Изобретение относится к области разработки эпоксидных связующих для создания конструкционных полимерных композиционных материалов (ПКМ) на основе волокнистых наполнителей, которые могут быть использованы в строительной индустрии, авиационной, космической, автомобиле-, судостроительной промышленности и других областях техники.
Известно эпоксидное связующее для получения конструкционных ПКМ, включающее эпокситрифенольную смолу, низкомолекулярную эпоксидиановую смолу, высокомолекулярную эпоксидиановую смолу, дициандиамид, бис-(N,N′-диметилкарбамид) дифенилметана, растворитель (смесь этилового и изопропилового спирта и ацетона) и двуокись кремния (патент РФ 2263690 С1, МПК C08L 63/00, МПК С09163/00, МПК C08J 5/24, МПК В32В 27/38; опубл. 10.11.2005). Препрег получают путем пропитки стеклоровинга РВМП-Н 10-400-14 указанным связующем по растворной технологии. Препрег содержит 30,0 мас.% эпоксидного связующего и 70,0 мас.% стеклонаполнителя. Изделие получают из препрега методом выкладки с последующим формованием в автоклаве. К числу основных недостатков указанного эпоксидного связующего следует отнести наличие органического растворителя в его составе, что негативно сказывается на процессе формирования материалов из него, поскольку удаление летучих продуктов приводит к образованию пористой структуры изделия, характеризующейся невысокими показателями прочности.
Известно безрастворное эпоксидное связующее для получения конструкционных ПКМ, включающее эпоксиноволачную смолу, азотсодержащую эпоксидную смолу, отвердитель - 4,4′-диаминодифенилсульфон, диглициловый эфир диэтиленгликоля и продукт конденсации гликолей с диметилтерефталатом (патент РФ 2424259 С1, МПК C08L 63/02, МПК C08L 63/04, МПК C08J 5/24, МПК C08K 5/053; опубл. 20.07.2011). Препрег получают путем нанесения указанной композиции на углеродный жгут УКН-М-3к. Препрег содержит 41,5 мас.% эпоксидного связующего и 58,5 мас.% углеродного наполнителя. Изделие получают путем автоклавного формования препрега в температурном диапазоне от 120 до 180°С в течение 8 ч и удельном давлении 0,7 МПа Основным недостатком данного связующего является невозможность получать на его основе препреги с хорошей драпируемостью, ввиду отсутствия в его составе высокомолекулярных термопластичных компонентов, что усложняет процесс изготовления деталей ПКМ с криволинейной поверхностью.
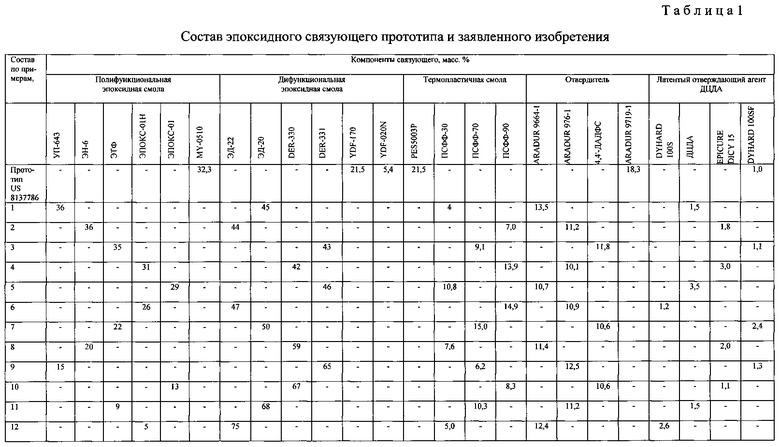
Наиболее близким аналогом, принятым за прототип, является эпоксидное связующее, включающее полифункциональную эпоксидную смолу на основе тетраглицидил-пара-аминфенола - 32,3 масс.%, дифункциональные эпоксидные смолы (на основе бисфенола F- 21,5 масс.% и на основе бисфенола А - 5,4 масс.%), термопластичную смолу полиэфирсульфон - 21,5 масс.%, аминный отвердитель 3,3′-диаминодифенилсульфон - 18,3 масс.% и
латентный отверждающий агент дициандиамид (ДЦДА)- 1,0 масс.%;
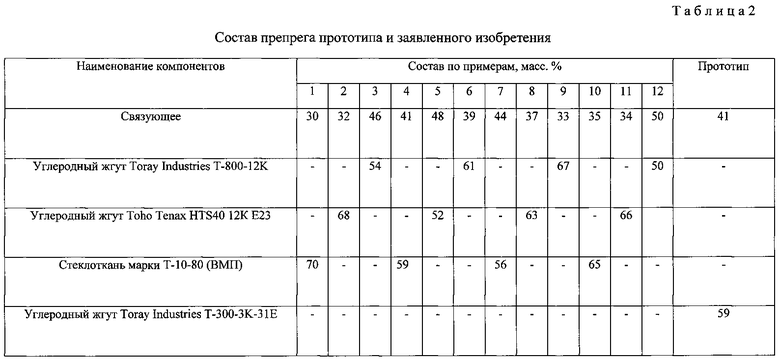
препрег, включающий указанное эпоксидное связующее и углеродный жгут марки Т-300-3K-31Е (производитель Toray Industries), при соотношении компонентов: связующее - 41 масс.%, однонаправленный углеродный волокнистый наполнитель - 59 масс.%;
а также изделие из указанного препрега, полученное методом автоклавного формования препрега по двухступенчатому режиму: повышение температуры со скоростью 2,8°С/мин до 180°С, выдержка при температуре 180°С - 2,0 ч (патент US 8137786 (В2), МПК В32В 3/12; опубл. 20.03.2012 г.).
Недостатком прототипа являются низкий уровень технологических характеристик эпоксидного связующего (повышенная вязкость, невысокая жизнеспособность связующего в препреге и низкая степень сохранения его реологических характеристик при хранении при температуре 25°С), а также низкая степень сохранения прочностных характеристик ПКМ (прочность при сжатии и межслойном сдвиге) после воздействия эксплуатационных факторов (тепловлажностное старение).
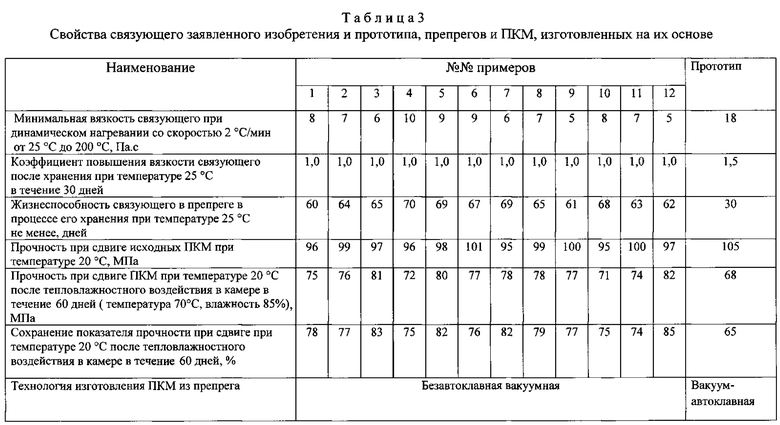
Технической задачей и техническим результатом заявленного изобретения является создание высокотехнологичного эпоксидного связующего, обладающего оптимальной вязкостью (вязкость связующего при динамическом нагревании со скоростью 2°С/мин от 25°С до 200°С - 5÷10 Па·с), с высоким уровнем сохранения реологических характеристик и длительной жизнеспособностью в препреге при температуре хранения 25°С, позволяющего получать из него изделия с высоким уровнем сохранения прочностных характеристик (прочность при сжатии и межслойном сдвиге) после тепловлажностного старения.
Для решения поставленной задачи и достижения технического результата предлагается эпоксидное связующее, включающее эпоксидную полифункциональную смолу и эпоксидную дифункциональную смолу, термопластичную смолу, ароматический отвердитель и латентный отверждающий агент дициандиамид (ДЦДА), причем в качестве термопластичной смолы используют полиарилсульфон, а в качестве ароматического отвердителя - 4,4′-диаминодифенилсульфон при следующем соотношении компонентов, масс.%:
В качестве полифункциональной эпоксидной смолы в изобретении может использоваться одна из смол, выбранная из ряда: полифункциональные модифицированные эпоксиимидные смолы марок ЭПОКС-01Н и ЭПОКС-01, полифункциональные эпоксидные смолы на основе фенолов марок УП-643, ЭН-6, ЭТФ и др.
В качестве дифункциональной эпоксидной смолы на основе бисфенола А может быть использована одна эпоксидная смола, выбранная из ряда: ЭД-22, ЭД-20 (ГОСТ 10587-93) или D.E.R. 330 или D.E.R. 331 (производитель Dow Chemical Company) и др.
В качестве полиарилсульфона, может использоваться одна из марок полиарилсульфона, например марка ПСФФ-30, ПСФФ-70, ПСФФ-90 или др.
В качестве отвердителя могут быть использован 4,4′-диаминодифенилсульфон (ДАДФС), ARADUR 9664-1 или ARADUR 976-1 (производитель Huntsman) и др.
В качестве латентного отверждающего агента дициандиамида могут использоваться: дициандиамид (ДЦДА) ГОСТ 6988-73), DYHARD 100S, DYHARD 100SF (производитель AlzChem), EPICURE DICY 15 (производитель Japan Ероху Resins) и др.
Предложен также препрег, включающий указанное эпоксидное связующее и волокнистый наполнитель при следующем соотношении компонентов, масс.%:
В качестве волокнистого наполнителя используются углеродный жгут марки HTS40 12К Е23 (Toho Тепах), углеродный жгут марки Т-800-12К (Toray Industries), стеклоткань марки Т-10-80 (ВМП).
В качестве волокнистого наполнителя препрег может содержать как волокнистый угленаполнитель, так и волокнистый стеклонаполнитель.
Изделие выполняют путем вакуумного формования указанного препрега.
Установлено, что наличие в связующем-прототипе большого количества компонентов, которые представляют собой в исходном состоянии порошкообразные вещества (полиэфирсульфон - 21,5 масс.%, 3,3′-диаминодифенилсульфон - 18,3 масс.%), при совмещении с другими составляющими сильно повышают вязкость связующего, существенно ухудшая его технологические свойства. В отличие от прототипа, предлагаемое связующее содержит меньшее количество порошкообразных компонентов, использование которых способствует повышению вязкости (полиарилсульфон до 15,0 масс.%, 4,4′-диаминодифенилсульфон до 13,5 масс.%), благодаря чему композиция имеет улучшенные технологические характеристики (реологические свойства) и пригодна для переработки по низкозатратной безавтоклавной технологии.
Присутствие в связующем-прототипе большого количества активного отвердителя 3,3′-диаминодифенилсульфона (18,3 масс.%, соотношение эпоксидных и аминных функциональных групп - 1,0:0,9) и эпоксидной смолы на основе тетраглицидил-пара-аминфенола, содержащей в своей молекулярной структуре третичный амин, обладающего каталитической активностью, способствует ускоренной активизации процесса отверждения уже при комнатной температуре, что приводит к быстрому нарастанию вязкости композиции и снижению ее жизнеспособности в препреге в процессе хранения при температуре 25°С.
В составе предлагаемого связующего отсутствуют компоненты, обладающие каталитической способностью, а в качестве отверждающего компонента используется менее активный ароматический диамин - 4,4′-диаминодифенилсульфон в меньшем, оптимально сбалансированном количестве (не более 13,5%, соотношение эпоксидных и аминных функциональных групп - 1:0,5).
Формирование трехмерной сшитой полимерной структуры при отверждении связующего-прототипа осуществляется в ходе химического взаимодействия эпоксидных олигомеров с комплексной отверждающей системой состава: 18,3 масс.% ароматического диамина- 3,3′-диаминодифенилсульфона и 1,0 масс.% дициандиамида. Такое соотношение выбранных компонентов отверждающей системы приводит к тому, что доминирующее количество связей при формировании полимерной матрицы образуются за счет взаимодействия 3,3′-диаминодифенилсульфона с эпоксидными олигомерами. Использование близкого к стехиометрическому соотношению (соотношение эпоксидных и аминных функциональных групп - 1,0:0,9) количество отвердителя 3,3-диаминодифенилсульфона способствует дополнительному образованию в формируемой молекулярной структуре большого количества ковалентных и координационных связей за счет взаимодействия функциональных сульфанатных (-O=S=O-) и гидроксильных (-ОН) групп, что обеспечивает формирование отвержденной полимерной матрицы с повышенными прочностными характеристиками. Процесс тепловлажностного старения (температура 70°С, относительная влажность 85%) негативно влияет на отвержденное связующее и материалы на его основе и приводит к необратимым разрушениям сформировавшихся ковалентных и координационных связей, в связи с окислением атома серы в условиях агрессивного воздействия повышенной температуры и влажности, что значительно понижает прочностные характеристики связующего-прототипа и ПКМ на его основе.
В разработанном эпоксидном связующем используется подобная отверждающая система, содержащая ароматический диамин - 4,4′-диаминодифенилсульфон (10,1÷13,5 масс.%) и дициандиамид (1,1-3,5 масс.%), но используемое соотношение этих компонентов в предлагаемом изобретении, приводит к тому, что значительную роль в процессе отверждения играет отверждающий агент дициандиамид, что способствует образованию менее прочных связей, но более устойчивых полимерных структур к воздействию повышенной влаги и температуры.
Повышение прочности в предлагаемом связующем осуществляется за счет использования в изобретении в качестве термопластичной смолы, вместо полиэфирсульфона, применяемого в связующем-прототипе, более жесткоцепного полиарилсульфона, что дает возможность значительно увеличить прочность отвержденного связующего, материалов и изделий на его основе.
Примеры осуществления
Приготовление заявленного эпоксидного связующего.
Пример 1 (табл. 1).
В чистый и сухой реактор загружают 36 масс.% полифункциональной эпоксидной смолы на основе фенолов марки УП-643, 45 масс.% дифункциональной эпоксидной диановой смолы марки ЭД-20 и при работающей мешалке нагревают до температуры 100°С. Смесь перемешивают со скоростью 250 об/мин при температуре 100°С для полного совмещения смол. Затем поднимают температуру до 150°С и увеличивают скорость вращения мешалки до 300 об/мин.
Небольшими порциями при работающей мешалке при температуре 150°С вводят 4,0 масс.% термопласта полиарилсульфона марки ПСФФ-30 и перемешивают до получения однородной массы.
Температуру реакционной смеси снижают до 100°С, загружают небольшими порциями при работающей мешалке 13,5 мас.% отвердителя ARADUR 9664-1 и перемешивают до получения однородной массы.
При работающей мешалке со скоростью 300 об/мин осуществляют загрузку 1,5 масс.% дициандиамида (ДЦДА), повышая при этом обороты мешалки до 600 об/мин. Перемешивают до получения однородной массы.
Выключают мешалку и готовое горячее связующее выгружают через сливной штуцер в сухие, чистые, герметично закрывающиеся металлические банки для химических продуктов.
Технологию изготовления эпоксидных связующих по примерам 2-12 (табл. 1) использовали аналогично примеру 1.
Получение заявленного препрега.
Пример 1 (табл. 2).
Получение препрега происходит путем нанесения 30 масс.% эпоксидного связующего, приготовленного по рецептуре примера 1 (табл. 1) через наносящее устройство пропиточной машины при температуре 70°С на стеклоткань марки Т-10-80 (ВМП) в количестве 70 масс.%.
Препреги для примеров 3, 6, 9 и 12 изготавливали с использованием углеродного жгута Toray Industries Т-800-12K, для примеров 2, 5, 8 и 11 с использованием углеродного жгута Toho Тепах HTS40 12К Е23, а для примеров 4,7 и 10 - стеклоткани марки Т-10-80 (ВМП).
Изготовление заявленного изделия.
Пример 1 (табл. 3).
Препрег на основе связующего стеклоткани марки Т-10-80 (ВМП), полученный методом коутинга на расплавной машине по рецептуре примера 1 (табл. 2), разрезают на ленточки шириной 6,35 мм, которые выкладывают на автоматизированном выкладочном станке с регулируемыми усилием прикатки (порядка 1,0 МПа) и температурой (порядка 150°С (кратковременно). Изготовление изделия осуществляется методом вакуумного формования полученного препрега при давлении 0,095 МПа, по температурному режиму: 3 часа при температуре (175±5)°С, таким образом получали конструктивно подобные образцы типа каркаса фюзеляжа.
На основании изготовленных препрегов по примерам 2-12 (табл. 2) по технологии, аналогичной примеру 1, методом изготавливали конструктивноподобные образцы изделий: по примерам 3 и 5 - типа каркаса фюзеляжа, по примерам 2, 4, 6 и 7 - типа стабилизатора, по примерам 9, 8 и 10 - типа киля, по примерам 11 и 12 - типа лонжерона стабилизатора.
Составы связующих по изобретению и прототипу приведены в таблице 1, составы препрегов по изобретению и прототипу - в таблице 2, свойства связующих по заявленному изобретению и прототипу, препрегов и ПКМ, изготовленных на их основе - в таблице 3.
Сравнительные данные из таблицы 3 показывают, что предлагаемое эпоксидное связующее обеспечивает преимущества по сравнению с прототипом:
- заявленное эпоксидное связующее характеризуется низкой вязкостью (5÷10 Па·с), что делает ее более технологичным для формирования ПКМ по энергоэффективной безавтоклавной вакуумной технологии, где используется только давление атмосферы, что в несколько раз ниже давления, создаваемого в автоклаве, используемого для переработки связующего-прототипа с гораздо большей вязкостью (18 Па·с);
- предлагаемое связующее характеризуется более стабильными показателями сохранения вязкости, так как в результате его хранения в течение 30 дней при температуре 25°С не наблюдается роста вязкости в сравнении с исходным значением (коэффициент повышения вязкости связующего 1,0), у прототипа же наблюдается увеличение показателя вязкости до 50% (коэффициент повышения вязкости связующего 1,5). Такая высокая химическая стабильность заявленного эпоксидного связующего и отсутствие быстрого роста вязкости упрощает технологический процесс его переработки в ПКМ, а также дает возможность изготовления на его основе препрегов с длительной жизнеспособностью не менее 60 суток при комнатной температуре, в отличие от прототипа, у которого жизнеспособность при комнатной температуре составляет всего лишь не менее 30 суток. Подобные технологические характеристики заявленного эпоксидного связующего дают возможность создавать долгоживущие препреги на его основе, которые могут обеспечить снижение энергозатрат на их транспортирование и хранение до момента переработки за счет исключения использования холодильной техники, что в свою очередь отражается на экономических показателях производства;
- заявленное эпоксидное связующее обеспечивает высокий уровень сохранения физико-механических свойств (прочность при межслойном сдвиге) при температуре 20°С материалов, изготовленных из препрега на основе связующего после тепловлажностного воздействия в камере в течение 60 дней (температура 70°С, влажность 85%), поскольку демонстрирует более высокое сохранение значения прочности при межслойном сдвиге - 74-85%, в отличие от прототипа, у которого наблюдается сохранение этого показателя только до 65%.
Таким образом, заявленное эпоксидное связующее и препрег, изготовленный на его основе, демонстрируют улучшенные технологические характеристики, что упрощают процесс получения ПКМ и обеспечивает снижение энергозатрат на их изготовление, транспортирование и хранение, а также дают возможность получать ПКМ с более высоким уровнем сохранения физико-механических свойств (прочность при межслойном сдвиге) материалов после воздействия негативных эксплуатационных факторов (температура 70°С, влажность 85%).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2655805C1 |
| Расплавное эпоксидное связующее с повышенной влагостойкостью | 2022 |
|
RU2798828C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2023 |
|
RU2809529C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2587178C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2019 |
|
RU2718831C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2012 |
|
RU2513916C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2585638C1 |
| ЭПОКСИДНОЕ КЛЕЕВОЕ СВЯЗУЮЩЕЕ, ПЛЕНОЧНЫЙ КЛЕЙ И КЛЕЕВОЙ ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2018 |
|
RU2686919C1 |
| Расплавное эпоксидное связующее, семипрег на его основе и изделие, выполненное из него | 2022 |
|
RU2803987C1 |
| МНОГОСЛОЙНОЕ ПОЛИМЕРНОЕ ПЛЕНОЧНОЕ ПОКРЫТИЕ | 2014 |
|
RU2583009C1 |
Изобретение относится к эпоксидным связующим для создания конструкционных полимерных композиционных материалов на основе волокнистых наполнителей и может быть использовано в строительной индустрии, авиационной, космической, автомобиле-, судостроительной промышленности и других областях техники. Эпоксидное связующее включает, масс.%: эпоксидную полифункциональную смолу 5,0-36,0; эпоксидную нефункциональную смолу 45,0-75,0; полиарилсульфон 4,0-15,0; отвердитель - 4,4′-диаминодифенилсульфон 10,1-13,5; латентный отверждающий агент дициандиамид 1,1-3,5. Предложен также препрег, включающий масс.%: эпоксидное связующее 30,0-50,0 и волокнистый наполнитель 50,0-70,0. Изделие получают путем автоматизированной выкладки препрега с последующим вакуумным формованием препрега. Изобретение обеспечивает улучшенные технологические характеристики и даёт возможность получать композиционный материал с более высоким уровнем сохранения физико-механических свойств материалов после воздействия негативных эксплуатационных факторов (температура 70°С, влажность 85%). 3 н. и 7 з.п. ф-лы., 3 табл., 12 пр.
1. Эпоксидное связующее, включающее эпоксидную полифункциональную смолу и эпоксидную дифункциональную смолу, термопластичную смолу, ароматический отвердитель и латентный отверждающий агент дициандиамид, отличающееся тем, что в качестве термопластичной смолы используют полиарилсульфон, а в качестве ароматического отвердителя - 4,4′-диаминодифенилсульфон при следующем соотношении компонентов, масс.%:
2. Эпоксидное связующее по п. 1, отличающееся тем, что в качестве полифункциональной смолы используют эпоксидную смолу, выбранную из групп: модифицированные эпоксиимидные смолы, смолы на основе фенолов.
3. Эпоксидное связующее по п. 1, отличающееся тем, что в качестве дифункциональной смолы используют эпоксидную смолу на основе бисфенола А.
4. Препрег, включающий эпоксидное связующее и волокнистый наполнитель, отличающийся тем, что в качестве эпоксидного связующего используют связующее по пп. 1-3.
5. Препрег по п. 4, отличающийся тем, что содержит компоненты при следующем соотношении, масс.%:
6. Препрег по п. 4, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый угленаполнитель.
7. Препрег по п. 5, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый угленаполнитель.
8. Препрег по п. 4, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый стеклонаполнитель.
9. Препрег по п. 5, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый стеклонаполнитель.
10. Изделие, отличающееся тем, что оно выполнено методом вакуумного формования препрега по пп. 4-9.
| ПРЕПРЕГ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2009 |
|
RU2427594C1 |
| СОСТАВ МОДИФИЦИРОВАННОГО СВЯЗУЮЩЕГО НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2011 |
|
RU2479606C1 |
| US 4874661 A1, 17.10.1989. | |||

