Изобретение относится к металлургии сплавов на основе алюминия, предназначенных для применения в сварных конструкциях в виде сварочной проволоки.
Известен сплав на основе алюминия (ГОСТ 7871-75 «Проволока сварочная из алюминия и алюминиевых сплавов»), содержащий медь, марганец, цирконий, ванадий, титан, алюминий при следующем соотношении компонентов, мас. %:
Недостатки данного сплава заключаются в том, что:
- применение данного сплава в качестве присадочного материала (Св1201) для сварки алюминиевых сплавов системы Al-Cu не позволяет получить удовлетворительной трещиностойкости;
- критическая скорость деформации (Vкр) сварного соединения, при которой возникают горячие трещины, для высокопрочного сплава В-1469 системы Al-Cu-Li меньше чем 0,6 мм/мин, то есть свариваемость таких сплавов является неудовлетворительной и изготовить сварные конструкции из них не представляется возможным.
Известен также сплав (присадка Св1217) на основе алюминия (Авторское свидетельство СССР №1600176, опубл. 20.12.1996, В23К 35/28), содержащий олово или висмут, медь, марганец, цирконий, ванадий, титан, скандий, алюминий, хром, бериллий при следующем соотношении компонентов, мас. %:
При соблюдении соотношения Sc+Sn (или Bi)+Cr=0,2-0,8.
Недостатки данного сплава заключаются в том, что:
- использование данного сплава в качестве присадочного материала для сварки высокопрочных алюминий - литиевых сплавов типа В-1469, В-1461 не предотвращает образования горячих трещин, при этом Vкр составляет 1,5 мм/мин;
- прочность и ударная вязкость сварного соединения недостаточно высоки.
Наиболее близким к предлагаемому сплаву по технической сущности и достигаемому эффекту является сплав на основе алюминия (Патент RU 2210613, опубл. 20.08.2003, С22С 21/12), принятый за прототип, содержащий медь, титан, скандий, марганец, серебро, неодим, лантан, ванадий, алюминий при следующем соотношении компонентов, мас. %:
Причем ∑Sc+Nd+La≤0,4-0,6.
Недостатки данного сплава заключаются в том, что:
- использование сплава прототипа в качестве присадочного материала для сварки высокопрочных алюминий-литиевых сплавов типа В-1469, В-1461 недостаточно снижает склонность к образованию горячих трещин, при этом Vкр составляет 2,1 мм/мин, а прочность сварных соединений сплава В-1469 находится на уровне 0,6-0,65 от прочности основного металла.
Технической задачей изобретения является получение присадочного материала для сварки высокопрочных алюминиевых сплавов, легированного редкоземельными металлами.
Техническим результатом заявляемого изобретения является снижение склонности к образованию горячих трещин, повышение прочности и ударной вязкости сварных соединений из высокопрочных алюминиевых сплавов системы Al-Cu-Li, выполненных с применением алюминиевого сплава в качестве присадочного материала.
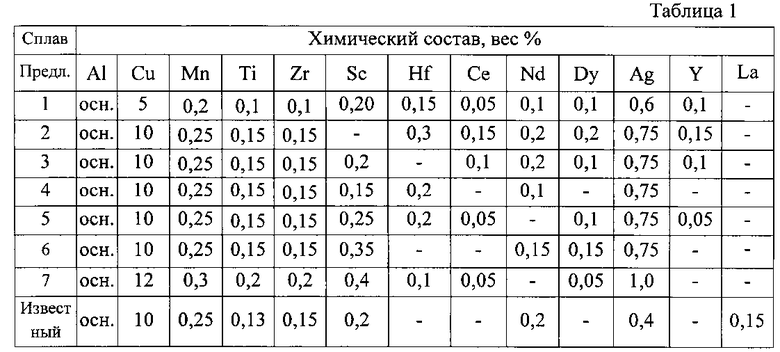
Для достижения поставленного технического результата предлагается присадочный материал для сварки алюминиевых сплавов, содержащий медь, марганец, титан, скандий и серебро, отличающийся тем, что он дополнительно содержит цирконий и, по крайней мере, три компонента из группы, содержащей гафний, неодим, церий, диспрозий, иттрий, при следующем соотношении компонентов, мас. %:
Присадочный материал по п. 1, отличающийся тем, что суммарное содержание скандия, неодима и гафния не более 0,5 мас. %.
Присадочный материал по п. 1, отличающийся тем, что суммарное содержание скандия, церия, диспрозия и иттрия не более 0,5 мас. %.
Изделие, выполненное из заявленного присадочного материала, изготавливается в виде проволоки.
При проведении исследований установлено, что при заявленном содержании и соотношении компонентов скандия, гафния, неодима в предлагаемом сплаве образуются вторичные выделения дисперсных частиц интерметаллидов Al-РЗМ (редкоземельный металл), которые непосредственно упрочняют сварной шов. Образуется мелкозернистая, не дендритная структура металла шва и зоны сплавления за счет присутствия большого числа центров кристаллизации, что обеспечивает повышение значений ударной вязкости и прочности сварного соединения.
Введение в присадочный материал скандия, церия, диспрозия и иттрия приводит к сужению температурного интервала хрупкости металла сварного шва, что вызывает повышение трещиностойкости сварных соединений при сварке присадочным материалом данного состава.
Введение в присадочный материал переходного металла - циркония, расположенного в начале периода и имеющего сильно недостроенную d-оболочку приводит к значительному модифицирующему эффекту металла сварного шва, улучшает свариваемость алюминиевых сплавов, так как измельчает не только твердый раствор, но и интерметаллидные соединения, образующиеся при кристаллизации.
Повышенное содержание серебра оказывает положительное влияние на структуру границ зерен при кристаллизации шва, что приводит к повышению ударной вязкости и коррозионной стойкости сварного соединения.
Легирование присадочного материала РЗМ свыше 1,0% снижает технологичность при производстве проволоки, а также приводит к появлению грубых интерметаллидных включений в металле шва и потере его пластичности.
Применение данного сплава в качестве присадочного материала для сварки высокопрочных алюминиевых сплавов систем Al-Cu-Li позволяет повысить значения трещиностойкости, прочности и ударной вязкости сварного соединения. Изделия из этого сплава и сварные конструкции из сплавов В-1469, где он применяется в качестве присадочного материала, обладают повышенной надежностью и работоспособностью.
Примеры конкретного осуществления
В лабораторных условиях были выплавлены сплавы, состав которых приведен в табл. 1. Слитки размером ⌀70×300 мм после гомогенизации и механической обработки на размер ⌀60×250 мм подвергались горячему прессованию на прутки диаметром 6 мм. Затем проводилось волочение с промежуточными отжигами до получения нагартованной проволоки диаметром 2 мм.
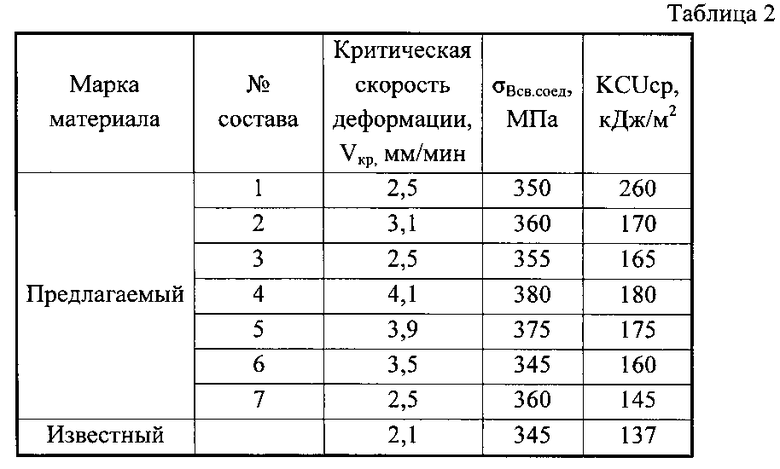
Свойства присадочных материалов оценивались при сварке листов сплава В-1469, толщиной 2,5 мм. Склонность к образованию горячих трещин при сварке определялась по методике МГТУ им. Н.Э. Баумана на установке ЛТП-1-6 с принудительной поперечной растягивающей деформацией образцов в процессе сварки. Аргонодуговую сварку образцов для механических испытаний проводили на автомате АДСВ-7 с исследуемыми присадочными материалами. Режим сварки Iсв=120А, Vсв=20 м/ч.
Приведенные в табл. 2 механические свойства сварных соединений показывают, что применение предлагаемого сплава в качестве присадочного материала для сварки высокопрочного алюминиевого сплава В-1469 позволяет в два раза повысить показатели трещиностойкости, уровень прочности сварных соединений на 10%, а ударной вязкости на 20-30%.
До настоящего времени сплавы системы Al-Cu-Li относились к трудно свариваемым материалам. Применение предлагаемого сплава в качестве присадочного материала позволит использовать его для изготовления сварных конструкций из высокопрочных Al-Cu-Li сплавов вместо клепаных и болтовых. Это даст возможность повысить эксплуатационную надежность и долговечность конструкций авиакосмической техники, снизить трудоемкость изготовления и вес на 10-15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2003 |
|
RU2237097C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2000 |
|
RU2180929C2 |
| Высокопрочный термически неупрочняемый алюминиевый сплав и способ его изготовления | 2015 |
|
RU2636781C2 |
| ВЫСОКОПРОЧНЫЙ ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2008 |
|
RU2394113C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2210613C2 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2560485C1 |
| ВЫСОКОПРОЧНЫЙ ТЕРМОСТОЙКИЙ МЕЛКОЗЕРНИСТЫЙ СПЛАВ НА ОСНОВЕ СИСТЕМЫ Al-Cu-Mn-Mg-Sc-Nb-Hf И ИЗДЕЛИЕ ИЗ НЕГО | 2020 |
|
RU2747180C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2002 |
|
RU2215806C2 |
| Конструкционный радиационно-защитный алюминиевый сплав | 2024 |
|
RU2840328C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2004 |
|
RU2280705C2 |
Изобретение может быть использовано при изготовлении присадочных материалов для сварки алюминиевых сплавов, в частности сварных конструкций из высокопрочных алюминиевых сплавов системы Al-Cu-Li. Присадочный материал содержит компоненты в следующем соотношении, мас. %: медь 5,0-12,0, цирконий 0,1-0,2, титан 0,1-0,2, скандий 0,2-0,5, марганец 0,2-0,3, серебро 0,6-1,0, неодим 0,1-0,2, гафний 0,1-0,4, церий 0,05-0,15, диспрозий 0,1-0,2, иттрий 0,1-0,2, алюминий - остальное. Техническим результатом изобретения является снижение склонности к образованию горячих трещин, повышение прочности и ударной вязкости сварных соединений из высокопрочных алюминиевых сплавов системы Al-Cu-Li. 2 н. и 2 з.п. ф-лы, 2 табл.
1. Присадочный материал для сварки алюминиевых сплавов, содержащий медь, марганец, титан, скандий и серебро, отличающийся тем, что он дополнительно содержит цирконий и, по крайней мере, три компонента из группы, содержащей гафний, неодим, церий, диспрозий, иттрий, при следующем соотношении компонентов, мас. %:
2. Присадочный материал по п. 1, отличающийся тем, что суммарное содержание скандия, неодима и гафния составляет не более 0,5 мас. %.
3. Присадочный материал по п. 1, отличающийся тем, что суммарное содержание скандия, церия, диспрозия и иттрия составляет не более 0,5 мас. %.
4. Изделие в виде проволоки, отличающееся тем, что оно выполнено из присадочного материала по п. 1.
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2210613C2 |
| SU 1600176 А1, 20.12.1996 | |||
| ПРИСАДОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2378095C2 |
| Способ определения остаточных радиальных напряжений в кольцах | 1984 |
|
SU1249303A1 |
| Приемник частотно-модулированных колебаний со следящим гетеродином | 1982 |
|
SU1046945A1 |

