Эксплуатационный срок п создать экономичный способ ремонта.
Объяснение этого эффекта заключается в следующем.
После наложения ненропитанной стеклосодержащей ленты (которая не дает возможностн нзоляции «вснухать в процессе термообработки) н термообработкн ири высоких температурах в вакууме из изоляции начинает удаляться битум, образуя пористую сгруктуру изоляции. Режим термообработки выбпрается, исходя из копкретиых условий (тип машины, оборудование, имеющееся в иаличпи па ремонтиом заводе, и т. д.). Существепиым является удалснг.е большей части битума из изоляции, в результате чего в иоследней остается слюда, подложка (в случае применения стеклоткани) и минимальное количество битумпого связующего.
После термообработки обмотка иомещается в фиксирующее устройство (например, пресс-планки или пазы статора), а затем в пропиточную емкость и любым известным сиособом иропитывается термореактивным компаундом и запекается. Пропитка стала возможной только вследствие образования нор в обмотке при удалении битума. В результате удалось получить обмотку, которая не только является работоспособной, но н имеет более высокие эксплуатационные характеристики, чем при первоначальном изготовлении, поскольку в ней битум заменен термореактивным компаундом.
Пример 1. Па стержни, бывшие в эксплуатации,наносят стеклоленту
20X0,2 мм с небольшим натягом. Стержни
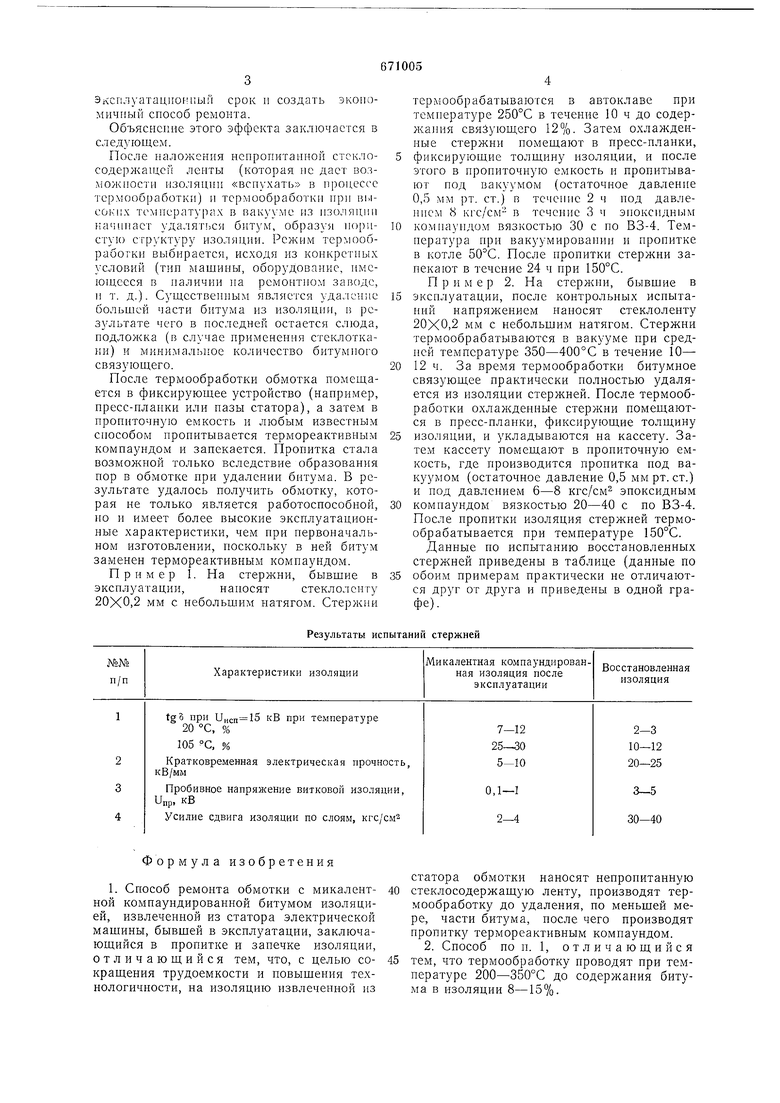
Результаты испытаний стержней
термообрабатываются в автоклаве ири темиературе 250°С в течение 10 ч до содержания связующего 12%. Затем охлаладенные стержни номещают в нресс-планки,
фиксирующ.ие толщину нзоляции, и после этого в пропиточную емкость п пропитывают под вакуумом (остаточное давление 0,5 мм рт. ст.) в течение 2 ч под давлением 8 кгс/см- в течение 3 ч эиоксидным
комнаундом вязкостью 30 с но ВЗ-4. Темнература нри вакуумироваиии н иропитке в котле . После проиитки стержни запекают в течение 24 ч нри 150°С.
П р и м е р 2. На етержни, бывщие в
экснлуатации, носле контрольных испытаний напряжением рганосят стеклоленту 20X0,2 мм с небольщим натягом. Стержни термообрабатываются в вакууме при средней температуре 350-400°С в течение 10-
12 ч. За время термообработки битумное связующее практически полностью удаляется из изоляции стержней. После термообработки охлажденные стержни помещаются в нресс-планки, фиксирующие толщину
изоляции, и укладываются на кассету. Затем кассету помещают в пропиточную емкость, где производится цронитка под вакуумом (остаточное давление 0,5 ммрт. ст.) и под давлением 6-8 кгс/см эпоксидным
компаундом вязкостью 20-40 с по ВЗ-4. После цронитки изоляция стержней термообрабатывается при температуре 150°С.
Данные но иснытанию восстановленных стержней приведены в таблице (данные по
обоим примерам практически не отличаются друг от друга и приведены в одной графе).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта обмотки | 1979 |
|
SU807454A2 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU792504A1 |
| Способ ремонта обмотки | 1979 |
|
SU807455A2 |
| Способ изготовления изоляции статорных обмоток электрических машин | 1987 |
|
SU1515269A1 |
| Способ изготовления обмотанных статоров | 1978 |
|
SU731517A1 |
| Способ изготовления обмоток | 1976 |
|
SU599709A2 |
| Способ изготовления обмоток | 1966 |
|
SU262239A1 |
| Способ изготовления электрической изоляции стержней обмоток электрических машин и аппаратов | 1961 |
|
SU145273A1 |
| Электроизоляционный материал,спо-СОб изгОТОВлЕНия элЕКТРОизОляциОН-НОгО МАТЕРиАлА и СпОСОб изгОТОВлЕ-Ния изОляции ОбМОТОК элЕКТРичЕСКиХМАшиН | 1978 |
|
SU794673A1 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU748680A1 |
Формула изобретения
статора обмотки наносят непропитанную стеклосодержащую ленту, производят термообработку до удаления, по меньшей мере, части битума, после чего ироизводят пропитку термореактивным компаундом.
5б
тем, что термообработку проводят при тем-30.08.74 - пп. 1, 2
лературе 350-400°С до практически пол-20.05.77 -п. 3
ного удаления битума из изоляции.
671005