Область техники
[0001] Настоящее изобретение относится к усовершенствованию формирующего CFRP материала основы или более конкретно к материалу основы из прошитого углеродного волокна, который проявляет превосходную стабильность формы и формуемость, гарантирует превосходную удобообрабатываемость при обработке препрега на стадиях изготовления CFRP и облегчает получение трехмерной формы; и препрегу с его использованием.
Уровень техники
[0002] Армированные углеродным волокном пластмассы (CFRP), в которых углеродные волокна используют в качестве армирующих волокон, имеют малый вес, высокую прочность и характеристики высокого модуля упругости, и, следовательно, их используют в широком спектре областей, включая спортивные товары и товары для отдыха, и аэрокосмическую, а также другие основные отрасли промышленности. В частности, CFRP часто используют в самолетах, где эффект экономии веса имеет значение. В наше время, CFRP также используют в основных структурных материалах для самолетов.
[0003] Как предложено в PTL 1, например, раскрыт стандартный способ формовки CFRP для самолетов, который включает: импрегнирование листового материала, в котором углеродные волокна расположены в одном направлении, или матерчатого материала, в котором углеродные волокна расположены в двух направлениях, смоляной матрицей для того, чтобы получать предварительно пропитанный материал основы; и наслоение листов полученного предварительно пропитанного материала основы на пресс-форму, после чего следует нагревание и отверждение в автоклаве.
[0004] В однонаправленных предварительно пропитанных материалах основы или матерчатых предварительно пропитанных материалах основы, описанных выше, углеродные волокна располагают прямо, и материалы основы можно надежно импрегнировать смолой. Соответственно, такие предварительно пропитанные материалы могут полностью проявлять высокую прочность и высокий модуль упругости, приписываемые углеродным волокнам.
[0005] Однако однонаправленные предварительно пропитанные материалы основы и двунаправленные матерчатые предварительно пропитанные материалы основы, как описано выше, требуют операций для того, чтобы обрезать материал основы до подходящего размера и затем наслаивать их, при этом меняя ориентации обрезанных кусков, что влечет за собой проблемы увеличения эксплуатационных нагрузок и издержек.
[0006] Кроме того, в PTL 2 предложен способ изготовления материала основы со смещением, в котором углеродные волокна располагают в направлениях ±45°, в котором материал основы со смещением получают посредством спиральной нарезки трубчатой тканой материи, которую ткут в виде трубки.
[0007] Однако материал основы со смещением, изготовленный этим способом, склонен к удлинению в продольном направлении. Соответственно, материал основы, когда его подают в обработку предварительной пропиткой, вызывает такую проблему, что происходит удлинение материала основы в продольном направлении и значительное нарушение расположения углеродных волокон в нем.
[0008] Кроме того, в PTL 3 раскрыт способ изготовления многоосевого прошитого материала основы. Потенциально этот способ достигает снижения трудоемкости операции наслаивания, и его активно рассматривают для применения к CFRP.
[0009] Здесь, используя эту технологию многоосевой прошивки, прошитый материал основы, содержащий углеродные волокна, расположенные в направлениях ±45°, можно получать посредством: наслоения листа, содержащего углеродные волокна, расположенные параллельно в направлении +45°, и листа, содержащего углеродные волокна, расположенные параллельно в направлении -45°; и объединения листов вместе с прошивными нитями.
[0010] Однако в способе из PTL 3 для того, чтобы располагать линии углеродного волокна, каждый лист формируют посредством подачи углеродных волокон челночным способом между двумя цепями, предоставленными за прошивной машиной. Как следствие, каждую из линий углеродного волокна можно свободно перемещать между двумя цепями. Это ведет к такой проблеме, что возможно образование пропусков между линиями углеродного волокна.
[0011] Соответственно, прошитый материал основы с расположением +45° нужно формировать с относительно высокой массой волокон на единицу площади. Такой материал основы, когда подают в обработку предварительной пропиткой, имеет такую проблему, что внутреннюю часть материала основы нельзя импрегнировать смолой из-за высокой вязкости смолы.
[0012] Между тем большинство CFRP-формованных продуктов, таких как компоненты самолета, имеют криволинейные формы. С другой стороны, препрег, выполненный из описанного выше прошитого материала основы с расположением ±45°, вовсе не растягивается в продольном направлении из-за присутствия прошивных нитей. Как следствие, препрег не обладает формуемостью, так что препрег не может должным образом прилегать к криволинейной поверхности формованного продукта, или может образовывать складки, если его с силой прижимают к криволинейной поверхности.
[0013] Авторы настоящего изобретения исследовали причину плохой формуемости материала основы в препреге этого стандартного типа, которая делает препрег неспособным повторять сложную криволинейную поверхность, и обнаружили тот факт, что хотя материал основы поддается растягиванию в его направлении ширины, чрезвычайно низкая степень растяжения прошивных нитей в его направлении продвижения вплетения блокирует деформацию материала основы.
[0014] С другой стороны, авторы изобретения также обнаружили, что причина нарушения линий углеродного волокна состоит в том, что прошивные нити, если имеют увеличенную степень растяжения, удлиняются при влажной обработке предварительной пропиткой линии углеродного волокна.
Список цитируемой литературы
Патентная литература
[0015]
[PTL 1] Публикация японской патентной заявки №2005-14600.
[PTL 2] Публикация японской патентной заявки № Sho 63-159576.
[PTL 3] Описание патента США №4484459.
Сущность изобретения
Технические проблемы
[0016] Настоящее изобретение выполнено ввиду указанных выше проблем стандартных формирующих CFRP материалов основы. Цель настоящего изобретения состоит в том, чтобы предоставить материал основы из прошитого углеродного волокна, который показывает превосходную стабильность формы и формуемость, обеспечивает превосходную удобообрабатываемость при обработке препрега на стадиях изготовления CFRP и облегчает получение трехмерной формы, и предоставить препрег с его использованием.
Решение проблем
[0017] Решение проблем, использованное авторами настоящего изобретения, описано далее со ссылкой на сопроводительные чертежи.
[0018] В частности, в настоящем изобретении выполнен материал основы из прошитого углеродного волокна посредством использования следующего технического средства, в котором множество листовых материалов 1, 1, … кладут слоями и затем прошивают и объединяют вместе в прошитый материал основы с использованием прошивных нитей 2, вплетенных при прохождении через листовые материалы 1, 1, …. Здесь каждый листовой материал 1 формируют посредством расположения линий 11, 11 углеродного волокна, каждая из которых имеет предварительно определяемую ширину, параллельно друг другу. Между тем направление расположения линий 11 углеродного волокна каждого листового материала 1 образует угол в диапазоне от ±30° до ±60° к направлению продвижения вплетения прошивных нитей 2. Кроме того, степень растяжения прошитого материала основы в его продольном направлении в случае, когда определенную нагрузку на дюйм ширины прошитого материала основы прикладывают в направлении продвижения вплетения прошивных нитей, равна или ниже 4%, когда нагрузка составляет 5 Н, и равна или выше 10%, когда нагрузка составляет 25 Н.
[0019] Между тем для решения проблем, в дополнение к описанному выше средству, в зависимости от ситуации, в настоящем изобретении также можно использовать следующее техническое средство, в котором прошивными нитями 2 прошивают листовые материалы 1 с помощью композитного переплетения, которое содержит переплетение цепных стежков и трикотажное переплетение 1/1.
[0020] Кроме того, для решения проблем, в дополнение к описанным выше средствам, в зависимости от ситуации, в настоящем изобретении также можно использовать следующее техническое средство, в котором вспомогательные нити 3 вставляют в том же направлении, что и направление продвижения вплетения прошивных нитей 2.
[0021] Кроме того, для решения проблем, в дополнение к описанным выше средствам, в зависимости от ситуации, в настоящем изобретении также можно использовать следующее техническое средство, в котором прошивные нити 2 или вспомогательные нити 3 делают отделимыми, когда определенную нагрузку в диапазоне от 5 до 25 Н на дюйм ширины прошитого элемента основы прикладывают в направлении продвижения вплетения прошивных нитей 2.
[0022] Кроме того, для решения проблем, в дополнение к описанным выше средствам, в зависимости от ситуации, в настоящем изобретении также можно использовать следующее техническое средство, в котором тонину линий 11 углеродного волокна каждого листового материала 1 задают в диапазоне от 400 до 1200 текс, и массу волокон на единицу площади каждого листового материала 1 задают в диапазоне от 150 до 400 г/м2.
[0023] Кроме того, для решения проблем, в дополнение к описанным выше средствам, в зависимости от ситуации, в настоящем изобретении также можно использовать следующее техническое средство, в котором прошивными нитями 2 прошивают при степени вплетения (R) в диапазоне от 3,5 до 4,5. Здесь степень вплетения (R) определяют как:
Степень вплетения (R) = длина прошивной нити (L2)/длина материала основы (L1), где
L1: длина материала основы, и
L2: длина каждой прошивной нити, необходимая для прошивания.
[0024] Кроме того, в настоящем изобретении выполнен препрег посредством использования следующего технического средства, в котором каждый листовой материал 1 формируют посредством расположения линий 11, 11 углеродного волокна, каждая из которых имеет предварительно определяемую ширину, параллельно друг другу, при этом направление расположения линий 11 углеродного волокна каждого листового материала 1 образует угол в диапазоне от ±30° до ±60° с направлением продвижения вплетения прошивных нитей 2. Здесь степень растяжения прошитого материала основы в его продольном направлении в случае, когда определенную нагрузку на дюйм ширины прошитого материала основы прикладывают в направлении продвижения вплетения прошивных нитей 2, равна или ниже 4%, когда нагрузка составляет 5 Н, и равна или выше 10%, когда нагрузка составляет 25 Н. Кроме того, препрег формируют посредством импрегнирования материала основы из прошитого углеродного волокна, в котором множество листовых материалов 1, 1, … кладут слоями и затем прошивают и объединяют вместе с использованием прошивных нитей 2, вплетенных при прохождении через листовые материалы 1, 1, термоотверждающейся смолой в диапазоне от 30% до 50% масс.
Полезные эффекты изобретения
[0025] Настоящее изобретение предусматривает прошитый материал основы, в котором множество листовых материалов кладут слоями и затем прошивают и объединяют вместе с использованием прошивных нитей, вплетенных при прохождении через листовые материалы. Здесь каждый листовой материал формируют посредством расположения линий углеродного волокна с предварительно определяемой шириной параллельно друг другу. Кроме того, направление расположения линий углеродного волокна каждого листового материала образует угол в диапазоне от ±30° до ±60° с направлением продвижения вплетения прошивных нитей. Кроме того, степень растяжения прошитого материала основы в его продольном направлении в случае, когда определенную нагрузку на дюйм ширины прошитого материала основы прикладывают в направлении продвижения вплетения прошивных нитей, равна или ниже 4%, когда нагрузка составляет 5 Н, и равна или выше 10%, когда нагрузка составляет 2 5 Н. Таким образом, прошитый материал основы проявляет превосходную стабильность формы и формуемость, обеспечивает превосходную удобообрабатываемость при обработке препрега на стадиях изготовления CFRP и облегчает получение трехмерной формы.
[0026] Следовательно, в соответствии с материалом основы из прошитого углеродного волокна по настоящему изобретению, материал основы прошивают цепными стежками в продольном направлении, используя прошивные нити. Таким образом, прошитый материал основы не удлиняется под своим собственным весом внутри сушильной печи во время препрега. Кроме того, ориентации линий углеродного волокна, расположенных под углами от ±30° до ±60°, предохраняют от нарушения. Таким образом, материал основы из прошитого углеродного волокна может достигать квазиизотропии.
[0027] Кроме того, при влажной обработке предварительной пропиткой, препрег обрабатывают, не вызывая нарушения линий углеродного волокна. Кроме того, получаемый предварительно пропитанный материал основы также демонстрирует формуемость и его можно наслаивать для того, чтобы формировать формованный продукт, имеющий криволинейную поверхность, без необходимости операций по вырезанию и вставке. Таким образом, настоящее изобретение может достигать экономии трудовых ресурсов при операции наслаивания, и можно сказать, что его промышленная применимость чрезвычайно высока.
Краткое описание чертежей
[0028]
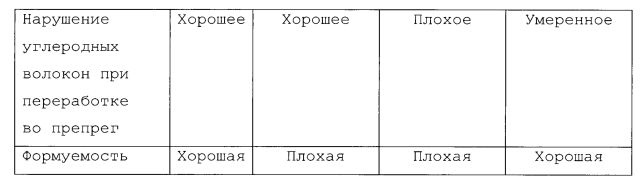
На фиг. 1 представлен вид спереди, показывающий материал основы из прошитого углеродного волокна по одному из вариантов осуществления настоящего изобретения.
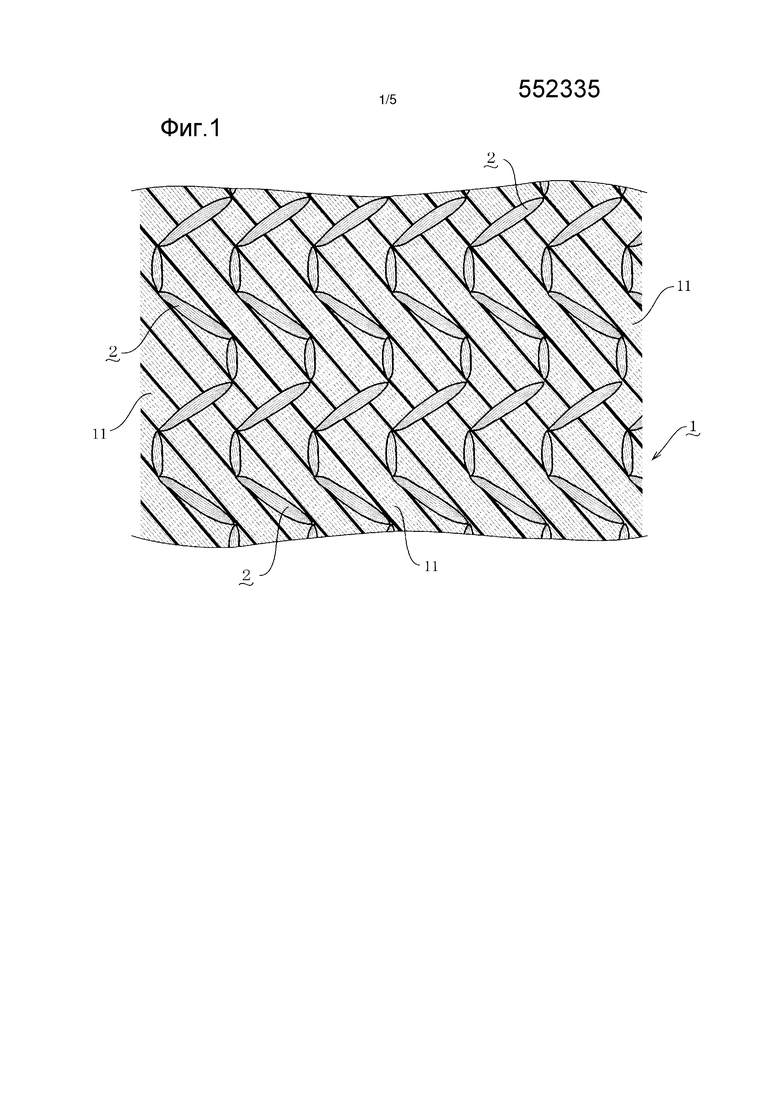
На фиг. 2 представлено схематическое изображение, показывающее структуру материала основы из прошитого углеродного волокна по одному из вариантов осуществления настоящего изобретения.
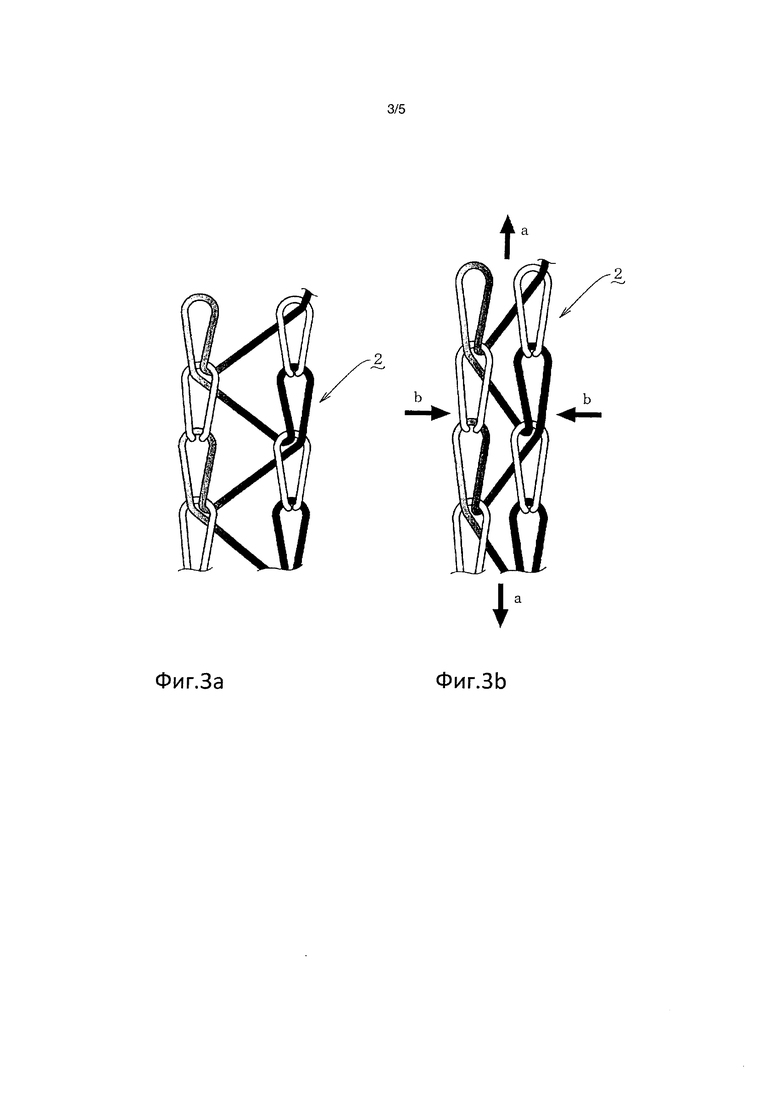
На фиг. 3 представлено схематическое изображение, которое показывает стежки в цепных стежках в материале основы из прошитого углеродного волокна по одному из вариантов осуществления настоящего изобретения.
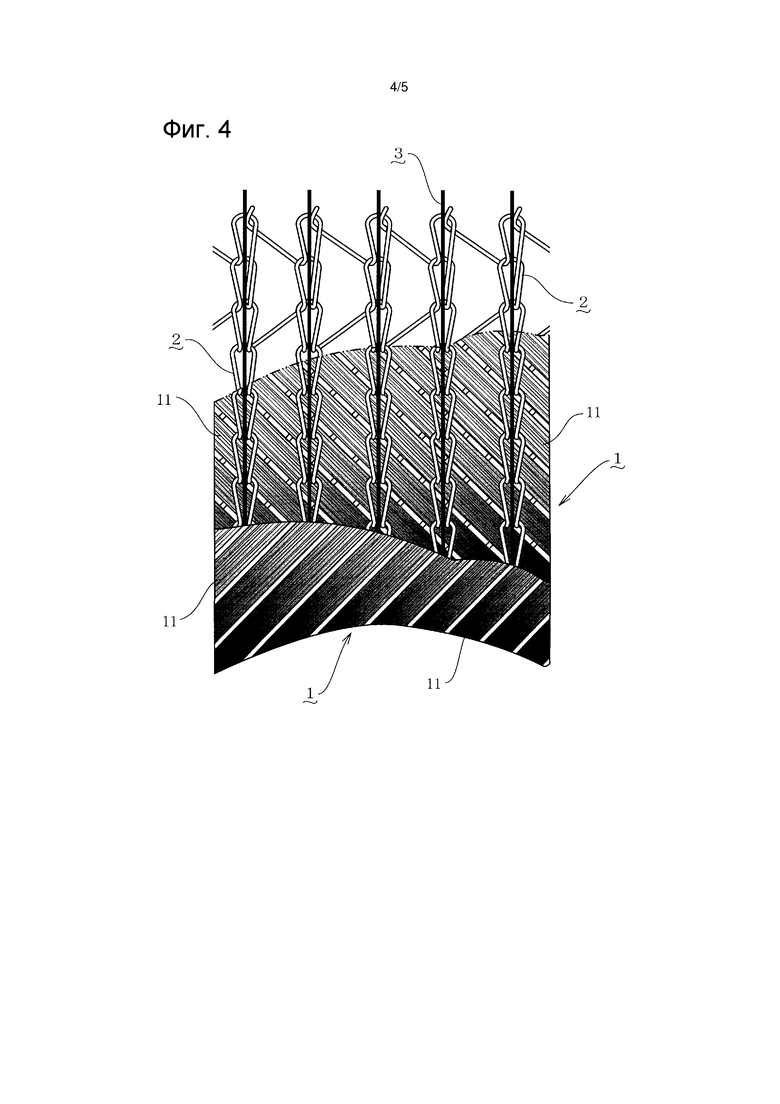
На фиг. 4 представлено схематическое изображение, показывающее модифицированный пример структуры материала основы из прошитого углеродного волокна по одному из вариантов осуществления настоящего изобретения.
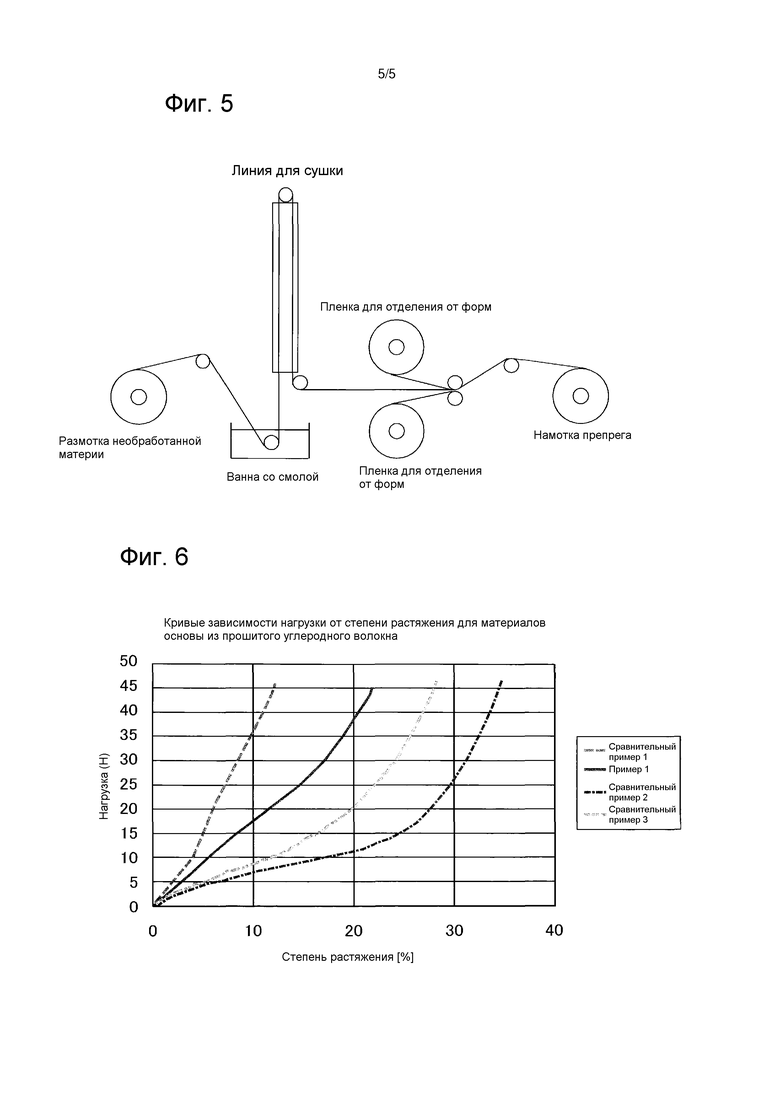
На фиг. 5 представлено схематическое изображение, показывающее стадии изготовления препрега с использованием материала основы из прошитого углеродного волокна по одному из вариантов осуществления настоящего изобретения.
На фиг. 6 представлен график, показывающий физические свойства материала основы из прошитого углеродного волокна по одному из вариантов осуществления настоящего изобретения.
Описание вариантов осуществления
[0029] Далее вариант осуществления настоящего изобретения описан более подробно на основе конкретно проиллюстрированных рисунков.
[0030] Вариант осуществления настоящего изобретения описан на основе фиг. с 1 до 6. На фиг. 1 ссылочная позиция 1 обозначает листовой материал, который формируют посредством расположения линий 11, 11 углеродного волокна, каждая из которых имеет предварительно определяемую ширину, параллельно друг другу.
[0031] Между тем ссылочная позиция 2 обозначает прошивную нить. Нить из синтетической смолы, такой как полиэстер, используют в прошивной нити 2.
[0032] Здесь этот вариант осуществления предоставляет прошитый материал основы, в котором множество листовых материалов 1, 1, кладут слоями и затем прошивают и объединяют вместе с использованием прошивных нитей 2, вплетаемых при прохождении через листовые материалы 1. Для того чтобы формировать прошитый материал основы, каждый листовой материал 1 сначала формируют посредством расположения линий 11, 11 углеродного волокна, каждая из которых имеет предварительно определяемую ширину (приблизительно 2 мм в этом варианте осуществления), параллельно друг другу.
[0033] В линиях 11 углеродного волокна по этому варианту осуществления можно использовать углеродные волокна на основе полиакрилонитрила или на основе пека. Для того чтобы достигать значительного армирующего эффекта с использованием малого количества волокон, желательно использовать такие углеродные волокна, которые имеют высокую прочность и высокий модуль упругости, или, более конкретно, те, которые имеют прочность при растяжении, равную или выше 3 ГПа или предпочтительно равную или выше 4 ГПа, и модуль упругости при растяжении в диапазоне от 200 до 700 ГПа.
[0034] Между тем в этом варианте осуществления тонину линий 11 углеродного волокна каждого листового материала 1 задают в диапазоне от 400 до 1200 текс с тем, чтобы устанавливать массу волокон на единицу площади каждого листового материала 1 в диапазоне от 150 до 400 г/м2.
[0035] Тонину линий 11 углеродного волокна и массу материала основы следует определять на основе целевых эффективностей формованного продукта или необходимых характеристик, включая стоимость и т.п. Тем не менее также необходимо принимать во внимание то, что материалы основы высокого качества необходимо поставлять стабильно в случае компонентов самолета и т.п., где необходима надежность.
[0036] Между тем получение линий 11 углеродного волокна требует почти одинакового расхода тепла, независимо от его тонины. Соответственно, стоимость изготовления на единицу массы становится ниже с увеличением тонины. Как следствие, предпочтительно использовать линии углеродного волокна с более высокой тониной.
[0037] Однако попытка получать листовой материал 1 с низкой массой волокон на единицу площади посредством параллельного расположения толстых линий 11 углеродного волокна с тониной, равной или больше 1200 текс, ведет к увеличению расстояния между каждой парой линий 11, 11 углеродного волокна. Такое увеличение расстояния может служить причиной пропусков между линиями или нарушения регулярности на поверхности материала основы, основанного на линиях. По этой причине тонина линий 11 углеродного волокна предпочтительно равна или ниже 1200 текс.
[0038] С другой стороны, если тонина линий 11 углеродного волокна слишком мала, линии 11 углеродного волокна становятся дорогими сами по себе и приходится получать и более плотно располагать больше линий для того, чтобы формировать листовой материал 1. По этой причине тонина линий 11 углеродного волокна предпочтительно равна или выше 400 текс.
[0039] Далее, в этом варианте осуществления направление расположения линий 11 углеродного волокна каждого листового материала 1 образует угол в диапазоне от ±30° до ±60° с направлением продвижения вплетения прошивных нитей 2. Этот материал основы можно получать с помощью в целом известной многоосевой прошивной машины.
[0040] Следует отметить, что углы расположения линий 11 углеродного волокна следует определять на основе прочности и модуля упругости, требуемых для формованного продукта, и обычно материал основы, в котором линии 11 углеродного волокна располагают в направлениях ±45°, является наиболее стабильным и, следовательно, предпочтительным в случае, когда требуется квазиизотропия. Однако в этом варианте осуществления схожего действия и эффектов также можно достичь, задавая углы расположения в диапазоне от ±30° до ±60°.
[0041] На фиг. 2 проиллюстрирован прошитый материал основы по этому варианту осуществления, в котором линии 11 углеродного волокна располагают в направлениях ±45°. На фиг. 2 представлен разборный вид, и в верхней его части проиллюстрированы только прошивные нити для того, чтобы облегчать понимание плетения прошивных нитей 2.
[0042] Здесь прошивные нити 2 объединяют листовой материал 1, сформированный из линий 11 углеродного волокна, расположенных под углом -45°, и листовой материал 1, сформированный из линий углеродного волокна, расположенных под углом +45°, вместе посредством композитного переплетения, содержащего переплетение цепных стежков и переплетение трикотажных стежков 1/1, в котором каждая прошивная нить 2 формирует два переплетения цепных стежков непрерывно посредством прошивания, затем переходит на смежную вязальную иглу, затем формирует два цепных стежка непрерывно посредством прошивания, и затем возвращается обратно на исходную вязальную иглу.
[0043] Здесь в цепных стежках, каждый стежок формируют в состоянии сильного натяжения с помощью натяжения стежка во время прошивания. Соответственно, прошивную нить 2 сильно натягивают, когда тянут в продольном направлении (направлении натяжения стежка (направление продвижения вплетения)), поскольку простор для натяжения отсутствует. С другой стороны, в случае трикотажных стежков 1/1, представленных на фиг. 3(a), каждая прошивная нить ходит туда и обратно между двумя рядам стежков зигзагообразно. Соответственно, когда прошивную нить тянут в продольном направлении (направление а), прошивная нить двигается в направлении стежков и при этом тянет ряды стежков вдоль латерального направления (направления b), как показано фиг. 3(b), посредством чего стежкам приходится растягиваться продольно. Другими словами, трикотажные стежки 1/1 можно рассматривать как переплетения, которые склонны легко растягиваться посредством приложения небольшого внешнего усилия в продольном направлении.
[0044] Как следствие, комбинация переплетения цепных стежков и переплетения трикотажных стежков 1/1, имеющая описанные выше характеристики растяжения, позволяет легче достигать степени растяжения, предусмотренной настоящим изобретением.
[0045] Кроме того, степень растяжения в продольном направлении прошитого материала основы посредством приложения нагрузки в 5 Н на дюйм ширины относительно направления продвижения вплетения прошивных нитей 2 задают равной или ниже 4%, тогда как степень растяжения в продольном направлении посредством приложения нагрузки 25 Н задают равной или выше 10%. Следует отметить, что «степень растяжения» представляет собой значение, измеряемое в соответствии со способом измерения, описанным в JIS L 1018 (Methods of measuring elongation percentage of knitted fabrics: the grab method). Несмотря на то, что на фиг. 2 проиллюстрирован пример непрерывного предоставления двух цепных стежков, комбинации цепных стежков и трикотажных стежков 1/1 можно надлежащим образом менять до тех пор, пока такое изменение отвечает указанным выше диапазонам числовых значений.
[0046] Здесь натяжение, которое нужно прикладывать к прошитому материалу основы, может достигать даже приблизительно 5 Н на дюйм ширины во время влажной обработки предварительной пропиткой, которая описана далее. Следовательно, необходимо определять подходящий диапазон степени растяжения. Если степень растяжения в продольном направлении прошитого материала основы посредством приложения нагрузки 5 Н на дюйм ширины относительно направления продвижения вплетения прошивных нитей 2 превышает 4%, то материал основы может значительно удлиняться в продольном направлении внутри сушильной печи в течение влажной обработки предварительной пропиткой, тем самым значительно нарушая ориентации линий углеродного волокна. Соответственно, степень растяжения в продольном направлении прошитого материала основы посредством приложения нагрузки 5 Н на дюйм ширины предпочтительно равна или ниже 4%. Здесь степень растяжения в продольном направлении посредством приложения нагрузки 5 Н более предпочтительно равна или ниже 3%.
[0047] С другой стороны, если степень растяжения в продольном направлении посредством приложения нагрузки 25 Н на дюйм ширины падает ниже 10%, предварительно пропитанный материал основы с трудом поддается деформации во время придания формы, предварительно пропитанный материал основы растягивают руками в попытке придать надлежащую геометрическую форму предварительно пропитанному материалу основы. Как следствие, предварительно пропитанный материал основы может с трудом прилегать к криволинейной поверхности, в зависимости от ее формы, и может образовывать складки. Соответственно, степень растяжения в продольном направлении прошитого материала основы посредством приложения нагрузки 25 Н на дюйм ширины предпочтительно равна или выше 10%. Здесь степень растяжения в продольном направлении посредством приложения нагрузки 25 Н более предпочтительно попадает в диапазон от 10% до 20%. Это обусловлено той причиной, что если степень растяжения в продольном направлении посредством приложения нагрузки 25 Н превышает 20%, может иметь место случай, когда предварительно пропитанный материал основы можно внезапно растягивать слишком сильно, когда усилие прикладывают с тем, чтобы растягивать предварительно пропитанный материал основы и разглаживать складки во время придания геометрической формы. Как следствие, предварительно пропитанный материал основы можно удлинять больше, чем необходимо, и такие удлиненные части склонны к образованию других морщин.
[0048] По указанным выше причинам предпочтительно задавать степень растяжения в продольном направлении прошитого материала основы посредством приложения нагрузки 5 Н на дюйм ширины, равной или ниже 4%, и задавать степень растяжения в продольном направлении посредством приложения нагрузки 25 Н, равной или выше 10%. Более предпочтительно, степень растяжения при 5 Н равна или ниже 3%. Между тем степень растяжения при 25 Н предпочтительно находится в диапазоне от 10% до 20%.
[0049] Далее, в этом варианте осуществления вспомогательные нити 3 можно вставлять в том же направлении, что и направление продвижения вплетения прошивных нитей 2. Таким образом, возможно армировать прошитый материал основы и достигать стабильности его формы (см. фиг. 4).
[0050] Кроме того, какие-либо из прошивных нитей 2 и вспомогательных нитей 3 можно создавать отделимыми, когда нагрузку в диапазоне от 5 Н до 25 Н на дюйм ширины прошитого материала основы прикладывают в направлении продвижения вплетения прошивных нитей 2. Таким образом, возможно предотвращать нарушение ориентаций линий 11 углеродного волокна, свойственное деформации прошитого материала основы при влажной обработке предварительной пропиткой, и тем самым улучшать формуемость, когда используют обработанный препрег.
[0051] Кроме того, в этом варианте осуществления материал основы из прошитого углеродного волокна можно прошивать при степени вплетения R прошивных нитей 2 в диапазоне от 3,5 до 4,5. Здесь степень вплетения R определяют следующим образом:
Степень вплетения (R) = Длина прошивной нити (L2)/Длина материала основы (L1),
где
L1: длина материала основы, и
L2: длина каждой прошивной нити, необходимой для прошивания.
[0052] Здесь для того, чтобы сделать прошитый материал основы растяжимым в направлении продвижения вплетения прошивных нитей 2, прошитому материалу основы нужно придавать структуру трикотажа, в которой отрезок каждого волокна, смещенный к смежному ряду стежков, может легко двигаться в продольном направлении, как в случае трикотажных стежков 1/1.
[0053] Несмотря на то, что она зависит от массы волокон на единицу площади материала основы, в случае цепных стежков, степень вплетения (R) составляет приблизительно 3,5, когда материал основы выполняют из листовых материалов 1, определяемых в этом варианте осуществления, каждый из которых имеет массу волокон на единицу площади в диапазоне от 150 до 400 г/м2. В этом случае имеет место очень небольшой отрезок волокна, который делает возможным движение в продольном направлении.
[0054] Между тем степень вплетения трикотажных стежков 1/1 относится к шагу в латеральном направлении от ряда стежков, т.е. к расстоянию между рядами стежков, и одновременно влияет на степень растяжения в продольном направлении материала основы. Например, большее расстояние между рядами стежков эквивалентно высокой степени вплетения, которое одновременно обозначает, что материал основы склонен к удлинению в направлении продвижения вплетения прошивных нитей.
[0055] Из фактов, приведенных выше, если степень вплетения (R) равна или ниже 3,5, в материале основы из прошитого углеродного волокна по настоящему изобретению, его степень растяжения посредством приложения нагрузки 25 Н в направлении продвижения вплетения прошивных нитей становится равной или ниже 10%. Как следствие, материал основы является менее деформируемым и не может прилегать к формованному продукту, имеющему криволинейную поверхность. Соответственно, предпочтительно задавать степень вплетения (R) прошивных нитей равной или выше 3,5.
[0056] С другой стороны, если степень вплетения (R) равна или выше 4,5, степень растяжения материала основы посредством приложения нагрузки 5 Н превышает 4%, и имеет место риск удлинения материала основы во время сушки при влажной обработке предварительной пропиткой, посредством чего могут быть нарушены ориентации углеродных волокон. Соответственно, предпочтительно задавать степень вплетения (R) прошивных нитей, равной или ниже 4,5.
[0057] В то же время зависимость между физическими свойствами или прошивных нитей 2, или вспомогательных нитей 3, вставляемых в направлении 0° (то же направление, что и направление чередующегося продвижения), которые отделяют посредством приложения нагрузки от 5 Н до 25 Н на дюйм ширины прошитого материала основы, и разрывной нагрузкой Р в тот момент, когда отделяют вспомогательные нити 3, можно выражать посредством следующей числовой формулы. Прочность, тонину и плотность расположения прошивных нитей 2 или вспомогательных нитей 3 можно надлежащим образом выбирать так, что разрывная нагрузка Р попадает в диапазон от 5 до 25 Н. Однако следует отметить, что прошивные нити 2 включают три нитки в одном ряду, расположенные в направлении 0°, так что их плотность расположения определяют как трехкратную:
Разрывная нагрузка Р (N) = Прочность нитей (Н/текс) × Тонина нитей (текс) × Плотность расположения (нитки/дюйм).
[0058] Между тем степень растяжения материала основы во время отделения прошивных нитей 2 или вспомогательных нитей 3 в описанном выше состоянии предпочтительно задают в пределах 10%. Такие волоконные нити могут содержать натуральные нити, такие как хлопковые нити или пеньковые нити. Поскольку волокна из синтетических смол имеют относительно высокое удлинение до разрушения, удлинение до разрушения предпочтительно можно снижать, предварительно подвергая волокна из синтетических смол удлинению при тепловой обработке. Следует отметить, что когда степенью растяжения управляют только с помощью прошивных нитей, следует ограничивать включение таких прошивных нитей в цепные стежки.
[0059] Используя описанные выше условия, возможно заставлять прошивные нити 2 или вспомогательные нити 3 выдерживать 5 Н на дюйм ширины в диапазоне растягивающих нагрузок, подлежащих приложению к материалу основы при влажной обработке предварительной пропиткой, которая описана далее, и, таким образом, осуществлять обработку, при этом управляя деформацией нитей в пределах такого диапазона, который не влияет на его физические свойства.
[0060] После этого, когда получаемый препрег заставляют прилегать к сложной пресс-форме для CFPR, препрег может легко прилегать к пресс-форме посредством растяжения части препрега, подлежащей растяжению, и тем самым отделения прошивных нитей 2 или вспомогательных нитей 3 в этой части.
[0061] Когда предусмотрены вспомогательные нити 3, используют следующий способ, в котором вспомогательные нити 3 вставляют в направлении 0° и через регулярные интервалы относительно направления ширины между двумя листами, каждый формируют посредством расположения линий 11 углеродного волокна параллельно (см. фиг. 4). В этом случае, поскольку управляют удлинением в направлении 0° прошитого материала основы, в прошитом материале основы можно использовать поддающееся растягиванию переплетение, например, только переплетение трикотажных стежков 1/1, с целью объединения прошитого материала основы вместе. Поступая таким образом, препрегу можно придавать геометрическую форму в объединенном состоянии.
[0062] Несмотря на то, что описанная выше разрывная нагрузка Р варьирует в зависимости от массы волокон на единицу площади материала основы и условий обработки предварительной пропиткой, разрывную нагрузку Р предпочтительно задают настолько низкой, насколько возможно, учитывая формировочный процесс, который будет иметь место после.
[0063] Между тем место, где прикладывают наибольшее натяжение к прошитому материалу основы при влажной обработке предварительной пропиткой, которая описана далее, представляет собой самую верхнюю часть вертикальной сушильной печи, где усилие торможения при подаче и трение направляющих и т.п. прикладывают в дополнение к собственному весу препрега, еще подлежащего сушке. Как следствие, натяжение, прикладываемое к прошитому материалу основы, достигает максимум 5 Н на дюйм ширины материала основы. Соответственно, материал основы должен иметь достаточную прочность для того, чтобы выдерживать эту нагрузку.
[0064] В то же время, когда натяжение равно или больше 25 Н на дюйм ширины материала основы, прошивные нити 2 или вспомогательные нити 3 удерживаются от отделения при обработке предварительной пропиткой, но вместо необходимо прикладывать чрезвычайно большое усилие для того, чтобы отделять прошивные нити 2 или вспомогательные нити 3 во время формования. Соответственно, предпочтительно задавать разрывную нагрузку Р в диапазоне от 5 Н до 25 Н на дюйм ширины прошитого материала основы.
[0065] Кроме того, массу волокон на единицу площади каждого листового материала 1, формируемого посредством расположения линий 11 углеродного волокна под +45° или -45°, предпочтительно задают в диапазоне от 150 до 400 г/м2. Когда масса волокон на единицу площади равна или ниже 150 г/м2, происходит снижение плотности располагаемых линий 11 углеродного волокна, за счет чего с большей вероятностью возникают пропуски между линиями 11, 11 углеродного волокна, или можно увеличивать число листов, подлежащих наслоению во время формования. Соответственно, масса волокон на единицу площади каждого листового элемента 1 предпочтительно равна или выше 150 г/м2.
[0066] С другой стороны, когда масса волокон на единицу площади каждого листового материала 1 равна или выше 400 г/м2, происходит снижение числа листов, подлежащих наслоению во время формования, и, таким образом, экономят трудовые ресурсы. Однако, поскольку материал основы становится толще, испарение растворителя внутри материала основы может происходить с меньшей вероятностью на стадии сушки при влажной обработке предварительной пропиткой. Соответственно, масса волокон на единицу площади каждого листового элемента 1 предпочтительно равна или ниже 400 г/м2.
[0067] Формование препрега
Далее в этом варианте осуществления описано формование препрега. Здесь материал основы из прошитого углеродного волокна получают в соответствии с описанными выше процедурами. Затем препрег формируют посредством импрегнирования этого материала основы из прошитого углеродного волокна с использованием термоотверждающейся смолы в диапазоне от 30% до 50% масс. Примеры термоотверждающейся смолы включают эпоксидную смолу, феноловую смолу, смолу сложных виниловых эфиров, ненасыщенную полиэфирную смолу и т.п. Среди них эпоксидная смола является предпочтительной.
[0068] Между тем влажной обработки предварительной пропиткой можно достигать посредством: погружения материала основы, имеющего высокую массу волокон на единицу площади, в смолу, разведенную растворителем, испарения растворителя, при этом перемещая материал основы вверх и вниз в вертикальной длинной сушильной печи, тем самым импрегнируя внутреннюю часть прошитого материала основы смолой.
[0069] Способ влажной обработки предварительной пропиткой описан на основе фиг. 5. Сначала свернутый материал основы из прошитого углеродного волокна вытягивают на скорости в диапазоне от 1,5 м/мин до 5 м/мин и погружают в ванну со смолой, заполненную раствором смолы, разбавленной растворителем. Пространства между волокнами материала основы импрегнируют смолой, и затем материал основы подают в вертикальную сушильную печь, которая имеет достаточную длину зоны сушки и оборудована вращающимся валом в верхней части.
[0070] Затем после прохождения ванны со смолой, прошитый материал основы, прикрепляющей растворитель, поднимают прямо вверх до вращающегося вала с тем, чтобы сушить определенное количество растворителя на восходящей стороне сушильной печи. Затем направление продвижения материи изменяют на обратное посредством вращающегося вала, и остаток растворителя сушат на нисходящей стороне сушильной печи. Таким образом выполняют препрег.
[0071] Здесь количество прикрепленной смолы предпочтительно задают в диапазоне от 30% до 50% масс. с целью повышать объемное содержание (Vf) углеродных волокон настолько, насколько возможно, и добиваться, чтобы материал основы проявлял высокую прочность и высокий модуль упругости.
[0072] Когда количество прикрепленной смолы равно или выше 50% масс., происходит снижение объемного содержания углеродных волокон, посредством чего происходит снижение прочности и модуля упругости в виде CFRP материала. Как следствие, CFRP не может проявлять эффект экономии веса. С другой стороны, когда количество прикрепленной смолы равно или ниже 30% масс., недостаточно смолы для того, чтобы полностью заполнять пустоты внутри материала основы из прошитого углеродного волокна. Соответственно, CFRP может содержать части, где смола отсутствует и может вызывать разрушение.
[0073] Примеры
Далее описаны результаты экспериментов с образцом, полученным посредством фактически получения прошитого материала основы по этому варианту осуществления.
[0074] Пример 1
В качестве материала основы из прошитого углеродного волокна, каждый лист получали с использованием линий углеродного волокна, имеющий прочность при растяжении 5880 МПа, модуль упругости при растяжении 290 ГПа и тонину 1030 текс (число элементарных нитей равно 24000) в качестве армирующих волокон, и располагая линии углеродного волокна параллельно друг другу так, что масса волокон на единицу площади листа становится 258 г/м2. Затем листы наслаивали под углами ±45° относительно направления продвижения вплетения прошивных нитей.
[0075] После этого, используя полиэстеровые волокна 84 дтекс, материал основы прошивали с использованием композитного переплетения, содержащего переплетение цепных стежков и переплетение трикотажных стежков 1/1 при плотности колонок петель 5 колонок/дюйм и плотности рядов петель 8,9 рядов/дюйм посредством: непрерывного прошивания двух цепных стежков; затем перемещения каждой прошивной нити 2 на смежную вязальную иглу; непрерывного прошивания двух цепных стежков; и перемещения прошивной нити назад на исходную вязальную иглу.
[0076] Материал основы из прошитого углеродного волокна, полученный таким образом, не вызывает каких-либо пропусков между смежными линиями углеродного волокна. Кроме того, материал основы прошивали при ориентациях углеродных волокон под предварительно определяемыми углами ориентации.
[0077] Кроме того, получаемый прошитый материал основы подвергали тесту на удлинение в соответствии с JIS L 1018 (Methods of measuring elongation percentage of knitted fabrics: the grab method). Результаты представлены на фиг. 6. В частности, степень растяжения при нагрузке 5 Н составляла 2,6%, тогда как степень растяжения при 25 Н составляла 14,1%.
[0078] Между тем материал основы из прошитого углеродного волокна, полученный таким образом и скрученный, подвергали влажной обработке предварительной пропиткой посредством: погружения материала основы в смолу, разбавленную смешанным растворителем из МЕК (метилэтилкетона) и этанола; и перемещения материала основы вверх и вниз внутри вертикальной сушильной печи, чтобы заставлять растворитель испаряться так, что количество прикрепляемой смолы становилось равным 40% масс.
[0079] В результате обработки материал основы успешно обрабатывали без удлинения или не вызывая нарушение ориентации линий углеродного волокна. Этот результат отражает эффект от того, что степень растяжения при 5 Н задавали равной или ниже 4%, которая сдерживала удлинение материала основы при натяжении, прикладываемом во время обработки.
[0080] В то же время для того, чтобы исследовать формуемость препрега, полученного таким образом, препрег резали на куски размером 50 см × 50 см и прикрепляли на рабочую каску сверху, при этом натягивая препрег в направлении продвижения вплетения прошитых нитей и в перпендикулярном им направлении. Как результат, препрег успешно прилегал к рабочей каске почти превосходно. Это обусловлено большой степенью растяжения при 25 Н. Таким образом, когда материал основы тянули во время придания геометрической формы для того, чтобы разглаживать складки на нем, можно было легко деформировать материал основы и можно было легко разглаживать складки.
[0081] Сравнительный пример 1
Затем материал основы прошивали в соответствии с тем же способом, как тот, что использовали в описанном выше примере 1, за исключением того, что переплетения каждой прошивной нити состояли из цепных стежков. Результаты теста на удлинение этого материала основы показаны на фиг. 6. В частности, степень растяжения при нагрузке 5 Н составляла 2,1%, тогда как степень растяжения при 25 Н составляла 7,3%.
[0082] Между тем материал основы подвергали влажной обработке предварительной пропиткой при тех же условиях, что и в примере 1. Как результат, материал основы успешно обрабатывали без удлинения и не вызывая нарушения ориентации линий углеродного волокна. Этот результат отражает эффект того, что степень растяжения при 5 Н задавали равной или ниже 4%, которая сдерживала удлинение материала основы при натяжении, прикладываемом во время обработки.
[0083] В то же время формуемость обработанного препрега исследовали аналогичным образом, как в случае примера 1. Как результат, возникали складки, обусловленные тем, что препрег растягивали только в направлении, перпендикулярном направлению продвижения вплетения прошивных нитей. Таким образом, препрег не мог прилегать к геометрической форме рабочей каски, не образуя складок. Это обусловлено той причиной, что степень растяжения при 25 Н составляла 7,3%, так что материал основы трудно деформировать, когда его тянут, чтобы разглаживать складки во время придания геометрической формы.
[0084] Сравнительный пример 2
Обработку прошиванием проводили при тех же условиях, что и в примере 1, за исключением того, что переплетение каждой прошивной нити состояло из трикотажного переплетения 1/1.
[0085] В этом сравнительном примере 2 степень растяжения при нагрузке 5 Н составляла 6,4%, тогда как степень растяжения при 25 Н составляла 28,4%. Между тем материал основы подвергали влажной обработке предварительной пропиткой при тех же условиях, что и в примере 1. Как результат, происходило удлинение материала основы в его продольном направлении внутри сушильной печи из-за его собственного веса и одновременной его усадки в направлении его ширины. Таким образом, линии углеродного волокна, предварительно ориентированные строго в направлениях ±45°, были значительно нарушены и формировали сложные криволинейные формы. Как следствие, материал основы становился бесполезным. Это обусловлено большой степенью растяжения при нагрузке 5 Н, которая вызывала значительную деформацию материала основы посредством натяжения во время обработки предварительной пропиткой.
[0086] Сравнительный пример 3
Прошивание проводили при тех же условиях, что и в примере 1, за исключением того, что задавали степень вплетения 4,6. В этом сравнительном примере 3 степень растяжения при нагрузке 5 Н составляла 5,1%, тогда как степень растяжения при 25 Н составляла 22,3%. Между тем влажную обработку предварительной пропиткой проводили при тех же условиях, что и в примере 1. Как результат, материал основы слегка удлинялся в его продольном направлении внутри сушильной печи из-за своего собственного веса, а также одновременно слегка усаживался в направлении ширины. Таким образом, происходило нарушение линий углеродного волокна, ранее ориентированных строго в направлениях ±45°, и они формировали криволинейные формы. Степень нарушения была меньше по сравнению со сравнительным примером 2.
[0087] Несмотря на то, что в сравнительном примере 3 использовали такое же переплетение, как в примере 1, задавали слишком большую степень вплетения. По этой причине стежки становились слабее и возрастала степень растяжения при нагрузке 5 Н. Предположительно, как следствие, происходило небольшое нарушение ориентации линий углеродного волокна.
[0088] В то же время формуемость обработанного препрега исследовали аналогичным образом, как в случае примера 1. Как результат, влажному препрегу можно было придавать геометрическую форму почти превосходно, как в случае примера 1. Характеристики материалов основы из описанных выше примера 1, сравнительного примера 1, сравнительного примера 2 и сравнительного примера 3 представлены ниже в таблице 1.
[0089]
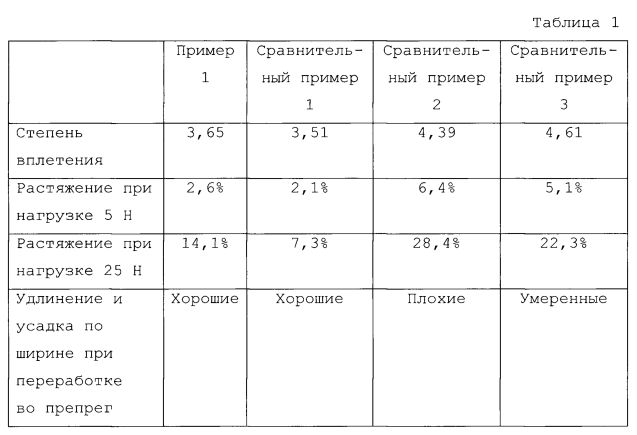
[0090] Как описано выше, там, где прошивными нитями прошивают листовые материалы с помощью композитного переплетения, включающего переплетение цепных стежков и трикотажное переплетение 1/1, продемонстрированы самые превосходные физические свойства.
[0091] Хотя настоящее изобретение по существу выполнено, как описано выше, настоящее изобретение не обязательно ограничено проиллюстрированным вариантом осуществления, и различные модификации возможны в пределах объема, как определено в формуле изобретения. Например, число наслаиваемых листовых материалов 1 не ограничено двумя, и его можно увеличивать в зависимости от ситуации. Такую конфигурацию также охватывает технический объем настоящего изобретения.
Список ссылочных позиций
[0092]
1. Листовой материал.
11. Линия углеродного волокна.
2. Прошивная нить.
3. Вспомогательная нить.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОШИТОЕ МУЛЬТИАКСИАЛЬНОЕ МНОГОСЛОЙНОЕ НЕТКАНОЕ ПОЛОТНО | 2011 |
|
RU2555688C2 |
| ГИБРИДНЫЙ ТКАНЫЙ ТЕКСТИЛЬНЫЙ МАТЕРИАЛ ДЛЯ АРМИРОВАНИЯ КОМПОЗИТА | 2015 |
|
RU2705997C2 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
| ОДНОНАПРАВЛЕННАЯ НЕИЗВИТАЯ ТКАНЬ И ЕЕ ИСПОЛЬЗОВАНИЕ | 2018 |
|
RU2777410C2 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| КВАЗИОДНОНАПРАВЛЕННАЯ ТКАНЬ ДЛЯ БАЛЛИСТИЧЕСКОГО ПРИМЕНЕНИЯ | 2002 |
|
RU2295107C2 |
| УГЛЕРОДНЫЙ КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ | 2023 |
|
RU2801427C1 |
| ПУЧОК УГЛЕРОДНОГО ВОЛОКНА, СПОСОБ ЕГО ПРОИЗВОДСТВА, ПРЕПРЕГ И АРМИРОВАННЫЙ УГЛЕРОДНЫМ ВОЛОКНОМ КОМПОЗИТНЫЙ МАТЕРИАЛ | 2019 |
|
RU2784511C2 |
| КОВЕР С ПРОШИВНЫМ ВОРСОМ | 1992 |
|
RU2085638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО КОМПОНЕНТА ДЛЯ АВИАЦИОННО-КОСМИЧЕСКИХ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2007 |
|
RU2438876C2 |
Изобретение может быть использовано в аэрокосмической промышленности, в производстве спортивных товаров и товаров для отдыха. Препрег, обладающий формуемостью, содержит материал основы из прошитого углеродного волокна. Множество листовых материалов 1 расположены слоями и затем прошиты и объединены вместе в прошитый материал основы с использованием прошивной нити 2, вплетаемой при прохождении через листовые материалы 1. Каждый листовой материал 1 сформирован посредством расположения линий 11 углеродного волокна параллельно друг другу. Направление расположения линий 11 углеродного волокна каждого листового материала 1 образует угол в диапазоне от ±30° до ±60° с направлением продвижения вплетения прошивной нити 2. Степень растяжения прошитого материала основы в его продольном направлении в случае, когда определенную нагрузку на дюйм ширины прошитого материала основы прикладывают в направлении продвижения вплетения прошивной нити 2, равна или ниже 4%, когда нагрузка составляет 5 Н, и равна или выше 10%, когда нагрузка составляет 25 Н. Препрег сформирован посредством импрегнирования материала основы из прошитого углеродного волокна, в котором множество листовых материалов 1 расположены слоями и затем прошиты и объединены вместе с использованием прошивной нити 2, вплетаемой при прохождении через листовые материалы 1, термоотверждающейся смолой в диапазоне от 30 мас.% до 50 мас.% Изобретение позволяет получить материал основы из прошитого углеродного волокна, который имеет высокую стабильность формы и формуемость и обеспечивает удобство при обработке влажного препрега, облегчает получение трехмерной формы. 2 н. и 7 з.п. ф-лы, 6 ил., 1 табл., 4 пр.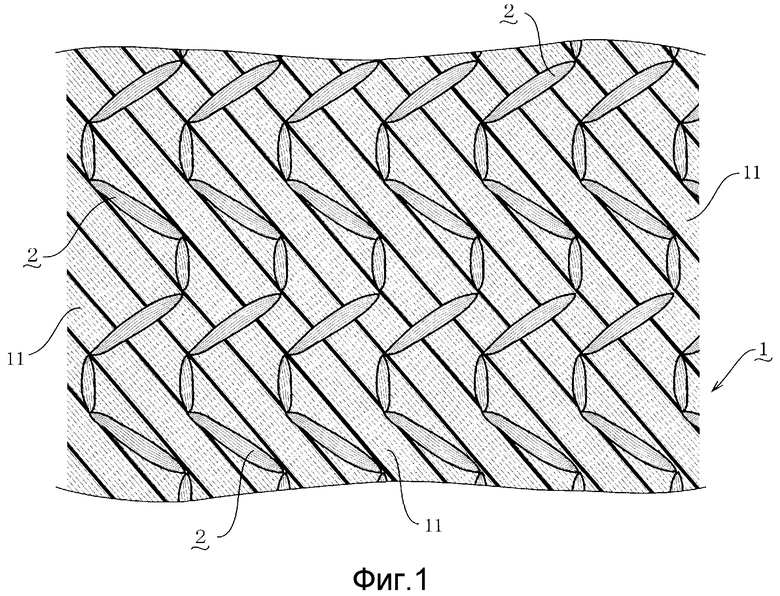
1. Материал основы из прошитого углеродного волокна, где множество листовых материалов (1, 1, …) расположены слоями и затем прошиты и объединены вместе в прошитый материал основы с использованием прошивной нити (2), вплетаемой при прохождении через листовые материалы (1, 1, …),
при этом каждый листовой материал (1) сформирован посредством расположения линий (11, 11, …) углеродного волокна параллельно друг другу, при этом направление расположения линий (11) углеродного волокна каждого листового материала (1) образует угол в диапазоне от ±30° до ±60° с направлением продвижения вплетения прошивной нити (2), и
степень растяжения прошитого материала основы в его продольном направлении в случае, когда определенную нагрузку на дюйм ширины прошитого материала основы прикладывают в направлении продвижения вплетения прошивной нити (2), равна или ниже 4%, когда нагрузка составляет 5 Н, и равна или выше 10%, когда нагрузка составляет 25 Н.
2. Материал основы по п. 1, где прошивной нитью (2) прошиты листовые материалы (1) с помощью композитного переплетения, которое включает переплетение цепных стежков и трикотажное переплетение 1/1.
3. Материал основы по п. 1, где вставлена вспомогательная нить (3) в том же направлении, что и направление продвижения вплетения прошивной нити (2).
4. Материал основы по п. 2, где вставлена вспомогательная нить (3) в том же направлении, что и направление продвижения вплетения прошивной нити (2).
5. Материал основы по п. 3, где любая из прошивной нити (2) и вспомогательной нити (3) отделима, когда нагрузку в диапазоне от 5 до 25 Н на дюйм ширины прошитого элемента основы прикладывают в направлении продвижения вплетения прошивной нити (2).
6. Материал основы по п. 4, где любая из прошивной нити (2) и вспомогательной нити (3) отделима, когда нагрузку в диапазоне от 5 до 25 Н на дюйм ширины прошитого элемента основы прикладывают в направлении продвижения вплетения прошивной нити (2).
7. Материал основы из прошитого углеродного волокна по любому одному из пп. 1-6, где
тонина линий 11 углеродного волокна каждого листового материала (1) находится в диапазоне от 400 до 1200 текс и
масса волокон на единицу площади каждого листового материала (1) находится в диапазоне от 150 до 400 г/м2.
8. Материал основы из прошитого углеродного волокна по любому из пп. 1-6, где
прошивной нитью (2) прошивают при степени вплетения (R) в диапазоне от 3,5 до 4,5, причем степень вплетения (R) определяется как
Степень вплетения (R) = Длина прошивной нити (L2)/Длина материала основы (L1), где
L1: длина материала основы, и
L2: длина прошивной нити, требуемая для прошивания.
9. Препрег, обладающий формуемостью, содержащий
материал основы из прошитого углеродного волокна, где
множество листовых материалов (1, 1, …) расположены слоями и затем прошиты и объединены вместе в прошитый материал основы с использованием прошивной нити (2), вплетаемой при прохождении через листовые материалы (1, 1, …),
при этом каждый листовой материал (1) сформирован посредством расположения линий (11, 11, …) углеродного волокна, каждое из которых имеет предварительно определяемую ширину, параллельно друг другу, при этом направление расположения линий (11) углеродного волокна каждого листового материала (1) образует угол в диапазоне от ±30° до ±60° с направлением продвижения вплетения прошивной нити (2),
при этом степень растяжения прошитого материала основы в его продольном направлении в случае, когда определенную нагрузку на дюйм ширины прошитого материала основы прикладывают в направлении продвижения вплетения прошивной нити (2), равна или ниже 4%, когда нагрузка составляет 5 Н, и равна или выше 10%, когда нагрузка составляет 25 Н, и
препрег сформирован посредством импрегнирования материала основы из прошитого углеродного волокна, в котором множество листовых материалов (1, 1, …) расположены слоями и затем прошиты и объединены вместе с использованием прошивной нити (2), вплетаемой при прохождении через листовые материалы (1, 1, …), термоотверждающейся смолой в диапазоне от 30 мас.% до 50 мас.%.
| JP 2007162151 A, 28.06.2007 | |||
| Препрег | 1976 |
|
SU653273A1 |
| Способ получения композиционного материала на основе углеродного волокна и термореактивного связующего | 1989 |
|
SU1699802A1 |
| JP 2010196177 A, 09.09.2010 | |||
| JP 2009249784 A, 29.10.2009. | |||

