Область техники
Настоящее изобретение относится к способу модернизации токопроводящего стержня. Токопроводящий стержень может быть стержнем статора или ротора электрической машины, такой как турбогенератор или гидрогенератор, электромотор и т.д.
Уровень техники
Токопроводящие стержни, такие как стержни статора или ротора электрических машин, включают в себя проводящий элемент, который изолирован главной изоляцией.
Проводящий элемент обычно изготовлен из скрещенных медных жил, слабо изолированных друг от друга, а главная изоляция обычно выполнена из микаленты, обернутой вокруг проводящего элемента и пропитанной смолой.
Для того чтобы производить эти токопроводящие стержни, EP 2339722 раскрывает способ, включающий в себя этапы:
- подготовки проводящего элемента,
- обертывания микаленты вокруг проводящего элемента,
- заключения проводящего элемента с микалентой вокруг него в гибкий рукав,
- создание разрежения,
- подачи смолы в рукав при низком давлении,
- отверждения смолы.
Этот способ позволяет изготавливать новые токопроводящие стержни; тем не менее во время операций технического обслуживания существующих генераторов или других электрических машин в некоторых случаях необходимо заменять один или даже более поврежденных токопроводящих стержней (таких как стержни статора). Когда это происходит, новые токопроводящие стержни производят в мастерской и затем доставляют на площадку (где находится на техническом обслуживании электрическая машина).
В некоторых случаях может оказаться невозможным быстро поставить новые токопроводящие стержни на площадку; это может приводить к неприемлемо длительному времени технического обслуживания.
Сущность изобретения
Аспект раскрытия включает в себя предложение способа, посредством которого во время операции технического обслуживания можно быстро предоставить в распоряжение токопроводящие стержни, которые должны собираться на электрической машине.
Эти и другие аспекты достигаются посредством предоставления способа в соответствии с приложенной формулой изобретения.
Краткое описание чертежей
Дополнительные характеристики и преимущества станут более очевидными из описания предпочтительного, но не исключительного варианта воплощения способа, проиллюстрированного в качестве неограничивающего примера на сопровождающих чертежах, на которых:
Фиг. 1-17 показывают возможные варианты воплощения способа.
Подробное описание вариантов воплощения изобретения
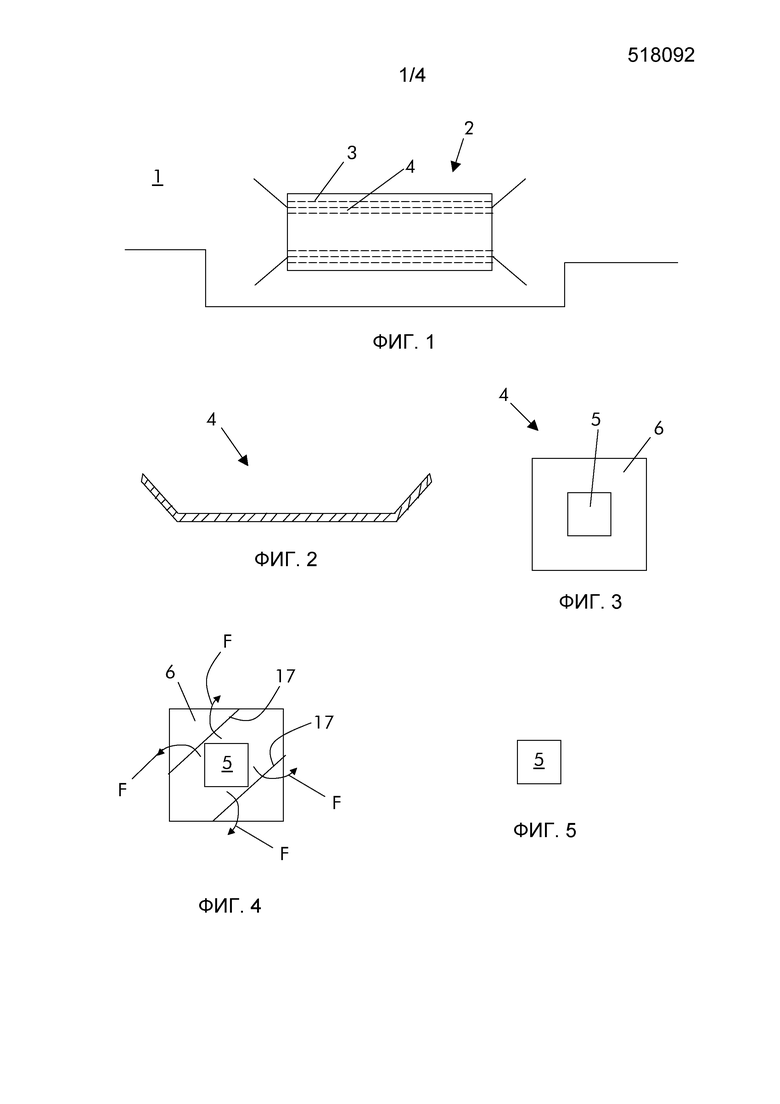
Фиг. 1 показывает площадку 1, которая включает в себя электрическую машину 2, имеющую пазы 3, заключающие в себе токопроводящие стержни 4.
Электрическая машина 2 предпочтительно является вращающейся электрической машиной, такой как генератор или мотор; так или иначе, электрическая машина может также быть другой (т.е. невращающейся) электрической машиной, такой как трансформатор.
В примере по фигуре 1 электрическая машина является генератором, таким как, например, турбогенератор или гидрогенератор; по этой причине электрическая машина соединена с двигателем, таким как, например, газовая турбина или паровая турбина (для турбогенератора) или гидротурбина (для гидрогенератора). В этих примерах турбогенератор или гидрогенератор обычно является синхронным генератором, во всяком случае ясно, что генератор может также быть асинхронным или другим генератором.
Токопроводящий стержень 4 может быть стержнем статора, но в других применениях он может быть стержнем ротора.
Токопроводящий стержень 4 содержит проводящий элемент 5 (обычно содержащий множество скрещенных жил) и первоначальную изоляцию 6 вокруг проводящего элемента 5; первоначальная изоляция 6 является той изоляцией, которую токопроводящий стержень 4 имеет во время эксплуатации перед остановкой работы для операции технического обслуживания. Первоначальная изоляция может быть повреждена во время эксплуатации (старение материала, истирание, эрозия из-за искрообразования типа частичных разрядов, которые могут ослаблять способность противостоять высокому напряжению) и приводить к неожиданному пробою в изоляции.
Способ содержит удаление токопроводящего стержня 4 из паза 3 электрической машины 2.
Таким образом, удаляют первоначальную изоляцию 6 с проводящего элемента 5 и накладывают новую изоляцию 7 вокруг проводящего элемента 5.
Удаление токопроводящего стержня 4 из паза 3, удаление первоначальной изоляции 6 с проводящего элемента 5 и накладывание новой изоляции 7 вокруг проводящего элемента 5 осуществляют на площадке 1.
Поскольку все операции осуществляют на площадке 1, нет необходимости заказывать новые токопроводящие стержни в мастерской и ожидать их.
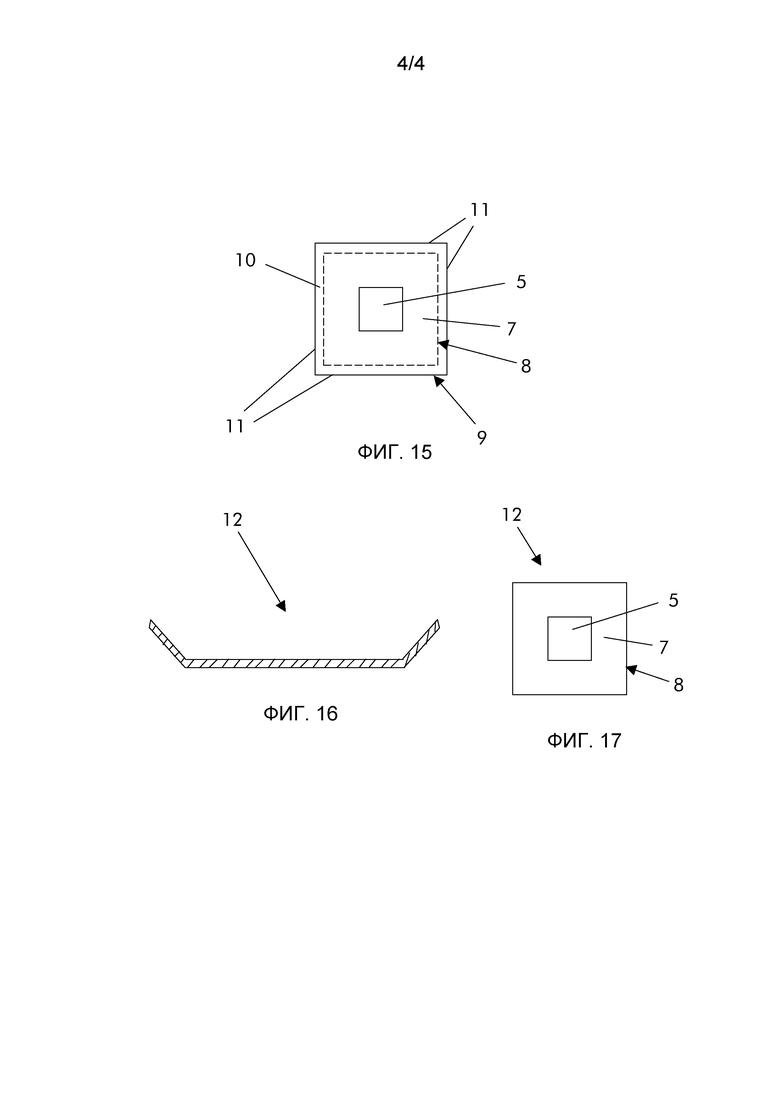
Предпочтительно, определяют (задают) конечный размер 8 для новой изоляции 7, и новую изоляцию 7 накладывают с большим размером 9, чем конечный размер 8.
Затем удаляют часть 10 новой изоляции 7, превышающей конечный размер 8.
Это обеспечивает точные габариты и плоские поверхности при конечном размере 8 новой изоляции 7.
Удаление части 10 новой изоляции 7, превышающей конечный размер 8, включает в себя частичное удаление новой изоляции 7 с каждой стороны 11 поперечного сечения новой изоляции 7.
Конечный размер 8 новой изоляции 7 предпочтительно равен размеру первоначальной изоляции 6; это позволяет применять новый токопроводящий стержень 12 (имеющий проводящий элемент 5 и новую изоляцию 7 с конечным размером 8, равным размеру первоначальной изоляции 6) в той же самой электрической машине, из которой токопроводящие стержни 4 были удалены (в том же или другом пазу 3).
Накладывание новой изоляции 7 вокруг проводящего элемента 5 включает в себя:
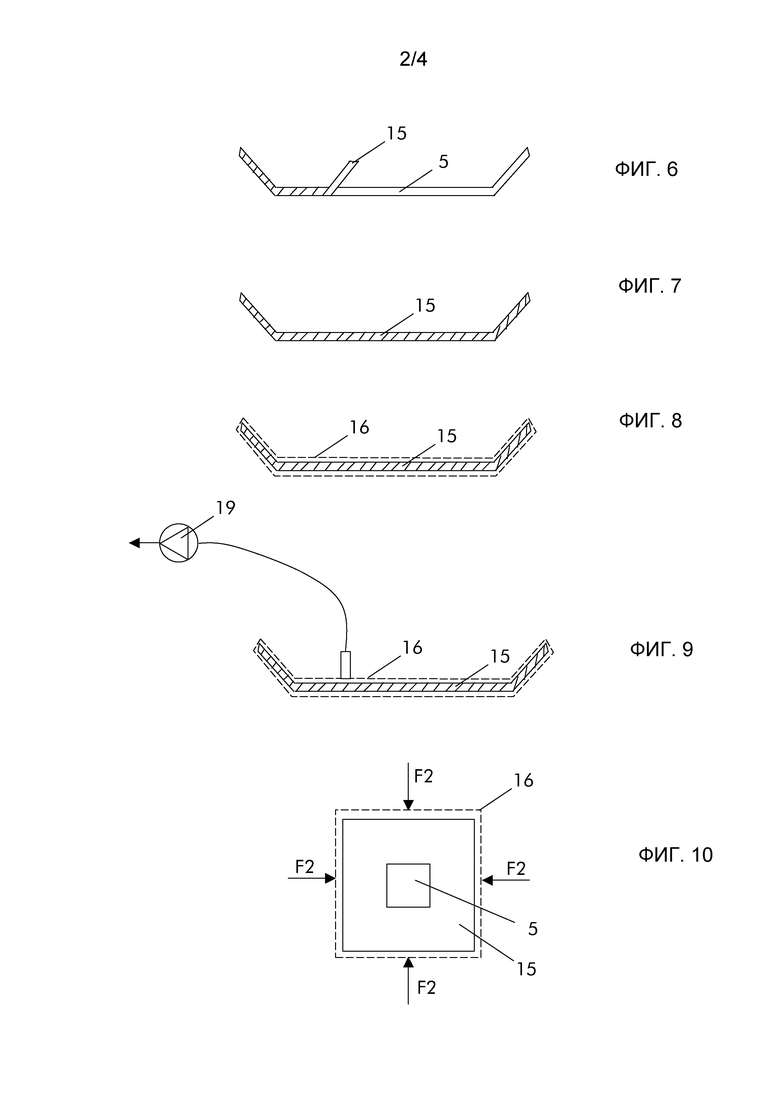
обертывание изолирующей ленты 15 вокруг проводящего элемента 5 (фигура 6, 7),
обеспечение гибкого рукава 16 вокруг проводящего элемента 5 с изолирующей лентой 15,
создание разрежения в гибком рукаве 16,
подвод тепла к изолирующей ленте 15, чтобы формировать новую изоляцию 7.
Лента может быть лентой, которая предварительно пропитана смолой; в этом случае предпочтительно лента является предварительно пропитанной микалентой.
Альтернативно, лента может быть лентой, которая не пропитана предварительно смолой; в этом случае пропитывающая смола подается в гибкий рукав 16 после создания разрежения и перед подводом тепла.
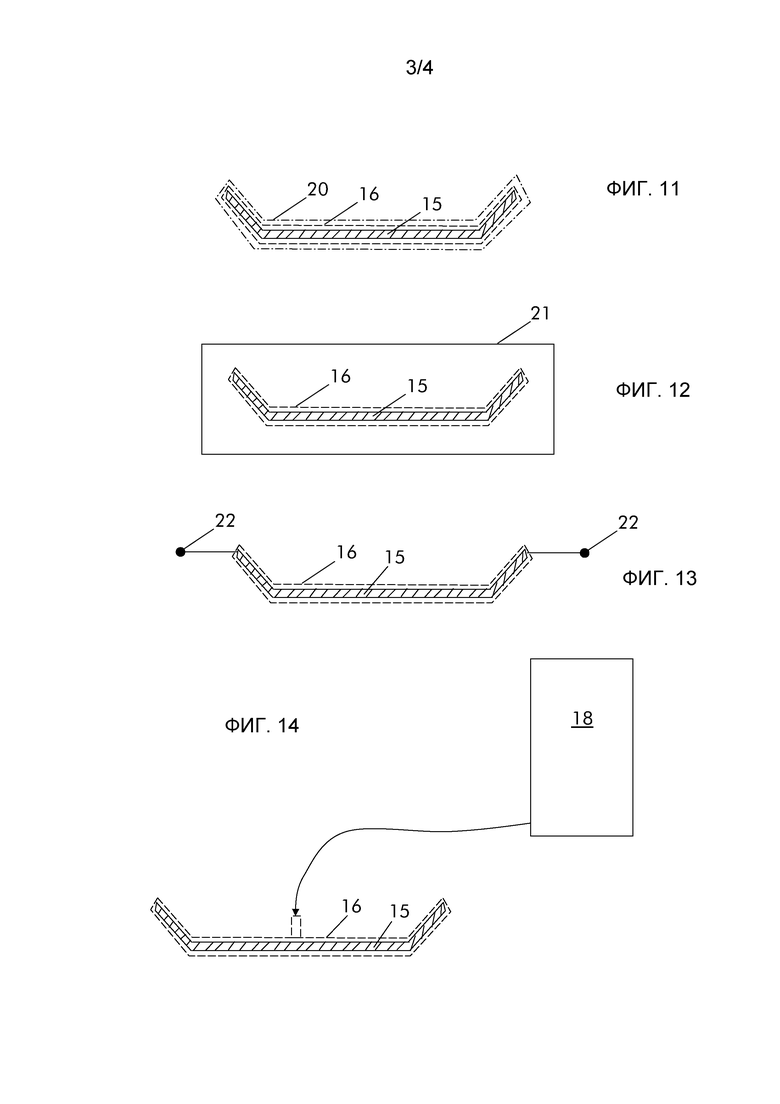
Например, смола может содержаться в резервуаре 18, и положение резервуара 18 (в частности, его высота) может регулироваться относительно положения (в частности, его высоты) гибкого рукава 16, чтобы регулировать давление подачи смолы.
Кроме того, также возможно, что точность конечной формы новой изоляции улучшается посредством обеспечения формообразующей оснастки вокруг изолированного стержня, покрытого рукавом (перед отверждением), удерживаемых вместе, например, с помощью стягивающей ленты или зажимов или аналогичных приспособлений. Это может уменьшить усилия по удалению новой изоляции.
В последующем различные варианты воплощения описаны подробно; ясно, что любые из описанных этапов могут быть реализованы в способе независимо от других.
Фигура 1 показывает площадку с электрической машиной. Токопроводящий стержень 4 (стержень статора) удаляется из этой электрической машины (фигуры 2 и 3 показывают вид сбоку и поперечное сечение токопроводящего стержня 4).
Таким образом, первоначальная изоляция 6 удаляется с проводящего элемента 5 токопроводящего стержня 4; это может быть сделано вручную, например, посредством разрезания первоначальной изоляции 6 в позициях 17 и затем обрывания первоначальной изоляции 6, как указано стрелками F (фигура 4); фигура 5 показывает поперечное сечение проводящего элемента 5 без первоначальной изоляции 6.
Таким образом, проводящий элемент 5 оборачивается изолирующей лентой 15, которая может быть предварительно пропитанной лентой (предпочтительно микалентой) или не пропитанной предварительно лентой (предпочтительно микалентой); фигура 7 показывает проводящий элемент 5 с изолирующей лентой 15 вокруг него.
Проводящий элемент 5 с изолирующей лентой 15 вокруг него, таким образом, вставляется в гибкий рукав 16 (фигура 8).
Гибкий рукав 16 может быть рукавом раскрытого в EP 2339722 или US 6840749 типа. Например, гибкий рукав может быть пластиковым рукавом. Альтернативно, гибкий рукав 16 может быть реализован посредством обертывания (намотки) ленты вокруг изолирующей ленты 15 с нахлестом, так что перекрывающиеся части этой ленты приклеиваются друг к другу, реализуя гибкий рукав.
Затем гибкий рукав соединяется с вакуумным насосом 19 (фигуры 9, 10), чтобы установить в пространстве внутри гибкого рукава 16 пониженное давление. Таким образом в гибком рукаве 16 может быть достигнуто давление между 0,1-0,2 бар. Это пониженное давление имеет два следствия:
- оно извлекает воздух и другой газ, содержащийся в изолирующей ленте 15, чтобы добиться изоляции с лучшими электрическими свойствами;
- оно заставляет окружающую среду (имеющую давление примерно 1 бар) сдавливать гибкий рукав 16 (как указано стрелками F2), а значит, и ленту 15.
Таким образом, в случае, когда изолирующая лента 15 является предварительно пропитанной лентой, подводят тепло, чтобы отвердить смолу.
Тепло может подводиться, например, посредством обеспечения термокожуха 20 вокруг гибкого рукава 20; например, термокожух 20 может включать в себя ленту, которая может электрически нагреваться (фигура 11). Альтернативно, нагрев может быть обеспечен посредством введения гибкого рукава 16 с проводящим элементом 5 и изолирующей лентой 15 вокруг него в печь 21; это предпочтительно делается для небольших проводящих элементов 5 (фигура 12). Дополнительной возможностью подвода тепла является соединение проводящего элемента 5 с электродами 22 и пропускание через него тока для его нагрева; это предпочтительно выполняется с большими проводящими элементами 5 (фигура 13).
В случае, когда изолирующая лента 15 является не пропитанной предварительно лентой, гибкий рукав 16 соединяется с резервуаром 18, и в гибкий рукав 16 подается смола (фигура 14).
Затем гибкий рукав с проводящим элементом 5 и изолирующей лентой 16 вокруг него нагревается (например, как указано со ссылкой на фигуры 11-13), чтобы отвердить смолу.
После отверждения смолы изолирующая лента 15 и отвержденная смола образуют новую изоляцию 7 проводящего элемента 5.
Затем, часть 10 новой изоляции 7, которая превышает конечный размер 8, удаляется. Это может быть выполнено, например, с помощью фрезерных станков или полировочных машин.
После удаления части 10, если конечный размер 8 был выбран равным размеру 9 первоначальной изоляции 6, новый токопроводящий стержень 12 получается имеющим тот же проводящий элемент 5, что и токопроводящий стержень 4, но новую изоляцию 7 с предварительно фиксированным размером 8.
Естественно, описанные признаки могут быть предусмотрены независимо друг от друга.
На практике используемые материалы и габариты могут быть выбраны согласно требованиям и состоянию уровня техники.
Ссылочные номера
1 площадка
2 электрическая машина
3 паз
4 токопроводящий стержень
5 проводящий элемент
6 первоначальная изоляция
7 новая изоляция
8 конечный размер
9 размер
10 часть
11 сторона
12 новый токопроводящий стержень
15 изолирующая лента
16 гибкий рукав
17 разрез
18 резервуар
19 вакуумный насос
20 термокожух
21 печь
22 электрод
F срывание
F2 прижимание.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ ДВУХ ГАЗОИЗОЛИРОВАННЫХ ВЫСОКОВОЛЬТНЫХ БЛОКОВ | 1998 |
|
RU2206161C2 |
| ИЗОЛЯЦИЯ ОБМОТКИ СТАТОРА | 1998 |
|
RU2189099C2 |
| ГЕРМЕТИЗИРУЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ГЕРМЕТИЗАЦИИ КАБЕЛЕЙ, СОДЕРЖАЩИХ ЖИДКОСТЬ | 2008 |
|
RU2456729C2 |
| НАРУЖНАЯ ПРОТИВОКОРОННАЯ ЗАЩИТА ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2012 |
|
RU2562231C1 |
| Способ изоляции стержней обмоток электрических машин | 1960 |
|
SU143875A1 |
| Способ изготовления обмоток | 1966 |
|
SU262239A1 |
| КОМБИНИРОВАННЫЙ СУХОЙ ЭЛЕКТРОННЫЙ ТРАНСФОРМАТОР С ОРГАНИЧЕСКОЙ ИЗОЛЯЦИЕЙ ДЛЯ ВЫВОДА ОПТИЧЕСКИХ СИГНАЛОВ | 2005 |
|
RU2353994C2 |
| ОТВЕРЖДАЕМЫЙ НА МЕСТЕ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ С ПРОДОЛЬНЫМ АРМИРОВАНИЕМ | 2004 |
|
RU2362678C2 |
| СПОСОБ ПРОПИТКИ И ИЗГОТОВЛЕНИЯ ОТВЕРЖДАЕМОГО НА МЕСТЕ ОБЛИЦОВОЧНОГО МАТЕРИАЛА | 2004 |
|
RU2358184C2 |
| ПРОВОДЯЩАЯ БУМАГА ДЛЯ ЗАЩИТЫ ОТ ТЛЕЮЩЕГО РАЗРЯДА, В ЧАСТНОСТИ ДЛЯ ЗАЩИТЫ ОТ ВНЕШНЕГО ТЛЕЮЩЕГО РАЗРЯДА | 2015 |
|
RU2662150C2 |
Настоящее изобретение относится к способу модернизации токопроводящего стержня. Технический результат - ускорение и повышение эффективности технического обслуживания электрической машины. Площадка (1) включает в себя электрическую машину (2), имеющую паз (3), заключающий в себе токопроводящий стержень (4). Токопроводящий стержень (4) содержит проводящий элемент (5), первоначальную изоляцию (6) вокруг проводящего элемента (5). Способ содержит этапы, включающие удаление токопроводящего стержня (4) из паза (3), удаление первоначальной изоляции (6) с проводящего элемента (5), накладывание новой изоляции (7) вокруг проводящего элемента (5) непосредственно на площадке (1). 9 з.п. ф-лы, 17 ил.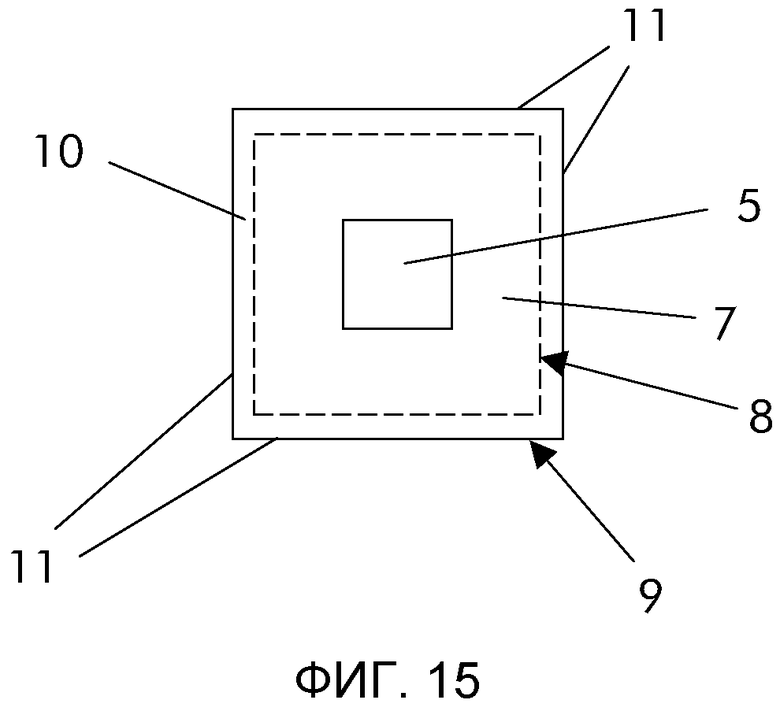
1. Способ модернизации токопроводящего стержня (4),
при этом площадка (1) включает в себя электрическую машину (2), имеющую паз (3), заключающий в себе токопроводящий стержень (4),
при этом токопроводящий стержень (4) содержит:
проводящий элемент (5),
первоначальную изоляцию (6) вокруг проводящего элемента (5),
при этом способ содержит:
удаление токопроводящего стержня (4) из паза (3),
удаление первоначальной изоляции (6) с проводящего элемента (5),
накладывание новой изоляции (7) вокруг проводящего элемента (5),
отличающийся тем, что удаление токопроводящего стержня (4) из паза (3), удаление первоначальной изоляции (6) с проводящего элемента (5), накладывание новой изоляции (7) вокруг проводящего элемента (5) осуществляют на площадке (1).
2. Способ по п. 1, отличающийся:
определением конечного размера (8) для новой изоляции (7),
накладыванием новой изоляции (7) с большим размером, чем конечный размер (8),
удалением части (10) новой изоляции (7), превышающей конечный размер (8).
3. Способ по п. 2, отличающийся тем, что удаление части (10) новой изоляции (7), превышающей конечный размер (8), включает в себя частичное удаление новой изоляции (7).
4. Способ по п. 3, отличающийся тем, что частичное удаление новой изоляции (7) включает в себя частичное удаление новой изоляции с каждой стороны (11) поперечного сечения новой изоляции (7).
5. Способ по п. 2, отличающийся тем, что конечный размер (8) новой изоляции (7) равен размеру (9) первоначальной изоляции (6).
6. Способ по п. 1, отличающийся тем, что накладывание новой изоляции (7) вокруг проводящего элемента (5) включает в себя:
оборачивание изолирующей ленты (15) вокруг проводящего элемента (5),
обеспечение гибкого рукава (16) вокруг проводящего элемента (5) с изолирующей лентой (15),
создание разрежения в гибком рукаве (16),
подвод тепла к изолирующей ленте (15), чтобы сформировать новую изоляцию (7).
7. Способ по п. 2, отличающийся тем, что изолирующая лента (15) предварительно пропитана смолой.
8. Способ по п. 2, отличающийся подачей пропитывающей смолы в гибкий рукав (16) после создания разрежения и перед подводом тепла.
9. Способ по п. 8, отличающийся тем, что смола содержится в резервуаре (18), при этом положение резервуара (18) регулируют относительно положения гибкого рукава (16), чтобы регулировать давление подачи смолы.
10. Способ по п. 1, отличающийся обеспечением формообразующей оснастки вокруг изолированного стержня, покрытого рукавом, перед отверждением.
| Способ ремонта обмоток электрических машин | 1988 |
|
SU1629946A1 |
| Способ ремонта обмотки | 1974 |
|
SU671005A1 |
| Способ ремонта изоляции стержней обмотки статора электрических машин | 1972 |
|
SU490232A1 |
| EP 1641106 A2, 29.03.2006 | |||
| US 2002083808 A1, 04.07.2002. | |||

