Изобретение относится к обработке металлов давлением, а точнее к механизмам подачи преимущественно станов винтовой прокатки, и может быть использовано в крупносерийном и массовом производстве труб (цилиндрических и профильных) и проката (эффективность достигается универсальность механизма подачи, который позволяет вести прокатку с натяжением и с подпором, так как оснащен патроном с клиновым захватом, а также позволяет осуществлять операцию прошивки заготовок посредством стержня с оправкой, размещению внутри подшипникового узла патрона).
Цель изобретения - расширение технических возможностей.
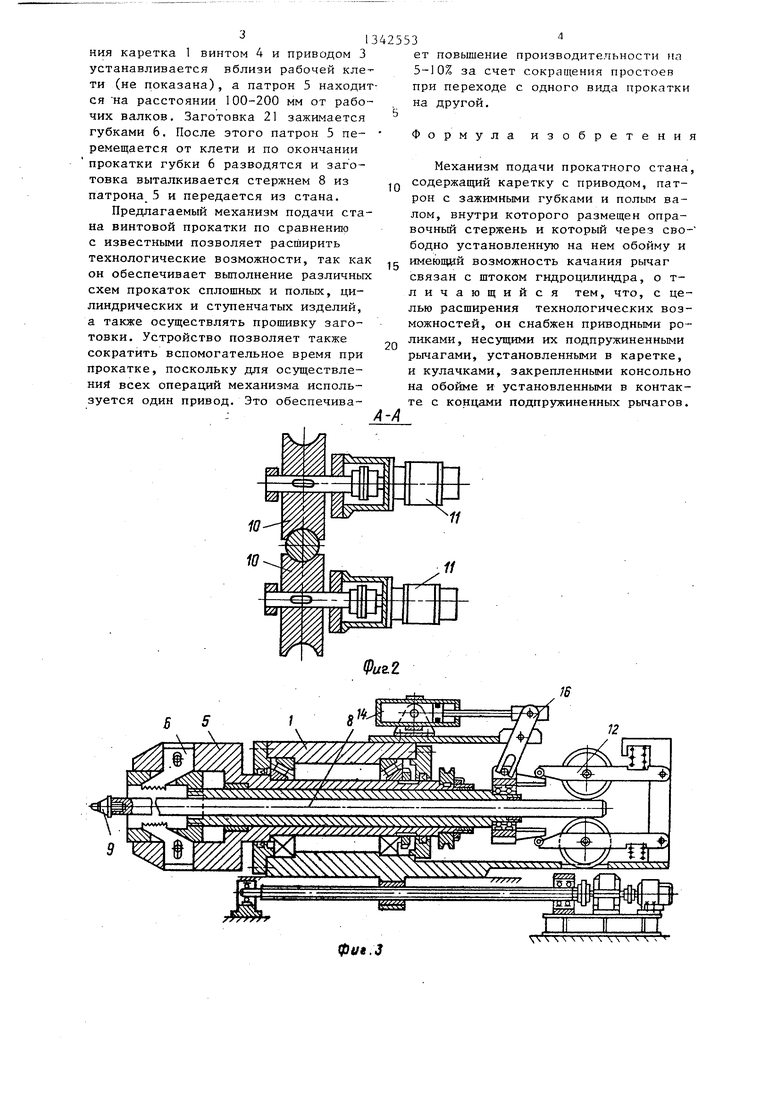
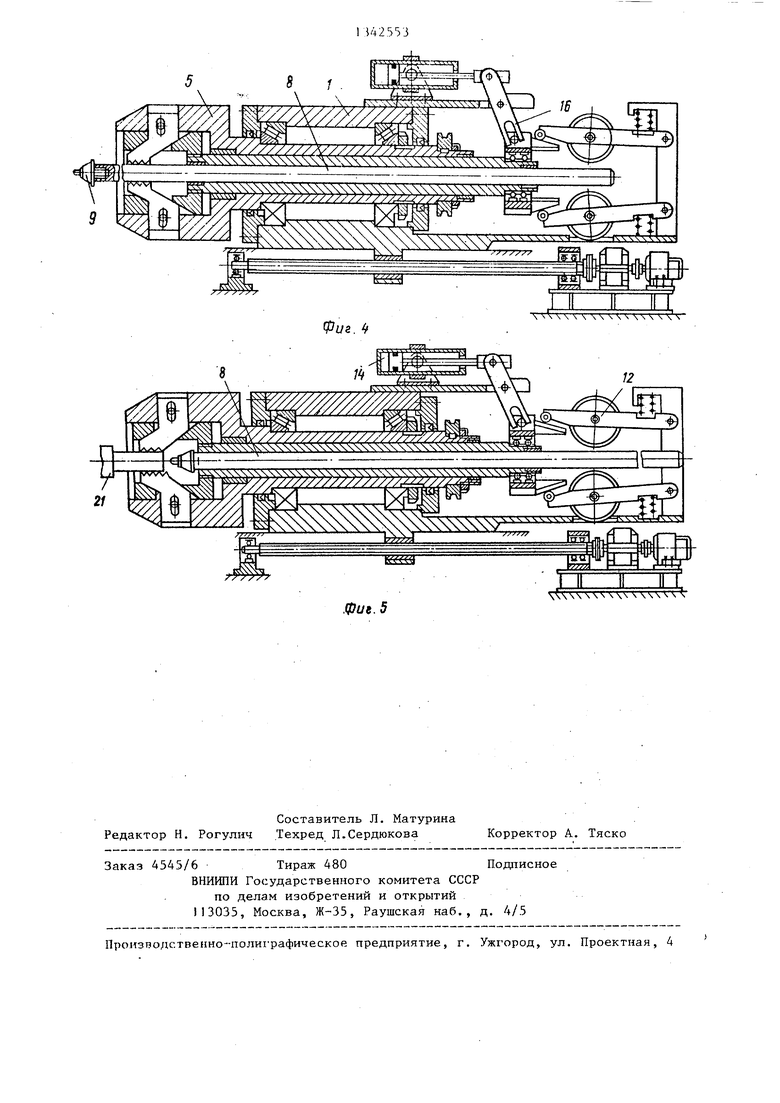
На фиг. 1 изображен механизм пода- 20 приводы и ролики 10 перемещают стерчи стана винтовой прокатки,исходное положение, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - механизм подачи, в момент перемещения стержня с оправкой вперед; на фиг. 4 - то же, в момент зажима оправки губками патрона (для прокатки на оправке и при прошивке); на фиг. 5 - то же, при прокатке сплошных и полых профильных изделий.
Механизм подачи стана винтовой прокатки содержит каретку 1, смонтированную на подшипниках 2 и подвижную от привода 3 через винт 4, патрон 5 захвата заготовки с зажимными губками 6j с полым валом 7, внутри которого размещен стержень 8 с оправкой 9. На противоположной патрону стороне каретки расположены ролики 10 с приводом 11. Ролики смонтированы на поворотных рычагах 12 с прзггжи- нами 13. Привод зажима губок и поворота рычагов, несущих ролики выполне единым в виде гидродщлиндра 14, шток 15 которого связан через паз а. качающегося рычага 16 и палец 17, закрепленный на корпусе обоймы 18, установленной на подшипниках 19с полым валом патрона. На корпусе обоймы вьтолнены кулачки 20, которые взаимодействуют с концами подпружиненных рычагов.
Устройство работает следующим образом.
При прощивке изделий на оправке (фиг. 1 и 2), каретка 1 устанавливается приводом 3 посредством винта 4 в исходное положение. Затем включаются приводы 11 и ролики 10 перемещают
стержень 8 с оправкой 9 к рабочей клети (не показана). После этого включается гидроцилиндр 14 и губки 6
патрона 5 зажимают стержень 8. По
. ,
окончании прошивки гидроцилиндр 14
возвращается в исходное положение и стержень 8 с оправкой 9 возвращает ся роликами 10. в исходное положение.
Прошитая заготовка 21 снимается с оправки 9, при этом стержень 8 уходит внутрь патрона, а торец заготовки 21 упирается в торцы губок, чем обеспечивается надежный съем.
При прокатке трубчатых изделий на оправке с подпором в дно изделия (фиг. 1-4) каретка 1 устанавливается приводом 3 посредством винта 4 в исходное положение. Затем включаются
жень 8 с оправкой 9 из патрона 5. Потом включается гидроцилиндр 14 и губки 6 патрона 5 .зажимают стержень 8. На оправку 9 одевается заготовка
в виде стакана и перемещением каретки 1 вперед к рабочей клети осуществляется прокатка профильного изделия на оправке 9 по схеме растяжения с передачей осевого усилия в дно заготовки.По окончании прокатки каретка 1
возвращается приводом 3 в исходное положение. Гидроцилиндром 14 разжимаются губк:и 6 патрона 5, после чего стержень 8 с оправкой 9 возвращается
роликами 10 в исходное положение, а
прокатанное изделив,упираясь в торец губок 6 патрона 5, снимается с оправки. Далее цикл повторяется.
При прокатке сплошных и полых заготовок по схеме с подпором каретка 1 винтом 4 и приводом 3 устанавлива- ется на позиции загрузки заготовки 21, которая захватывается губками 6 патрона 5 и затем передается кареткой 1 к валкам рабочей кл.ети (не
показана) на прокатку. Осевое усилие при прокатке передается патроном 5 на заготовку, т.е. осуществляется прокатка по схеме с поцаором. По
окончании прокатки каретка 1 возвращается приводом 3 в исходное положение. Гидроцилиндром 14 разжимаются губки 6 и затем стержень 8 выталкивает хвостовик прокатанной заготовки
из патрона 5. Прокатанная заготовка передается на следующ ую операцию, а 1ЩКЛ прокатки повторяется.
При прокатке сплошных и полых профильных изделий по схеме растяжения каретка 1 винтом 4 и приводом 3 устанавливается вблизи рабочей кле- ти (не показана), а патрон 5 находится на расстоянии 100-200 мм от рабочих валков. Заготовка 21 зажимается губками 6. После этого патрон 5 перемещается от клети и по окончании прокатки губки 6 разводятся и заготовка выталкивается стержнем 8 из патрона 5 и передается из стана.
Предлагаемый механизм подачи стана винтовой прокатки по сравнению с известными позволяет расширить технологические возможности, так как он обеспечивает выполнение различных схем прокаток сплошных и польк, цилиндрических и ступенчатых изделий, а также осуществлять прошивку заготовки. Устройство позволяет также сократить вспомогательное время при прокатке, поскольку для осуществления всех операций механизма используется один привод. Это обеспечива342553
ет повьшение производительности на 5-10% за счет сокращения простоев при переходе с одного вида прокатки на другой.
5
10
15
20
-XI
Формула изобретения
Механизм подачи прокатного стана, содержащий каретку с приводом, патрон с зажимными губками и полым валом, внутри которого размещен опра- вочный стержень и который через сво- бодно установленную на нем обойму и имеющей возможность качания рычаг связан с штоком гидроцилиндра, о т- личающийся тем, что, с целью расширения технологических возможностей, он снабжен приводными роликами, несущими их подпружиненными рычагами, установленными в каретке, и кулачками, закрепленными консольно на обойме и установленными в контакте с концами подпружиненных рычагов.
(Pi/e. ff
/ уг,у 4 к I i1 :::- СТГ
|-р$$ $$$$Ш ччччч-.;;::
u
1
.фиб. 5
Составитель Л. Матурина Редактор Н. Рогулнч Техред Л.Сердюкова
Заказ 4545/6 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ССГч,дТ|
I г
I
NN
Корректор А. Тяско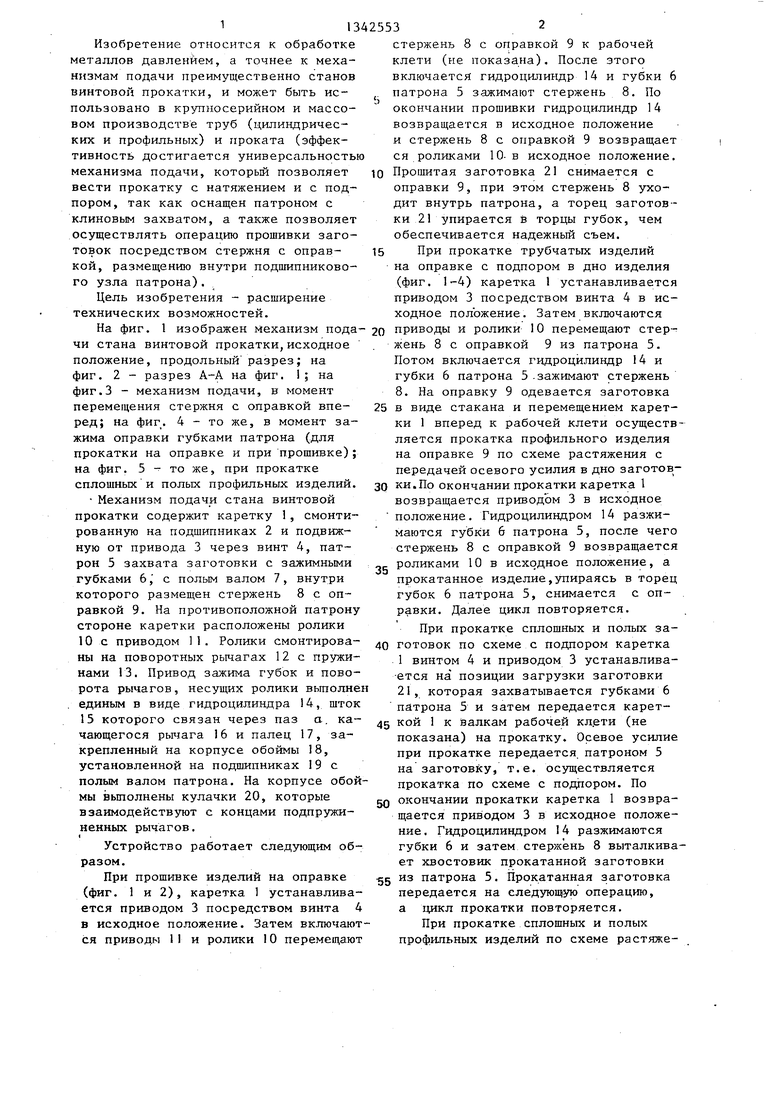
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон прокатного оправочного стана | 1988 |
|
SU1498570A1 |
| Стан для обкатки трубчатых заготовок | 1985 |
|
SU1326367A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Способ поперечно-винтовой прокатки и стан для его осуществления | 1984 |
|
SU1251988A1 |
| Патрон прокатного стана | 1986 |
|
SU1315066A1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий C пЕРЕМЕННыМВНуТРЕННиМ диАМЕТРОМ | 1978 |
|
SU795685A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Приспособление к стану поперечно-винтовой прокатки | 1981 |
|
SU996018A1 |
Изобретение относится к обработке металлов давлением, а точнее к механизмам подачи преимущественно стана винтовой прокатки. Цель изобретения - расширение технологических возможностей. Механизм подачи стана винтовой прокатки содержит каретку 1, смонтированную на подшипниках 2 и подвижную от привода 3 через винт 4, на которой размещен патрон 5 с зажимными губками 6. Внутри полого вала 7 патрона смонтирован стержень 8 с оправкой 9. На противоположной патрону стороне каретки расположены ролики с приводом на поворотных подпружиненных пружинами 13 рычагах I2. Привод зажимных губок и поворота рычагов выполнен единым в виде гидроцилиндра 14, шток 15 которого кинематически связан через рычаг 16 с пазом а под палец 17, закрепленный на корпусе обоймы 18, с полым валом. На корпусе обоймы выполнены кулачки 20, которые взаимодействуют с подпружиненными рычагами. Такое вьтолнекие механизма позволяет осуществлять на стане прокатку сплошных и полых, цилиндрических и ступенчатых изделий, а также прошивку. 5 ил. с сл 13 со 4 to сл р1 со ч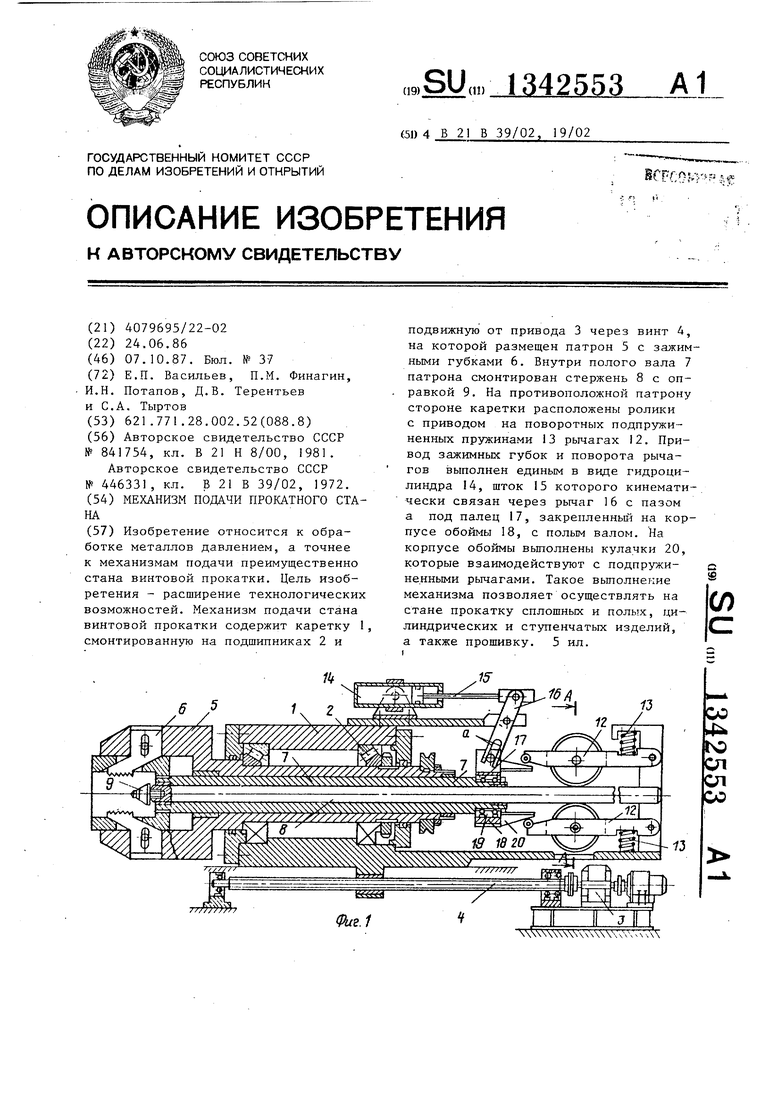
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выходной стол стана поперечной прокатки | 1972 |
|
SU446331A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
