Изобретение относится к хирургическим режущим инструментам, для создания которых используются достижения современных нанотехнологий, и может быть использовано для проведения микрохирургических операций в офтальмологии.
Изобретение может также относится к приборостроению и может применяться для изготовления конструктивных элементов микромеханических приборов на кремниевых монокристаллических подложках, а именно упругих подвесов (элементов) и всего чувствительного элемента в целом, например для микромеханических акселерометров и гироскопов.
Известен способ изготовления глубокопрофилированных кремниевых структур путем изотропного травления исходной пластины монокристаллического кремния [1].
Недостатком известного способа является неточность изготовления элементов режущих микроинструментов, в том числе и конструктивных элементов для микроприборов, из-за зависимости скорости травления от температуры и концентрации травителя, а также сложность обеспечения локальной защиты от длительного воздействия травителя. Другим недостатком данного способа является значительное боковое расстравливание монокристаллического кремния, т.к. при изотропном травлении скорость во всех направлениях одинакова.
Известен способ изготовления чувствительного элемента микромеханического устройства, заключающийся в нанесении на пластину защитной маски, формировании окна и локальном анизотропном травлении кремния в окне этой маски [2].
Однако известный способ имеет следующие недостатки. В результате анизотропного травления получается профиль в виде трапеции в сечении, на вершинах которой в местах резкого перехода возникают концентраторы механических напряжений и при наличии микротрещин при эксплуатации режущего микроинструмента происходит его разрушение. Кроме того, в микромеханических приборах это также ведет к отказу всего прибора, следовательно, к снижению надежности. Кроме того, в микромеханических приборах изготовленный таким способом упругий подвес обладает низкой устойчивостью к продольному сжимающему воздействию. При воздействии измеряемой величины упругий элемент, полученный таким способом, испытывает распределенный изгиб, что снижает точность преобразователя.
Задачей, на решение которой направлено изобретение, является снижение трудоемкости изготовления и повышение качества структур.
Для достижения этого способ изготовления глубокопрофилированных кремниевых структур включает нанесение защитной пленки на плоскую пластину из монокристаллического кремния с ориентацией поверхности в плоскости (100), нанесение на нее с двух сторон защитного слоя фоторезиста, одно-двухстороннюю фотолитографию, вскрытие окон в защитной пленке в области формирования глубокопрофилированных кремниевых структур и дальнейшего анизотропного травления. После вскрытия окон в защитной пленке вновь наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают окна меньшего размера до поверхности пластины, проводят анизотропное травление в образовавшемся окне, стравливают защитную пленку и проводят анизотропное травление или наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вначале вскрывают новое окно меньшего размера до поверхности пластины, затем наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают окна большего размера до поверхности пластины образовавшегося окна, проводят анизотропное травление во втором окне, затем стравливают защитную пленку до первого окна и проводят анизотропное травление или наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают новое окно большего размера, вновь проводят одно-двухстороннюю фотолитографию, вскрывают окно меньшего размера до поверхности пластины, проводят анизотропное травление, стравливают защитную пленку до поверхности пластины, вскрывая окно большего размера, и проводят анизотропное травление.
Отличительными признаками заявленного способа является то, что после вскрытия окон в защитной пленке вновь наносят защитную пленку. Затем проводят одно-двухстороннюю фотолитографию. Вскрывают окна меньшего размера до поверхности пластины. Проводят анизотропное травление в образовавшемся окне. Далее стравливают защитную пленку и вновь проводят анизотропное травление. Можно опять наносить защитную пленку. Потом проводят одно-двухстороннюю фотолитографию, вначале вскрывают новое окно меньшего размера до поверхности пластины. Затем наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают окна большего размера до поверхности пластины образовавшегося окна, проводят анизотропное травление во втором окне, затем стравливают защитную пленку до первого окна и проводят анизотропное травление. Еще можно наносить защитную пленку. Потом проводят одно-двухстороннюю фотолитографию, вскрывают новое окно большего размера. Вновь проводят одно-двухстороннюю фотолитографию, вскрывают окно меньшего размера до поверхности пластины, проводят анизотропное травление, стравливают защитную пленку до поверхности пластины, вскрывая окно большего размера, и проводят анизотропное травление.
Предлагаемым способом можно изготавливать микрохирургический инструмент с различными углами заточки. В прототипе возможно только под углом 54, 44. Таким образом, расширяется диапазон изготовления микроинструмента.
Предлагаемый способ позволяет изготавливать профиль упругих элементов микромеханических приборов - плавным. Это увеличивает надежность по сравнению с прототипом, у которого на изгибах возникают концентраторы напряжений, ведущих к разрушению прибора.
Предлагаемое изобретение иллюстрируется чертежами фиг.1, фиг.2, фиг.3.
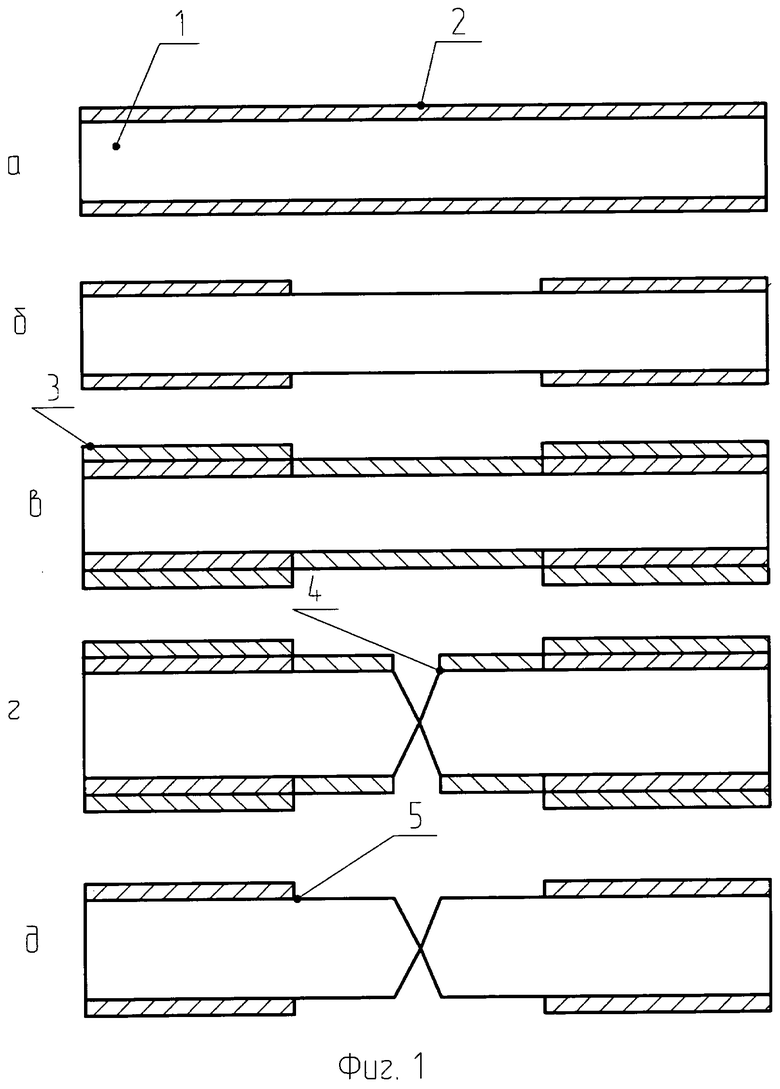
На фиг.1 (а, б, в, г, д) изображена последовательность изготовления глубокопрофилированных кремниевых структур первым способом, где
1 - монокристаллическая пластина кремния;
2 - защитная пленка;
3 - вновь наносимая защитная пленка;
4 - первое анизотропное травление;
5 - последующее анизотропное травление.
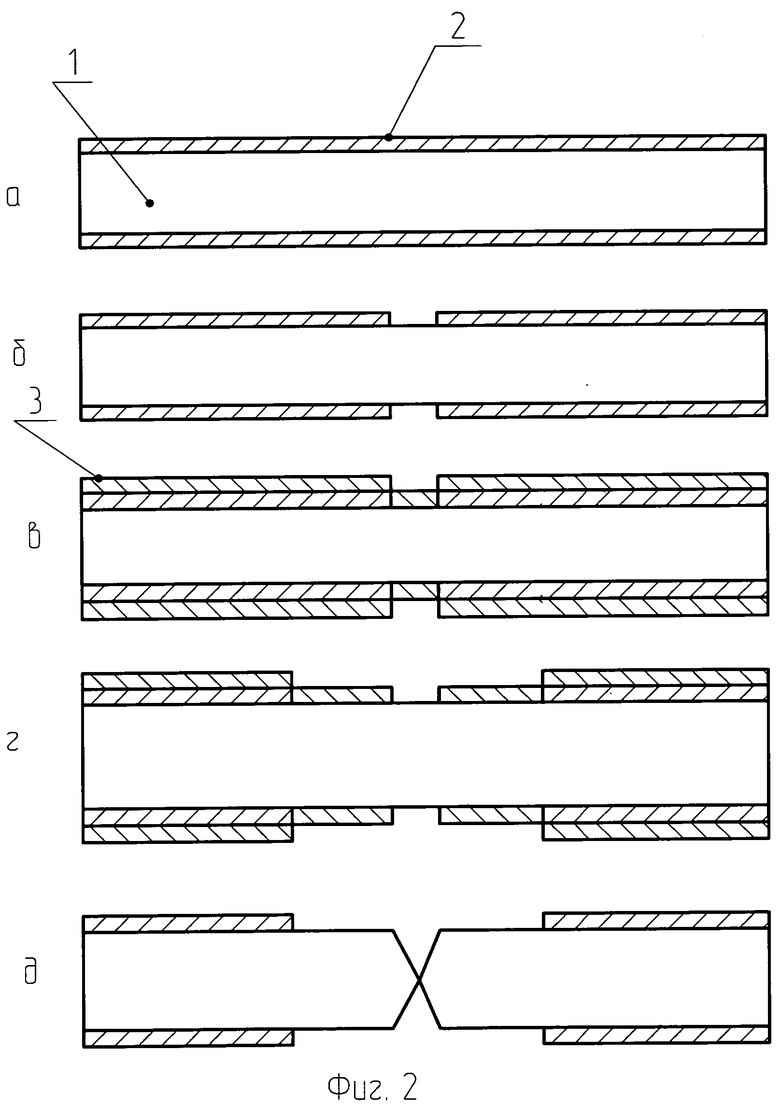
На фиг.2 (а, б, в, г, д) изображена последовательность изготовления глубокопрофилированных кремниевых структур вторым способом, где
1 - монокристаллическая пластина кремния;
2 - защитная пленка;
3 - вновь наносимая защитная пленка.
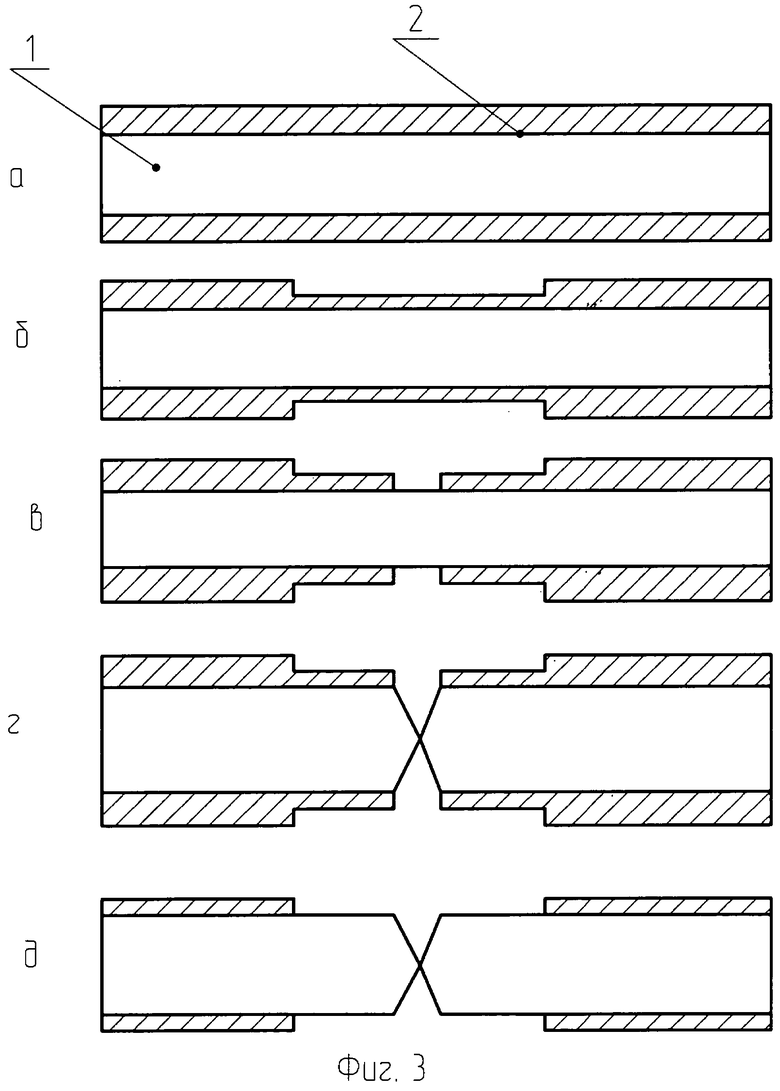
На фиг.3 (а, б, в. г, д) изображена последовательность изготовления глубокопрофилированных кремниевых структур третьим способом, где
1 - монокристаллическая пластина кремния;
2 - защитная пленка.
Способ реализуется следующим образом. На пластину монокристаллического кремния 1 с ориентацией плоскости (100) наносят защитную пленку 2(а), проводят двухстороннее экспонирование для вскрытия окон в защитной пленке 2(б). Вновь наносят защитную пленку 3(в). Затем проводят одно-двухстороннюю фотолитографию. Вскрывают окна меньшего размера до поверхности пластины 1. Проводят анизотропное травление в образовавшемся окне 4(г). Стравливают защитную пленку 3 и проводят анизотропное травление 5(д). Еще можно наносить защитную пленку 3(a). Потом проводят одно-двухстороннюю фотолитографию, вначале вскрывают новое окно меньшего размера (б) до поверхности пластины 1. Затем наносят защитную пленку 3(в), проводят одно-двухстороннюю фотолитографию, вскрывают окна большего размера (г) до поверхности пластины 1 образовавшегося окна, проводят анизотропное травление 4 во втором окне, затем стравливают защитную пленку до первого окна и проводят анизотропное травление 5(д). Еще можно наносить защитную пленку 2(а). Потом проводят одно-двухстороннюю фотолитографию, вскрывают новое окно большего размера (б). Вновь проводят одно-двухстороннюю фотолитографию, вскрывают окно меньшего размера (в) до поверхности пластины 1, проводят анизотропное травление 3, стравливают защитную пленку 2 до поверхности пластины, вскрывая окно большего размера (г), и проводят анизотропное травление % (д).
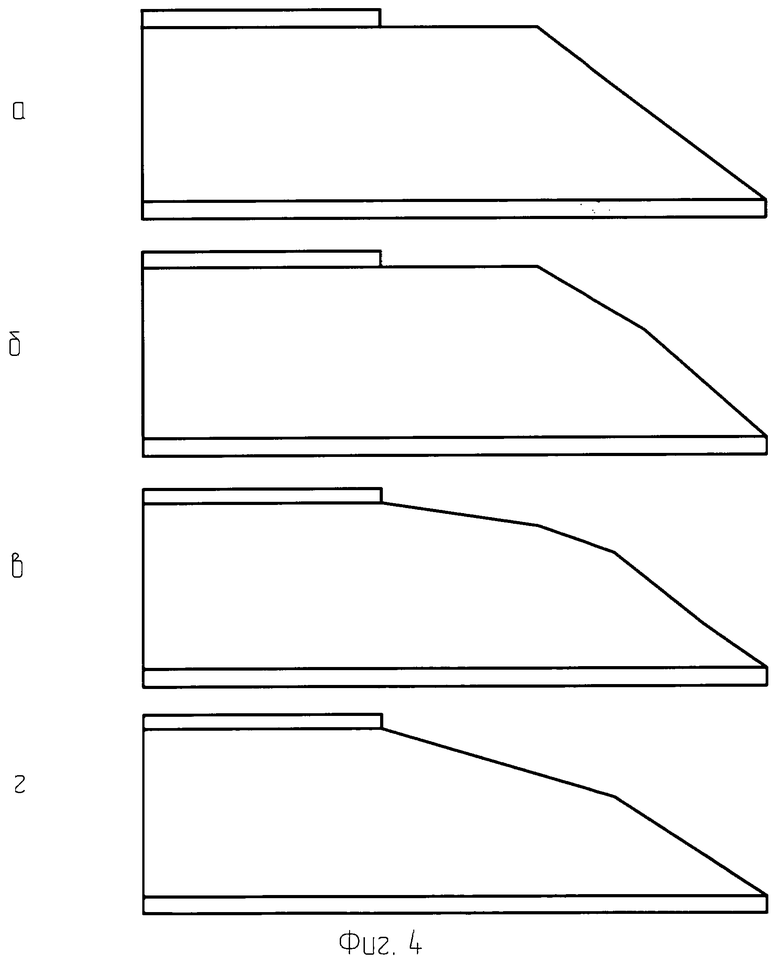
Пример 1. Изготовление микрохирургических инструментов для проведения микрохирургических операций в офтальмологии.
На фиг.4 (а, б, в, г) изображена последовательность операций для изготовления микрохирургических инструментов.
На фиг.4(а) изображено исходное состояние после анизотропного травления указанными выше способами фиг.3(г).
На фиг.4(б) изображено состояние пластины после первого промежуточного травления.
На фиг.4(в) изображено состояние пластины после второго промежуточного травления.
На фиг.4(г) изображено состояние пластины после окончательного травления и получения микрохирургического лезвия заданной конфигурации.
Таким образом, предложенный способ обеспечивает снижение трудоемкости изготовления и повышение качества микрохирургических инструментов.
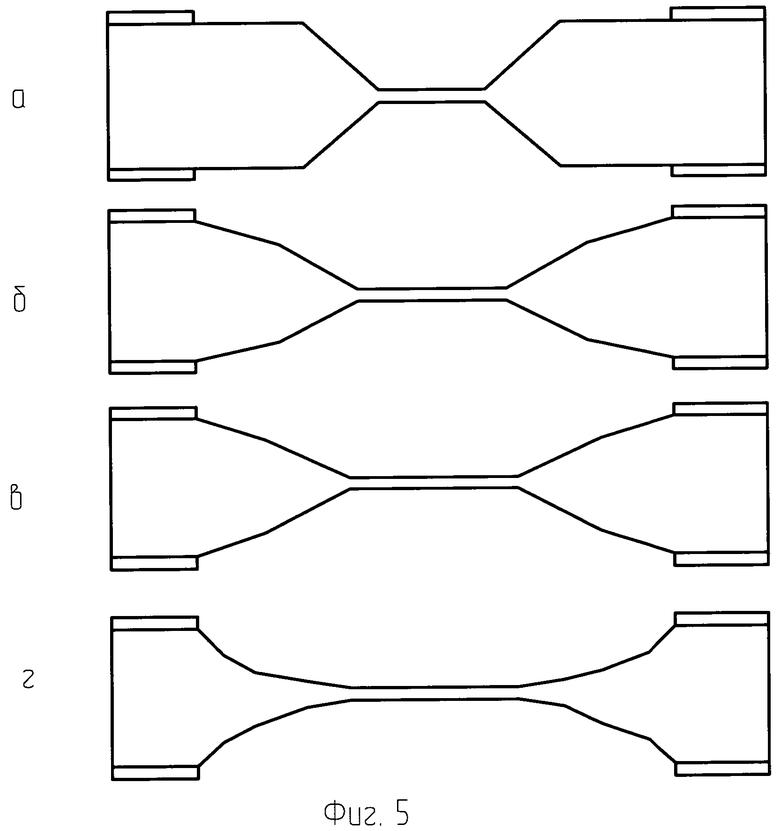
Пример 2. Изготовление конструктивных элементов микромеханических приборов на кремниевых монокристаллических подложках, а именно упругих подвесов для микромеханических акселерометров.
На фиг.5 (а, б, в, г) изображена последовательность операций для изготовления конструктивных элементов микромеханических приборов на кремниевых монокристаллических подложках, а именно упругих подвесов для микромеханических акселерометров.
На фиг.5(а) изображено исходное состояние после анизотропного травления указанными выше способами фиг.3(г).
На фиг.5(б) изображено состояние пластины после первого промежуточного травления.
На фиг.5(в) изображено состояние пластины после второго промежуточного травления.
На фиг.5(г) изображено состояние пластины после окончательного травления и получения микропрофиля конструктивных элементов микромеханических приборов заданной конфигурации.
Таким образом, предложенный способ обеспечивает снижение трудоемкости изготовления чувствительных элементов, повышение работоспособности преобразователя путем увеличения механической прочности подвеса. При этом существенно снижается концентрация механических напряжений в местах сопряжения упругих элементов.
В случае наличия микротрещин в теле элемента подвеса по сравнению с прототипом уменьшается вероятность выхода из строя преобразователя.
Источники информации
1. Травление полупроводников [сборник статей]. Пер. с англ. С.Н. Горина. М.: Мир, 1965.
2. Ваганов В.И. Интегральные тензопреобразователи. - М.: Энергоатомиздат, 1983. - Прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2014 |
|
RU2572288C1 |
| СПОСОБ МИКРОПРОФИЛИРОВАНИЯ КРЕМНИЕВЫХ СТРУКТУР | 2014 |
|
RU2559336C1 |
| СПОСОБ ФОРМИРОВАНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2018 |
|
RU2691162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ЭЛЕМЕНТА МИКРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2005 |
|
RU2300823C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГО ЭЛЕМЕНТА МИКРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2580910C1 |
| Способ изготовления упругих элементов микромеханических датчиков | 2016 |
|
RU2648287C1 |
| Способ формирования монокристаллического элемента микромеханического устройства | 2016 |
|
RU2628732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2010 |
|
RU2437181C1 |
| Способ изготовления упругих элементов из монокристаллического кремния | 2021 |
|
RU2770165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКИХ УПРУГИХ ЭЛЕМЕНТОВ | 2015 |
|
RU2601219C1 |
Изобретение относится к изготовлению конструктивных элементов микромеханических приборов на кремниевых монокристаллических подложках. Изобретение обеспечивает снижение трудоемкости изготовления и повышение качества структур. Способ изготовления глубокопрофилированных кремниевых структур включает нанесение защитной пленки на плоскую пластину из монокристаллического кремния с ориентацией поверхности в плоскости (100), нанесение на нее с двух сторон защитного слоя фоторезиста, проведение одно-двухсторонней фотолитографии, вскрытие окон в защитной пленке, повторное нанесение защитной пленки, проведение одно-двухсторонней фотолитографии, вскрытие окон меньшего размера до поверхности пластины, проведение анизотропного травления в образовавшемся окне, стравливание защитной пленки и проведение анизотропного травления. Представлены альтернативные способы изготовления глубокопрофилированных структур. 5 ил.
Способ изготовления глубокопрофилированных кремниевых структур, включающий нанесение защитной пленки на плоскую пластину из монокристаллического кремния с ориентацией поверхности в плоскости (100), нанесение на нее с двух сторон защитного слоя фоторезиста, одно-двухстороннюю фотолитографию, вскрытие окон в защитной пленке в области формирования глубокопрофилированных кремниевых структур и дальнейшего анизотропного травления, отличающийся тем, что после вскрытия окон в защитной пленке вновь наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают окна меньшего размера до поверхности пластины, проводят анизотропное травление в образовавшемся окне, стравливают защитную пленку и проводят анизотропное травление или наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают новое окно меньшего размера до поверхности пластины, затем наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают окна большего размера до поверхности пластины образовавшегося окна, проводят анизотропное травление во втором окне, затем стравливают защитную пленку до первого окна и проводят анизотропное травление или наносят защитную пленку, проводят одно-двухстороннюю фотолитографию, вскрывают новое окно большего размера, вновь проводят одно-двухстороннюю фотолитографию, вскрывают окно меньшего размера до поверхности пластины, проводят анизотропное травление, стравливают защитную пленку до поверхности пластины, вскрывая окно большего размера, и проводят анизотропное травление.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2010 |
|
RU2437181C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ КАНТИЛЕВЕРОВ ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2004 |
|
RU2340963C2 |
| СПОСОБ ЗАЩИТЫ УГЛОВ ТРЕХМЕРНЫХ МИКРОМЕХАНИЧЕСКИХ СТРУКТУР НА КРЕМНИЕВОЙ ПЛАСТИНЕ ПРИ ГЛУБИННОМ АНИЗОТРОПНОМ ТРАВЛЕНИИ | 2002 |
|
RU2220475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНТИЛЕВЕРА СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 1997 |
|
RU2125234C1 |
| US 6284666 B1, 04.09.2001 | |||
| US 6787052 B1, 07.09.2004 | |||
| US 8012365 B2, 06.09.2011 | |||

