которые могут быть получены посредством одной длительной операции вулканизации, выполняемой в форме для вулканизации.
В связи с этим необходима разработка устройства и способа уменьшения времени, затрачиваемого шиной внутри вулканизатора, и выполнения последующей обработки шины для того, чтобы завершать вулканизацию, при поддержании таких же конечных характеристик шины, которые получаются при помощи длительной операции вулканизации, выполняемой внутри вулканизационной формы.
В отличие от процессов вулканизации, содержащих два этапа, где переход шины от первого этапа вулканизации внутри вулканизационной формы ко второму этапу вулканизации внутри устройства для последующего накачивания происходит адиабатически, для того, чтобы получать результаты, сравнимые с результатами, которые могут быть получены с помощью процесса вулканизации, выполняемого полностью внутри вулканизационной формы или пресса, после того, как шину удалили из формы до завершения вулканизации, ее необходимо вставлять внутрь дополнительного устройства, где к ней подают некоторое количество тепла в определенную единицу времени так, чтобы быстро доводить полувулканизированную шину снова до температуры, близкой к той, которую она имела внутри вулканизационной формы.
Наконец, путем удаления полувулканизированной шины из вулканизационной формы и доведения ее в другой закрытой среде до температуры, близкой к той, которая имелась в момент извлечения из вулканизационной формы, в заданный предопределенный период времени, возможно эффективно возобновлять процесс вулканизации так, что вулканизацию завершают снаружи формы без изменения характеристик эффективности конструкции формованной и вулканизированной шины, таким образом освобождая место формы для следующей невулканизированной шины за более короткое время, чем нормальное время вулканизации, если бы вулканизация выполнялась полностью внутри формы.
Более подробно, согласно первому аспекту изобретение относится к способу вулканизации невулканизированной шины, имеющей тороидальную конструкцию, определяющую радиально внутреннюю поверхность и радиально внешнюю поверхность, и первую кольцеобразную крепежную конструкцию и вторую кольцеобразную крепежную конструкцию, размещенные аксиально противоположно друг другу.
Предпочтительно, способ включает этап, на котором: вводят невулканизированную шину в форму для вулканизации.
Предпочтительно, способ включает этап, на котором: частично вулканизируют невулканизированную шину так, чтобы изготавливать полувулканизированную шину.
Предпочтительно, способ включает этап, на котором: удаляют полувулканизированную шину из вулканизационной формы.
Предпочтительно, способ включает этап, на котором: завершают вулканизацию полувулканизированной шины снаружи вулканизационной формы.
Процесс завершения вулканизации предпочтительно содержит этап, на котором: доводят по меньшей мере один участок полувулканизированной шины до температуры, имеющей значение между около 75% и около 120% температуры по меньшей мере одного участка полувулканизированной шины в момент ее удаления из вулканизационной формы, в период времени между около 2 минут и около 7 минут с момента, когда полувулканизированную шину удалили из формы.
Согласно вышеупомянутому способу получают вулканизированную шину с техническими характеристиками, сравнимыми с техническими характеристиками шины, вулканизируемой в процессе "медленной" вулканизации, где шина выполняет весь цикл вулканизации внутри вулканизационной формы. Таким образом не только получают вулканизированные шины, соответствующие спецификациям по конструкции, но и определенно улучшают эффективность всей установки для вулканизации или каждой формы при уменьшении времени, затрачиваемого каждой шиной внутри самой формы.
Согласно другому аспекту настоящее изобретение относится к устройству для завершения вулканизации полувулканизированной шины, которая удалена из вулканизационной формы.
Устройство предпочтительно содержит: камеру, пригодную для вмещения полувулканизированной шины, причем камера определяет пространство, в которое подается первая текучая среда в контакте с радиально внешней поверхностью полувулканизированной шины.
Устройство предпочтительно содержит: распределитель для распределения первой текучей среды в камере.
Устройство предпочтительно содержит: нагревательный элемент, пригодный для доведения первой текучей среды до температуры так, что, в период времени между около 2 минут и около 7 минут после удаления полувулканизированной шины из вулканизационной формы температура по меньшей мере одного участка полувулканизированной шины достигает значения между около 75% и около 120% температуры по меньшей мере одного участка полувулканизированной шины в момент ее удаления из вулканизационной формы.
В дополнительном аспекте настоящее изобретение относится к установке для вулканизации, включающей форму для вулканизации для частичной вулканизации невулканизированной шины так, чтобы изготавливать полувулканизированную шину.
Предпочтительно установка содержит: по меньшей мере одно устройство для удаления полувулканизированной шины из вулканизационной формы и перемещения ее в устройство для завершения вулканизации.
Предпочтительно установка содержит: устройство для завершения вулканизации полувулканизированной шины согласно предыдущему аспекту. Настоящее изобретение по меньшей мере в одном из вышеупомянутых аспектов может иметь по меньшей мере одну из предпочтительных характеристик, указанных ниже.
Предпочтительно, процесс доведения по меньшей мере одного участка полувулканизированной шины до температуры, имеющей значение между около 75% и около 120% температуры по меньшей мере одного участка полувулканизированной шины в момент ее удаления из вулканизационной формы в период времени между около 2 минут и около 7 минут с момента, когда полувулканизированную шину удалили из формы, включает процесс подачи тепла к полувулканизированной шине. Более предпочтительно, поток тепла направляют из радиально внешней поверхности к радиально внутренней поверхности.
Другими словами, оптимальную вулканизацию получают с помощью этапа, на котором подают тепло в области радиально внешней поверхности полувулканизированной шины и удаляют тепло из (другими словами, охлаждают) радиально внутреннюю ее поверхность. Это происходит за счет того, что на выпуске из вулканизационной формы процесс сшивания больше возникает в области радиально внутренней поверхности, чем в области радиально внешней поверхности полувулканизированной шины, и, в связи с этим, подача тепла этим различным образом уменьшает риск чрезмерного сшивания.
Предпочтительно, во время процесса завершения вулканизации полувулканизированной шины температура по меньшей мере одного участка полувулканизированной шины достигает значения между около 130°C и около 180°C.
Более предпочтительно, температура достигает значения между около 140°C и около 165°C.
При этом диапазоне температуры, который, как отмечено выше, необходимо достигать в кратчайший период времени, достигают оптимальную вулканизацию, а риск перевулканизации уменьшают до минимума.
Предпочтительно, по меньшей мере один участок полувулканизированной шины (60) содержит по меньшей мере один участок радиально внешней поверхности.
Предпочтительно, по меньшей мере один участок полувулканизированной шины (60) содержит по меньшей мере один участок первой кольцеобразной крепежной конструкции и/или второй кольцеобразной крепежной конструкции.
Предпочтительно, после процесса удаления полувулканизированной шины из вулканизационной формы выполняют следующие этапы, на которых:
вводят полувулканизированную шину в камеру, определяющую закрытое свободное пространство, в которое помещают полувулканизированную шину;
впускают первую нагретую текучую среду в камеру так, чтобы подавать тепло к полувулканизированной шине.
Другими словами, процесс завершения вулканизации выполняют с помощью этапа, на котором вводят полувулканизированную шину в камеру, определяющую закрытое свободное пространство, внутрь которого помещают шину, и впускают первую нагретую текучую среду в камеру так, чтобы нагревать полувулканизированную шину для того, чтобы завершать ее вулканизацию.
Согласно предпочтительному варианту выполнения в камере полувулканизированную шину зажимают в области противоположных первой и второй кольцеобразных крепежных конструкций так, чтобы определять два отдельных пространства: внутреннее пространство, частично ограниченное радиально внутренней поверхностью полувулканизированной шины, и внешнее пространство, частично ограниченное радиально внешней поверхностью полувулканизированной шины и внутренней стенкой камеры.
Предпочтительно, первую текучую среду впускают во внешнее пространство так, что температура внутри внешнего пространства в области участка радиально внешней поверхности полувулканизированной шины достигает значения по меньшей мере на 10°C выше, чем значение температуры участка радиально внешней поверхности полувулканизированной шины при ее удалении из вулканизационной формы.
Оптимальную вулканизацию получают не только когда в кратчайший период времени достигают температуру, которую шина имела внутри формы, но и когда эту температуру превышают, и, в частности, превышают по меньшей мере на 10°C в области радиально внешней поверхности шины.
Предпочтительно, в внутреннее пространство впускают вторую текучую среду при температуре окружающей среды.
Оптимальную вулканизацию получают с помощью этапа, на котором впускают вторую относительно холодную текучую среду внутрь шины, а именно в область ее радиально внутренней поверхности.
Согласно дополнительному предпочтительному варианту выполнения вторую текучую среду впускают в внутреннее пространство и доводят до относительного давления между около 0,10 бара и около 3 бар.
Более предпочтительно, относительное давление поддерживается по существу постоянным с течением времени при заданном значении до завершения вулканизации.
Вторую текучую среду, впускаемую внутрь шины и вводимую, например, посредством насоса, помещают под давлением для того, чтобы исключать деформацию самой шины из-за еще не завершенного сшивания эластомерного материала, образующего шину.
Работая с относительным давлением, выбираемым в диапазоне [10 кПа-300 кПа], можно обрабатывать шины различных размеров и с различными компаундами.
Предпочтительно, однако, непрерывно отслеживать, например, посредством электронной системы управления давлением, включающей, например, датчик давления, давление внутри шины при поддержании выбранного значения по существу постоянным образом, так как в противном случае тепло будет стремиться вызывать увеличение давления внутри закрытого пространства шины. Это выполняют для того, чтобы исключать какой-либо разрыв шин из-за чрезмерного увеличения давления.
В случае, отмеченном выше, выражение "по существу постоянный" указывает на то, что может существовать допустимое изменение относительно первоначального значения второй текучей среды внутри шины (вследствие изменений температуры в среде постоянного объема) до 50%.
Предпочтительно, процесс удаления полувулканизированной шины из вулканизационной формы выполняют, когда степень сшивания эластомерного материала, образующего по меньшей мере один участок, имеет значение между около 85% и около 95%.
В одном примере варианта выполнения средняя температура первой текучей среды в внешнем пространстве поддерживается при заданном значении по существу постоянно с течением времени до завершения вулканизации. В этом случае выражение "по существу постоянный" указывает на изменения до 5% заданного значения.
После переходного состояния, при котором камеру, в которую вводят шину, необходимо доводить до требуемой температуры для того, чтобы продолжать вулканизацию введенной полувулканизированной шины, было установлено, как поддержание по существу постоянной температуры дает оптимальные результаты в вулканизированной шине. В частности, средняя температура поддерживается постоянной, при этом ее вычисляют, например, с использованием по меньшей мере двух датчиков температуры на аксиально противоположных концах камеры и определяя среднюю полученных значений.
Предпочтительно, к первой кольцеобразной крепежной конструкции подают количество тепла в единицу времени, которое больше количества тепла в единицу времени, которое подают к противоположной второй кольцеобразной крепежной конструкции полувулканизированной шины.
Температура шины при подаче к ней тепла внутри устройства после удаления ее из формы не одинакова, а имеет изменения также порядка десятков градусов. Эта разница возникает главным образом в области первой и второй кольцеобразной крепежной конструкции полувулканизированной шины. В частности, это происходит из-за образования конденсата в области нижней кольцеобразной крепежной конструкции, который неблагоприятно воздействует на передачу тепла в рассматриваемой зоне. В связи с этим, для того, чтобы делать температуру одинаковой, внутри камеры количество тепла в единицу времени, большее, чем количество тепла в единицу времени, подаваемое ко второй кольцеобразной крепежной конструкции полувулканизированной шины, предпочтительно подают к первой кольцеобразной крепежной конструкции, размещенной под ней.
Более того или в качестве альтернативы, процесс удаления полувулканизированной шины из вулканизационной формы и введения полувулканизированной шины в камеру выполняют в период времени между около 30 секунд и около 3 минут.
Предпочтительно, по меньшей мере один участок периферийной стенки камеры нагревают так, чтобы доводить его до температуры выше температуры окружающей среды.
Более предпочтительно, температура составляет выше 170°C.
Другими словами, камера, где помещается полувулканизированная шина, представляет собой нагретую камеру так, что, когда начинается процесс завершения вулканизации, она уже находится при температуре так, что количество тепла, которое необходимо подавать для того, чтобы возобновлять вулканизацию полувулканизированной шины, используется преимущественно для нагревания шины, а не самой камеры.
Предпочтительно, камера содержит по меньшей мере один из следующих признаков:
основание;
кожух, который является аксиально подвижным из первого рабочего положения, в котором он отстоит от основания так, чтобы позволять введение полувулканизированной шины, во второе рабочее положение, в котором она удерживается с помощью герметичного уплотнения на основании;
первый фланец, который выполнен за одно целое с основанием и примыкает к первой кольцеобразной крепежной конструкции полувулканизированной шины;
второй аксиально подвижный фланец, который может примыкать ко второй кольцеобразной крепежной конструкции, аксиально противоположной первой кольцеобразной крепежной конструкции полувулканизированной шины во втором рабочем положении.
В связи с этим шина зажимается внутри камеры двумя фланцами, которые примыкают в области бортов полувулканизированной шины по существу герметичным образом. Смещение фланцев и камер позволяет введение полувулканизированной шины и ее последующее удаление в конце процесса вулканизации.
Предпочтительно, нагревательный элемент включает по меньшей мере один вентилятор.
Предпочтительно, нагревательный элемент включает распределитель, содержащий поверхность, включающую множество отверстий так, чтобы заставлять первую текучую среду выходить из множества отверстий.
Согласно предпочтительному примеру распределитель размещен в области основания.
Предпочтительно, поверхность, включающая множество отверстий, выполнена в форме цилиндрической оболочки.
В связи с этим первая нагретая текучая среда поступает в камеру из положения в области основания и распределяется в ней с помощью перемещения сверху вниз, а именно от нижнего борта к верхнему борту.
Более предпочтительно, распределитель размещен коаксиально с полувулканизированной шиной при размещении в камере и размещен по существу симметрично вокруг первого и/или второго фланца.
Предпочтительно, отверстия образованы в участке поверхности, по существу обращенной к первому и/или второму фланцу.
Предпочтительно, распределитель включает кольцеобразный канал, в который тангенциально поступает первая нагретая текучая среда.
В связи с этим распределитель создает поток нагретой текучей среды, который является очень однородным вследствие его особой геометрии: первая текучая среда тангенциально поступает в кольцеобразный канал и, в частности, тангенциально в отношении поверхности, содержащей отверстия, из которых эта же первая текучая среда выходит. В связи с этим последняя выходит по существу без давления из отверстий, создавая тягу внутри кольца, определенного кольцеобразным каналом. Таким образом она может распределяться весьма однородным образом внутри камеры, содержащей полувулканизированную шину, которая должна завершать вулканизацию.
Множество отверстий, распределенных предпочтительно по всей цилиндрической оболочке, обеспечивает правильное распределение воздуха по всей внешней поверхности шины.
Предпочтительно, первая текучая среда представляет собой воздух.
Предпочтительно, предусмотрен второй нагревательный элемент, располагаемый в области первого фланца для его нагревания.
Предпочтительно, предусмотрены насос и распределительная труба для впуска второй текучей среды под давлением между около 0,1 бара и около 3 бар между двумя фланцами во втором рабочем положении.
Предпочтительно, предусмотрен контур управления давлением, причем контур включает по меньшей мере один датчик давления, пригодный для поддержания давления между двумя фланцами во втором рабочем положении по существу постоянным при заданном значении до завершения вулканизации.
Предпочтительно, предусмотрен контур управления температурой, причем контур включает по меньшей мере один датчик температуры, пригодный для поддержания средней температуры по существу постоянной около заданного значения в пространстве, определенном кожухом, до завершения вулканизации.
Предпочтительно, кожух содержит периферийную стенку и третий нагревательный элемент для нагревания периферийной стенки.
Более предпочтительно, кожух включает полость, включающую трубный пучок, через который протекает текучая среда, нагреваемая третьим нагревательным элементом.
Как отмечено выше, предпочтительно нагревать кожух, чтобы выпускать тепло с помощью распределителя первой текучей среды большей частью к полувулканизированной шине, а не к самому кожуху.
Предпочтительно, предусмотрены первый привод для аксиального перемещения второго фланца и второй привод для аксиального перемещения кожуха, причем первый привод и второй привод перемещают фланец и кожух, соответственно, независимо друг от друга.
Предпочтительно, устройство выполнено с возможностью удаления полувулканизированной шины из вулканизационной формы и перемещения ее в устройство в период времени между около 30 секунд и около 3 минут.
Предпочтительно, установка согласно изобретению включает два устройства для каждой вулканизационной формы.
Таким образом оптимизировано использование вулканизационной формы, причем всегда имеется устройство для завершения вулканизации, которое свободно всегда, когда полувулканизированная шина готова к удалению на выпуске из формы.
Отличительные признаки и преимущества изобретения будут более очевидны из подробного описания двух предпочтительных примеров его варианта выполнения, обеспеченного исключительно в качестве не ограничивающего примера, со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 - упрощенный пример схемы установки для вулканизации, обеспеченной в соответствии с изобретением;
Фиг. 2 - упрощенный местный вид в радиальном сечении невулканизированной шины, пригодной для вулканизации согласно способу настоящего изобретения;
Фиг. 3 - вид сбоку и в поперечном сечении вулканизационной формы, образующей часть установки на Фиг. 1;
Фиг. 4 - вид сбоку и в поперечном сечении устройства для завершения вулканизации шины, выполненном в соответствии с изобретением, в первом рабочем положении;
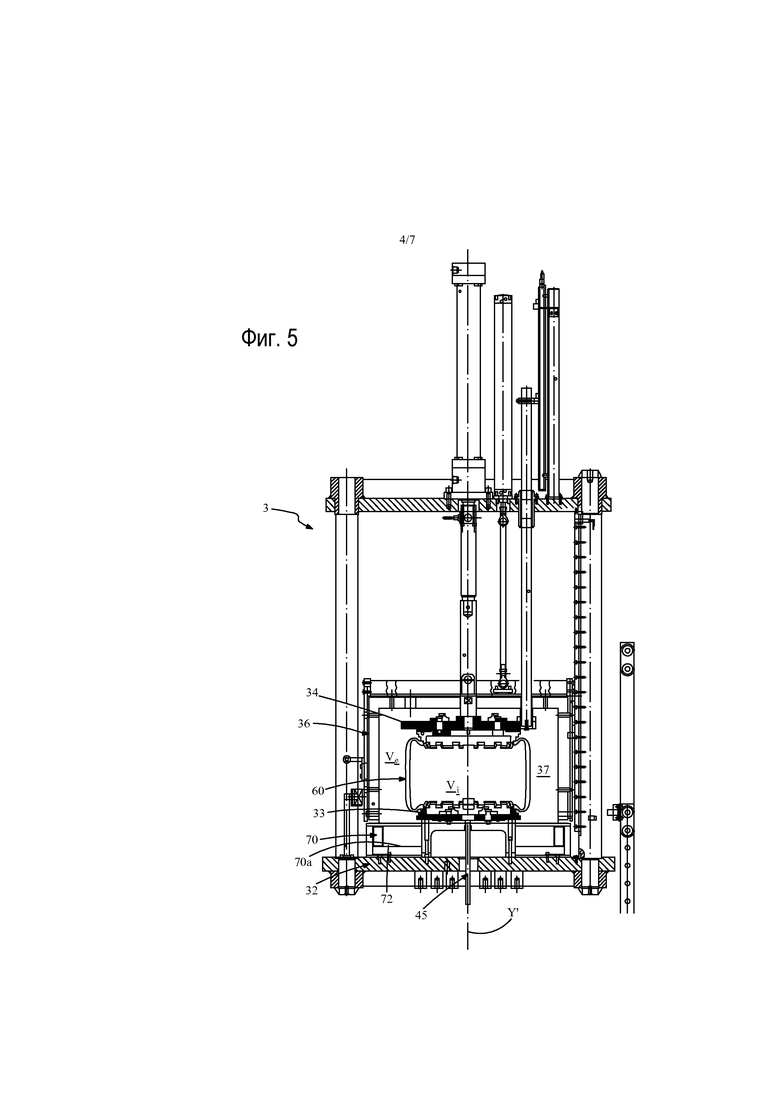
Фиг. 5 - вид сбоку и в поперечном сечении устройства на Фиг. 4 во втором рабочем положении;
Фиг. 6 - вид, подобный виду на Фиг. 5, на котором показан поток текучей среды внутри устройства;
Фиг. 7 - вид сверху компонента устройства на Фиг. 4-6, удаленного из самого устройства;
Фиг. 8 - вид в поперечном сечении кожуха, образующего часть устройства на Фиг. 4-6;
Фиг. 9 - вид в перспективе компонента на Фиг. 7;
Фиг. 10 - вид в поперечном сечении полувулканизированной шины; и
Фиг. 11 - вид сбоку и в поперечном сечении участка дополнительного примера варианта выполнения устройства для завершения вулканизации шины, обеспеченного в соответствии с изобретением.
Первоначально на Фиг. 1 ссылочная позиция 100 в целом обозначает установку для вулканизации, обеспеченную в соответствии с настоящим изобретением, для вулканизации невулканизированной шины 50.
Установка 100 содержит вулканизационный пресс или форму 1, характеристики и конструктивные детали которой считаются известными в области техники и будут лишь кратко описаны ниже. Форма 1 может относиться к любому типу, известному в области техники, и пригодна для приема невулканизированных шин 50 (см. Фиг. 2), собираемых во время предыдущего этапа обработки, т.е. во время пригодного этапа подготовки; например, невулканизированные шины 50 могут быть подготовлены с использованием полуготовых издeлий, размещенных на пригодной опоре для образования.
Подробно, невулканизированная шина 50, пригодная для вулканизации - показанная на схематическом виде в поперечном сечении на Фиг. 2 - определяет ось Z, которая по существу совпадает с ее осью вращения и плоскостью X, обозначенную линией на Фиг. 2, которая представляет собой экваториальную плоскость шины, а именно центральную плоскость, перпендикулярную оси вращения Z. Невулканизированная шина 50 содержит каркасную конструкцию 52, включающую по меньшей мере один каркасный слой (не виден на чертеже), функционально связанный с парой кольцеобразных крепежных конструкций 51a, 51b, протекторным браслетом 53 в положении радиально снаружи каркасной конструкции и брекерной конструкцией (также не видна), размещенной между каркасной конструкцией и протекторным браслетом 53. Плоскости, содержащие ось вращения шины, обозначены как радиальные плоскости (например, Фиг. 2 представляет собой радиальное поперечное сечение невулканизированной шины 50, а именно плоскость на Фиг. 2 представляет собой радиальную плоскость: она фактически содержит ось Z). Шина будет описана ниже со ссылкой на ее экваториальную плоскость X и ее радиальные плоскости; в связи с этим ссылки на "аксиально внутренний/внешний" или "радиально внутренний/внешний" следует понимать со ссылкой на экваториальную плоскость X и ось вращения Z соответственно. В связи с этим невулканизированная шина имеет определенную на ней радиально внутреннюю поверхность 50b, которая, например, может совпадать с компонентом, называемым "прокладка", и радиально внешнюю поверхность 50a, обычно протекторный браслет.
Предпочтительно, невулканизированная шина 50 имеет посадочный диаметр больше или равный 0,4064 м.
Как схематически показано на Фиг. 2, кольцеобразные крепежные конструкции 51a и 51b образуют два противоположных радиально внутренних конца невулканизированной шины 50.
Далее на Фиг. 3 форма 1 для вулканизации в общем имеет нижнюю боковую пластину 20 и верхнюю боковую пластину 21, которые соответственно зацеплены с основанием 15 и участком 16 для закрытия контейнера 17, и телескопический и по существу цилиндрический центральный корпус 30 с осью Y, внутрь которого вставлена невулканизированная шина 50. Центральный корпус 30 перемещается при выполнении его телескопических аксиальных перемещений для удлинения/укорачивания, например, посредством гидравлических цилиндров (не показаны).
Форма 1 также включает кольцо из периферийных сегментов 55, которые определяют формовочную полость, которая имеет геометрическую ось, которая совпадает с осью Y центрального корпуса 30 и которая предпочтительно также совпадает, как показано на Фиг. 2, с осью вращения Z невулканизированной шины 50, когда последняя вставлена внутрь формы 1.
Периферийные сегменты 55 в общем имеют образующие рельефы (не видны на Фиг. 1) и предрасположены так, чтобы воздействовать на радиально внешнюю поверхность протекторного браслета 53 невулканизированной шины 50 для того, чтобы создавать в ней последовательность прорезей и канавок, которые пригодно размещены по требуемому "протекторному рисунку".
Основание 15 и закрывающий участок 16 вместе с соответственной нижней боковой пластиной 20 и верхней боковой пластиной 2 являются подвижными относительно друг друга между открытым состоянием, где они разнесены друг от друга так, чтобы позволять введение вулканизируемой невулканизированной шины 50 внутрь формы 1, и закрытым положением, где они размещены ближе друг к другу так, чтобы окружать невулканизированную шину 50 внутри формовочной полости (а именно контейнера 17).
Форма также в общем содержит нагревающий элемент (не показан), такой как множество труб (также не показано), для нагревания кольца из периферийных сегментов 55 и/или введения нагретой текучей среды в надувную камеру (не видна), пригодную для сжимания и нагревания радиально внутренней поверхности невулканизированной шины 50 относительно периферийных сегментов 55, нижней боковой пластины 20 и верхней боковой пластины 21 так, чтобы формовать и вулканизировать ее (частично согласно изобретению). В связи с этим форма вулканизирует и определяет геометрическую форму шины.
Однако, как отмечено выше, вулканизационная форма 1 может относиться к любому типу, например, может не иметь отмеченную надувную камеру (так называемая "бездиафрагменная" камера).
Согласно изобретению, шина удаляется из формы 1 до завершения сшивания или вулканизации эластомерного материала, образующего шину, в частности, предпочтительно, она удаляется, когда степень сшивания эластомерного материала, образующего по меньшей мере один участок шины, больше 50% и меньше 95%, более предпочтительно, когда она имеет значение между около 85% и около 95%. В связи с этим шина, покидающая форму 1, в соответствии с употребляемым ранее определением называется ниже "полувулканизированной" шиной 60.
Установка 100 также содержит устройство 2 для удаления и перемещения полувулканизированной шины 60, покидающей вулканизационную форму 1, а также устройство 3 для завершения вулканизации полувулканизированной шины 60, выходящей из формы 1 и перемещаемой устройством 2.
Устройство 2, схематически показанное на Фиг. 1, содержит, например, загрузчик 42, а именно захват, подвижный посредством приводимого в действие двигателем рычага 41 для захватывания полувулканизированной шины 60 и перемещения ее внутрь устройства 3, как будет описано более полно ниже. Перемещение рычага 41 схематически обозначено стрелкой, показанной на Фиг. 1. Альтернативно, устройство 2 может включать вместе с захватом 42 конвейерную ленту для перемещения полувулканизированной шины 60 к устройству 3. Так как с момента ее удаления из вулканизационной формы 1 полувулканизированная шина 60 начинает терять тепло, будучи передаваемой из вулканизационной формы 1, которая имеет температуру в общем между около 150°C и около 170°C, во внешнюю среду, для того, чтобы предотвращать ее температуру от чрезмерного падения устройство 2 выполнено с возможностью перемещения полувулканизированной шины 60 из формы 1 к устройству 3 предпочтительно в период времени между около 30 секунд и около 3 минут.
Далее на Фиг. 4 устройство 3 для завершения вулканизации полувулканизированной шины 60, изготовленное в соответствии с изобретением, показано в первом открытом рабочем положении, пригодном для приема полувулканизированной шины 60, перемещаемой устройством 2. Подробно, устройство 3, которое имеет геометрическую ось Y', которая предпочтительно совпадает, как показано на чертеже на Фиг. 4 и 5, с осью вращения полувулканизированной шины 60 (совпадающей с осью Z, определенной выше), содержит опорную конструкцию 31, включающую основание 32.
Основание 32 имеет закрепленный на нем первый фланец 33, также называемый нижний фланец, к которому полувулканизированная шина 60 примыкает при введении в устройство 3, как описано подробно ниже.
Устройство 3 также содержит закрывающий кожух 36, который аксиально подвижен в отношении основания 32 и функционально связан с опорной конструкцией 31, будучи способным перемещаться из открытого положения в первом рабочем положении устройства 3, где он отстоит от основания 32 так, чтобы позволять введение полувулканизированной шины 60, в закрытое положение для выполнения закрытия - предпочтительно герметичным образом - полувулканизированной шины 60 внутри камеры 37, имеющей пространство, ограниченное кожухом 36 и основанием 32. Закрытие кожуха 36 соответствует второму рабочему положению устройства 3, показанному на Фиг. 5.
Аксиальное перемещение кожуха 36 выполняется, например, посредством гидравлического привода 38, включающего гидравлический поршень, который скользит вдоль оси по существу параллельно геометрической оси Y'.
Нижний фланец 33 имеет предпочтительно кольцеобразную форму и определяет первую установочную поверхность 5a для участка аксиально внешней поверхности кольцеобразной крепежной конструкции 51a полувулканизированной шины 60, расположенной в нижнем положении.
Устройство 3 включает второй фланец 34, называемый ниже верхним фланцем, также предпочтительно с кольцеобразной формой, по существу идентичной форме нижнего фланца 33, и, в связи с этим, определяющий вторую установочную поверхность 5b, примыкающую ко второй аксиально внешней поверхности крепежной конструкции 51b, размещенной в верхнем положении, когда полувулканизированная шина 60 закрыта внутри устройства 3.
Предпочтительно, верхний и нижний фланцы 33, 34 предпочтительно образованы таким образом, чтобы позволять введение в устройство 3 полувулканизированных шин с различными посадочными диаметрами, причем обеспечено множество возможных установочных поверхностей для кольцеобразных крепежных конструкций, расположенных на различных диаметрах: эти фланцы также известны как "фланцы для множества посадочных диаметров".
Верхний фланец 34 также аксиально подвижен от и по направлению к основанию 32. Он является перемещаемым из положения, которое позволяет вставку полувулканизированной шины 60 внутрь устройства 3, в положение, где он примыкает к кольцеобразной крепежной поверхности 51b. Опирание верхнего фланца 34 на соответствующую кольцеобразную крепежную конструкцию 51b возникает во втором рабочем положении устройства 3, которое показано на Фиг. 5. Во втором рабочем положении, показанном на Фиг. 5, определено следующее: внутреннее пространство Vi, ограниченное радиально внутренней поверхностью 50b полувулканизированной шины 60 и двумя фланцами 33 и 34, и внешнее пространство Ve, ограниченное радиально внешней поверхностью 50a полувулканизированной шины 60 и внутренней стенкой 36a кожуха 36.
Перемещение верхнего фланца 34 из первого рабочего положения во второе рабочее положение является независимым от аксиального перемещения кожуха 36: аксиальное перемещение фланца 34 зависит - помимо всего прочего - от размера полувулканизированной шины 60 и, в связи с этим, фланец 34 предпочтительно перемещается с помощью дополнительного гидравлического привода 39 - относительно перемещения кожуха 36 - для перемещений вдоль оси, параллельной оси Y'.
Предпочтительно, во время аксиального перемещения верхний фланец 34 не прикладывает никакого давления на полувулканизированную шину 60, в частности, не вызывая ее деформацию.
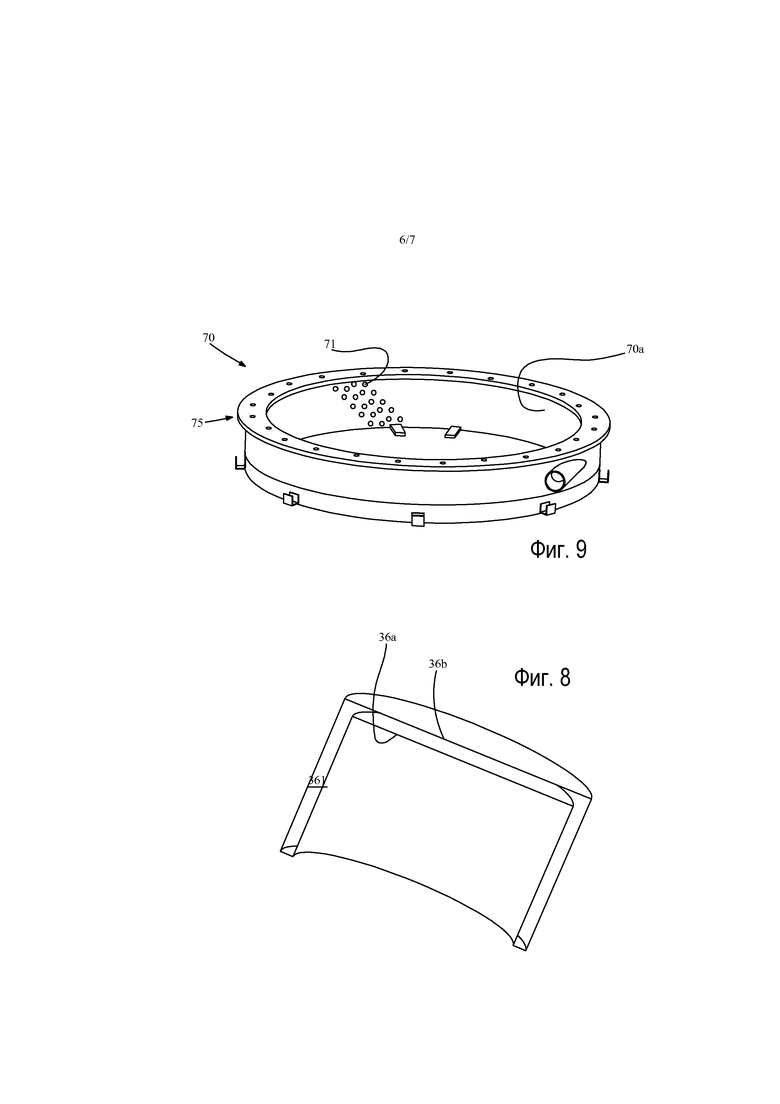
Кожух 36 показан подробно на Фиг. 8. Он включает одну или более полостей, разнесенных стенками 36a, 36b (на чертеже показана только одна полость 361, хотя могут быть обеспечены дополнительные промежуточные стенки) и/или один или более изоляционных слоев (не показаны), которые покрывают внешнюю стенку. Нагретая текучая среда может быть введена внутрь полости 361, как описано более подробно ниже.
Нагревающий элемент, не видный на чертеже, для нагревания текучей среды, такой как пар, функционально связан с кожухом 36. Нагреватель может содержать контур подачи нагретой текучей среды, включающий, как показано на Фиг. 4 и 5, одну трубу 37' для функций доставки и выпуска. Альтернативно, контур подачи может содержать контур доставки и выпускную трубу для подачи и выпуска текучей среды соответственно.
Например, труба 37' соединена с трубным пучком (не виден), имеющемся в полости 361 кожуха 36 так, что стенки 36a, 36b кожуха, и в частности внутренняя стенка 36a камеры 37, определенная в нем, достигает намного более высокой температуры, чем температура окружающей среды. Более предпочтительно, текучая среда, впускаемая в канал 37', нагревается до температуры так, что внутренняя стенка 36a кожуха 36 доводится до температуры больше 170°C.
Устройство 3 также включает дополнительное устройство подачи, также не показано, для впускания в пространство Vi, определенное внутри шины между двумя фланцами 33 и 34 во втором рабочем положении устройства 3, второй текучей среды под давлением, например, воздуха. Устройство подачи, например, включает насос (не показан). Эта вторая текучая среда под давлением впускается, например, посредством трубы 45, проходящей через нижний фланец 33. Вторая текучая среда предпочтительно впускается внутрь пространства Vi с температурой приблизительно такой же, как и температура окружающей среды. Предпочтительно, вторая текучая среда впускается с относительным давлением между около 0,1 бара и около 3 бар.
Согласно изобретению, устройство 3 также содержит дополнительный нагреватель, обозначенный в целом ссылочной позицией 70, содержащий распределитель 75 первой текучей среды, предпочтительно размещенный в области нижнего фланца 33 и еще более предпочтительно прикрепленный к основанию 32 образом, по существу концентрическим с фланцем 33.
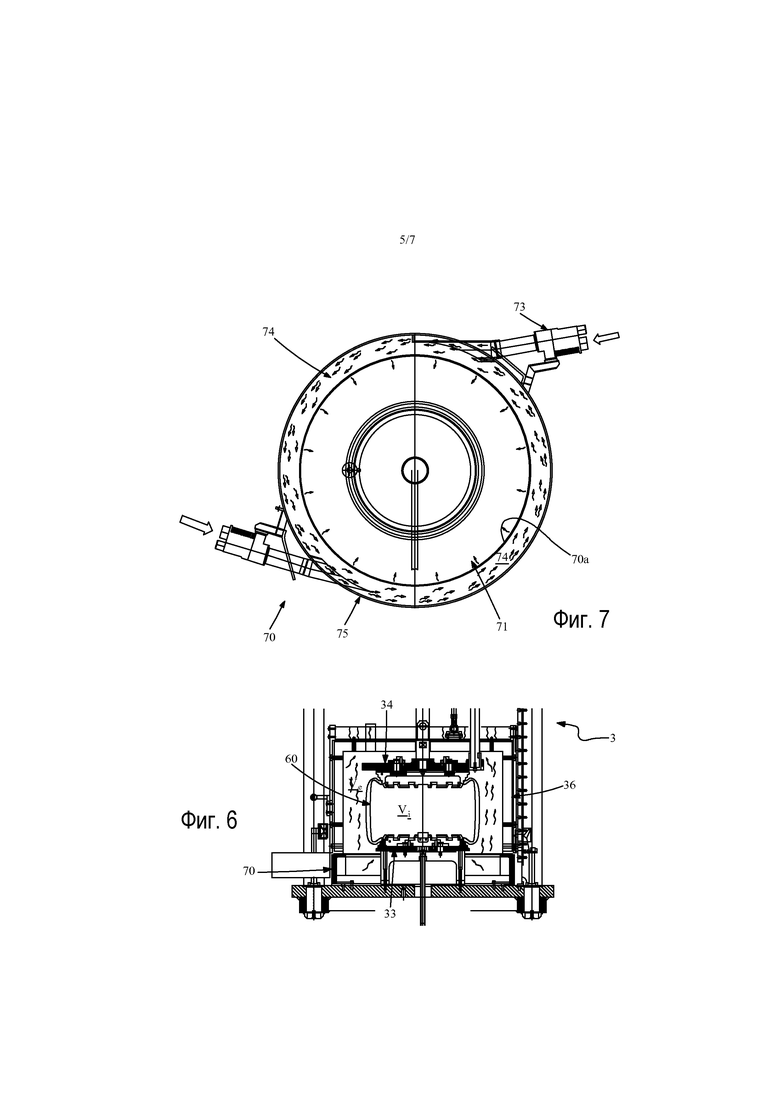
Распределитель 75 выполнен с возможностью распределения первой нагретой текучей среды внутри камеры 37, в частности внутри внешнего пространства Vе. Оно включает поверхность 70a, обеспеченную множеством отверстий, обозначенных в целом позицией 71, из которых первая текучая среда выходит с высокой температурой, как будет описано более подробно ниже.
На Фиг. 7 и 9, где подробно показан нагреватель 70, нагреватель 70 содержит по меньшей мере один современный электрический нагреватель 73, через который проходит первая текучая среда, засасываемая снаружи, например, с помощью вентилятора или воздуходува (не показаны на фигурах). Траектория первой текучей среды, подаваемой снаружи, схематически обозначена посредством двух стрелок на Фиг. 7, каждая из которых представляет направление потока текучей среды, засасываемой соответственным воздуходувом и направляемой к двум электрическим нагревателям 73. Каждый электрический нагреватель 73 посредством специальных сопротивлений (не показаны) повышает температуру первой текучей среды, которая проходит через него, например, увеличивает температуру воздуха, который засасывается из внешней среды. В связи с этим нагреваемая таким образом текучая среда впускается в распределитель 75.
Предпочтительно, распределитель 75 включает внутренний канал 74, называемый ниже "кольцеобразный канал", так как он по существу образован в продольном сечении в виде круглого кольца и радиально ограничен двумя цилиндрическими оболочками, включающими стенку 70a с отверстиями 71. Стенка 70a предпочтительно размещена вокруг нижнего фланца 33, окружая его. Более предпочтительно, стенка 70a направлена к фланцу 33, а именно обращена к нему. Более того, поток нагретой текучей среды, поступающий внутрь кольцеобразного канала 74, движимый двумя воздуходувами, при необходимости при помощи соответственных дополнительных вентиляторов (также не показаны), направляется тангенциально в отношении канала 74, в частности тангенциально в отношении стенки 70a, как показано на Фиг. 7. Два воздуходува предпочтительно размещены так, что первая нагретая текучая среда, например, нагретый воздух, тангенциально поступает в канал 74 в двух положениях, разнесенных на около 180° друг от друга. Эта геометрическая форма позволяет по существу равномерное распределение первой текучей среды, которая выходит из распределителя 75 с помощью отверстий 71 образом, по существу перпендикулярным поверхности 70a во внешнем пространстве Vе камеры 37. Предпочтительно, на входе в канал 74 температура первой текучей среды в распределителе 75 превышает 200°C.
Несмотря на то, что на Фиг. 9 только участок поверхности 70a содержит отверстия 71, следует понимать, что указанные отверстия предпочтительно распределены по существу равномерным образом по всей поверхности 70a или, альтернативно, исключительно в ее нескольких участках (областях). Однако, предпочтительно, эти области размещены на стенке 70a наклонно симметричным образом.
Поток текучей среды, выходящей из распределителя 75, распределяется снизу вверх во внешнем пространстве Ve камеры 37 вокруг полувулканизированной шины 60, в частности воздействует на ее радиально внешнюю поверхность, как может быть видно на Фиг. 6, где он схематически обозначен посредством волнистых стрелок.
Предпочтительно, так как вследствие нагревания полувулканизированной шины 60 давление второй текучей среды внутри пространства Vi стремиться изменяться, устройство 3 также имеет устройство управления давлением (не показано), содержащее датчик управления давлением (также не показан) для отслеживания давления внутри полувулканизированной шины 60 для того, чтобы предотвращать ее случайный разрыв или деформацию. Это устройство управления может, например, включать PID (пропорционально-интегрально-дифференциальную) систему управления.
Устройство 3 также включает устройство управления температурой (не показано на фигурах), включающее датчик температуры, более предпочтительно по меньшей мере два датчика температуры. Датчики предпочтительно расположены в верхней зоне и нижней зоне камеры 37, т.е. в частности по существу в области верхнего фланца и нижнего фланца 33, 34.
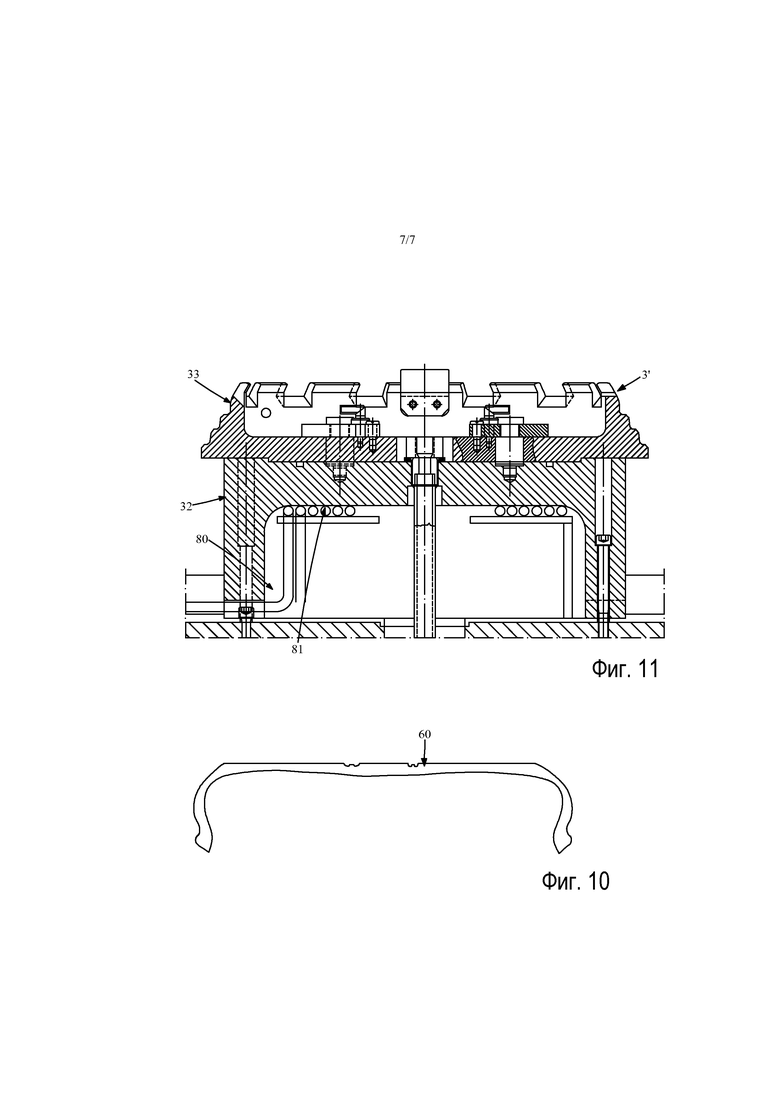
Согласно другому предпочтительному примеру изобретения, частично показанному на Фиг. 11, устройство 3' согласно изобретению включает дополнительный нагреватель 80. Дополнительные характеристики устройства 3', помимо наличия дополнительного нагревателя 80, подобны уже описанным характеристикам со ссылкой на устройство 3, причем использованы одинаковые ссылочные позиции.
На Фиг. 11 показан участок устройства 3', соответствующий основанию 32 и нижнему фланцу 33. Дополнительный нагреватель 80 размещен так, чтобы подавать дополнительное количество тепла, а именно, количество тепла в дополнение к теплу, подаваемому нагревателем 70, в области фланца 33, более подробно под ним, так, чтобы еще более нагревать фланец 33. Нагреватель 80 включает, например, трубный пучок 81, предпочтительно имеющий форму витка, который продолжается спиральным образом под фланцем 33 и внутри которого протекает высокотемпературная текучая среда. Предпочтительно, вышеупомянутая температура находится в диапазоне между около 170°C и около 180°C.
В соответствии со способом изобретения вулканизацию невулканизированной шины 50 выполняют в два этапа, т.е. первый этап, выполняемый внутри вулканизационной формы 1, и второй этап, выполняемый в устройстве 3, 3' согласно изобретению. В связи с этим невулканизированную шину 50 помещают в форму 1 и вулканизируют здесь во время первого этапа без завершения процесса вулканизации, а именно, открывают форму 1 и удаляют полувулканизированную шину 60 из формы 1, когда эластомерный материал, из которого изготавливают по меньшей мере один ее участок, достигает степени сшивания большей или равной около 50%, более предпочтительно между около 85% и около 95%. Полувулканизированную шину 60 удаляют с помощью устройства 2 и далее доставляют в устройство 3, 3' когда последнее находится в первом рабочем положении, т.е. в первой рабочей конфигурации, где оно открыто, с основанием 36, аксиально разнесенным от основания 32, и с верхним фланцем 34, расположенном на расстоянии от нижнего фланца 33.
Предпочтительно, кожух 36 уже нагрет нагревательным элементом, связанным с ним, так, что внутреннюю стенку 36a нагревают до температуры предпочтительно выше 170°C.
Затем полувулканизированную шину 60 помещают с помощью устройства 2 на основание 32 так, что ось вращения полувулканизированной шины 60 (совпадающая с осью Z) и ось Y' устройства 3, 3' совпадают. Нижняя кольцеобразная крепежная конструкция 51a полувулканизированной шины 60 в этой конфигурации с Фиг. 4 примыкает к нижнему фланцу 32.
Затем устройство 3, 3’ приводят во второе рабочее положение, т.е. кожух 36 смещают так, что он примыкает к основанию 32, предпочтительно уплотненным образом. Более того, верхний фланец 34 приводят в область верхней кольцеобразной крепежной конструкции 51b, к которой он примыкает: в связи с этим, в отношении полувулканизированной шины 60 определяют два пространства, т.е. внутреннее пространство Vi и внешнее пространство Vе. Перемещение, выполняемое фланцем 34, задают в зависимости от аксиального размера полувулканизированной шины 60. Получаемая конфигурация видна на Фиг. 5.
Так как образование поперечных связей полувулканизированной шины 60 не завершают, для того, чтобы исключать деформацию, вторую текучую среду под давлением предпочтительно впускают во внутреннее пространство Vi с помощью трубы 45. Внутреннее давление внутри внутреннего объема Vi также предпочтительно постоянно измеряют: как только установлено требуемое номинальное значение давления, т.е. значение, большее давления окружающей среды, его поддерживают по существу постоянным, например, посредством обратной связи. Текущее значение давления, измеряемое датчиком давления, и требуемое значение давления сравнивают через регулярные интервалы времени и в зависимости от результата сравнения выпускают вторую текучую среду путем приведения в действие, например, клапана. Следует отметить, что давление второй текучей среды может только увеличиваться в отношении номинального значения в процессе завершения вулканизации; фактически, в постоянном объеме (Vi) с увеличением температуры, согласно законам регулирования газов, давление увеличивается. Предпочтительно, вторая текучая среда, имеющаяся во внутреннем пространстве, удаляет тепло из шины, в частности из ее радиально внутренней поверхности, будучи, например, впускаемой при температуре окружающей среды, таким образом исключая чрезмерное образование поперечных связей радиально внутренних стенок, например, прокладки.
Внутри устройства 3, 3', приводимого, в связи с этим, во второе рабочее положение, начинается второй этап вулканизации полувулканизированной шины так, что выполняют ее полную вулканизацию, а именно, таким образом, что степень сшивания эластомерного материала по меньшей мере одного его участка больше или равна около 99%. Для того, чтобы достигать это, внутреннюю атмосферу кожуха 36 регулируют таким образом, что температура шины настолько быстро, насколько это возможно, возвращается близко к температуре, которую она имела внутри вулканизационной формы 1, например, путем подачи тепла к полувулканизированной шине 60. Согласно изобретению, с момента, когда полувулканизированную шину удаляют устройством 2 из формы 1, по меньшей мере один участок шины доводят до температуры, имеющей значение между около 75% и около 120% температуры по меньшей мере одного участка полувулканизированной шины в момент ее удаления из вулканизационной формы, в период времени между около 2 минут и около 7 минут.
Тепло подают нагревательным элементом 70 посредством впуска первой нагретой текучей среды во внешнее пространство Vе: предпочтительно, первая текучая среда, например, воздух, такова, что по меньшей мере один участок шины доводят до температуры в диапазоне между около 130°C и около 180°C, более предпочтительно между около 140°C и около 165°C в период времени, определенный выше. Более предпочтительно, температуру рассматриваемого участка шины доводят до значения, которое по меньшей мере на 10°C выше значения, которое этот же участок имел при выходе из формы 1 для вулканизации.
Первая текучая среда вытекает из отверстий 71 в распределителе 75: форма указанных отверстий, геометрическая конфигурация распределителя и то, каким образом воздух впускают в кольцеобразный канал 74, обеспечивают по существу равномерное распределение первой текучей среды вокруг шины, в частности вокруг ее внешней радиальной поверхности (см. Фиг. 6). В связи с этим этот участок, на который сделана ссылка, и который быстро доводят до температуры, близкой к или более высокой, чем температура, которую участок шины имел в вулканизационной форме 1, предпочтительно представляет собой участок радиально внешней поверхности 50a шины, или, более предпочтительно, протекторного браслета, участки которого, как может быть видно на Фиг. 6, находятся в непосредственном контакте с потоком нагретой текучей среды, выходящей из распределителя 75. Альтернативно или в дополнение, этот участок может представлять собой участок одной из двух кольцеобразных крепежных конструкций 51a, 51b или их обеих.
Более подробно на Фиг. 6 поток текучей среды, выходящий из распределителя 75, движимый воздуходувами, распределяют внутри камеры 37 по существу однородным образом снизу вверх. Тот факт, что кожух 36 уже нагрет вследствие введения внутрь него пара, гарантирует улучшенную эффективность устройства 3, 3': тепло, которое впускают посредством нагревателя 70, фактически выпускают главным образом к полувулканизированной шине 60, а не к основанию 36, причем последнее находится при температуре, которая уже является высокой.
Предпочтительно, радиально внутреннюю поверхность 50b шины охлаждают за счет второй текучей среды, вводимой при температуре ниже температуры шины, например, температуре окружающей среды, внутрь пространства Vi, как уже отмечено выше, создавая поток тепла от радиально внешней поверхности 50a к радиально внутренней поверхности 50b шины.
Температуру камеры 37, а именно температуру внешнего пространства Vе, поддерживают по существу постоянной в течение всего второго этапа вулканизации шины. Предпочтительно, завершение вышеупомянутого второго этапа вулканизации шины происходит за время между около 15 минут и около 25 минут. Сигнал температуры, подаваемый датчиком температуры, обрабатывают с помощью устройства управления температурой: предпочтительно, значения температуры, которые могут получать от одного или более датчиков, усредняют, и среднее значение температуры поддерживают постоянным внутри пространства Vе. С этой целью устанавливают пороговое значение: в случае, когда средняя температура падает ниже этого значения, к нагревателю 70 посылают сигнал управления для того, чтобы приводить в действие вентилятор или вентиляторы так, что дополнительную первую нагретую текучую среду впускают в камеру 37. В связи с этим работа нагревательного элемента 70 не является непрерывной, его приводят в действие по необходимости, когда средняя температура падает ниже отмеченного порога. Обычно вентиляторы нагревателя 70 интенсивно работают в течение около 25% всего времени второго этапа вулканизации.
Очевидно, температуру поддерживают по существу постоянной, за исключением первоначального перепада, когда она быстро увеличивается для того, чтобы подавать тепло настолько быстро, насколько это возможно, к полувулканизированной шине 60, сразу после того, как ее вставляют внутрь кожуха 36.
Согласно дополнительному процессу способа согласно изобретению, подают дополнительное количество тепла к нижнему фланцу 33 так, чтобы нагревать его более быстро, чем исключительно при помощи нагревателя 70. Количество дополнительного тепла подают с помощью нагревателя 80.
В то время, когда полувулканизированную шину 60 подвергают второму этапу вулканизации в устройстве 3 или 3', новую невулканизированную шину 50 вставлют внутрь вулканизационной формы 1 и выполняют внутри нее первый этап вулканизации. В связи с этим первый и второй этапы вулканизации выполняют одновременно на различных шинах. Предпочтительно, два устройства 3 или 3' связаны с каждой формой 1 для вулканизации так, что, в случае, когда форма завершила первый этап вулканизации, устройство 3 или 3' свободно для приема полувулканизированной шины 60, покидающей форму 1, и, таким образом, оптимизирует количество времени, в течение которого форма 1 занята невулканизированными шинами 50.
Как только истекло время, требуемое для завершения вулканизации полувулканизированной шины 60, т.е. в конце второго этапа вулканизации в устройстве 3 или 3', поток горячей текучей среды внутри камеры 37 останавливают, например, путем выключения нагревателя 70, и открывают кожух 36, при этом устройство 3, 3' возвращается в первое рабочее положение. Предпочтительно, нагреватель 80, если имеется, связанный с нижним фланцем 33, и нагреватель, связанный с кожухом 36, продолжают их работу так, чтобы поддерживать устройство 3, 3' горячим для следующей полувулканизированной шины 60. Верхний фланец 34 также поднимают, и, таким образом, извлекают готовую вулканизированную шину и размещают ее, например, на разгрузочном рольганге (не показан).
Далее новую полувулканизированную шину 60 вставляют в устройство 3, 3' и повторяют выше проиллюстрированный цикл.
С помощью этой двухэтапной процедуры вулканизации возможно получать результаты, соответствующие результатам, получаемым посредством вулканизации, выполняемой полностью внутри формы 1 для вулканизации, при уменьшении, однако, времени, затрачиваемого одной невулканизированной шиной 50 внутри вулканизационной формы 1.
Таблица 1 ниже показывает результаты экспериментальных испытаний, выполненных Заявителем на множестве шин различных размеров и с различными характеристиками; более того, были испытаны и измерены различные участки шины. Таблица 1 в левой колонке показывает результаты 8 испытаний, разделенных следующим образом:
Испытание 1: относится к участку кольцеобразной крепежной конструкции шины 1 типа;
Испытание 2: относится к участку кольцеобразную крепежной конструкции шины 2 типа;
Испытание 3: относится к участку плечевой части шины 3 типа;
Испытание 4: относится к участку плечевой части шины 4 типа;
Испытание 5: относится к участку плечевой части шины 5 типа;
Испытание 6: относится к участку плечевой части шины 6 типа;
Испытание 7: относится к участку плечевой части шины 2 типа;
Испытание 8: относится к участку протекторного браслета шины 6 типа.
Каждое испытание было выполнено при вулканизации шины в течение 45 минут исключительно внутри вулканизационной формы 1 с круглыми сегментами, нагретыми до температуры 160°C, и пластинами боковины, нагретыми до 154°C. Затем для каждого испытания была измерена степень сшивания участка шины: например, в испытании 1 кольцеобразная крепежная конструкция исследуемой шины типа 1 в конце 45 минут, затрачиваемых внутри формы 1, имеет степень сшивания 96%.
Те же образцы (а именно тот же участок той же шины), также указанные в испытаниях 1-8, были вулканизированы с использованием двухэтапного способа и устройства 3, 3' согласно изобретению, причем результаты показаны в правой колонке Таблицы 1: во время первого этапа вулканизации шину ввели в вулканизационную форму 1 с такими же температурными условиями, описанными выше, на 32 минуты, и затем ввели в устройство 3, 3' на 28 минут. Из сравнения правой колонки и левой колонки в Таблице 1 ясно, что результат двух операций вулканизации является по существу подобным, что касается и степени сшивания эластомерного материала.

Была также установлена равномерность температуры, достигаемой шиной, вставленной внутрь устройства 3, 3', во время второго этапа вулканизации.
Наконец, было установлено, что вулканизация, согласно изобретению, которая приводит к шинам, технически подобным шинам, которые подвергались одному процессу вулканизации внутри вулканизационной формы 1, достигается с использованием двух отдельных этапов вулканизации, т.е. первого этапа в вулканизаторе и второго этапа в устройстве 3 или 3', однако, только если полувулканизированную шину быстро доводят до правильной температуры вулканизации, т.е. в вышеупомянутый период времени. Если этого не происходит, например, если процесс между первым и вторым этапами вулканизации происходит адиабатически, последующая вулканизация нарушается, и требуемые оптимальные результаты не достигаются, если увеличение температуры происходит в течение слишком длительного периода времени.
Более точно, было установлено, что путем выполнения вышеупомянутого процесса по существу адиабатическим образом, как указано в патенте США №6322342, температура вулканизации уже не достигается, и тепло, подаваемое в устройство после вулканизационной формы, недостаточно для достижения быстрого увеличения температуры и, в связи с этим, правильного возобновления вулканизации. Получаемая шина не имеет таких же требуемых характеристик эффективности, а именно, невозможно получать такие же технические характеристики эффективности, как характеристики шины, вулканизируемой на одном этапе вулканизации внутри вулканизационной формы или в двухэтапном процессе вулканизации согласно изобретению. Обеспечение того, что по меньшей мере один участок шины настолько быстро, насколько это возможно достигает температуры, близкой к температуре, которую он имел в форме, в связи с этим, является необходимым для получения требуемых технических характеристик эффективности и в то же время для ограничения количества времени, затрачиваемого одной шиной внутри вулканизационной формы.



Изобретение относится к способу вулканизации невулканизированной шины, устройству для завершения вулканизации полувулканизированной шины и к установке для вулканизирования. Согласно способу вводят невулканизированную шину в форму для вулканизации. Частично вулканизируют невулканизированную шину так, чтобы изготавливать полувулканизированную шину. Удаляют полувулканизированную шину из вулканизационной формы. Завершают вулканизацию полувулканизированной шины снаружи вулканизационной формы. Процесс завершения вулканизации содержит этап, на котором доводят по меньшей мере один участок полувулканизированной шины до температуры, имеющей значение между около 72% и около 120% температуры по меньшей мере одного участка полувулканизированной шины в момент ее удаления из вулканизационной формы в период времени между около 2 минут и около 7 минут с момента, в который полувулканизированную шину удалили из формы. Изобретение обеспечивает повышение физико-механических свойств получаемых изделий. 3 н. и 39 з.п. ф-лы, 11 ил., 1 табл.
1. Способ вулканизации невулканизированной шины (50), имеющей тороидальную конструкцию, определяющую радиально внутреннюю поверхность (50b) и радиально внешнюю поверхность (50а), и первую кольцеобразную крепежную конструкцию (51а) и вторую кольцеобразную крепежную конструкцию (51b), размещенные аксиально противоположно друг другу, при этом способ включает этапы, на которых:
вводят невулканизированную шину (50) в вулканизационную форму (1);
частично вулканизируют невулканизированную шину так, чтобы изготовить полувулканизированную шину (60);
удаляют полувулканизированную шину (60) из вулканизационной формы (1);
завершают вулканизацию полувулканизированной шины (60) снаружи вулканизационной формы, причем процесс завершения вулканизации включает:
нагревание по меньшей мере одного участка полувулканизированной шины (60) до температуры, имеющей значение между около 75% и около 120% температуры указанного по меньшей мере одного участка полувулканизированной шины (60) в момент ее удаления из вулканизационной формы (1) в период времени между около 2 минут и около 7 минут с момента, в который полувулканизированную шину (60) удалили из формы (1),
при этом после удаления полувулканизированной шины (60) из вулканизационной формы (1):
вводят полувулканизированную шину в камеру (37), определяющую закрытое свободное пространство, в которое помещают полувулканизированную шину (60); и
впускают первую нагретую текучую среду в камеру (37) так, чтобы подавать тепло к полувулканизированной шине (60).
2. Способ по п. 1, при котором поток тепла направляют от радиально внешней поверхности (50а) к радиально внутренней поверхности (50b).
3. Способ по п. 1 или 2, при котором при завершении вулканизации полувулканизированной шины (60) температура указанного по меньшей мере одного участка полувулканизированной шины достигает значения между около 130°С и около 180°С.
4. Способ по п. 3, в котором указанная температура достигает значения между около 140°С и около 165°С.
5. Способ по п. 1 или 2, при котором указанный по меньшей мере один участок полувулканизированной шины (60) представляет собой по меньшей мере один участок радиально внешней поверхности (50а).
6. Способ по п. 1 или 2, при котором указанный по меньшей мере один участок полувулканизированной шины (60) представляет собой по меньшей мере один участок первой кольцеобразной крепежной конструкции (51а) и/или второй кольцеобразной крепежной конструкции (5lb).
7. Способ по п. 1 или 2, при котором до впуска первой текучей среды:
зажимают полувулканизированную шину (60) в камере (37) в области противоположных первой и второй кольцеобразных крепежных конструкций (51а, 5lb) так, чтобы определять два отдельных пространства: внутреннее пространство (Vi), частично ограниченное радиально внутренней поверхностью (50b) полувулканизированной шины (60), и внешнее пространство (Ve), частично ограниченное радиально внешней поверхностью (50а) полувулканизированной шины (60) и стенкой (36а) камеры (37).
8. Способ по п. 7, при котором:
впускают первую текучую среду во внешнее пространство (Ve) так, что температура внутри внешнего пространства в области участка радиально внешней поверхности (50а) полувулканизированной шины (60) достигает значения на по меньшей мере 10°С выше значения температуры указанного участка радиально внешней поверхности (50а) полувулканизированной шины (60) при ее удалении из вулканизационной формы (1).
9. Способ по п. 7, при котором:
впускают вторую текучую среду при температуре окружающей среды во внутреннее пространство (Vi).
10. Способ по п. 8, при котором:
впускают вторую текучую среду при температуре окружающей среды во внутреннее пространство (Vi).
11. Способ по п. 7, при котором:
впускают вторую текучую среду во внутреннее пространство (Vi);
доводят вторую текучую среду до относительного давления между около 0,1 бар и около 3 бар.
12. Способ по п. 8, при котором:
впускают вторую текучую среду во внутреннее пространство (Vi);
доводят вторую текучую среду до относительного давления между около 0,1 бар и около 3 бар.
13. Способ по п. 11, при котором относительное давление поддерживают по существу постоянным с течением времени при заданном значении до завершения вулканизации.
14. Способ по п. 12, при котором относительное давление поддерживают по существу постоянным с течением времени при заданном значении до завершения вулканизации.
15. Способ по п. 1 или 2, при котором удаление полувулканизированной шины (60) из вулканизационной формы (1) выполняют, когда степень сшивания эластомерного материала, образующего указанный по меньшей мере один участок, имеет значение между около 85% и 95%.
16. Способ по п. 7, при котором среднюю температуру первой текучей среды во внешнем пространстве (Ve) поддерживают при заданном значении по существу постоянно с течением времени до завершения вулканизации.
17. Способ по п. 8, при котором среднюю температуру первой текучей среды во внешнем пространстве (Ve) поддерживают при заданном значении по существу постоянно с течением времени до завершения вулканизации.
18. Способ по п. 1 или 2, при котором подают к первой кольцеобразной крепежной конструкции (51а) количество тепла в единицу времени, большее количества тепла в единицу времени, которое подают к противоположной второй кольцеобразной крепежной конструкции (5lb) полувулканизированной шины (60).
19. Способ по п. 1, при котором удаление полувулканизированной шины из вулканизационной формы (1) и введение полувулканизированной шины (60) в камеру (37) выполняют в период времени между около 30 секунд и около 3 минут.
20. Способ по п. 1, при котором нагревают по меньшей мере один участок периферийной стенки (36а) камеры (37) так, чтобы довести ее до температуры выше температуры окружающей среды.
21. Способ по п. 20, при котором температура составляет выше 170°С.
22. Устройство (3, 3') для завершения вулканизации полувулканизированной шины (60), которая была удалена из вулканизационной формы (1), при этом устройство содержит:
камеру (37), выполненную с возможностью размещения полувулканизированной шины (60) и содержащую основание (32) и кожух (36), который выполнен с возможностью аксиального перемещения из первого рабочего положения, в котором он отстоит от основания (32), так, чтобы допускать введение полувулканизированной шины (60) во второе рабочее положение, в котором он удерживается с помощью герметичного уплотнения на основании (32), причем камера определяет пространство (Ve), в которое подается первая текучая среда в контакте с радиально внешней поверхностью (50а) полувулканизированной шины (60);
распределитель (75) для распределения первой текучей среды в камере (37);
нагревательный элемент (70), выполненный с возможностью доведения первой текучей среды до температуры так, что в период времени между около 2 минут и около 7 минут после удаления полувулканизированной шины (60) из вулканизационной формы (1) температура по меньшей мере одного участка полувулканизированной шины (60) достигает значения между около 75% и около 120% температуры указанного по меньшей мере одного участка полувулканизированной шины в момент ее удаления из вулканизационной формы;
при этом кожух (36) содержит периферийную стенку (36а) и дополнительный нагревательный элемент для нагревания периферийной стенки (36а).
23. Устройство (3, 3') по п. 22, в котором камера (37) содержит:
первый фланец (33), который выполнен за одно целое с основанием (32) и примыкает к первой кольцеобразной крепежной конструкции (51а) полувулканизированной шины (60);
второй аксиально подвижный фланец (34), который выполнен с возможностью примыкания ко второй кольцеобразной крепежной конструкции (51b), аксиально противоположной первой кольцеобразной крепежной конструкции полувулканизированной шины, во втором рабочем положении.
24. Устройство (3, 3') по п. 22 или 23, в котором нагревательный элемент (70) включает в себя по меньшей мере один вентилятор.
25. Устройство (3, 3') по п. 24, в котором нагревательный элемент (70) включает в себя распределитель (75), содержащий поверхность (70а), имеющую множество отверстий (71), чтобы заставлять первую текучую среду выходить из этого множества отверстий.
26. Устройство (3, 3') по п. 22, в котором распределитель (75) размещен в области основания (72).
27. Устройство (3, 3') по п. 25, в котором поверхность (70а), имеющая множество отверстий (71), выполнена в форме цилиндрической оболочки.
28. Устройство (3, 3') по п. 26, в котором поверхность (70а), имеющая множество отверстий (71), выполнена в форме цилиндрической оболочки.
29. Устройство (3, 3') по п. 25, в котором распределитель (75) размещен коаксиально с полувулканизированной шиной при размещении в камере (37) и размещен по существу симметрично вокруг первого и/или второго фланца (33, 34).
30. Устройство (3, 3') по п. 26, в котором распределитель (75) размещен коаксиально с полувулканизированной шиной при размещении в камере (37) и размещен по существу симметрично вокруг первого и/или второго фланца (33, 34).
31. Устройство (3, 3') по п. 24, в котором отверстия (71) образованы в участке поверхности (70а), по существу обращенном к первому и/или второму фланцу (33, 34).
32. Устройство (3, 3') по п. 22 или 23, в котором распределитель (75) имеет кольцеобразный канал (74), в который тангенциально поступает нагретая текучая среда.
33. Устройство (3') по п. 22 или 23, содержащее второй нагревательный элемент (80), который расположен в области первого фланца (33) для его нагревания.
34. Устройство (3, 3') по п. 23, содержащее насос и распределительную трубу (45) для впуска второй текучей среды под давлением между около 0,1 бара и около 3 бар между указанными двумя фланцами (33, 34) во втором рабочем положении.
35. Устройство (3, 3') по п. 34, содержащее контур управления давлением, включающий в себя по меньшей мере один датчик давления и выполненный с возможностью поддержания давления между указанными двумя фланцами (33, 34) во втором рабочем положении по существу постоянным при заданном значении до завершения вулканизации.
36. Устройство (3, 3') по п. 35, в котором кожух имеет полость (361), включающую трубный пучок, через который протекает текучая среда, нагреваемая третьим нагревательным элементом.
37. Устройство (3, 3') по п. 22 или 23, в котором первая текучая среда представляет собой воздух.
38. Устройство (3, 3') по п. 23, содержащее контур управления температурой, включающий в себя по меньшей мере один датчик температуры и выполненный с возможностью поддержания средней температуры по существу постоянной около заданного значения в пространстве, определенном кожухом (36), до завершения вулканизации.
39. Устройство (3, 3') по п. 23, содержащее первый привод (39) для аксиального перемещения второго фланца (34) и второй привод (38) для аксиального перемещения кожуха (36), причем первый привод и второй привод перемещают фланец и кожух, соответственно, независимо друг от друга.
40. Установка (100) для вулканизации, содержащая:
вулканизационную форму (1) для частичной вулканизации невулканизированной шины (50) для изготовления полувулканизированной шины (60);
по меньшей мере одно устройство (2) для удаления полувулканизированной шины (60) из вулканизационной формы (1) и ее перемещения в устройство для завершения вулканизации; и
устройство (3, 3') для завершения вулканизации полувулканизированной шины (60) по любому из пп. 22-39.
41. Установка (100) по п. 40, в которой устройство (2) выполнено с возможностью удаления полувулканизированной шины (60) из вулканизационной формы (1) и ее перемещения в устройство (3, 3') в период времени между около 30 секунд и около 3 минут.
42. Установка (100) по п. 40 или 41, содержащая два устройства (3, 3') для каждой вулканизационной формы (1).
| Стабилизированный преобразователь переменного напряжения в постоянное | 1973 |
|
SU468343A1 |
| Канал | 1980 |
|
SU888872A1 |
| US 3884739 A, 20.05.1975 | |||
| US 3489833 A, 13.01.1970 | |||
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |

