Область техники
Изобретение относится к устройству для последовательного изготовления пластиковых пакетов.
Уровень техники
В документе JP 3618939 известно устройства для последовательного изготовления пластиковых пакетов, каждый из которых включает в себя участки панели и застежки.
В устройстве верхнее и нижнее полотна пленочного материала накладываются друг на друга. Устройство включает в себя верхнюю и нижнюю пластины для тепловой сварки, между которыми направляются верхнее и нижнее полотна пленочного материала. Между верхним и нижним полотнами пленочного материала направляются верхний и нижний элементы материала застежки. Полотна пленочного материала и элементы материала застежки периодически подаются в продольном направлении. Установочная пластина помещается между верхним и нижним элементами материала застежки. Верхняя пластина для тепловой сварки опускается к нижней пластине для тепловой сварки всякий раз, когда периодически подаются полотна пленочного материала и элементы материала застежки, так чтобы полотна пленочного материала и элементы материала застежки оказывались между пластинами для тепловой сварки и установочной пластиной. Соответственно, верхнее полотно пленочного материала и верхний элемент материала застежки свариваются друг с другом, в то время как нижнее полотно пленочного материала и нижний элемент материала застежки свариваются друг с другом для последовательного изготовления пластиковых пакетов из полотен пленочного материала и элементов материала застежки. Полотна пленочного материала содержат полотна материала панели, которые выполнены из пластика. Элементы материала застежки также выполнены из пластика. Участок панели образован из полотен пленочного материала. Участок застежки образован из элементов материала застежки. Элементы материала застежки могут именоваться как зажимной материал. Участок застежки может именоваться как зажимной участок.
Кроме того, устройство включает в себя опорную пластину, простирающуюся по ширине полотен пленочного материала и выступающую с обеих сторон полотен пленочного материала, при этом установочная пластина крепится к опорной пластине. Устройство также включает в себя приводы, которые содержат пневмоцилиндры, расположенные с противоположных сторон полотен пленочного материала и соединенные с опорной пластиной так, чтобы установочная и опорная пластины располагались на пневмоцилиндрах. Следует понимать, что устройство содержит двухопорную конструкцию для опорной пластины. Установочная пластина и опорная пластина в дальнейшем поднимаются пневмоцилиндрами, и установочная пластина перемещается от нижней пластины для тепловой сварки после сварки друг с другом полотен пленочного материала и элементов материала застежки и когда верхняя пластина для тепловой сварки поднимается и возвращается в исходное положение. Полотна пленочного материала и элементы материала застежки поднимаются таким образом, чтобы нижнее полотно пленочного материала отрывалось от нижней пластины для тепловой сварки. Затем снова выполняется периодическая подача полотен пленочного материала и элементов материала застежки. Полотна пленочного материала подаются периодически в оторванном состоянии без наклонного или искривленного перемещения вперед.
Однако в этом устройстве опорная пластина должна выступать с противоположных сторон полотен пленочного материала. Кроме того, опорная пластина должна располагаться на приводах и подниматься с помощью этих приводов, расположенных с противоположных сторон полотен пленочного материала. Таким образом, усложняется конструкция устройства и увеличивается его стоимость.
Кроме того, верхний и нижний элементы материала застежки направляются между верхним и нижним полотнами пленочного материала, которые не всегда содержат полотна панельного материала. Например, в документе JP 4526592 приводится описание устройства для последовательного изготовления пластиковых пакетов, в которых одно из верхнего и нижнего полотен пленочного материал содержит полотно панельного материала, в то время как другое полотно пленочного материала содержит полотно нижнего материала вставки. Верхний и нижний элементы материала застежки направляются между полотном панельного материала и полотном материала нижней вставки, так чтобы участок нижней вставки и нижний выступ были образованы из полотна материала нижней вставки, при этом участок застежки образуется в нижнем выступе.
В этом выступе установочная пластина может быть помещена между верхним и нижним элементами материала застежки и крепится к опорной пластине, как в случае устройства, описанного в документе JP 3618939. Однако опорная пластина не может выступать с противоположных сторон полотна панельного материала для создания двухопорной конструкции для опорной пластины. Опорная пластина может выступать только с одной из противоположных сторон полотна панельного материала для получения консольной конструкции. Таким образом, сложно обеспечить подъем установочной пластины и опорной пластины с помощью привода. Соответственно, нижнее полотно пленочного материала не отрывается от нижней пластины для тепловой сварки после выполнения сварки. Полотна пленочного материала в дальнейшем периодически подаются в имеющемся состоянии с наклонным или искривленным перемещением вперед.
В каждой из публикаций, к которым относятся публикация японского выложенного патента №Н08-118,521, публикация японского выложенного патента №Н10-31,535 и публикация японской полезной модели №S43-19,033, приводится описание устройства для последовательного изготовления пластиковых пакетов, которое содержит консольную конструкцию для опорной пластины. Кроме того, верхняя и нижняя пластины для тепловой сварки соответственно опускаются и поднимаются таким образом, чтобы полотна пленочного материала и элементы материала застежки помещались между пластинами для тепловой сварки и установочной пластиной. Соответственно, верхнее полотно пленочного материала и верхний элемент материала застежки свариваются друг с другом, в то время как нижнее полотно пленочного материала и нижний элемент материала застежки свариваются друг с другом. Верхняя и нижняя пластины для тепловой сварки затем соответственно поднимаются и опускаются, так чтобы верхнее и нижнее полотна пленочного материала отрывались от верхней и нижней пластин для тепловой сварки.
Однако соответственно для опускания и подъема верхней и нижней пластин для тепловой сварки соответственно требуются приводы. Таким образом, усложняется конструкция устройства и повышается его стоимость.
Следовательно, задача настоящего изобретения состоит в том, чтобы предложить устройство для последовательного изготовления пластиковых пакетов, каждый из которых включает в себя панельный участок и участок застежки, что упрощает конструкцию и снижает стоимость.
Раскрытие изобретения
Устройство включает в себя верхнюю и нижнюю пластины для тепловой сварки, между которыми направляются верхнее и нижнее полотна пленочного материала. Верхний и нижний элементы материала застежки направляются между верхним и нижним полотнами пленочного материала. Полотна пленочного материала и элементы материала застежки периодически направляются в продольном направлении. Установочная пластина помещена между верхним и нижним элементами материала застежки. Верхняя пластина для тепловой сварки опускается к нижней пластине для тепловой сварки всякий раз, когда периодически подаются полотна пленочного материала и элементы материала застежки так, чтобы полотна пленочного материала и элементы материала застежки оказывались между пластинами для тепловой сварки и установочной пластиной. Соответственно верхнее полотно пленочного материала и верхний элемент материала застежки свариваются друг с другом, в то время как нижнее полотно пленочного материала и нижний элемент материала застежки свариваются друг с другом для последовательного изготовления пластиковых пакетов из полотен пленочного материала и элементов материала застежки.
Устройство содержит опорную пластину, простирающуюся по ширине полотен пленочного материала и выступающую с одной из противоположных сторон полотен пленочного материала, при этом установочная пластина крепится к опорной пластине. Устройство также содержит упругое опорное устройство, расположенное с одной стороны полотен пленочного материала и помещенное между опорной пластиной и рамой для упругой поддержки установочной пластины и опорной пластины так, чтобы установочная пластина и опорная пластина перемещались вниз и опускались верхней пластиной для тепловой сварки с целью размещения полотен пленочного материала и элементов материала застежки между пластинами для тепловой сварки и установочной пластиной и их сварки друг с другом. Установочная пластина и опорная пластина затем поднимаются упругим опорным устройством так, чтобы установочная пластина перемещалась от нижней пластины для тепловой сварки после сварки друг с другом полотен пленочного материала и элементов материала застежки. Устройство также содержит устройство поддержания положения, расположенное с одной стороны полотен пленочного материала и помещенное между опорной пластиной и рамой, для воздействия на опорную пластину так, чтобы установочная пластина и опорная пластина удерживались в заданном положении и не наклонялись при опускании и поднимании.
В предпочтительном варианте выполнения устройство удерживания положения содержит верхнюю и нижнюю плоские пружины или звенья, имеющие одинаковую длину, простирающиеся по ширине пленочного материала, расположенные на расстоянии друг от друга и параллельно друг другу. Опорная пластина и рама соединены с помощью верхней и нижней плоских пружин или звеньев.
Упругое опорное устройство содержит пружину растяжения, с помощью которой установочная пластина и опорная пластина подвешены с целью упругой поддержки.
Упругое опорное устройство может содержать пружину сжатия или пневмоцилиндр.
Установочная пластина простирается в продольном направлении полотен пленочного материала и имеет противоположные концы. Установочная пластина крепится к опорной пластине с по меньшей мере одного из противоположных концов установочной пластины.
Установочная пластина может простираться в продольном направлении полотен пленочного материала и имеет противоположные концы, каждый из которых снабжен опорной пластиной, упругим опорным устройством и устройством поддержания положения. Установочная пластина и опорная пластина поддерживаются в каждом из положений противоположных концов установочной пластины.
Краткое описание чертежей
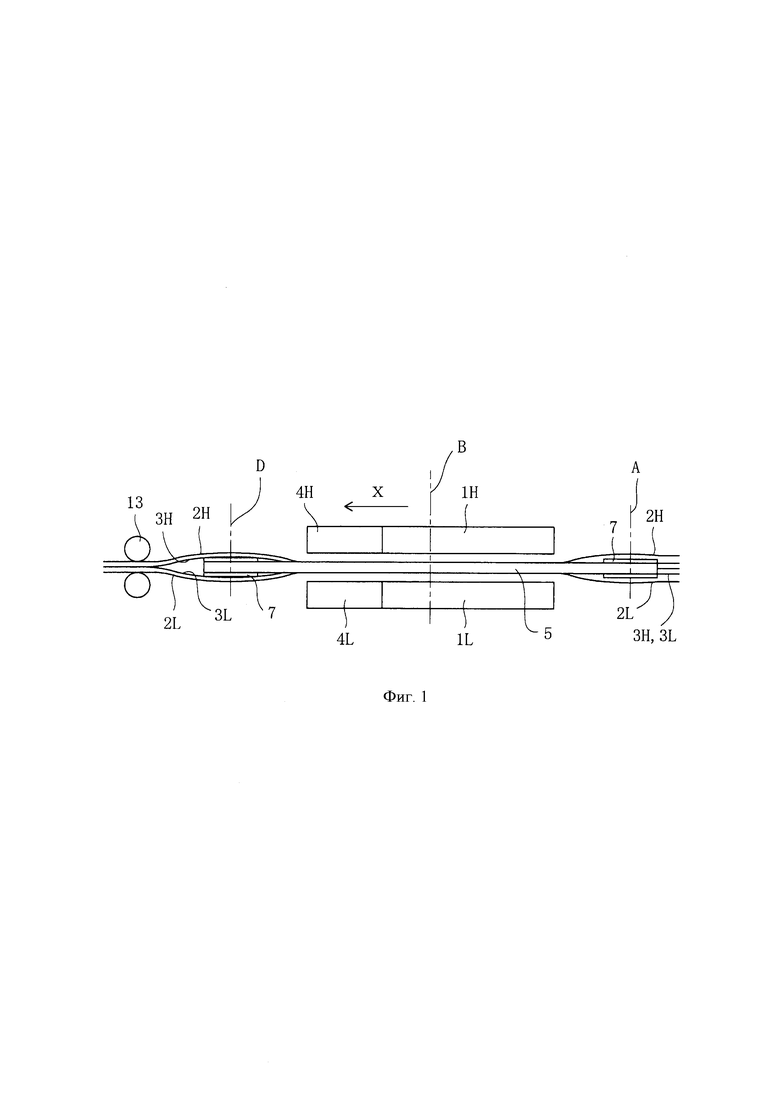
Фиг. 1 - вид сбоку предпочтительного варианта выполнения изобретения.
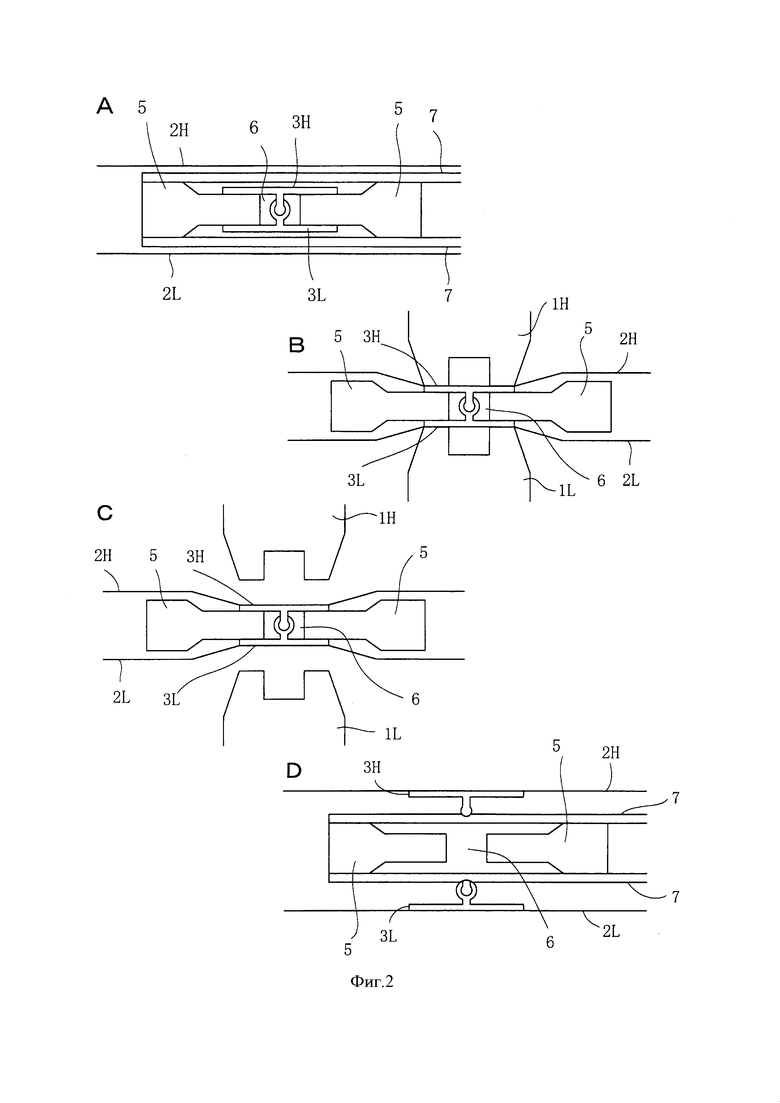
Фиг. 2 - вид в разрезе (А) устройства из фиг. 1 в положении А, вид в разрезе (В) устройства из фиг. 1 в положении В, вид в разрезе (С) верхней пластины для тепловой сварки из (В) при подъеме и вид в разрезе (D) устройства из фиг. 1 в положении D.
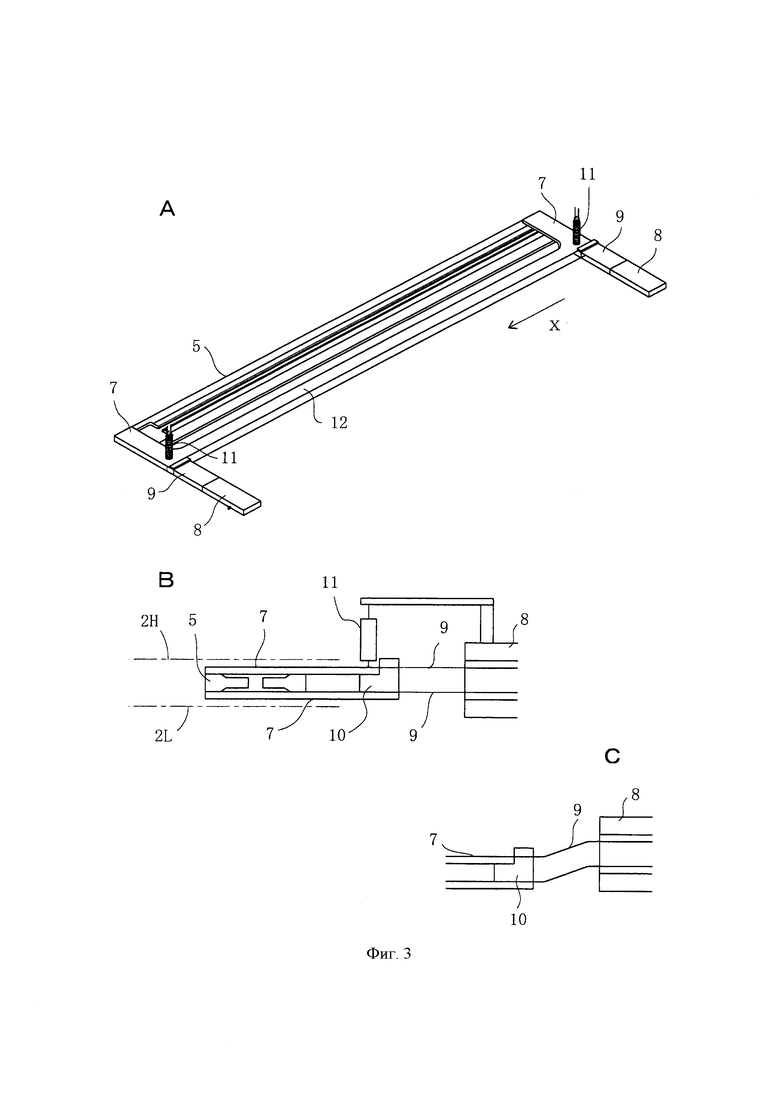
Фиг. 3 - перспективный вид (А) устройства из фиг. 1, вид в разрезе (В) установочной пластины, опорной пластины, плоских пружин и пружины растяжения из вида (А) и иллюстративный вид (С) плоских пружин из (В) при воздействии на опорную пластину.
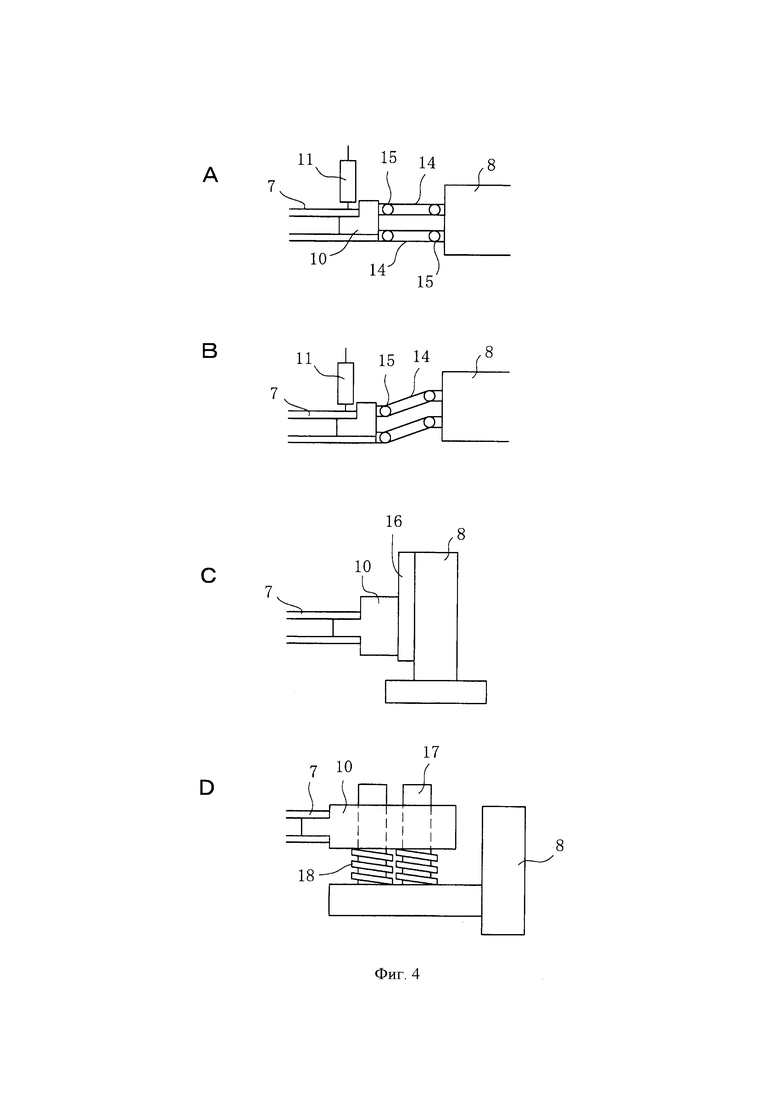
Фиг. 4 - иллюстративный вид (А) другого варианта выполнения, иллюстративный вид (В) звеньев из фиг. (А) при воздействии на опорную пластину, иллюстративный вид (С) другого варианта выполнения и иллюстративный вид (D) другого варианта выполнения.
Режим осуществления изобретения
На фиг. 1 показано устройство для последовательного изготовления пластиковых пакетов по изобретению. Устройство включает в себя верхнюю и нижнюю пластины 1Н и 1L для тепловой сварки, расположенные напротив друг друга. Верхнее и нижнее полотна пленочного материала 2Н и 2L накладываются друг на друга и направляются между верхней и нижней пластинами 1Н и 1L для тепловой сварки. Например, полотна пленочного материала 2Н и 2L содержат полотна материала, которые выполнены из пластика. Верхний и нижний элементы материала 3Н и 3L застежки входят в зацепление друг с другом и направляются между верхним и нижним полотнами пленочного материала 2Н и 2L. Полотна пленочного материала 2Н и 2L и элементы материала 3Н и 3L застежки периодически подаются в продольном направлении. Они подаются в продольном направлении X. Элементы материала 3Н и 3L застежки также выполнены из пластика. Кроме того, с верхней пластиной 1Н для тепловой сварки соединен привод, так чтобы верхняя пластина 1Н для тепловой сварки опускалась и поднималась с помощью привода. Например, привод содержит рычажный механизм. Элементы материала 3Н и 3L застежки входят в зацепление друг с другом, как описано выше, и образуют участок зацепления, как в случае устройства, описанного в документе JP 3618939.
В этом варианте выполнения верхняя и нижняя охлаждающие пластины 4Н и 4L расположены напротив друг друга и установлены после пластин 1Н и 1L для тепловой сварки. Полотна пленочного материала 2Н и 2L и элементы материала 3Н и 3L застежки направляются между верхней и нижней охлаждающими пластинами 4Н и 4L и периодически подаются в продольном направлении. С верхней охлаждающей пластиной 4Н соединен привод так, чтобы верхняя охлаждающая пластина 4Н опускалась и поднималась совместно с верхней пластиной 1Н для тепловой сварки, как и в случае устройства, описанного в вышеуказанном документе.
Устройство также включает в себя установочную пластину, как показано на фиг. 2. Установочная пластина 5 простирается в продольном направлении полотен пленочного материала 2Н и 2L и расположено между верхним и нижним элементами материала 3Н и 3L застежки. Установочная пластина 5 содержит две пластины, расположенные напротив друг друга и на некотором расстоянии друг от друга по ширине полотен пленочного материала 2Н и 2L для образования направляющей канавки 6 между пластинами 5. Верхний и нижний элементы материала 3Н и 3L застежки направляются выше и ниже установочной пластины 5 в положении направляющей канавки 6 для получения участка зацепления, который размещается в направляющей канавке 6. Установочная пластина 5 является пластиной с водяным охлаждением и имеет рубашку водяного охлаждения, как и в случае устройства, описанного в вышеуказанном документе.
Устройство также включает в себя опорную пластину 7, простирающуюся по ширине полотен пленочного материала 2Н и 2L и выступающую с одной из противоположных сторон полотен пленочного материала 2Н и 2L, при этом установочная пластина 5 крепится к опорной пластине 7, как показано на фиг. 3. В варианте выполнения опорная пластина 7 содержит верхнюю и нижнюю пластины, при этом установочная пластина 5 вставляется между ними и крепится к верхней и нижней пластинам 7. Устройство также включает в себя упругое опорное устройство, расположенное с одной стороны полотен пленочного материала 2Н и 2L между опорной пластиной 7 и рамой 8 для упругой поддержки установочной пластины 5 и опорной пластины 7, так чтобы установочная пластина 5 и опорная пластина 7 перемещались и опускались верхней пластиной 1Н для тепловой сварки, и полотна пленочного материала 2Н и 2L и элементы материала 3Н и 3L застежки оказывались между пластинами 1H и 1L для тепловой сварки и сваривались друг с другом. Далее установочная пластина 5 и опорная пластина 7 поднимаются упругим опорным устройством, так чтобы установочная пластина 5 перемещалась от нижней пластины 1L для тепловой сварки после сварки друг с другом полотен пленочного материала 2Н и 2L и элементов материала 3Н и 3L застежки. Устройство также включает в себя устройство поддержания положения или устройство поддержания позиции, расположенное с одной стороны полотен пленочного материала 2Н и 2L и помещенное между опорной пластиной 7 и рамой 8 для воздействия на опорную пластину 7, так чтобы установочная пластина 5 и опорная пластина 7 сохраняли свое положение или позицию и не наклонялись при опускании или подъеме.
В варианте выполнения устройство поддержания положения содержит верхнюю и нижнюю плоские пружины 9, расположенные между опорной пластиной 7 и рамой 8. Верхняя и нижняя плоские пружины 9 имеют одинаковую длину и проходят по ширине полотна пленочного материала 2Н и 2L и расположены на расстоянии друг от друга и параллельно друг другу. Опорная пластина 7 и рама 8 соединены с помощью верхней и нижней плоских пружин 9. Опорная пластина 7 содержит верхнюю и нижнюю пластины, как описано выше. Кроме того, в варианте выполнения между верхней и нижней пластинами 7 вставляется распорная деталь 10, при этом вышеуказанные пластины крепятся к распорной детали 10 так, чтобы опорная пластина 7 и рама 8 были соединены с помощью распорной детали 10 и плоских пружин 9.
С другой стороны, упругое опорное устройство содержит пружину 11 растяжения, проходящую вертикально, расположенную над опорной пластиной 7, установленную на раме 8 и соединенную с опорной пластиной 7. Установочная пластина 5 и опорная пластина 7 подвешиваются с помощью пружины 11 растяжения для получения пружинящей опоры.
Установочная пластина 5 простирается в продольном направлении полотен пленочного материала 2Н и 2L, как описано выше, и имеет противоположные концы. Установочная пластина 5 крепится к опорной пластине 7 по меньшей мере на одном из противоположных концов установочной пластины 5.
В варианте выполнения установочная пластина 5 проходит в продольном направлении полотен пленочного материала 2Н и 2L и имеет противоположные концы, каждый из которых снабжен опорной пластиной 7, распорной деталью 10, упругим опорным устройством и устройством поддержания положения. Установочная пластина 5 и опорная пластина 7 предусмотрены в каждом из положений противоположных концов установочной пластины 5. Кроме того, опорные пластины 7 соединены с помощью соединительной пластины 12, расположенной с одной стороны полотен пленочного материала 2Н и 2L. Соединительная пластина 12 образована как одно целое с опорными пластинами и проходит в продольном направлении полотен пленочного материала 2Н и 2L.
Устройство также включает в себя верхний и нижний прижимные валики 13, расположенные после установочной пластины 5. Полотна пленочного материала 2Н и 2L и элементы материала 3Н и 3L застежек направляются между верхним и нижним прижимными валиками 13.
В этом устройстве верхнее и нижнее полотна пленочного материала 2Н и 2L расположены выше и ниже опорной пластины 7 и направляются между верхней и нижней пластинами 1Н и 1L для тепловой сварки, когда полотна пленочного материала 2Н и 2L и элементы материала 3Н и 3L застежек подаются в продольном направлении и достигают переднего конца установочной пластины 5. Верхний и нижний элементы материала 3Н и 3L застежки проходят между верхней и нижней пластинами 7 для получения участка зацепления и размещения в направляющей канавке 6 установочной пластины 5 (фиг. 2А), как и в случае устройства, описанного в вышеуказанной публикации патента.
Далее верхняя пластина 1Н для тепловой сварки перемещается вниз с помощью привода и опускается к нижней пластине 1L для тепловой сварки всякий раз, когда полотна пленочного материала 2Н и 2L и элементы материала 3Н и 3L застежки периодически подаются и временно останавливаются, так чтобы полотна пленочного материала 2Н и 2L и элементы материала 3Н и 3L застежки оказывались между пластинами 1Н и 1L для тепловой сварки и установочной пластиной 5 и сваривались пластинами 1Н и 1L для тепловой сварки. Соответственно, верхнее полотно пленочного материала 2Н и верхний элемент материала 3Н застежки свариваются друг с другом, в то время как нижнее полотно пленочного материала 2L и нижний элемент материала 3L застежки свариваются друг с другом. Затем верхняя пластина 1Н для тепловой сварки перемещается вверх с помощью привода для подъема и возврата в исходное положение.
Кроме того, установочная пластина 5 и опорная пластина 7 перемещаются вниз и опускаются верхней пластиной 1Н для тепловой сварки для размещения полотен пленочного материала 2Н и 2L и элементов материала 3Н и 3L застежки между пластинами 1Н и 1L для тепловой сварки и установочной пластиной 5 и их сварки друг с другом (фиг. 2В). Пружина 11 растяжения и плоские пружины 9 обеспечивают опускание установочной пластины 5 и опорной пластины 7. Пружина 11 растяжения растягивается в продольном направлении и упруго деформируется, в то время как верхняя и нижняя плоские пружины 9 изгибаются в том же направлении. В этой связи, принимая во внимание, что верхняя и нижняя плоские пружины 9 имеют одинаковую длину и расположены параллельно друг другу, понятно, что верхняя и нижняя плоские пружины 9 действуют на опорную пластину 7 таким образом, что установочная пластина 5 и опорная пластина 7 удерживаются в заданном положении и не наклоняются при опускании (фиг. 3В, С).
Кроме того, установочная пластина 5 имеет противоположные концы, каждый из которых снабжен опорной пластиной 7, упругим опорным устройством и устройством удерживания положения, как описано выше, для упругой поддержки установочной пластины 5 и опорной пластины 7 на противоположных концах установочной пластины 5. Устройства удерживания положения действует на опорные пластины 7 на противоположных концах установочной пластины 5. Установочная пластина 5 и опорные пластины 7 удерживаются в заданном положении и при опускании не наклоняются по ширине и в продольном направлении полотен пленочного материала 2Н и 2L. Затем установочная пластина 5 и опорная пластина 7 поднимаются пружинами 11 растяжения и установочная пластина 5 перемещается от нижней пластины 1L для тепловой сварки после сварки друг с другом полотен пленочного материала 2Н и 2L и элементов материала 3Н и 3L застежки и когда верхняя пластина 1Н для тепловой сварки поднимается и возвращается в исходное положение (фиг. 2С). Верхняя и нижняя плоские пластины 9 действуют на опорную пластину 7 так, чтобы установочная пластина 5 и опорная пластина 7 удерживались в заданном положении и не наклонялись при подъеме. Затем снова выполняется периодическая подача полотен пленочного материала 2Н и 2L и элементов материала 3H и 3L застежки.
При выполнении сварки между пластинами 1Н и 1L и полотнами пленочного материала 2Н и 2L можно размещать лист материала Teflon (товарный знак).
Верхняя охлаждающая пластина 4Н опускается к нижней охлаждающей пластине 4L в то же время, когда верхняя пластина 1Н для тепловой сварки опускается к нижней пластине 1L для тепловой сварки. Полотна пленочного материала 2Н и 2L и элементы материала 3H и 3L застежки помещаются между охлаждающей пластиной 4Н и 4L и установочной пластиной 5 и охлаждаются охлаждающей пластиной после сварки.
Затем верхний и нижний элементы материала 3H и 3L застежки выходят из зацепления сразу после того, как полотна пленочного материала 2Н и 2L и элементы материала 3H и 3L застежки периодически подаются для достижения заднего конца установочной пластины 5. Верхнее полотно пленочного материала 2Н и верхний элемент материала 3H застежки направляются над опорной пластиной 7, в то время как нижнее полотно пленочного материала 2L и нижний элемент материала 3L застежки направляются ниже опорной пластины 7 (фиг. 2D). Полотна пленочного материала 2Н и 2L и элементы материала 3H и 3L застежки затем направляются и помещаются между прижимными валиками 13, так чтобы верхний и нижний элементы материала 3H и 3L застежки снова вошли в зацепление друг с другом.
Затем полотна пленочного материала 2Н и 2L свариваются друг с другом другими пластинами для сварки, и затем полотна пленочного материала 2Н и 2L и элементы материала 3H и 3L застежки разрезаются в поперечном направлении устройством для поперечной резки для последовательного изготовления пластиковых пакетов из полотен пленочного материала 2Н и 2L и элементов материала 3H и 3L застежки, как в случае устройства, описанного документе JP 3618939. Из полотен пленочного материала 2Н и 2L образуется участок панели. Из материала 3H и 3L застежки образуется участок застежки.
Следует понимать, что в устройстве верхняя и нижняя плоские пружины 9 действуют на опорную пластину 7 таким образом, что установочная пластина 5 и опорная пластина 7 удерживаются в заданном положении и не наклоняются при перемещении вниз и опускании верхней пластиной 1Н для тепловой сварки при сваривании друг с другом полотен пленочного материала 2Н и 2L и элементов материала 3H и 3L застежки. В результате пластины 1Н и 1L для тепловой сварки и установочная пластина 5 удерживаются параллельно друг другу, так чтобы полотна пленочного материала 2Н и 2L и элементы материала 3H и 3L застежки помещались соответствующим образом между пластинами 1Н и 1L для тепловой сварки и установочной пластиной 5. Таким образом, устройство может надлежащим образом сваривать друг с другом полотна пленочного материала 2Н и 2L и элементы материала 3H и 3L застежки. Кроме того, верхняя и нижняя пластины 1Н и 1L для тепловой сварки прижимаются к полотнам пленочного материала 2Н и 2L, элементам материала 3H и 3L и установочной пластине 3 по всем поверхностям верхней и нижней пластин 1Н и 1L для тепловой сварки, что исключает неравномерный контакт между пластинами 1Н и 1L для тепловой сварки и установочной пластиной 5. Установочная пластина 5 не повреждается пластинами 1Н и 1L для тепловой сварки.
Кроме того, установочная пластина 5 и опорная пластина 7 поднимаются пружиной 11 растяжения так, чтобы установочная пластина 5 перемещалась от нижней пластины 1L для тепловой сварки после сварки друг с другом полотен пленочного материала 2Н и 2L и элементов материала 3H и 3L застежки, как описано выше. Полотна пленочного материала 2Н и 2L и элементы материала 3H и 3L застежки поднимаются установочной пластиной 5, которая поднимается таким образом, что нижнее полотно пленочного материала 2L отрывается от нижней пластины 1L для тепловой сварки. Затем снова выполняется периодическая подача полотен пленочного материала 2Н и 2L и элементов материала 3H и 3L застежки. Полотна пленочного материала 2Н и 2L периодически подаются в оторванном состоянии без наклонного или искривленного перемещения вперед. Кроме того, полотна пленочного материала 2Н и 2L подаются периодически и плавно из-за уменьшения сопротивления. Сваренный участок не имеет никаких складок, влияющих на его внешний вид.
Кроме того, в устройстве опорная пластина 7 просто должна выступать с одной стороны полотен пленочного материала 2Н и 2L, и пружина 11 растяжения и плоские пружины 9 расположены между опорной пластиной 7 и рамой 8 с одной стороны полотен пленочного материала 2Н и 2L, образуя консольную конструкцию для опорной пластины 7. В отличие от устройства, описанного в документе JP 3618939, для опорной пластины не требуется двухопорная конструкция. Также не требуется никакого привода для подъема опорной пластины 7. Привод требуется только для опускания верхней пластины 1Н для тепловой сварки к нижней пластине 1L для тепловой сварки. В отличие от каждой из публикаций, к которым относятся публикация японского выложенного патента №Н08-118,521, публикация японского выложенного патента №Н10-31,535 и публикация японской полезной модели №S43-19,033, не требуется соответственно поднимать и опускать верхнюю и нижнюю пластины для тепловой сварки, что упрощает конструкцию и снижает расходы.
Устройство должно содержать только консольную конструкцию для опорной пластины 7. Установочная пластина 5 может быть помещена между верхним и нижним элементами материала застежки и крепится к опорной пластине 7 в устройстве, описанном в документе JP 4526592.
Устройство для удерживания положения может содержать верхнее и нижнее звенья 14, пальцы 15, расположенные между опорной пластиной 7 и звеньями 14, так чтобы опорная пластина 7 и рама 9 соединялись с помощью верхнего и нижнего звеньев 14, как показано на фиг. 4 (фиг. 4А, В). Верхнее и нижнее звенья 14 имеют одинаковую длину и проходят по ширине полотен пленочного материала 2Н и 2L и расположены на расстоянии друг от друга и параллельно друг другу. Верхнее и нижнее звенья 14 действуют на опорную пластину 7 таким образом, чтобы установочная пластина 5 и опорная пластина 7 удерживались в заданном положении и не наклонялись при опускании и подъеме.
Устройство удерживания в заданном положении может содержать линейную направляющую 16, действующую на опорную пластину 7 так, чтобы установочная пластина 5 и опорная пластина 7 удерживались в заданном положении и не наклонялись при опускании и подъеме (фиг. 4С). Устройство удерживания в заданном положении может содержать направляющие штанги 17, действующие на опорную пластину 7 так, чтобы установочная пластина 5 и опорная пластина 7 удерживались в заданном положении и не наклонялись (фиг. 4D). Упругое опорное устройство может содержать пружины 18 сжатия, установленные вокруг направляющих штанг 1 и между опорной пластиной 7 и рамой 8.
Упругое опорное устройство может быть устройством типа воздушной подушки. Например, упругое опорное устройство может содержать пневмоцилиндр.
Устройство содержит верхнюю и нижнюю пластины для тепловой сварки, между которыми направляются верхнее и нижнее полотна пленочного материала, при этом между верхним и нижним полотнами направляют верхний и нижний элементы материала застежки, а полотна и элементы материала застежки периодически подают в продольном направлении, причем между верхним и нижним элементами материала застежки размещена установочная пластина, а верхняя пластина для сварки выполнена с возможностью опускания к нижней пластине при каждой периодической подаче полотна и элемента материала застежки так, что полотна и элементы материала застежки оказываются между пластинами для сварки и установочной пластиной. Верхнее полотно и верхний элемент материала застежки свариваются друг с другом, в то время как нижнее полотно и нижний элемент материала застежки свариваются друг с другом. Устройство содержит также опорную пластину, простирающуюся по ширине полотен и выступающую с одной из противоположных сторон полотен, и установочную пластину, прикрепленную к опорной пластине, а также содержит упругое опорное устройство, расположенное с одной стороны полотен и размещенное между опорной пластиной и рамой для упругой поддержки установочной и опорной пластин так, чтобы пластины перемещались вниз и опускались верхней пластиной для сварки с целью размещения полотен и элементов материала застежки между пластинами для сварки и установочной пластиной и их сварки друг с другом. При этом упругое опорное устройство выполнено с возможностью поднятия пластин так, чтобы установочная пластина перемещалась от нижней пластины для сварки после сварки друг с другом полотен и элементов материала застежки. Устройство содержит также устройство поддержания заданного положения, расположенное с одной стороны полотен и между опорной пластиной и рамой для воздействия на опорную пластину так, чтобы пластины удерживались в заданном положении и не наклонялись при опускании и поднимании. Изобретение обеспечивает повышение качества. 5 з.п. ф-лы, 12 ил.
1. Устройство для последовательного изготовления пластиковых пакетов, содержащее верхнюю и нижнюю пластины для тепловой сварки, между которыми направляются верхнее и нижнее полотна пленочного материала, при этом между верхним и нижним полотнами пленочного материала направляются верхний и нижний элементы материала застежки, а полотна пленочного материала и элементы материала застежки периодически подаются в продольном направлении, причем установочная пластина размещена между верхним и нижним элементами материала застежки, а верхняя пластина для тепловой сварки выполнена с возможностью опускания к нижней пластине для тепловой сварки при каждой периодической подаче полотна пленочного материала и элемента материала застежки так, что полотна пленочного материала и элементы материала застежки оказываются между пластинами для тепловой сварки и установочной пластиной, причем верхнее полотно пленочного материала и верхний элемент материала застежки свариваются друг с другом, в то время как нижнее полотно пленочного материала и нижний элемент материала застежки свариваются друг с другом для последовательного изготовления пластиковых пакетов из полотен пленочного материала и элементов материала застежки, при этом устройство содержит опорную пластину, простирающуюся по ширине полотен пленочного материала и выступающую с одной из противоположных сторон полотен пленочного материала, при этом установочная пластина прикреплена к опорной пластине; упругое опорное устройство, расположенное с одной стороны полотен пленочного материала и размещенное между опорной пластиной и рамой для упругой поддержки установочной пластины и опорной пластины так, чтобы установочная пластина и опорная пластина перемещались вниз и опускались верхней пластиной для тепловой сварки с целью размещения полотен пленочного материала и элементов материала застежки между пластинами для тепловой сварки и установочной пластиной и их сварки друг с другом, при этом упругое опорное устройство выполнено с возможностью поднятия установочной пластины и опорной пластины так, чтобы установочная пластина перемещалась от нижней пластины для тепловой сварки после сварки друг с другом полотен пленочного материала и элементов материала застежки; и устройство поддержания заданного положения, расположенное с одной стороны полотен пленочного материала и размещенное между опорной пластиной и рамой для воздействия на опорную пластину так, чтобы установочная пластина и опорная пластина удерживались в заданном положении и не наклонялись при опускании и поднимании.
2. Устройство по п.1, в котором устройство поддержания заданного положения содержит верхнюю и нижнюю плоские пружины или звенья, имеющие одинаковую длину и простирающиеся по ширине пленочного материала и расположенные на расстоянии друг от друга и параллельно друг другу, при этом опорная пластина и рама соединены с помощью верхней и нижней плоских пружин или звеньев.
3. Устройство по п. 1, в котором упругое опорное устройство содержит пружину растяжения, с помощью которой установочная пластина и опорная пластина подвешены с целью упругой поддержки.
4. Устройство по п. 1, в котором упругое опорное устройство содержит пружину сжатия или пневмоцилиндр.
5. Устройство по п. 1, в котором установочная пластина простирается в продольном направлении полотен пленочного материала и имеет противоположные концы, при этом установочная пластина крепится к опорной пластине, по меньшей мере, с одного из противоположных концов установочной пластины.
6. Устройство по п. 1, в котором установочная пластина простирается в продольном направлении полотен пленочного материала и имеет противоположные концы, каждый из которых снабжен опорной пластиной, упругим опорным устройством и устройством поддержания положения, при этом установочная пластина и опорная пластина поддерживаются в каждом из положений противоположных концов установочной пластины.
| US 3839128 A, 01.10.1974 | |||
| US 5529659 A, 25.06.1996 | |||
| Устройство для переключения со звезды на треугольник обмотки асинхронного двигателя | 1930 |
|
SU42504A1 |

