Изобретение относится к области электрошлаковой наплавки и может быть использовано для восстановления деталей электрошлаковой наплавкой.
Известен способ восстановления деталей электрошлаковой наплавкой (патент РФ №2336971 C2, кл. B22D 19/10, B23P 6/00, B23K 25/00 от 01.12.2006).
Однако указанный способ требует изготовления и установки в кокиль легирующей пластины, что приводит к усложнению и удорожанию процесса восстановления деталей электрошлаковой наплавкой.
Ближайшим аналогом является способ восстановления деталей электрошлаковой наплавкой, включающий закрепление детали и кокиля, расплавление расходуемого электрода в расплаве шлаковой ванны, изготовление расходуемого электрода из арматуры, собранной в пакет из нескольких прутков в форме, соответствующей размерам и форме кокиля, выровненного по торцу с выдвинутым средним прутком и зафиксированного сваркой (патент РФ №2350449 C2, кл. B23P 6/00, B23K 25/00, B22D 19/10 от 08.05.2007).
Однако известный способ не позволяет использовать в качестве прутков расходуемого электрода любой прокат, подходящий по размеру и химическому составу, подавать в расплав равномерно вместе с расходуемым электродом шихту. Кроме того, известный способ не всегда позволяет успешно проводить «твердую» стартовую операцию электрошлаковой наплавки, так как возможно появление «короткого замыкания» между расходуемым электродом и восстанавливаемой деталью, что потребует снятия электрода, повторной подготовки и запуску процесса электрошлаковой наплавки.
Технической задачей, на решение которой направлено изобретение, является повышение производительности способа восстановления деталей электрошлаковой наплавкой.
Указанная задача решается тем, что в способе восстановления деталей электрошлаковой наплавкой, включающем закрепление детали и кокиля, расплавление расходуемого электрода, выполненного в виде пакета, собранного и сваренного из нескольких металлических прутков, выровненных по торцу, при этом по крайней мере один из прутков выдвинут из пакета, согласно изобретения, используют прутки, выполненные из подходящего по размеру и химическому составу проката, на который наносят шихту, причем используют выдвинутый пруток с заточенным концом и не наносят на него шихту.
Использование в качестве прутков расходуемого электрода любого проката, подходящего по размеру и химическому составу, позволяют значительно расширить номенклатуру изделий, которые могут быть применены в качестве прутков расходуемого электрода
Закрепление шихты к пруткам позволяет упростить процесс ее подачи в расплав, а также сделать его равномерным.
Заточка концов одного или нескольких прутков позволяет упростить процесс стартовой «твердой» операции электрошлаковой наплавки.
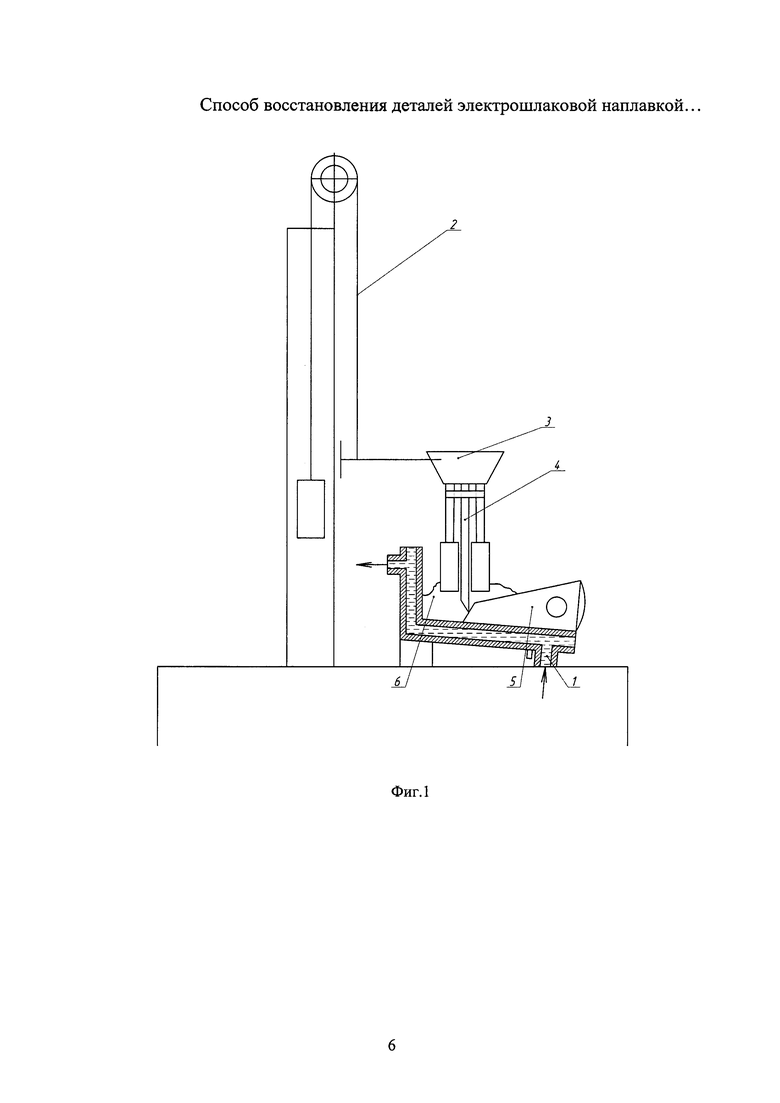
На фиг. 1 изображен начальный этап способа электрошлаковой наплавки коронки зуба ковша экскаватора.
Пример реализации способа
В кристаллизатор 1, прикрепленный к наплавочной установке 2, устанавливают восстанавливаемую деталь 5, например коронку зуба ковша экскаватора.
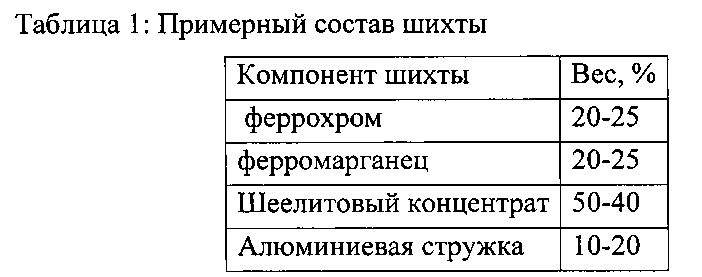
В держатель электрода 3 устанавливают заранее изготовленный расходуемый электрод 4. Электрод изготавливают путем сварки в пакет трех металлических стержней, выровненных по торцу с выдвинутым средним прутком. После сварки наносят на крайние прутки шихту, примерный состав которой приведен в таблице 1. Шихту закрепляют, например с помощью жидкого стекла, и затем высушивают в печи.
С помощью привода держателя электрода 3 наплавочной установки 2 и перемещают расходуемый электрод 4 в сторону кристаллизатора 1 до соприкосновения расходуемого электрода 4 с коронкой зуба ковша экскаватора 5. В этот момент под действием электрического тока происходит расплавление флюса 6 и расходуемого электрода 4.
Плавку продолжают до расплавления нужного количества металла. После этого отводят расходуемый электрод 4 от кристаллизатора 1 и выключают наплавочную установку 2. После кристаллизации наплавленного металла вынимают восстановленную коронку зуба ковша экскаватора 5 из кристаллизатора 1.
В отличие от аналогов предлагаемый способ позволяет использовать в качестве прутков расходуемого электрода любой прокат, подходящий по размеру и химическому составу, подавать в расплав равномерно вместе с расходуемым электродом шихту и позволяет упростить «твердую» стартовую операцию электрошлаковой наплавки за счет заострения одного из прутков расходуемого электрода, приводящего к увеличению плотности тока при стартовой операции и заметно ее упрощающий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2350449C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2004 |
|
RU2272703C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2348497C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА ПРИ ЕГО ИЗГОТОВЛЕНИИ ИЛИ ВОССТАНОВЛЕНИИ | 1999 |
|
RU2167750C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| Способ восстановления зубьев ковша экскаватора | 1981 |
|
SU998552A1 |
| КОКИЛЬ ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 1998 |
|
RU2139175C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2008 |
|
RU2368476C1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТИТАНОВОГО ФЕРРОСПЛАВА ЭЛЕКТРОШЛАКОВЫМ ПЛАВЛЕНИЕМ | 2005 |
|
RU2335553C2 |
Изобретение может быть использовано для восстановления деталей электрошлаковой наплавкой. После закрепления детали и кокиля расплавляют расходуемый электрод в виде пакета, собранного и сваренного из нескольких металлических прутков, выровненных по торцу. Используют прутки, выполненные из подходящего по размеру и химическому составу проката, на который наносят шихту. По крайней мере один из прутков выдвинут из пакета и имеет заточенный конец, на упомянутый пруток не наносят шихту. Изобретение обеспечивает расширение номенклатуры восстанавливаемых деталей, упростит подачу шихты в расплав. 1 ил., 1 табл.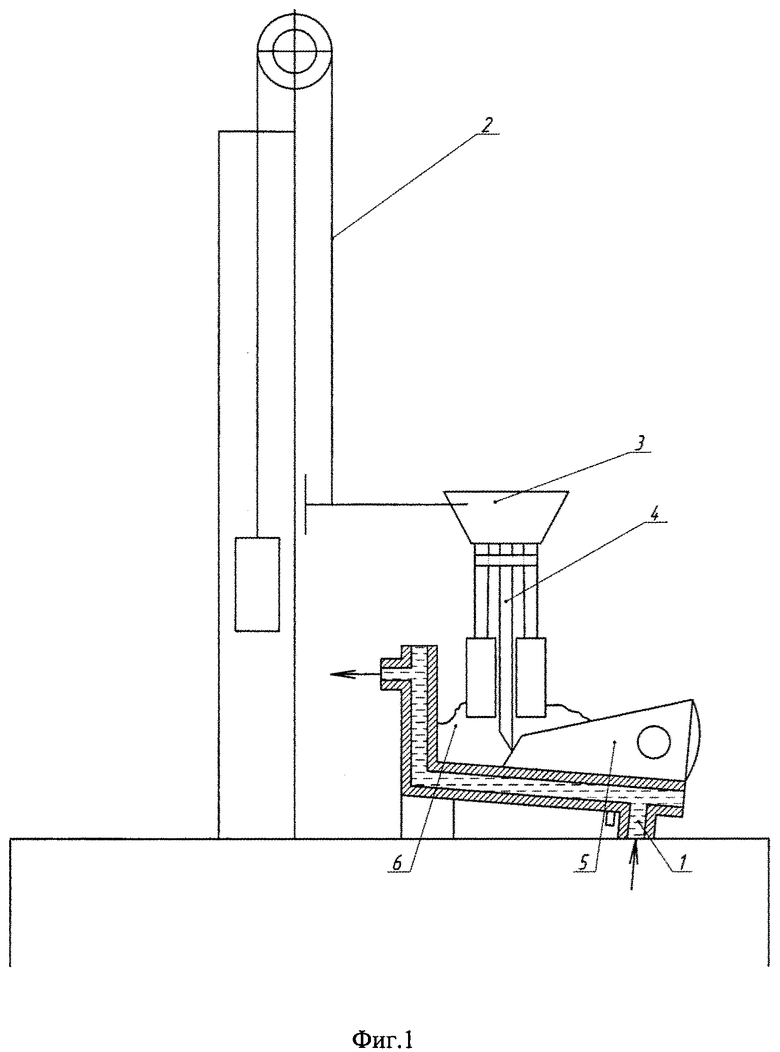
Способ восстановления деталей электрошлаковой наплавкой, включающий закрепление детали и кокиля, расплавление расходуемого электрода, выполненного в виде пакета, собранного и сваренного из нескольких металлических прутков, выровненных по торцу, при этом по крайней мере один из прутков выдвинут из пакета, отличающийся тем, что используют прутки, выполненные из подходящего по размеру и химическому составу проката, на которые нанесена шихта, при этом выдвинутый пруток используют с заточенным концом, на который не нанесена шихта.
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2350449C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ | 1999 |
|
RU2163269C1 |
| Манекен | 1936 |
|
SU51757A1 |
| ПРОИЗВОДНЫЕ N-(3-АМИНОПРОПИЛ)-N-ФЕНИЛ-5,6,7,8-ТЕТРАГИДРОНАФТАЛИН-2-КАРБОКСАМИДА, СПОСОБ ИХ ПОЛУЧЕНИЯ И ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2138479C1 |
| Электрошлаковая сварка и наплавка, под ред.академика Б.Е.ПАТОНА, М., Машиностроение, 1980, с.277-278. | |||

