Настоящее изобретение относится к способу изготовления, формования и вулканизации шин для колес транспортных средств. Более конкретно, настоящее изобретение относится к способу изготовления, формования и вулканизации шин для колес транспортных средств, при осуществлении которого предусматривается подвод текучей среды под давлением, вступающей в непосредственный контакт с невулканизированной шиной, т.е. в отсутствие вулканизационной эластичной камеры.
В цикле производства шин для колес транспортных средств предусматривается, чтобы после завершения технологического процесса их изготовления, во время которого осуществляются производство и сборка различных составных элементов шин, следовал технологический процесс их формования и вулканизации, осуществляемый с целью придания невулканизированной шине желательной для нее геометрической формы и определенного рисунка протектора с последующей стабилизацией этой формы посредством вулканизации эластомерного материала, образующего собственно шину.
С этой целью невулканизированную шину помещают в формовочную полость, имеющуюся внутри вулканизационной пресс-формы, и конфигурация которой соответствует той конфигурации, которую нужно обеспечить для наружной поверхности шины.
В рамках данного описания изобретения под термином "невулканизированная шина" понимается изделие, которое получают после завершения стадии изготовления, во время которой осуществляется сборка различных составных элементов шины, а эластомерный материал пока еще не был подвергнут вулканизации. Под термином "наружная поверхность" понимается та поверхность шины, которая остается на виду после того, как упомянутая шина будет смонтирована на ободе колеса; а под термином "внутренняя поверхность" понимается та поверхность шины, которая находится в контакте с текучей средой, используемой для накачивания собственно шины.
В одном из наиболее широко распространенных способов формования предусматривается, чтобы в невулканизированную шину, помещенную в формовочную полость, вставлялась вулканизационная эластичная камера, изготовленная из резины и наполняемая паром и/или иной нагретой текучей средой, находящейся под высоким давлением. Таким образом, шина соответственно прижимается к внутренним стенкам формовочной полости и принудительно приобретает придаваемую ей геометрическую форму, упрочняемую в результате протекания при этом химического процесса сшивания, который происходит в эластомерном материале, образующем собственно шину. Такое сшивание происходит благодаря воздействию подводимого тепла, передаваемого от пара, находящегося в эластичной камере, а также через стенки пресс-формы.
Поскольку вулканизационная эластичная камера представляет собой деформируемый элемент по собственной своей природе, применение ее связано с возникновением нескольких недостатков, к примеру, таких как погрешности геометрической формы шины, являющиеся результатом возможных искажений, которым подвержена сама эластичная камера, образование заусениц, в особенности, на бортах шины, вследствие нежелательного наплыва части эластомерного материала из вулканизационной формы, происходящего в начальные мгновения процесса вулканизации. Помимо этого, тепловая инерция, характерная для материала, из которого изготовлена вулканизационная эластичная камера, представляет собой определенную помеху для передачи шине тепла от текучей среды, поступающей в саму эластичную камеру.
Кроме того, известны также и такие способы вулканизации, при осуществлении которых пар или же иная нагретая текучая среда, находящаяся под давлением, непосредственно подводится внутрь шины, помещенной в формовочную полость при отсутствии вулканизационной эластичной камеры. Способы формования, осуществляемые без применения вышеупомянутых вулканизационных эластичных камер, раскрываются, например, в описаниях изобретения к патентам США №4236883, 4400342, 5127811 и 5597429.
В соответствии с другими способами формования предусматривается, чтобы внутрь собственно шины вместо надувной вулканизационной эластичной камеры помещена была жесткая тороидальная опора, имеющая такую же конфигурацию, какую нужно придать внутренней поверхности получаемой шины. Например, такой способ раскрывается в описании изобретения к Европейскому патенту ЕР-242840, в котором предусматривается использование жесткой тороидальной опоры для придания окончательной формы и размеров шине, находящейся в пресс-форме. Согласно раскрываемому в вышеупомянутом патенте изобретению разные значения коэффициента теплового расширения для металлической тороидальной опоры и эластомерного материала, из которого изготавливается невулканизированная шина, используются для обеспечения соответствующего давления при формовании.
Однако способ, раскрываемый в описании изобретения к Европейскому патенту ЕР-242480, имеет ряд недостатков при практическом его осуществлении. Прежде всего, требуется при этом обеспечить очень точное, а потому и очень трудноосуществимое регулирование объемов материала, используемого при изготовлении шины. Кроме того, невозможно при этом добиться того, чтобы для шины обеспечено было соответствующее радиальное и/или окружное расширение, необходимое, например, для того чтобы получить желательный эффект предварительного нагружения в усилительных структурах, используемых при ее изготовлении. И, наконец, довольно затруднительно обеспечить при этом правильную и эффективную передачу тепла внутрь шины.
В материалах рассматриваемой заявки №98830473.9 на Европейский патент, поданной 31 июля 1998 г. от имени того же самого заявителя, раскрывается способ формования и вулканизации шины, предусматривающий применение жесткой тороидальной опоры, при осуществлении которого необходимое прижатие сырого эластомерного материала к стенкам пресс-формы обеспечивается за чет подвода текучей среды под давлением в диффузионное промежуточное пространство, оставляемое между внутренней поверхностью невулканизированной шины и наружной поверхностью тороидальной опоры. Таким образом, шине во время стадии прессования сообщается радиальное расширение под воздействием подводимой под давлением текучей среды, в результате чего происходит увеличение окружности шины на 1,5-2,5% при замере ее в плоскости наибольшего круга. Подвод текучей среды под давлением осуществляется в предпочтительном варианте при помощи подводящих каналов, выполненных в тороидальной опоре и оканчивающихся выходом на наружную поверхность последней. Во время подвода текучей среды под давлением шина зажимается с обеспечением герметичности соединения своими окружными внутренними кромками между стенками формовочной полости и наружной поверхностью тороидальной опоры, в результате чего обеспечивается герметично уплотненное замыкание объема диффузионного промежуточного пространства по окружным внутренним кромкам собственно шины.
С получением при этом соответствующих преимуществ: подвод тепла, необходимого для проведения вулканизации, осуществляется посредством подвода нагревающей текучей среды в диффузионное промежуточное пространство. Эта нагревающая текучая среда может представлять собой по меньшей мере частично ту же самую находящуюся под давлением текучую среду, которая использовалась при осуществлении стадии прессования.
В понимании заявителя способы, не предусматривающие применения вулканизационной эластичной камеры, подобные тем, которые рассмотрены здесь выше, и при осуществлении которых предусматривается непосредственный контакт между невулканизированной шиной и текучей средой под давлением, могут сопровождаться массой неудобств, связанных с проникновением собственно текучей среды в структуру шины, которая остается пока еще невулканизированной. Фактически такое проникновение текучей среды может, например, либо вызывать расслоение, возникающее между смежными слоями смеси, либо приводить к вызывающему неблагоприятные последствия вмешательству в протекание процессов, обеспечивающих слипание между эластомерным материалом и металлическими или текстильными усилительными структурами, либо даже способствовать возникновению явления коррозии в металлических усилительных структурах.
В соответствии с настоящим изобретением указанные неудобства практически устраняются благодаря введению еще одного этапа обработки, предусматриваемого для внутренней поверхности невулканизированной шины при осуществлении предлагаемого способа изготовления шин, при этом упомянутая стадия представляет собой проникновение текучей среды под давлением в структуру шины.
Таким образом, в соответствии со своей первой особенностью, настоящее изобретение поэтому относится к способу изготовления, формования и вулканизации шин колесных транспортных средств, предусматривающему осуществление следующих этапов:
- изготавливают невулканизированную шину, изготавливаемую из сырого эластомерного материала;
- размещают невулканизированную шину в формовочной полости, имеющейся внутри вулканизационной пресс-формы, причем по своей конфигурации стенки упомянутой формовочной полости соответствуют той конфигурации наружной поверхности шины, которая будет получена по завершении вулканизации;
- осуществляют подвод текучей среды под давлением в пространство, ограничиваемое внутренней поверхностью шины, чтобы обеспечить прижатие наружной поверхности невулканизированной шины к стенкам формовочной полости;
- подводят тепло к шине для обеспечения вулканизации сырого эластомерного материала.
В упомянутом способе перед этапом подвода текучей среды под давлением дополнительно осуществляют стадию обработки внутренней поверхности невулканизированной шины, при этом указанная обработка обеспечивается для предотвращения проникновения текучей среды под давлением внутрь собственно шины, причем указанная обработка включает соединение по меньше мере одного слоя предварительно вулканизируемого эластомерного материала с внутренней поверхностью невулканизированной шины, формование которой осуществляют посредством нанесения на наружную поверхность тороидальной опоры грунтовочного покрытия, содержащего полимерное основание и вулканизирующую систему в виде водной эмульсии.
Кроме того, полимерное основание выбирается из следующей группы: натуральный каучук, эпоксидный натуральный каучук, хлоропрен, сополимеры акрилонитрила и бутадиена, галоидированный бутилкаучук, сополимеры стиролаибутадиена, изобутилен/п-метилстирольные сополимеры, галоидированные изобутилен/п-метилстирольные сополимеры, полибутадиен или их смеси.
Полимерное основание может, кроме того, выбираться из группы: натуральный каучук, сополимеры акрилонитрила и бутадиена, сополимеры стирола и бутадиена, изобутилен/п-метилстирольные сополимеры, или их смеси.
А вулканизирующая система содержит по меньшей мере ускоритель вулканизации, который выбирается из группы, включающей: дитиокарбаматы, тиоурамы, тиазоловые соединения или их смеси. Кроме того, вулканизирующая система может дополнительно содержать N-циклогексил-N-этиламин, или дифенилгуанидин.
Согласно другому аспекту изобретения обеспечивается способ изготовления, формования и вулканизации шин колесных транспортных средств, предусматривающий осуществление следующих этапов:
- изготавливают невулканизированную шину, изготавливаемую из сырого эластомерного материала;
- размещают невулканизированную шину в формовочной полости, имеющейся внутри вулканизационной пресс-формы, причем по своей конфигурации стенки упомянутой формовочной полости соответствуют той конфигурации наружной поверхности шины, полученной по завершении вулканизации;
- осуществляют подвод текучей среды под давлением в пространство, ограничиваемое внутренней поверхностью шины, чтобы обеспечить прижатие наружной поверхности невулканизированной шины к стенкам формовочной полости;
- подводят тепло к шине для обеспечения вулканизации сырого эластомерного материала;
отличающийся тем, что в упомянутом способе перед этапом подвода текучей среды под давлением дополнительно осуществляют стадию обработки внутренней поверхности невулканизированной шины, при этом указанная обработка обеспечивается для предотвращения проникновения текучей среды под давлением внутрь собственно шины, причем указанная обработка включает соединение по меньше мере одного слоя предварительно вулканизируемого эластомерного материала с внутренней поверхностью невулканизированной шины, формование которой осуществляют посредством нанесения на наружную поверхность тороидальной опоры грунтовочного покрытия, этап вулканизации грунтовочного покрытия осуществляется, когда последний приведен в контакт с серосодержащей вулканизируемой смесью.
При этом указанное грунтовочное покрытие не содержит серу. Кроме того, указанное грунтовочное покрытие может представлять полимерную основу, вулканизированную серой, которая является растворенной в органическом растворителе.
Причем полимерное основание выбирается из группы: натуральный каучук, эпоксидный натуральный каучук, хлоропрен, сополимеры акрилонитрила и бутадиена, галоидированный бутилкаучук, сополимеры стирола и бутадиена, изобутилен/п-метилстирольные сополимеры, галоидированные изобутилен/п-метилстирольные сополимеры, полибутадиен или их смеси.
Полимерное основание согласно указанному аспекту изобретения может выбираться из группы: натуральный каучук, хлоробутиловый каучук, или их смеси.
При этом грунтовочное покрытие включает вулканизирующую систему, содержащую по меньшей мере ускоритель вулканизации, который выбирается из группы: дитиокарбаматы, тиоурамы, тиазоловые соединения или их смеси.
Кроме того, вулканизирующая система дополнительно содержит N-циклогексил-N-этиламин, или дифенилгуанидин.
А указанное грунтовочное покрытие представляет полимерную основу, вулканизированную серой в водной эмульсии.
Кроме того, полимерное основание выбирается из группы: натуральный каучук, эпоксидный натуральный каучук, хлоропрен, сополимеры акрилонитрила и бутадиена, галоидированный бутилкаучук, сополимеры стирола и бутадиена, изобутилен/п-метилстирольные сополимеры, галоидированные изобутилен/п-метилстирольные сополимеры, полибутадиен или их смеси.
Кроме того, указанное полимерное основание может выбираться из группы: натуральный каучук, сополимеры акрилонитрила и бутадиена, сополимеры стирола и бутадиена, изобутилен/п-метилстирольные сополимеры или их смеси.
Грунтовочное покрытие согласно указанному аспекту изобретения может включать вулканизирующую систему, содержащую по меньшей мере ускоритель вулканизации, который выбирается из группы: дитиокарбаматы, тиоурамы, тиазоловые соединения или их смеси.
При этом вулканизирующая система дополнительно содержит N-циклогексил-N-этиламин, или дифенилгуанидин.
Другие признаки и преимущества настоящего изобретения очевидны из следующего ниже подробного описания предпочтительного варианта его осуществления.
Упомянутое описание будет вестись здесь ниже на примере осуществления настоящего изобретения, не накладывающем на него никаких ограничений, со ссылками на прилагаемые чертежи, на которых:
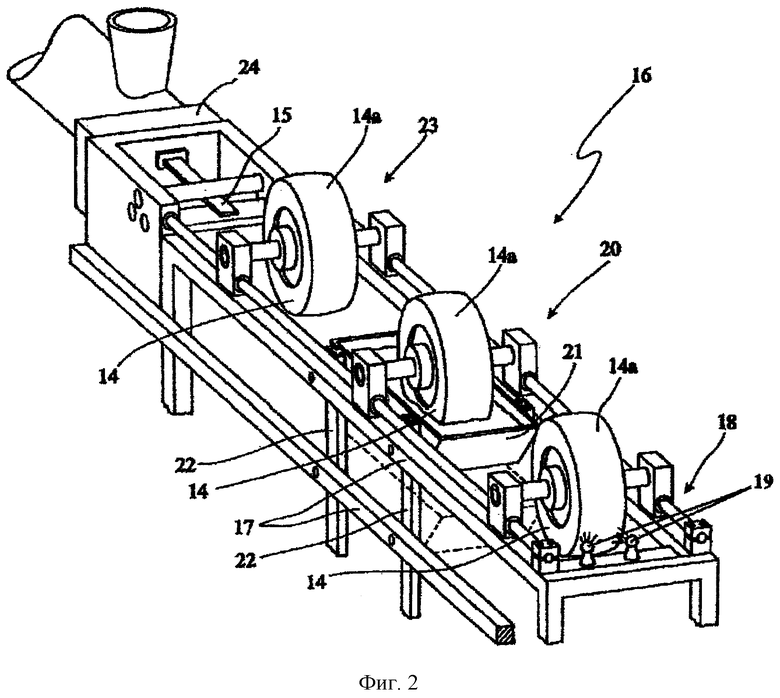
- фиг.1 показывает вид в поперечном разрезе на шину, помещенную внутрь вулканизационной пресс-формы,
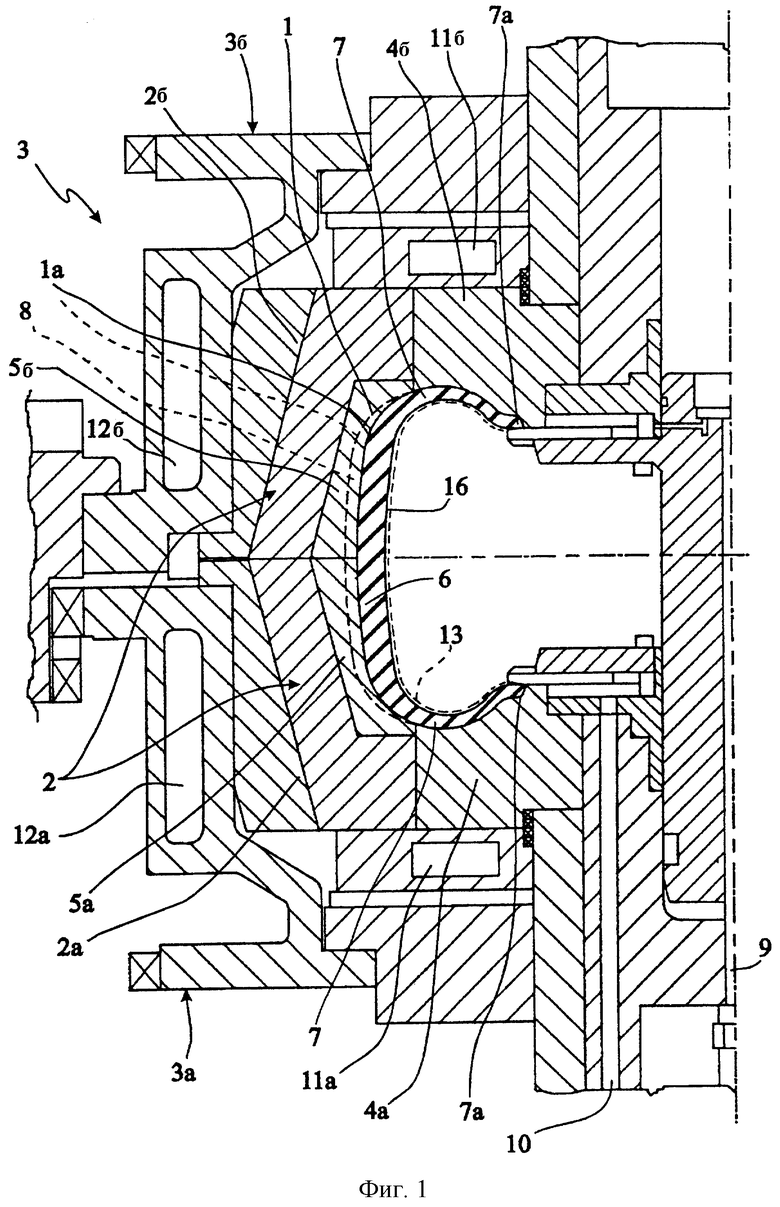
- фиг.2 показывает представленное в перспективе схематическое изображение устройства, предназначенного для использования при выполнении стадии обработки внутренней поверхности шины при осуществлении способа в соответствии с настоящим изобретением.
Как показано, в частности, на фиг.1, шина 1, выполненная из сырого эластомерного материала, которая предварительно изготовлена была любым способом, известным специалисту в данной области, помещена в вулканизационную пресс-форму 2, связанную с прессом для вулканизации шин, обозначенным, в общем, позицией 3.
В представленном на этом чертеже примере пресс-форма 2 имеет нижнюю половину 2а и верхнюю половину 2б, вставленные соответственно в опорную плиту 3а и закрывающую часть 3б пресса 3.
Каждая из этих двух - нижней 2а и верхней 2б - половин пресс-формы 2 снабжена соответственно нижней 4а и верхней 4б колодками, а также соответственно верхним 5а и нижним 5б секторами коронной зоны.
Нижняя 2а и верхняя 2б половины выполнены с обеспечением возможности перемещения их одна относительно другой между раскрытым своим положением, в котором они отделены одна от другой в осевом направлении, и закрытым положением, показанным на фиг.1, в котором они сомкнуты одна с другой, образуя при этом формовочную полость 6, внутренние стенки которой, определяемые колодками 4а, 4б и секторами 5а и 5б, воспроизводят геометрическую форму наружной поверхности 1а, которую нужно обеспечить для шины 1.
Более конкретно, колодки 4а, 4б предназначаются для формования наружных поверхностей боковин 7 шины 1, а секторы 5а, 5б предназначаются для формования так называемой протекторной ленты 8 собственно шины, в которой выполняются продольные и поперечные выемки, располагающиеся соответствующими рядами согласно желательному рисунку протектора.
При закрывании пресс-формы 2 каждая из окружных внутренних кромок 7а шины 1 зажимается с обеспечением герметичности соединения между окружными внутренними частями нижних и верхних колодок 4а и 4б, например, при помощи раздвигающихся крепежных элементов (не показанных на фиг.1), которые выполняются, например, в соответствии с описанием изобретения к патенту США №5127811. Таким образом, шина 1 будет находиться в зажатом между стенками формовочной полости 6 состоянии с обеспечением герметичности соединения, благодаря чему наружная поверхность 1а будет оставаться герметично изолированной относительно внутренней поверхности 1б собственно шины до тех пор, пока по окончании цикла формования и вулканизации сама пресс-форма не будет снова приведена в свое раскрытое состояние.
Когда закрывание пресс-формы 2 будет закончено, в пространство, ограниченное внутренней поверхностью 1б шины 1, подводится текучая среда под давлением, и под воздействием этой текучей среды наружная поверхность 1а шины прижимается к стенкам формовочной полости 6, в результате чего в протекторную ленту 8 целиком и полностью заглубляются выпуклые части, выполненные на секторах 5а, 5б, обеспечивая тем самым правильное формирование рисунка протектора на шине.
Одновременно с подводом текучей среды под давлением осуществляются также и подвод к шине 1 тепла для того, чтобы при этом произошло химическое сшивание эластомерного материала, из которого изготовлена упомянутая шина.
Подвод тепла к невулканизированной шине 1 осуществляется с обеспечением определенных преимуществ посредством подвода соответствующей нагревающей текучей среды, предпочтительно пара под давлением. В заключение отметим, что эта нагревающая текучая среда представляет собой или же по меньшей мере включает в свой состав ту же самую текучую среду под давлением, которая используется при осуществлении стадии прижатия наружной поверхности 1а невулканизированной шины 1 к стенкам формовочной полости 6.
Подвод пара или же какой-либо иной нагревающей текучей среды под давлением может осуществляться, например, по одному или нескольким подводящим каналам 9, 10, расположенным внутри пресса 3 для вулканизации шин и выходящим внутрь формовочной полости 6.
Дополнительно, пар под давлением может подводиться также и в полости 11а, 11б, 12а, 12б, выполненные вблизи от соответствующих колодок 4а, 4б и секторов 5а и 5б, чтобы обеспечивать передачу тепла от наружной поверхности шины 1 через стенки пресс-формы 2.
Способ в соответствии с настоящим изобретением предусматривает выполнение предварительного этапа обработки внутренней поверхности 1б шины 1 перед тем, как последняя будет вставлена в пресс-форму 2, или же, во всяком случае, перед подводом нагревающей текучей среды под давлением внутрь собственно шины.
Более конкретно, упомянутая обработка осуществляется на практике посредством ассоциирования по меньшей мере одного слоя предварительно вулканизированного эластомерного материала, с приблизительной точностью изображенного пунктирной линией 13 на фиг.1, с внутренней поверхностью 16 шины 1.
Как показано конкретно на фиг.2, этап обработки внутренней поверхности 1б предпочтительно осуществляется как предварительный этап технологического процесса изготовления шины 1 на тороидальной опоре 14, причем упомянутый технологический процесс реализован, например, согласно способу, раскрываемому в заявках №97830633.0 или №97830731.2 на Европейский патент, поданных от имени того же самого заявителя, в соответствии с материалами которых формирование и/или сборка различных составных элементов шин, к примеру таких как слои каркаса, бортовые усилительные структуры, опоясывающие слои, боковины и протекторная лента, производятся непосредственно на жесткой тороидальной опоре, конфигурация которой, по существу, соответствует той конфигурации, которую предстоит обеспечить для внутренней поверхности шины.
В соответствии с настоящим изобретением обработку внутренней поверхности 1б шины 1 можно будет, следовательно, осуществить посредством формирования на наружной поверхности 14а тороидальной опоры 14 или нанесения на нее по меньшей мере одного слоя эластомерного материала, который во время осуществления последующих этапов изготовления шины подвергается предварительной вулканизации до тех пор, пока не будет получена такая степень предварительной его вулканизации, что после того, как шина 1 будет вставлена в вулканизационную пресс-форму 2, эффективно предотвращается проникновение нагревающей текучей среды под давлением внутрь структуры шины.
Для того чтобы обеспечить достаточную степень предварительной вулканизации такого грунтовочного покрытия перед тем, как шина 1 будет вставлена в пресс-форму, целесообразно было бы приготовить смесь для получения эластомерного материала, из которого выполняется предварительно вулканизируемый слой, по такому рецепту, чтобы химическое сшивание материала происходило при сравнительно низких температурах, не превышающих приблизительно 150°С, а предпочтительно находящихся в пределах между 80°С и 120°С, в течение периода времени продолжительностью не более 45 минут, а предпочтительно продолжительностью в пределах между 20 и 35 минутами.
Для того чтобы добиться получения упомянутого результата, грунтовочное покрытие выполняется предпочтительно из материала, содержащего полимерное основание и вулканизующую систему, о чем более подробно рассказывается здесь ниже.
В качестве полимерного основания может быть использован полимер, который выбирается из следующих его разновидностей: натуральный каучук (НК), эпоксидный натуральный каучук (ЭНК), хлоропрен, сополимеры акрилонитрила и бутадиена (САБ), галоидированный бутилкаучук (XIIR) (в частности, хлоробутиловый или бромбутиловый каучук), сополимер стирола и бутадиена (ССБ), изобутилен/п-метилстирольные сополимеры, галоидированные изобутилен/п-метилстирольные сополимеры, полибутадиен или же смеси указанных полимеров. В случае применения грунтовочного покрытия, наносимого в виде раствора в органическом растворителе, предпочтительно было бы, чтобы полимерное основание состояло из смеси хлоробутилового каучука и натурального каучука при соотношении по весу XIIR/HK, находящемся, как правило, в пределах между 40:60 и 90:10. В случае применения грунтовочного покрытия, наносимого в виде водной эмульсии, предпочтительно было бы выбрать полимерное основание из следующих разновидностей полимера: сополимеры стирола и бутадиена, хлоропрен, природный каучук, сополимеры акрилонитрила и бутадиена или же смеси указанных полимеров, например смесь сополимера стирола и бутадиена с натуральным каучуком при соотношении по весу ССБ/НК, находящемся, как правило, в пределах между 80:20 и 20:80.
Перед нанесением на тороидальную опору 14 смесь для грунтовочного покрытия можно растворить в органическом растворителе с получением раствора, имеющего концентрацию в пределах между 10 и 25% по весу. Органический растворитель выбирается таким образом, чтобы получаемые растворы для нанесения грунтовочного покрытия имели низкое значение вязкости, соответствующее времени истечения из чашки вискозиметра Форда №4 в пределах между 10 и 60 секундами (при проведении замеров в соответствии со стандартом D1200-94 Американского общества по испытанию материалов), что позволит облегчить нанесение покрытия и сделать его более однородным. Помимо этого, предпочтительно было бы, чтобы растворитель обладал также высокой летучестью, что обеспечило бы легкое и быстрое его удаление после нанесения грунтовочного покрытия. Соответствующие растворители можно выбрать, например, из группы, в состав которой входят этилацетат, октан, циклогексан, трихлорэтилен, толуол, ксилолы и аналогичные растворители или же их смеси.
Предпочтительно, чтобы грунтовочное покрытие наносилось в виде водной эмульсии, которая получена будет, например, при смешивании полимерного основания в виде латекса с вулканизующей системой в присутствии поверхностно-активных веществ для того, чтобы стабилизировать эмульсию, а также с добавлением в необязательном порядке соответствующих агентов, предотвращающих отстаивание эмульсии. В качестве поверхностно-активных веществ могут быть использованы различные продукты, которые известны в данной области техники, как применяемые для стабилизации латексов, к примеру, такие как соли кислот жирного ряда, соли алкил-сульфокислоты и иные аналогичные продукты. Количество полимерного основания, которое присутствует в такой эмульсии, находится, как правило, в пределах между 20 и 60% по весу, а предпочтительно - в пределах между 30 и 50% по весу.
Как для растворов, так и для эмульсий вулканизующая система представляет собой по меньшей мере один ускоритель вулканизации, выбираемый из группы, в состав которой входят дитиокарбаматы, тиоурамы, тиазоловые соединения или же смеси этих веществ.
В качестве ускорителя вулканизации следует, в частности, предпочесть смесь, которая содержит 1-20 ч./100, а предпочтительно - 2-15 ч./100 дитиокарбамата или же тиоурама; 0,5-10 ч./100, а предпочтительно - 1-5 ч./100 тиазолового соединения (ч./100 - частей по весу из расчета на 100 частей по весу каучука).
Для того, чтобы дополнительно повысить скорость вулканизации и/или понизить температуру, необходимую для получения достаточной степени предварительной вулканизации, к вышеуказанным ускорителям вулканизации можно с обеспечением соответствующих преимуществ добавлять азотосодержащие соускорители, выбираемые, например, из группы, в состав которой входят N-циклогексил-N-этиламин, дифенилгуанидин или же иные аналогичные вещества в количествах, находящихся, как правило, в пределах между 2 и 15 ч./100, а предпочтительно - в пределах между 5 и 10 ч./100.
Среди дитиокарбаматов следует, в частности, предпочесть N,N-диалкил-дитиокарбаматы, а также N-алкил-N-арил-дитиокарбаматы цинка, висмута, кадмия, свинца, меди, селена, теллура или железа, к примеру, такие как N-фенил-N-этил-дитиокарбамат цинка, N,N-диэтил-дитиокарбамат и иные аналогичные соединения, либо различные смеси указанных выше соединений.
Среди тиазоловых соединений следует, в частности, предпочесть 2-меркаптобензтиазол (МВТ), 2-меркаптобензтиазолдисульфид (МБТС), N-циклогексил-2-бензотиазил-сульфенамид (ЦБС), 2-дициклогексил-бензотиазил-сульфенамид (ДЦБС), N-тербутил-2-бензотиазил-сульфенамид (ТББС), N-морфолин-2-бензотиазил-сульфенамид (МБС), N-тербутил-дитиобензтиазол (TBSI) и иные аналогичные соединения, либо различные смеси указанных соединений.
Кроме того, к смесям, предназначенным для нанесения грунтовочных покрытий, можно также добавлять наполнители, обычно используемые в составе смесей, вулканизируемых серой, к примеру такие как окись цинка, газовая сажа, каолин, карбонат кальция, двуокись кремния, силикаты и иные аналогичные вещества, а также вулканизующие присадки (например, стеариновую кислоту), антиокислители, стабилизаторы и иные аналогичные добавки.
Для того чтобы избежать самопроизвольного химического сшивания эластомерного материала, который используется для формирования предварительно вулканизируемого слоя 13, до нанесения его на тороидальную опору 14, предпочтительно было бы не добавлять в состав грунтовочного покрытия серу, которая является одним из основных компонентов, применяемых при осуществлении процесса вулканизации. В этом случае предварительная вулканизация слоя грунтовочного покрытия происходит только тогда, когда последний приводится в контакт с серосодержащей вулканизируемой смесью, к примеру, такой как используемая для получения воздухоудерживающей оболочки. Фактически, то количество серы, которое присутствует на границе раздела между грунтовочным покрытием и воздухоудерживающей оболочкой, считается достаточным для получения приемлемой степени предварительного химического сшивания материала грунтовочного покрытия, которая была бы вполне достаточной для обеспечения водонепроницаемости внутренней поверхности 1б шины 1.
Типичный состав для нанесения не содержащего серы грунтовочного покрытия, который предполагается применять в виде раствора его в органическом растворителе, имеет следующую рецептуру:
Компонент ч./100
Хлоробутиловый каучук 50
Натуральный каучук 50
Газовая сажа 50
Окись цинка 3
N-фенил-N-этил-дитиокарбамат цинка 8
N-циклогексил-N-этиламин 5
Ароматическое масло 10
Стеариновая кислота 2
6-PPD 2
В случае нанесения грунтовочного покрытия в виде водной эмульсии, содержащей полную вулканизующую систему, типичный состав имеет следующую рецептуру:
Компонент ч./100
ССБ/НК (отношение по весу 70:30 сухого вещества) 100
Газовая сажа 5
Каолин 10
Окись цинка 0,05
2-меркаптобензтиазол 0,1
N,N-диэтил-дитиокарбамат цинка 0,1
Казеинат калия 0,5
Олеиновокислый калий 0, 5
Сера 0,5
6-PPD 2
Как указано было выше, после нанесения грунтовочного покрытия и испарения растворителя предпочтительно было бы на полученный при этом слой материала, который закрывает наружную поверхность 14а тороидального барабана 14, нанести слой воздухоудерживающей оболочки, выполняемой обычно в виде тонкого листа 15.
Состав материала для такой воздухоудерживающей оболочки может быть выбран из числа известных в данной области техники; как применяемые для выполнения этого типа элементов для шин. Например, в качестве полимерного основания можно использовать бутилкаучук, в частности изобутеновый/изопреновый или изобутеновый/р-метилстирольный сополимер либо в галоидированной форме, либо в негалоидированной форме. Предпочтительно, чтобы бутилкаучук использовался в галоидированной форме и применялся, но не в обязательном порядке в смеси с натуральным каучуком (НК), который в необязательном порядке может представлять собой также эпоксидный натуральный каучук (ЭНК), или же в смеси с негалоидированным бутилкаучуком. В качестве вулканизующей системы для материала воздухоудерживающей оболочки можно было бы в данном случае использовать, например, серу в смеси с тиазоловым ускорителем вулканизации, выбранным из указанных выше ускорителей.
Как было показано ранее, чтобы улучшить совулканизацию предварительно вулканизируемого слоя и внутренней поверхности шины, может предусматриваться применение промежуточного слоя, выполняемого из вулканизирующегося состава, имеющего точно такую же рецептуру, как и состав для воздухоудерживающей оболочки, который наносится поверх слоя грунтовочного покрытия перед наложением собственно воздухоудерживающей оболочки.
Типичный состав для нанесения промежуточного слоя имеет следующую рецептуру:
Компонент ч./100
Бромобутиловый каучук 100
Газовая сажа 60
Окись цинка 2
Стеариновая кислота 1
Сера 1
МБТС 2
Ароматическое масло 10
6-РРВ 0,5
Нанесение промежуточного слоя может осуществляться, например, посредством вращения тороидального барабана 14, предварительно обработанного с получением на нем при этом грунтовочного покрытия, причем упомянутый тороидальный барабан 14 погружается нижней своей частью при вращении в соответствующий раствор, предназначенный для нанесения собственно промежуточного слоя, с последующим испарением растворителя.
Например, на фиг.2 схематически показано устройство 16, пригодное для формирования предварительно вулканизируемого слоя 13 в соответствии со способом, предлагаемым согласно настоящему изобретению.
Упомянутое устройство 16, которое легко может быть включено в состав производственной линии для изготовления шин, содержит направляющую конструкцию 17, вдоль которой при помощи любых средств, известных специалисту в данной области техники, осуществляется перемещение одной или более тороидальных опор 14, на каждой из которых предполагается сформировать соответствующую шину 1, причем это перемещение осуществляется ступенчато в переднем направлении.
При перемещении вдоль направляющей конструкции 17 каждая тороидальная опора 14 приходит сначала в первую рабочую позицию 18, где осуществляется подача материала грунтовочного покрытия, который содержится в соответствующем растворе, к одному или нескольким нагнетательным соплам 19 или же к каким-то иным эквивалентным средствам, чтобы обеспечить нанесение его равномерным слоем посредством напыления на наружную поверхность 14а собственно тороидальной опоры, которая при этом приводится во вращение любым из способов, известных специалисту в данной области техники.
Как показано на фиг.2, материал грунтовочного покрытия, который содержится в соответствующем растворе, подается к нагнетательным соплам или же к каким-то иным эквивалентным средствам, которые обеспечивают равномерное нанесение этого раствора на наружную поверхность 14а тороидальной опоры 14 посредством напыления с последующим испарением вышеупомянутого растворителя, чему может с получением определенных преимуществ способствовать передача тепла через тороидальную опору 14.
С этой целью может предусматриваться стадия предварительного нагревания тороидальной опоры 14, например, посредством инфракрасного излучения. В альтернативном варианте предварительное нагревание тороидальной опоры 14 может обеспечиваться за счет использования этой же опоры при проведении предыдущего цикла формования и вулканизации другой шины, пока эта опора еще не совсем остыла после того, как находилась в формовочной полости 6. Кроме того, при использовании такого технологического приема вся установка в целом, включая пресс 3 для вулканизации шин и тороидальную опору 14, может эксплуатироваться более эффективно с точки зрения утилизации тепла.
Далее по ходу технологического процесса после первой рабочей позиции тороидальный барабан 14 приходит в возможную промежуточную рабочую позицию 20 для нанесения вышеупомянутого промежуточного слоя. На этой промежуточной рабочей позиции 20 имеется бак 21, который установлен с обеспечением возможности перемещения его по вертикальным направляющим 22, и в котором содержатся находящиеся в растворе компоненты материала воздухоудерживающей оболочки, причем этот бак при поступлении туда тороидальной опоры 14 перемещается вверх до тех пор, пока последняя не погрузится по меньшей мере частично в этот раствор.
Благодаря приведению при этом барабана 14 во вращение обеспечивается нанесение содержащихся в растворе компонентов материала воздухоудерживающей оболочки равномерным слоем на наружную поверхность 14а собственно тороидальной опоры.
И в этом случае тоже обеспечивается быстрое испарение растворителей одновременно с перемещением тороидальной опоры 14 во вторую рабочую позицию 23, где осуществляется наложение воздухоудерживающей оболочки, выполненной в виде тонкого листа 15.
Тонкий лист 15 (воздухоудерживающей оболочки) может, например, выходить из шприц-машины 24, размещенной у второй рабочей позиции 23, и использоваться для наложения на наружную поверхность 14а тороидальной опоры 14 сразу же после своего появления из шприц-машины.
После того, как наложение тонкого листа 15 воздухоудерживающей оболочки будет закончено, тороидальную опору 14 снимают со второй рабочей позиции 23 и направляют ее дальше на соответствующие рабочие позиции (не показанные на данной схеме как не имеющие отношения к целям настоящего изобретения), где поочередно осуществляются все последующие рабочие операции, которые предусмотрены в данном технологическом процессе изготовления шин.
Во время изготовления шины слой 13 грунтовочного покрытия подвергается предварительной вулканизации, которая осуществляется за счет подвода тепла, поступающего непосредственно через тороидальную опору.
И в этом случае тоже нагревание тороидальной опоры с целью передачи тепла слою 13 грунтовочного покрытия может осуществляться за счет инфракрасного излучения или же какими-то иными эквивалентными средствами, к примеру, такими как электрические сопротивления, расположенные непосредственно в самой тороидальной опоре.
Как указывалось выше, если предусматривается установка тороидальной опоры 14 в формовочной полости 6 вместе с обрабатываемой там шиной, то тогда нагревание тороидальной опоры может также обеспечиваться по меньшей мере частично в результате такого ее использования во время цикла формования и вулканизации, который проведен был перед этим применительно к другой шине.
В целях, поставленных настоящим изобретением, степень предварительной вулканизации, обеспечиваемой для слоя 13 грунтовочного покрытия, следует, по мнению заявителя, считать достаточной в том случае, если этот слой способен будет по завершении технологического процесса изготовления шины 1 и уж по крайней мере к моменту установки шины в вулканизационной пресс-форме 2 приобрести такую непроницаемость при воздействии пара или же какой-то иной нагревающей среды, используемой для подвода тепла, которая сохранялась бы до тех пор, пока давление не достигнет по меньшей мере 3 бар, а предпочтительно - по меньшей мере 5 бар.
Заявителем было фактически установлено, что наиболее критическим моментом в отношении распространения нагревающей текучей среды внутрь эластомерного материала, образующего собой шину 1, являются начальные мгновения после впуска текучей среды во внутреннюю полость шины, когда давление, оказываемое нагревающей текучей средой, находится еще на сравнительно низком уровне (как правило, ниже 5 бар), а степень сшивания эластомерного материала пока остается весьма незначительной.
С увеличением давления нагревающей текучей среды эластомерный материал подвергается своего рода сжатию под непосредственным воздействием этого давления, в результате чего происходит увеличение сопротивления, оказываемого материалом в отношении термической диффузии.
Таким образом, благодаря наличию предварительно вулканизируемого слоя 13 предотвращается проникновение пара или же любой другой нагревающей текучей среды внутрь всей структуры шины 1 в целом именно во время наиболее критических моментов, наблюдающихся в процессе вулканизации.
Следовательно, устраняются всяческие проблемы, связанные с окислением металлических структур, применяемых в конструкции шины, которые возникают из-за просачивания пара через толщу собственно шины и/или из-за образования газовых пузырьков в тех случаях, когда наряду с паром или же вместо него используются инертные газы.
Тороидальную опору 14, которая применяется в описываемом выше примере, можно вынуть из шины 1 перед установкой ее в пресс-форме 2. В альтернативном варианте тороидальная опора 14 может быть оставлена внутри шины 1, например, для проведения процесса вулканизации таким образом, как предложено в материалах одновременно рассматриваемой вышеупомянутой заявки №98830473.9 на Европейский патент, в соответствии с которой предлагается подводить нагревающую текучую среду в промежуточное пространство, оставляемое между наружной поверхностью собственно тороидальной опоры и внутренней поверхностью шины.
Отсутствие какого-либо жесткого или же в значительной степени жесткого элемента, который находился бы в контакте с внутренней поверхностью шины во время процесса вулканизации, создает преимущество, которое состоит в получении, в конечном итоге, готовой шины с идеально гладкой и однородной внутренней поверхностью без каких-либо следов и/или неровностей, оставляемых в типичных случаях вулканизационными эластичными камерами или же тороидальными барабанами, используемыми при реализации способов, известных из предшествующего уровня техники в данной области. К тому же, внутренняя поверхность шины при этом покрывается предварительно вулканизируемым слоем 13, который, когда вулканизация будет завершена, способствует обеспечению воздухонепроницаемости шины.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СВЯЗЫВАЮЩИЙ СЛОЙ | 2012 |
|
RU2610511C2 |
| ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ СМЕСИ И СПОСОБЫ ИХ ПРИГОТОВЛЕНИЯ | 2006 |
|
RU2424257C2 |
| МИКРОСЛОИСТЫЕ КОМПОЗИТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2374076C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ С ПРОТЕКТОРНЫМ БРАСЛЕТОМ В ВИДЕ КОНСТРУКЦИИ ИЗ БЕГОВОГО СЛОЯ И ОСНОВАНИЯ | 2003 |
|
RU2304050C2 |
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННЫЕ ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ ЛАМИНАТЫ | 2011 |
|
RU2569089C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И ТОРОИДАЛЬНАЯ ОПОРА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2374070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ И СПОСОБ УПРАВЛЕНИЯ НАНЕСЕНИЕМ НЕВУЛКАНИЗИРОВАННОГО ЭЛАСТОМЕРНОГО МАТЕРИАЛА ПРИ ИЗГОТОВЛЕНИИ ШИНЫ | 2003 |
|
RU2330757C2 |
| ВЕЩЕСТВА ДЛЯ УЛУЧШЕНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ДЛЯ ЭЛАСТОМЕРНЫХ СМЕСЕЙ | 2005 |
|
RU2421484C2 |
| ПЕРЕРАБАТЫВАЕМЫЕ НАПОЛНЕННЫЕ ВУЛКАНИЗУЕМЫЕ ГАЛОИДИРОВАННЫЕ ИЗООЛЕФИНОВЫЕ ЭЛАСТОМЕРЫ | 2008 |
|
RU2502756C2 |
| ВЕЩЕСТВА ДЛЯ УЛУЧШЕНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ ДЛЯ ЭЛАСТОМЕРНЫХ СМЕСЕЙ | 2005 |
|
RU2419634C2 |
Предложены два варианта способа, которые относятся к химической промышленности и применяются для изготовления, формования и вулканизации шин для колес транспортных средств. Согласно первому варианту реализации способа, перед этапом подвода текучей среды под давлением дополнительно осуществляют стадию обработки внутренней поверхности невулканизированной шины, обеспечивающую предотвращение проникновения текучей среды под давлением внутрь собственно шины. Указанная обработка включает соединение по меньшей мере одного слоя предварительно вулканизируемого эластомерного материала с внутренней поверхностью невулканизированной шины, формование которой осуществляют посредством нанесения на наружную поверхность тороидальной опоры грунтовочного покрытия, содержащего полимерное основание и вулканизирующую систему в виде водной эмульсии. Согласно второму варианту реализации способа, дополнительная обработка также включает соединение слоя предварительно вулканизируемого эластомерного материала с внутренней поверхностью невулканизированной шины, формование которой осуществляют посредством нанесения на наружную поверхность тороидальной опоры грунтовочного покрытия, при этом осуществляют этап вулканизации грунтовочного покрытия, когда последний приведен в контакт с серосодержащей вулканизируемой смесью. Данный способ обеспечивает предотвращение проникновения текучей среды под давлением внутрь собственно шины. 2 н. и 15 з.п. ф-лы, 2 ил.
| Устройство для измельчения материала | 1975 |
|
SU578104A1 |
| US 3933566 A, 20.06.1976 | |||
| СПОСОБ ФОРМОВАНИЯ ПОКРЫШЕК | 1996 |
|
RU2113994C1 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |

